HAL Id: hal-02417718
https://hal.archives-ouvertes.fr/hal-02417718
Submitted on 18 Dec 2019
HAL is a multi-disciplinary open access
archive for the deposit and dissemination of
sci-entific research documents, whether they are
pub-lished or not. The documents may come from
teaching and research institutions in France or
abroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, est
destinée au dépôt et à la diffusion de documents
scientifiques de niveau recherche, publiés ou non,
émanant des établissements d’enseignement et de
recherche français ou étrangers, des laboratoires
publics ou privés.
Safe reconditioning of nuclear fuels stored underwater
S. Milesi, H. Marteau
To cite this version:
S. Milesi, H. Marteau. Safe reconditioning of nuclear fuels stored underwater. HOT LAB 2017, Sep
2017, Mito, Japan. �hal-02417718�
SAFE RECONDITIONING OF NUCLEAR FUELS STORED
UNDERWATER
S.MILESI, H.MARTEAU
CEA, Nuclear Energy Division, Fuel Research Department, CEA-Cadarache, 13108 Saint Paul lez Durance – France
ABSTRACT
A large majority of the nuclear fuels used for CEA research (from experimental reactors to power reactors) are stored underwater in ponds. This storage solution has the advantage of being able to easily remove the decay heat from the fuel while providing good radiological protection for the staff operating in the facilities.
On the CEA Cadarache site, the storage pond in the PEGASE facility is used for the interim storage of fuel casings. The safety review of this licensed nuclear facility led to the decision to remove these fuels to the CASCAD (CASemate de CADarache) facility specifically built for the dry storage of radioactive material.
Due to the incompatibility of the safety baselines for these two facilities, the PEGASE fuels stored underwater had to be reconditioned before storage in CASCAD
The STAR (Station de Traitement, d’Assainissement et de Reconditionnement) facility on the Cadarache site was used for these reconditioning operations, performed in its hot cells according to a suitable safety baseline. The fuels were reconditioned by type (MOX, UO2, graphite-gas, etc.), dried, inerted and placed in leaktight double-jackets casings which meet the CASCAD storage criteria: the containers produced at the end of the process by the STAR facility were transferred to the CASCAD facility in IR500-type nuclear transport casks.
At the beginning, it was necessary to qualify casings for reconditioning these fuels so as guarantee their leaktightness, particularly in the case of load drops. To meet the CASCAD facility's criteria a new process was then developed and qualified. This required designing and developing specific equipment and adapting them to the hot cell constraints (remote operation, remote maintenance, resistance to ionising radiation, and operation in neutral gas environment) for the acceptance and treatment of fuel casings that have been stored underwater.
Being able to trace each operation of the entire fuel reconditioning process at the STAR facility was the key to the success of this project. Traceability means that the progress of the reconditioning process can be known at any time regarding the technical aspects or the management of nuclear materials.
The presentation explains the specificities of the equipment anddescribes the different phases of the process and the constraints that have been taken into account. It provide information on the results obtained and the experience feedback from this 5-year reconditioning campaign (from May 2011 to December 2016) which was carried out round-the-clock.
1. I
NTRODUCTION-
P
ROJECT FACILITIESPEGASE
F
ACILITYCASCAD
F
ACILITYSTAR
F
ACILITY2. N
UCLEAR SAFETY ISSUES INVOLVED IN THE REPACKAGING OFPEGASE
FUELSThe PEGASE safety review in 2003 revealed the facility's weaknesses with respect to earthquake conditions. In 2004, the CEA agreed to remove all radioactive material from INB 22 as requested by the French nuclear safety authority (ASN). Two projects were carried out at the same time to achieve this objective:
The licensed nuclear facility called PEGASE (INB 22) is located at the CEA/Cadarache centre in the south of France. It included a pool-type experimental reactor with a maximum power of 35 MW which went critical for the first time in 1963. Up until 1975, the test programmes focused on supporting the heavy water reactor and gas-cooled graphite-moderated reactor technologies.
The dismantling operations on this reactor were completed in 1980. Since then, the activities in this facility concern:
Interim storage of fuel elements under water
The interim storage, repackaging and removal of drums containing plutonium residue.
