Assessing Sales Floor Capacity and Replenishment Strategy
by
Durgesh Das
Submitted to MIT Sloan School of Management
the Department of Electrical
Engineering and Computer Science in partial fulfillment of the requirements for
the degrees of
Master of Business Administration
and
Master of Science in Electrical Engineering and Computer Science
in conjunction with the Leaders for Global Operations Program at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
May 2020
©Durgesh Das.
All rights reserved.
The author hereby grants to MIT permission to reproduce and to distribute publicly paper and electronic copies of this thesis document in whole or in part in any medium now known or hereafter created.
Author……….………
MIT Sloan School of Management
Department of Electrical Engineering and Computer Science
May 8, 2020
Certified By……….……….
Vivek Farias, Thesis Supervisor
Professor, MIT Sloan School of Management
Certified By……….……….
Luca Daniel, Thesis Supervisor
Professor of Electrical Engineering and Computer Science
Accepted By……….………
Maura Herson
Assistant Dean, MBA Program, MIT Sloan School of Management
Accepted By……….………
Leslie A. Kolodziejski
Professor of Electrical Engineering and Computer Science
Acknowledgments
This research would not have been possible without profound support from family, friends, and colleagues. The list is not comprehensive, but I could certainly write a thesis about my support network.
Professor Vivek Farias, Professor Retsef Levi, and Professor Luca Daniel for their insight and encouragement from project inception through completion. An-dreea Georgescu for her tireless effort and analytical acumen to drive the project to meaningful conclusions. The team at Target who provided professional mentorship throughout the project and fully welcomed me into the Target family - Tim Hotze, Arthur Valdez, Scott Fremont, Sara Thomas, Dan Seidel, and Michael Nordeen. Their leadership style and willingness to encourage my endeavors throughout the project enabled me to have a truly rewarding and enjoyable experience and for that I am very grateful.
My fellow LGO classmates (you are all 10 to me) were imperative to my success and my sanity during my time at MIT. It’s interesting to look back and see how even after all those case reviews, all-nighters, engineering projects, and problem sets, I can confidently say that these two years have been the best of my life due to my amazing classmates who were right there with me through it all.
My wife, Smitha, for her unwavering support and willingness to join me during the frequent adventures on which my career path leads. It is you who makes it all worthwhile, and I can never thank you enough for the sacrifices you make to support my ambitions. My parents and my sister for their tireless support in guiding me through problems and challenges throughout my life.
Assessing Sales Floor Capacity and Replenishment Strategy
by
Durgesh Das
Submitted to the MIT Sloan School of Management and the Department of Electrical Engineering and Computer Science
on May 8, 2020, in partial fulfillment of the requirements for the degrees of Master of Business Administration
and
Master of Science in Electrical Engineering and Computer Science
Abstract
Target stores (and the upstream supply chain) have been traditionally designed for a predominantly brick and mortar business, fed by a push supply chain model. With the growing need for omnichannel sales fulfillment, supply chain engineering has become significantly more complex. Based on the traditional model, ideal inventory levels in the store, as well as the upstream replenishment logic are derived with a focus on the in-store customer experience. Two pain points of this design are:
1. The long tail, in the product assortment distribution, of low-velocity items carried in all stores.
2. Inflexibility to use dynamic unit of measure (defined as the type of packaging an item is transported in - can be an each, case pack, pallet), because merchants set the unit of measure system-wide thus overpack items are overpack in all stores regardless of sales volume.
Both are backroom space and labor intensive. In anticipation of stores becoming shipping hubs in the future and the need to fulfill Target’s long-term planning, we will take a data driven approach to determine optimal sales floor item capacity in order to find efficiencies in upstream sortation leading to cost reductions in downstream, without impacting critical functions including customer reception and experience in store and demand signal fulfillment.
Thesis Supervisor: Vivek Farias
Title: Professor, MIT Sloan School of Management Thesis Supervisor: Luca Daniel
Contents
1 Introduction 10
1.1 General Problem Statement . . . 10
1.2 Hypothesis . . . 11
1.3 Thesis Overview . . . 11
1.4 Data Confidentiality . . . 11
2 Motivation, Background, & Approach 12 2.1 Motivation . . . 12
2.2 The Target Supply Chain . . . 12
2.3 Industry Trends . . . 18 2.4 Research Approach . . . 20 3 Literature Review 22 3.1 Unit of Measure . . . 22 3.2 Warehouse Slotting . . . 23 3.3 Assortment Optimization . . . 25 3.4 Distribution Networks . . . 26
3.5 Supply Chain Design . . . 28
4 Sales Velocity and Planogram Space Relationship 31 4.1 Motivation . . . 31
4.2 Methodology . . . 32
4.4 Drawbacks and Conclusions . . . 35
5 Analyzing Inventory Replenishment 37 5.1 Motivation . . . 37
5.2 Metric Definitions . . . 38
5.3 Applying Metrics to Current Operations . . . 41
5.4 Root Cause of Replenishment Spillover . . . 49
5.5 Conclusions . . . 52
6 Simulating an Optimal Case Pack Quantity 54 6.1 Motivation . . . 54
6.2 Methodology . . . 54
6.3 Findings and Results . . . 58
7 Conclusions and Future Research 62 7.1 Key Research Findings . . . 62
7.2 Recommendations for Target . . . 63
7.3 Opportunities for Future Research . . . 64
7.4 Closing Remarks . . . 65
List of Figures
2-1 Relationship Between Different UOMs . . . 16
2-2 Actual Inventory over Time . . . 18
2-3 Target Quarterly Revenue - 2017 and 2018 . . . 19
3-1 Slotting Based on ABC Analysis . . . 24
3-2 Logistics Cost Curve . . . 28
3-3 Demand for Functional and Innovative Products . . . 29
3-4 Physically Efficient vs. Market Responsive Supply Chains . . . 30
3-5 Matching Supply Chains and Products . . . 30
4-1 Sales vs. POG Capacity Relationship . . . 32
4-2 Off-Peak Sales v POG Analysis . . . 34
4-3 Peak Sales v POG Analysis . . . 35
5-1 Replenishment Spillover Example Calculation . . . 40
5-2 Peak OH Inventory Example Calculation . . . 40
5-3 POG WOD Calculations . . . 42
5-4 POG WOD Calculations - Distributions . . . 42
5-5 Item Metrics and Inventory over Time . . . 43
5-6 Replenishment Spillover Calculations . . . 44
5-7 Hours Spent Per Team Member Backstocking Spillover Units . . . 45
5-8 Spillover Units by Department and Store . . . 45
5-9 Peak OH Inventory vs POG WOD for Three Departments . . . 46
5-11 Peak OH Distribution by Department . . . 48
5-12 Backroom Inventory as a POG Capacity Multiple vs POG WOD . . . 49
5-13 Example of Replenishment Spillover Root Cause . . . 50
5-14 Actual Replenishment Spillover Root Cause . . . 51
6-1 Inventory and Sales in Aug 2018 for One Item . . . 56
6-2 Full Simulation of Optimized Inventory State . . . 58
6-3 High Velocity PFresh Optimal UOM for 6 Departments . . . 59
6-4 High Velocity Small Format Optimal UOM for 6 Departments . . . . 60
6-5 Medium Velocity Small Format Optimal UOM for 6 Departments . . 60
6-6 Medium Velocity PFresh Optimal UOM for 6 Departments . . . 61
List of Tables
2.1 Target Quarterly Revenue - 2017 and 2018 . . . 18 4.1 Percentage of Items Below, Above, or Within 1:1 Sales to Space Ratio 34 4.2 Revenue of Items Below, Above, or Within 1:1 Sales to Space Ratio . 35
Chapter 1
Introduction
1.1 General Problem Statement
As the mix for retail shopping trends towards online versus in-store shopping, retailers must adapt their supply chains to meet demand without the advantage of customers walking into retail stores, rather expecting deliveries at their doorsteps.
Target stores (and the upstream supply chain) have been traditionally designed for a predominantly brick and mortar business, fed by a push supply chain model. Based on this model, ideal inventory levels in the store, as well as the upstream replenishment logic are derived with a focus on the in-store customer experience. Two pain points of this design are:
1. The long tail, in the product assortment distribution, of low-velocity items carried in all stores.
2. Inflexibility to use optimal unit of measure, since merchants set the unit of measure thus overpack items are overpack in all stores regardless of volume. In order to meet the growing omnichannel demand, Target must use stores as shipping hubs, thereby pooling inventory for multiple demand channels, which necessitates driving down labor and space usage in stores - both of which are exacerbated by the aforementioned conditions.
1.2 Hypothesis
This thesis proposes that an optimal "unit of measure" (UOM) and replenishment schedule in upstream sortation will highlight current inefficiencies with "sales floor space allocation" (referred to as a Planogram or POG) sizing and optimize for down-stream labor cost without negatively impacting critical functions of the store, in-cluding demand signal fulfillment and the customer in-store experience (quantified as stock-outs). One key clarification is that there are non-POG areas within Tar-get stores such as apparel, however, in this study we will only focus on the POG component.