As an extension of licensed nuclear facility INB 22, the CASCAD facility has been in operation since 1990 and is providing a durable solution for the dry interim storage of the CEA's nuclear material pending the availability of a suitable disposal outlet.
As an extension of the Active Fuel Examination Laboratory (LECA, INB 55), the STAR facility (waste treatment, clean-up and repackaging) is located at the CEA/ Cadarache centre. Commissioned in 1994, the facility was originally designed to clean-up, treat and repackage fuels from gas-cooled graphite-moderated reactors and heavy water reactor No. 4 (EL4) at the EDF Brennilis plant. The original process involved stabilising the fuels in a furnace and then repackaging them in casings before their transfer to the CASCAD facility.
Its scope of activities was extended in 2009 to include the treatment of spent fuels from the PEGASE facility.
2714 drums containing plutonium residue were repackaged in the PEGASE facility and then transferred to CASCAD between 2006 and 2013
86 irradiated spent fuel casings stored underwater in the PEGASE pool were removed and transferred to STAR for treatment and repackaging between 2006 and 2016.
3. P
ROBLEM RELATED TO THE TREATMENT OF SPENT FUELS:
RADIOLYSISFuel casings have been stored underwater in the PEGASE facility for several years, and even sometimes even several decades. They can be affected by corrosion phenomena that can lead to water ingress in the casings. Under the effect of radiation from the fuel material, the breakdown of H2O molecules results in the formation of H and OH free radicals that combine to form H2 and
H2O2.
Fuel casings must be opened in the STAR facility before they can be treated. The problem of water radiolysis is taken into account by the processes used at STAR: the casings are perforated in an inert atmosphere (mixture of argon and nitrogen) using a machine with an overpressure of 100 bar.
Fuels having been in contact with water are dried before being repackaged for CASCAD. Different processes are used to carry out these operations and a fuel 'dryness' test is performed afterwards to confirm conformity.
4. P
ROJECT ORGANISATIONSeveral hundred people at the CEA are involved in the treatment of spent fuels owing to the large number of operational units using nuclear material and the broad range of fuels that need to be treated. The treatment of PEGASE fuels is led by a "project" unit, which is responsible for the organisational management of fuel reprocessing activities. This unit interfaces with the different INBs and relies on the Cadarache centre's support services (transport, safety unit, nuclear materials, etc.).
The LECA-STAR section (SLS) at the CEA Fuel Research Department employs about 100 staff members and is responsible for repackaging spent materials in the STAR building. At the Instrumentation and Irradiated Fuel Repackaging Laboratory (LIRCI), technicians work two 12-hour shifts (from Monday 6 am to Friday 7:30 pm) together with an engineer in charge of production, to operate the repackaging hot cells in which the mechanical processes are performed.
At the SLS section, the safety, security, criticality, transport, waste and radiation protection support services help the LIRCI laboratory with their repackaging operations.
At the Nuclear Equipment Engineering Laboratory (SLS/LIEN), experienced engineers and technicians in design and project management help develop and build new process equipment. The Operations Laboratory (SLS/LEXCI) is responsible for the maintenance of nuclear processes.
5. S
CHEDULE OF OPERATIONSThe operations to remove fuel casings from storage in PEGASE, their treatment in STAR and their transfer to CASCAD are carried out according to a well-organised schedule thanks to the involvement of many different players.
Based on the project unit's organisational management of the treatment operations, the SLS/LIRCI (responsible for repackaging spent fuels) provides an annual schedule for all the operations at the LECA-STAR related to:
- Delivery of transport casks
- Treatment and repackaging process for spent fuels in the STAR hot cells - Removal of casings and containers produced at the CASCAD facility - Treatment and removal of waste resulting from the process
- Preventive and corrective maintenance of equipment at STAR that are used for the treatment/ repackaging of spent fuels.
The activities are then detailed in a weekly schedule and planned in relation to the available resources and expertise required. All the players are identified on a name basis with respect to the different tasks assigned.
Coordination meetings led by the production manager are held every day (morning and afternoon) with the teams of remote operator technicians to check the consistency of the pending operations. The instructions and debriefing of the tasks performed, including any problems encountered, are reported in specific documents.