1.3 Thesis Overview
Chapter 2 provides insight into the financial and strategic motivations for improving replenishment systems in the retail industry. It provides background information on Target, Target’s supply chain capabilities, trends in the big-box retail industry, and it summarizes the approach that was used to address the problem statement. Chapter 3 highlights key features of replenishment systems from a literature review. Chapter 4 provides an analysis of the first analysis we completed at Target, sales velocity versus item space allocation. Chapter 5 outlines the replenishment metrics and analysis that were generated to characterize key opportunities for Target. Chapter 6 dives into a simulation to model inventory case pack quantity optimization. Chapter 7 summarizes the key findings of this research and suggests opportunities for future expansion of this work.
1.4 Data Confidentiality
Data presented in this document has been disguised to protect Target’s proprietary information. Process rates, volumes, and costs were normalized or presented as per-centages. Mathematical formulas describing the relationships between Target’s pro-cesses were adjusted to communicate concepts notionally.
Chapter 2
Motivation, Background, & Approach
2.1 Motivation
The motivation for this project is to help streamline Target’s supply chain operations from a cost perspective to better prepare for a retail shift away from in-store shopping towards online shopping. This thesis will describe the methodology and results of an analysis of the existing relationship between sales and supply chain capabilities, as well as a future state optimized supply chain model. This document will define a repeatable solution architecture, outlining a process to optimize sales inventory UOM as a function of downstream inventory holding and labor expense.
2.2 The Target Supply Chain
Target Operations
The evolution of customer preferences, otherwise described as a decrease in customer patience, in the age of the internet and rapidly evolving supply chains has mandated that in order to stay in business, retailers must have the right product at the right place at the right time.
Target’s challenge in solving this perpetual optimization problem is a function of 100,000 unique "right products" at 2000 "right places" at all times of the day,
every day of the year. Finding synergies in transportation and warehousing strategies through item positioning and efficient movement can yield tremendous savings for the company, while still fulfilling the desires of customers.
Prior to diving into the supply chain, let us discuss the organizational makeup of the company as this has impacts on the decision making apparatus. The company is comprised of three large sub-organizations - merchandising (the group that decides what inventory will be carried, which deals will be completed with vendors, and ultimately what trends the company wants to set for an upcoming period), supply chain (the group that positions and moves inventory through the different nodes in the network as cheaply and efficiently as possible), and stores (the group that sets the in-store guest experience as this is often the interaction point for guests).
Target operates 1,868 stores and 41 distribution centers in the United States. Stores are given one of five revenue identifiers - AAA denotes the stores that gen-erate the highest revenue, while D stores gengen-erate the least revenue, with A, B, C sequentially in between. Stores are divided into three categories:
1. PFresh: 110K to 130K square feet comprising general merchandise, hardlines, softlines, and grocery.
2. SuperTarget: 170K to 200K square feet, typically located in suburban areas. 3. Small format: Average of 35K square feet, typically located in urban centers
with narrowed SKU selections by geography.
Distribution Network
The distribution centers are divided into five types, and split into five geographic regions in the United States.
1. Import Warehouse (IW): One on each coast, this is the first point where overseas goods are introduced into the Target network. Some imports bypass the IW. Allocation logic determines if inventory should go straight to a UDC/RDC. IW acts a time buffer during peak seasons.
2. Upstream Distribution Center (UDC): Large holding facilities where inventory is pooled and distributed out to regional distribution centers. Some stores are directly serviced from a UDC. It typically holds a large percentage of the network’s apparel.
3. Regional Distribution Center (RDC): Service stores directly. Receives goods from a UDC. Sorts inventory and sends trucks to stores.
4. Fulfillment Center (FC): Services online sales only.
5. Food Distribution Center (FDC): Due to specific temperature requirements of food distribution, these facilities manage all produce and perishable items. Tem-perature controlled trucks are loaded and dispatched to stores accordingly. 6. Ship From Regional Distribution Center (SFRDC): Physically located in the
RDC, this is a fulfillment center with standard pick, pack, and pull operations.
Distribution Center Anatomy
Each distribution center is divided into three departments - inbound, warehousing, and outbound. Through conveyance systems and automated picking and sorting mechanisms, inventory is received, stored, and picked as demand is calculated for the stores or distribution centers to be serviced out of a particular building. The inbound department is responsible for offloading inventory from vendor shipments or upstream distribution shipments, and building storage-ready pallets. The warehousing team ar-rives and moves inbound inventory to storage locations as dictated by available space in the warehousing wing of the distribution center. Once a demand drop comes in, the warehousing team also picks inventory from storage locations and places them onto conveyance systems (or directly to the outbound dock if non-conveyable) which will reach the outbound area. The outbound team receives inventory from the conveyance machine and loads inventory onto the appropriate truck using the cubic volume in the most efficient way possible. The trailers are driven by independent third party
drivers and logistics operators to their final destination (another distribution center or store).
Inventory Movement
Each item is designated on of the following UOMs:
1. Pallets: a standard shipping pallet. These generally carry bulk, high velocity items to a store, such as water bottles.
2. Vendor Case Packs (VCP): a carton containing multiple units of inventory. A VCP may contain smaller sub-boxes within it. These are delivered to a "custom block" in the store, which defines a sub-region of aisles in a store’s floor plan. 3. Store Ship Packs (SSP): a smaller carton that is usually repackaged in a
distri-bution center into a breakpack. These are delivered to a "custom block" in the store, which defines a sub-region of aisles in a store’s floor plan.
4. Each: an individual unit, that is packaged into a breakpack.
5. Breakpack: a box with a mix of inventory (eaches and SSPs). These are deliv-ered to a Store Ship Zone (SSZ), which are uniform aisle regions across all the stores.
Figure 2-1 visualizes an example - eaches are in the top row being packed into SSP’s. SSP’s can be transported individually, with other SSP’s, or in breakpacks. The cardboard box could be a breakpack or a VCP.
Item Hierarchy
Every item is classified with a unique DPCI, a Department-Class-Item identifier. In subsequent sections, we will analyze certain DPCI’s as they are processed through the supply chain. Items are classified by the following hierarchy:
Figure 2-1: Relationship Between Different UOMs (a) Apparel and Accessories
(b) Beauty and Household Essentials (c) Food and Beverage
(d) Hardlines
(e) Home Furnishings and Decor 2. Department (eg. Menswear, Candy) 3. Class (eg. Men’s T-Shirts, Snacks)
4. Item (eg. Hanes T-Shirt Size Medium, Welch’s Fruit Snacks 12 pack)
Item Characteristics
Each item has key defined characteristics that enable inventory replenishment and will be further discussed in this analysis. The first such metric is a presentation minimum. This is the quantity of items that must always be maintained on the shelf. Replenishment timing is predicated on ensuring that demand over lead time does not
take the on-hand, available inventory in a store below this presentation minimum level. If inventory levels drop below the presentation minimum, it is considered a stock out event. The second such metric is planogram (POG) capacity. A POG is a shelf spacing plan, where items are given a certain amount of space as determined through negotiations with vendors and a myriad of merchandising stakeholders. The POG capacity dictates how many units of an item will sit on a shelf over a period of time. A POG capacity has a validity period during which it is active, and replenishment logic is catered towards ensuring steady inventory flow within the presentation minimum and POG capacity guard rails. Once a POG expires as a result of product lifecycle, that item will no longer be listed as active. It is important to note that there are non-POG sections also, such as apparel. These areas of the store have visual merchandising guidelines as opposed to specific presentation minimums. For this study, we focused on POG items only. The third characteristic is an order-to-level (OTL). This value denotes how many units should be ordered at each replenishment. If we consider the inventory replenishment model to be a (s, Q) continuous review policy1, the OTL is
the Q value.
POG capacities can be changed in two different ways - transitions and revisions. A transition is an event that requires a significant change to the layout. These are limited per year and require labor investment. Typically, transitions occur during the big changeovers like Halloween and Back-to-School. Revisions happen more frequently and affect smaller portions of the POG, generally when an item goes on sale. In these situations, a POG can be changed to accommodate additional space or extra floating company space (ie. endcaps) can be bid on by a vendor. In figure 2-2, we can see an example of POG capacity changing. This particular event happened during a promotion.
1Probabilistic Demand with infinite horizon. This inventory policy is event-based – we order if,
and when, inventory drops below a certain threshold, s. Order Q* when on-hand inventory <= s. Q* can be calculated using the EOQ formula and s is calculated as µ+k , where µ is mean demand, kis the number of standard deviations we want to cover in our cumulative probability distribution calculated off of our service level, and is standard deviation of demand.