6. N
UMBER OF TRANSPORT OPERATIONS AND FUEL CASINGS REMOVED FROM STORAGEA total of 136 casings containing spent fuel with no encapsulation products like epoxy (brand name: Araldite) were removed from the PEGASE pool. These casings stored underwater have different characteristics:
Type of fuel (PWR, SFR, entire rods, rod sections, uranium oxide, mixed U+Pu oxides) Origin (Rapsodie, BR3, CAP, PAT, PHENIX)
Geometry (905 to 2300 mm)
To meet the CEA commitments with respect to the French Nuclear Safety Authority (ASN) which required removing spent fuel with no Araldite encapsulation from the PEGASE pool by December 2016, the CEA completed the following operations between 2010 and 2016:
86 casings were transferred to STAR after having been treated and repackaged
40 casings were transferred to the RES (test reactor) for interim storage in the pool. Their removal from storage and treatment at STAR will be carried out later.
Considerable preparatory work had to be completed to:
Take into account the files containing background information on these casings Define the specificities of the repackaging process
Produce the procedures and operating instructions to follow, including check points to be respected during the repackaging process
Train the technical teams.
Over the 2010-2016 period, a total of 86 casings containing spent fuel with no Araldite encapsulation were removed from the PEGASE pool, which required 71 nuclear transport operations in transport casks (TN106 and IR200) between PEGASE and STAR.
The treatment of casings delivered to hot cell 1 of the STAR facility led to the production of 137 repackaged casings, which was necessary to meet the criteria defined in the CASCAD safety case. These casings were then placed in 70 containers in hot cell 3 of the STAR facility.
A total of 35 nuclear transport operations in IR500 transport casks will be needed to transfer the 70 containers from STAR to CASCAD. These operations are still ongoing.
7. T
REATMENT PROCESSIN THESTAR
FACILITYSpent fuels brought into the STAR facility mainly come from the various CEA storage facilities, e.g. INB 22, INB 72, LECA, LECI, etc. Oxide-based (MOX and UO2) and uranium metal fuels are
generally treated using the general process at STAR. Upon their delivery to the facility, these fuels are packaged in stainless steel casings.
Fuel elements in steel casings are transported to STAR in horizontally docking transport casks. They are docked in the airlock of hot cell 1 and their contents are transferred into the cell. Where necessary, the casings are stored in the box of hot cell 1.
The casings are positioned in the perforating machine to be perforated. Once the perforating rate has been checked (drill speed, pressure measurement, etc.), the top part of the machine is removed to check the actual perforation in the casings.
The casings are cut to extract the fuel. The fuel is then transferred into primary casings already in the hot cell ready to be used for repackaging. Different primary casings (e.g. N1, N2 or AA194M) are used depending on the type and geometry of the fuels.
The fuel can be cut when its length is incompatible with the length of the new casing for repackaging. Once cut, the ends of the fuel rods are plugged to avoid the spread of any contamination.
Any internal casings in PEGASE casings must be extracted and opened.
A test is performed to make sure the fuel is completely dry. This test is performed directly on the repackaging casing with the fuel inside it or in the perforating machine. In the case where the dispatching facility sends a fuel dryness report to the STAR facility, the dryness test is no longer required.
If the fuel fails the dryness test, any remaining water must be removed from the fuel. Two qualified techniques can be used to do this:
Fuel drying by induction
Several cycles of inducing a vacuum in the casing and then releasing it.
Once fuel dryness is achieved, an inert atmosphere (argon, nitrogen) is created in the hot cell to inert the fuel before welding the casing (ensuring that there is no oxygen in the casing). In the specific case of casings for graphite-gas reactor fuels, inerting in a mixture of 80% argon/ 20% nitrogen must be maintained during the entire treatment process owing to the risk of spontaneous ignition.
Two welding stations are provided in hot cell 1 of the STAR facility. One of them is specifically reserved for AA194M casings, while the second is used for welding operations on N1 and N2 casings. The N1 and N2 casings are cleaned prior to being transferred to hot cell 2 where they are weighed. The casings are then transferred into hot cell 3 to be placed in a basket (P1 or P2) before being transferred into the fuel storage pit. They will subsequently be packaged into containers (C1 or C2) before being transported to the CASCAD facility.
The AA194M casings are cleaned before being transferred directly in an IL47 transport cask to hot cell 3 at the STAR facility. The casings are then placed in basket P194 before being transferred into the fuel storage pit. They will subsequently be packaged into C194 containers to be sent to the CASCAD facility.
Containers C1, C2 and C194 are made from stainless steel. The main phases for placing the casings in the containers are:
Inserting containers C1 and C2 into hot cell 3 via the top airlock or inserting containers C194 into hot cell 3 via airlock CA3 using an IL47 transport cask
Filling the containers (C1 with N1 casings; C2 with N2 casings; C194 with AA194M casings)
Welding the container cover
Inerting the container by creating a vacuum and then filling it with a mixture of argon and helium
Welding the container end-pieces that were used for inerting Checking the container's leaktightness by means of a helium test.
The SLS/LIRCI carries out fuel treatment operations using two different welding devices depending on the type of container to weld:
The tungsten inert gas (TIG) welding device known as MASSOUDE is used for the treatment of AA194M casings in C194 containers. The procedure containing the welding and sealing parameters for C194 containers has been qualified by a certified body. Users of the device are given specific training. A document confirming their training and their ability to use the MASSOUDE device is issued.Any problems encountered while using the MASSOUDE device are entered into the maintenance management software called MIPRON; these problems may become the subject of a technical document.
The TIG welding device called PMF is used to package N1 and N2 casings into C1 and C2 containers respectively. The containers are dispatched in vertical docking transport casks (IR500). The casks are docked to the floor of hot cell 3 using a transport carriage on rails located in the basement. The loaded transport cask is then transferred to the truck airlock and then sent to CASCAD.
Main steps of the STAR process for the treatment of spent UO2 and MOX fuels
step No. Hot cell steps of the STAR process
1 C1 Insertion of a casing (N1, N2, AA194M) to be used to repackage the fuel to be treated
2 C1 Docking of the transport cask (TN106, IR200, IL47)
3 C1 Unloading of the PEGASE casings in hot cell 1 via airlock PB1 4 C1 Identification of fuel casings
5 C1 Interim storage of short casings in the C1 box
6 C1 Installation of a spent fuel casing in the perforating machine 7 C1 Opening of the casing with the opening/extraction machine
8 C1 Extraction and opening of internal casings where necessary, until the fuel is reached
9 C1 Transfer of fuel into a N1, N2 or AA194M casing 10 C1 Fuel drying and test to check the dry matter content
11 C1 Inerting of the fuel (hot cell in a neutral gas atmosphere) before welding the casing
12 C1 Cleaning of the welded casing
13 C1 Transfer of casing N1 or N2 into hot cell C2 – Go to step No. 16 in the
case of AA194M casings
14 C2 Weighing of the short casing
15 C2 Transfer of casing N1 or N2 into hot cell 3 – Go to step No. 17 at the end
of this step
16 C1
Printout and validation of the 'round-robin' sheet before transfer of the AA194M casing in an IL47 cask from the work bench in hot cell 1 to hot cell 3
17 C1 Transfer of casing AA194M into hot cell C3 using an IL47 cask 18 C3 Interim storage of the casing in the storage pit in hot cell 3 19 C3 Installation of the casings in C1, C2 or C194 containers 20 C3 Welding of containers
21 C3 Container inerting and sealing
22 C3 Leak test
23 C3 Interim storage of the container in the storage pit in hot cell 3 24 C3 Docking of the IR500 cask to the PA1 for loading
25 C3 Cleaning of the containers + contamination inspection using wipes 26 C3 Loading of containers into the IR500 transport cask
DRYNESS CRITERION
One of the important steps in the STAR CSE process is to ensure there is no water in the fuel before it is packaged in welded casings in cell 1 at STAR.
The dryness criterion is defined as follows:
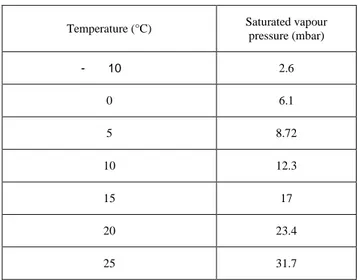
The saturated vapour pressure is the pressure at which the gas phase of a substance is in equilibrium with its liquid or solid phase at a given temperature in a closed system. If the pressure of the system is below the saturated vapour pressure, some of the water in liquid form changes to gas form, leading to an increase in the pressure of the system until it reaches the saturated vapour pressure. If the pressure of the system is below the saturated vapour pressure and does not change, then there is no liquid water present.