Figure 2-2: Actual Inventory over Time
Seasonality
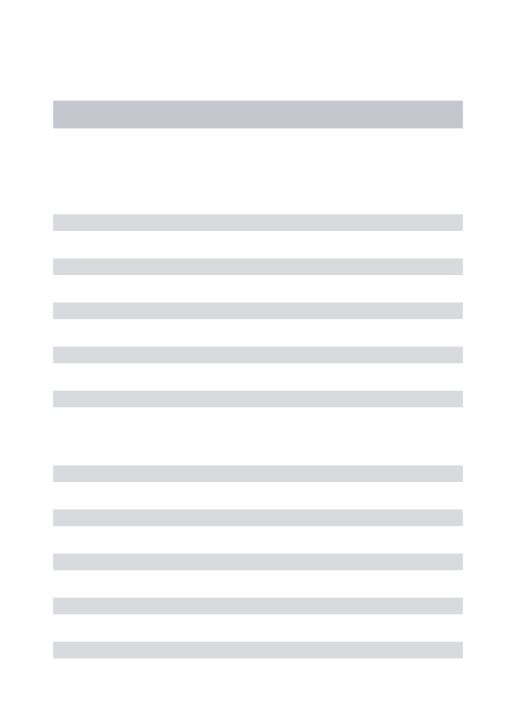
As with any large retail business, seasonality plays a major role at Target. Peak is generally defined as Q4, and off-peak is defined as Q1-Q3. In this analysis, we generally separate our findings into peak and off-peak because the implications for the supply chain are different. Given the volume spike during Q4, inventory opti-mization might yield greater absolute cost savings. In table 2.1, we highlight revenue seasonality at Target.
Year Q1 Q2 Q3 Q4 2018 $16.8B $17.8B $17.8B $23.0B 2017 $16.0B $16.4B $16.7B $22.8B Table 2.1: Target Quarterly Revenue - 2017 and 2018
2.3 Industry Trends
The retail industry has undergone a significant transformation in the past decade - through technology, demographics, consumer preferences, and attitudes. Let us explore the key trends that have shaped the market, and will continue to do so, and
Figure 2-3: Target Quarterly Revenue - 2017 and 2018 in turn force retail business to continuously update their operations.[17]
In 2012, consumers accepted on average 5.5 days of shipping time. In 2017, this number had dropped to 4.5 days[9]. This highlights the ever-decreasing patience consumers have when it comes to retail, and as such the necessity for retailers to emphasize having the right product at the right place at the right time. This trend forces supply chains be more adaptive and intelligent with inventory positioning in order to meet customer demands. Failing to do so now leads to customers switching to other retails that might be able to meet this ever-decreasing time requirement.
In addition to delivery speed, retail customers are also more and more interested in multiple fulfillment channels. Omni-channel fulfillment is a trend that highlights the importance of brick-and-mortar in an age where retailers are closing shop at an alarming rate. Now, however, the retail sales front is no longer the primary point of sales but rather one in a large net of engagement opportunities where customers can navigate the shopping experience that fits their lifestyle best[17].
The growth in supply chain technology is an enabling function of the customer preference trend. A Gartner study found that the use of technology has a pro-found effect on a company’s overall supply chain maturity score, yet few companies
have progressed to a point where they can fully exploit technology for competitive advantage[5]. Having the tools to monitor, analyze, and optimize operations - from individual steps taken in the warehouse to cycle time from demand drops to inventory reaching the truck - is a necessity to stay afloat in this industry. We will discuss more specific industry topics in Chapter 3.
2.4 Research Approach
The project consists of three phases: Analysis of Current State Sales and Capacity; Modeling Inefficiencies in the Supply Chain; and Optimizing the Inefficiencies in the Supply Chain.
Phase 1 - Current State Analysis
The first phase consists of a description of the current state sales and sales floor capacity for all items in Target’s inventory mix. Using all available data sources, this analysis will highlight Target’s current operational challenges – whether there are items that are selling at high velocities that lack adequate shelf space or vice versa, items that have high shelf space but lack sales velocity. The challenge with this phenomenon is that if you send more inventory, either as a function of larger vessels or increased frequency, backroom utilization and labor utilization are increased (more touches once in store), but risk of out of stocks is decreased. On the other hand, if you move only the predicted sales quantity, you will utilize less space and induce lower labor expense, but increase the risk of items being out of stock. This phase also consists of analyzing items through all sales channels. Sales channel is a reference to how the item reaches the customer – this could be through walk up sales, online order (ship from store or ship from fulfillment center), buy online and pickup in store, drive up, or Shipt2. Each sales channel changes the stress placed on the system. For
example, if a customer walks into a store and purchases an item, the supply chain
2Shipt is a delivery service owned by Target. It facilitates same-day delivery from various retailers
to its members. Customer orders are shopped and delivered by a fleet of more than 50,000 Shipt Shoppers across the country.
generally sees less stress because the item was shipped to the customer in bulk. Conversely, if a customer buys the same item online, there is an added incremental cost of getting that item to the customer from the most optimal node (either a store or fulfillment center).