The following table gives the saturated water vapour pressure according to the temperature. For example, for a temperature of 0°C, this pressure is 6.1 mbar.
Temperature (°C) Saturated vapour
pressure (mbar) - 10 2.6 0 6.1 5 8.72 10 12.3 15 17 20 23.4 25 31.7
Table of saturated vapour pressure values according to the temperature
We have so far considered it penalising when dealing with a case that has an operating temperature below 5°C requiring the creation of a vacuum up to 7 mbar, then checking that the pressure does not increase when the system is isolated (from the leaks specific to the nearby device). At this temperature, if water is present in liquid form, since the pressure is below the saturated vapour pressure, some of this liquid phase changes to gas phase, leading to a rapid increase in the pressure. Stability of the internal pressure confirms that there is no liquid water present.
8. D
IFFICULTIES ENCOUNTEREDCasings containing water:
Several litres of water were discovered in some of the casings received, when they were drilled. Each time this occurred, 2 to 3 months' treatment was required to ensure the fuel was dry. After drilling, the
water was extracted using inflation/drying cycles in the drilling machine. The water recovered in a cavity at the bottom of the drilling machine was evaporated using a heating system.
Two new processes were introduced in order to improve the time taken to treat casings containing water. Once a casing has been drilled, if there is no risk of dispersion of the material when the casing is handled (presence of whole rods or pins, or fuel packaged in an intermediate casing), it is removed from the drilling machine and tipped horizontally using a tilting device on the work area to drain the water into a container. The casing is then cut open. The fuel is removed and packaged in the repackaging casing for interim storage at CASCAD. 2 techniques are used at this step:
Induction drying of the fuel; evaporation of the water at T>100°C
Inflation/vacuum creation cycles. The dryness test is carried out directly on the final casing containing the fuel
Damage of the drilling tools:
The drilling curves produced during this type of checking operation on a casing revealed a problem with the drilling on one casing. A visual inspection of the drilling head revealed that the drill point was damaged. It was not possible to replace it in the cell, even though equipment had been provided for this. The drill could not be dislodged due to corrosion.
The drilling head had to be transferred to an adjoining cell called the "Sas Supérieur" (upper airlock) so that a member of staff could replace the drill. Raising the drilling head required the installation of dampers on the work area to prevent the integrity of the shielded cell being affected if this equipment falls.
Organising and carrying out the replacement of the drill meant that the process was not available for 4 weeks.
The replacement drill was treated with a corrosion-resistant coating to avoid such a lengthy treatment time if a drill is damaged again. It will be possible to replace it in the cell, and there will be no need to take the upper drilling head to the upper airlock and for the work to be carried out by a member of staff, with a dosimetric impact.
9. T
HE FUTURE OBJECTIVES OFSTAR
Le CEA a tenu ces engagements auprès de l’ASN sur le désentreposage des combustibles sans emplois non araldités de la piscine PEGASE. Les moyens matériels et humains sur l’installation STAR ont permis le traitement et le reconditionnement des étuis sur cette installation dans des délais contraints en cohérence avec l’objectif prévu.
L’expérience dégagée de la réalisation du désentreposage des étuis entreposés sous eau de la piscine PEGASE servira à :
poursuivre le traitement des étuis entreposés dans la piscine du RES
traiter et reconditionner 15 étuis longs entreposés sous eau dans la piscine de l’INB 72 (CEA – Saclay), lot d’étuis faisant parti d’un nouvel OPS portant sur le désentreposage de cet installation.10. C
ONCLUSIONThe reprocessing of irradiated nuclear fuels that have been stored under water for several years has required project organisation which has dealt with topics ranging from nuclear safety, transport, management of nuclear materials, criticality, development of innovative techniques and control of the interfaces between the support levels at the Cadarache centre and the operational units. The experience it has gained during these 4 years of reprocessing over 136 fuel casings
makes CEA CADARACHE a key player in this field, giving it the ability to meet the requirements of different programmes.