Phase 2 - Metric Development and Analysis
The second phase provides a summary at a merchandising department level of how inventory is handled through the supply chain. Using the results of the first phase, there are clear areas to begin focusing on to test and build out an analysis model. The outcomes here will be paired with labor estimates to understand the opportunity for improvement by optimizing sales floor capacities, supply chain UOM, or replen-ishment frequency. Here we will begin to define the proper metrics that will help in later optimization exercises.
Phase 3 - Simulation
The third phase incorporates the findings in the second phase to try to minimize costs while still meeting predicted demand (and other important metrics, including presen-tation minimums). The methodology, results, and limipresen-tations of the analysis will be discussed as a means to further streamline the model and integrate into Target’s current predictive capabilities.
Chapter 3
Literature Review
In this chapter, we will explore some key insights from supply chain literature as it relates to supply chain optimization through a study of unit of measure and sales floor space allocation at Target. We will analyze a broad set of applications that all have auxiliary impacts on this research including unit of meaure, warehouse slotting, SKU assortment optimization, and labor.
3.1 Unit of Measure
Packaging decisions have a profound impact on logistics and sales performance in the retail industry. The packaging size and case size is a major trade-off point to enable enough inventory to move in the network but not too much inventory such that space is unnecessarily used up. The packaging decision affects the cost of transportation, warehousing, and safety stock at the manufacturer as well as at the retailer in its warehouses and in the stores. Erceg et al argued that having a specific carton or case size by item could have a positive effect on the sales of items, since inventory could be efficiently positioned closer to a sale. However, the effects of diverse de-cisions regarding packaging are not clear especially related to upstream negotiation costs, environmental sustainability, and conflicts of interest between manufacturers and retailers[1].
3.2 Warehouse Slotting
In this section, we will discuss a brief history of warehouse organization. Warehouse slotting refers to intentionally placing products within the warehouse storage medium to create warehouse efficiencies. In modern practice, this means organizing the ware-house such that higher velocity SKUs are stored closer to the docks from where they are received and shipped out, ultimately reducing the labor time needed for picking. The underlying requirement for an efficient slotting strategy is velocity profiling.
Velocity profiling is a common method used to prioritize inventory, and can be useful when determining warehousing location in a distribution center, position on outbound trucks, and labor planning. As a concept, velocity organization dates back a half century.
In 1962, Neal proposed slotting as a mechanism to reduce picking costs in ware-housing operations. By organizing inventory according to how quickly it was needed, a warehouse operation could reduce operating costs from the saved foot-traffic of storage and retrieval[14]. Heskett later proposed a heuristic to quantify this SKU pri-oritization. It was a method called cube-per-order which calculated the cube (gross volume that a SKU occupied) divided by the average sales per day. The metric was then analyzed in an ascending order to assign SKU locations based on straight line input-output to the area of the pick floor[8].
Ballou expanded on the cube-per-order concept and created a linear programming model involving reserve storage and order picking areas[4]. Kallina built upon the Ballou linear program and ultimately proved that the Heskett cube-per-order model was in fact optimal[11]. These studies increasingly drove the concept of slotting to-wards how technology could make a significant impact in warehousing operations. In the 1970s, Hausman explored the concept of a "crane", which he defined as a mecha-nized object that could travel in multiple dimensions to extract inventory and return it to a specified location[12]. He and his colleagues applied geometric probability, to understand travel distances of cranes. This led to several studies on optimizing travel distance, by manipulating pick ordering and the shapes of zones containing
velocity ordered SKUs[7]. This work proved that there was an optimal zone size and placement given a fixed input-output for the crane.
Figure 3-1: Slotting Based on ABC Analysis
Figure 3-1 is a reference to a simplified slotting example based on ABC analysis. Bartholdi expands on these concepts and defines the main goals of slotting as[10]:
1. Squeeze more product into available space
2. Achieve ergonomic efficiency by putting popular and/or heavy item at waist level (the “golden zone”, from which it is easiest to pick)
This is of course the simplest case, but in reality we must find ways to avoid creating congestion by concentrating popular items too much. One additional concern that pops out of this model is warehouse to warehouse variability. As Bartholdi continues to describe, there is a trade-off between organizing similar looking products near each other to reduce the chance of a picking error against the warehouse labor expense of a team member walking to a different location. Furthermore, this cost must be balanced with put-away labor in the retail store. For example, distribution centers supporting retail drug stores prefer to store similar looking medicines apart to reduce the chance of a picking error; but they store non-drug items in the same product family so that all similar products will tend to be picked together. This means that, when the retail store opens the shipping container, they will find it packed with
items that are to be stored on the same aisle, so that put-away requires less labor. Storing products in the warehouse by product family may cost the warehouse more in space and labor but it may save put-away labor in thousands of retail stores.
The evolution of research that began with an effort to prioritize SKUs based on velocity in warehousing operations led to numerous other discoveries, many of which are present in Target distribution centers today.
3.3 Assortment Optimization
As it relates to this problem, SKU rationalization can be another important level to explore when looking at holistic supply chain optimization. Balancing customer demands with supply chain complexity is a perpetual challenge. In an effort to model the consumer’s perspective on this interaction point, Aouad explores a modeling ap-proach of consider-then-choose models. Consider-then-choose modeling denotes when customers choose among alternatives in two phases, first by screening products to which alternatives to consider, before then ranking them[2]. Aouad presents a frame-work that allows a direct connection between modeling assumptions on the customers’ choice behavior and the resulting computational complexity. The dynamic program-ming algorithm shows that several practical assumptions regarding how customers consider and choose leads to easily controlled assortment optimization models. This consider-then-choose structure can be leveraged to mitigate the complexity of assort-ment optimization problems.
In another study, Aouad et al discuss the best-possible inapproximability bounds for assortment planning under ranking preferences and to reveal hidden connections to other fundamental branches of discrete optimization. Here, ranking preferences is a reference to how customers would select an item amongst a certain assortment. The problem is broken down as follows:
1. There exists a collection of n items
3. There are k customer types
4. Each customer j arrives at random with probability j
5. Each customer has a preference list of Lj
6. There is an assortment S, which generates Rj(S) revenue if customer j finds
something in the assortment that matches her preference list
Thus the ranking preference model seeks to maximize the following, which is the potential revenue from a customer, who has a preference list, when presented an assortment: rev(S) = k X j=1 j⇤ Rj(S) (3.1)
They argue that general ranking preferences are extremely hard to approximate with respect to various problem parameters. Their results provide a tight characteri-zation (up to lower-order terms) of the approximability of assortment planning under a general model specification[3].
While there are larger forces at play in determining which assortment should be followed, these methodologies could enable the supply chain group to better inform inventory positioning.
3.4 Distribution Networks
The distribution network is the engine that is responsible for shipping and delivering inventory from a distribution center (DC) to an end point; these end points can be residential homes, local stores, or other stocking locations. Most retailers today have upgraded from single-channel distribution network to omni-channel distribution networks due to the growth of e-commerce. In this section, we discuss the challenges facing omni-channel retailers in meeting online consumers’ expectations for faster and more convenient delivery.
A McKinsey & Co study found that 25% of online shoppers were willing to pay premiums for the fastest delivery method, and this population was expected to expand even more since 30% of the younger generation chose faster delivery methods over regular methods. Therefore, today, e-retailers compete not only on pricing but also on shipping service level to sustain their customer base and attract new customers[13]. The study also found that the US delivery market was growing by 7-10% year over year since 2015 due to the booming e-commerce industry. Another McKinsey & Co study[15] found that three primary challenges for omni-channel retailers to compete on shipping service level are:
1. Insufficient number of DCs: two-day ground shipping can be realized with two to three properly located DCs; one-day ground shipping requires a much larger number of DCs.
2. Sub-optimized distribution network for online sales channel: DCs and ordering processes are optimized for store sales channels, which causes poor cross-channel coordination.
3. Proliferation of SKUs: the increasing assortment of SKUs of the online channel leads to higher expenses for warehousing, fulfilling peak-season demand, and acquiring more DC space.
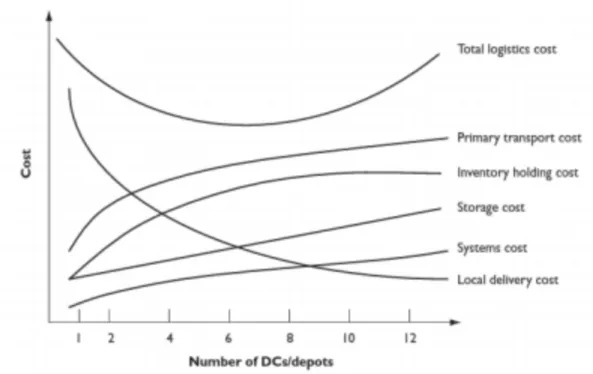
To succeed at each of these challenges, a model developed by Rushton et al.[16] visualizes the tradeoff dilemma between reducing shipping time and cost to operate additional nodes as seen in Figure 3-2. As DCs are added, the only decreasing cost is last-mile delivery cost - which makes intuitive sense because the nodes must be getting closer to the final destination of the delivery. Since the last-mile cost is always the most expensive step in the delivery, the total cost curve follows a bathtub shape, even while other logistics cost elements increase with the number of DCs added to the network.
Figure 3-2: Logistics Cost Curve
3.5 Supply Chain Design
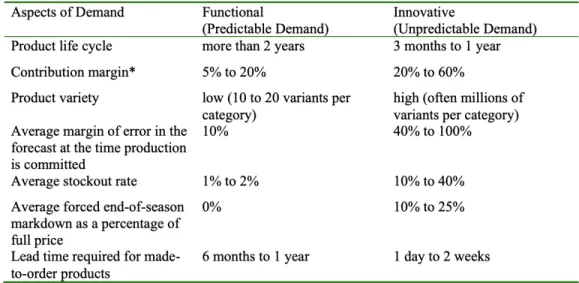
Supply chain design is the last variable that we will explore in a literature analysis of several related parameters that will feed into our problem solving approach. Proper supply chain design is another way for companies to mitigate supply-demand risk and improve profitability. Ensuring that the broader vision for a supply chain is in-line with the products being delivered by that supply chain is crucial. Fisher argues that a supply chain mismatch can be one of the greatest sources of supply chain under performance. He describes the importance of assessing early and often whether a product falls into one of two categories - functional or innovative - because this distinction will determine whether it needs a physically efficient or market responsive supply chain[6].
If we combine this assessment of supply chain design with SKU assortment and optimization, could there be a way to build a supply chain that is adaptive by the products it processes? Could a supply chain be both physically efficient for some items and market-responsive for others? While this framework is strategic for a business
Figure 3-3: Demand for Functional and Innovative Products
that does not suffer from SKU proliferation, applying the same idea to a business with over 100,000 SKUs on any given day could prove cumbersome.
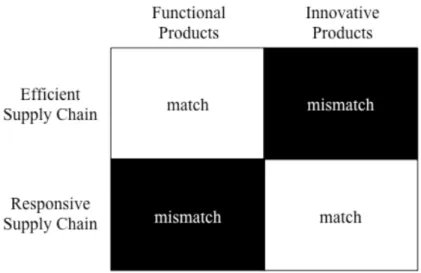
Nonetheless, in moving forward with this analysis, Fisher matches supply chains with products and points out where the inefficiencies are realized.
In this assessment, most companies typically find their product and supply chain mismatch occurring in the top right box - innovative products with an efficient supply chain. To dig themselves out of the top right corner, companies can either change to a functional product or to a responsive supply chain, depending on whether the product is sufficiently profitable to cover the cost of a responsive supply chain. Fisher argues that companies must move left if a product line has frequent introductions of new offerings, variety, and low profit margins.
The idea of separating supply chains for functional products and innovative prod-ucts could be applied to Target as well. While today most segmentation is done at a department or class level amongst Target inventory, there could be other cost synergies from moving items in similar demand categories together - or other similar characteristics.
Figure 3-4: Physically Efficient vs. Market Responsive Supply Chains
Chapter 4
Sales Velocity and Planogram Space
Relationship
4.1 Motivation
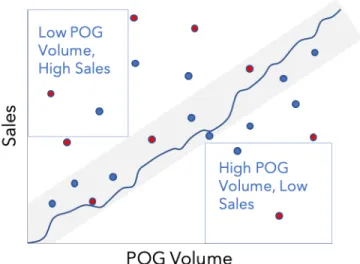
Prior to understanding how any upstream optimization might work, we first needed to analyze how space is allocated across items and departments. To characterize the relationship between space allocated for an item and its respective relative sales velocity, we started with a visualization of absolute number of units sold on the y-axis and the allocated quantity of items in the planogram1 (POG) for each item in a given
store over a particular month. The question we were trying to answer is if an item was given four units of space on a shelf (x-axis), how many units of this item were sold over a particular time-frame (y-axis)? The unit for both axes is item quantity - how many units were allocated in the POG and how many units were sold. Each graph was created for a snapshot of one day, thus the y-axis shows how many units were sold in one day. The last variable required to glean any insight from this analysis is replenishment accuracy. This metric can be captured as a boolean and defines whether or not an item was replenished in time to match the sales demand within a tolerance, or if it was replenished too much or too little. A representative graph is
1A diagram or model that indicates the placement of retail products on shelves in order to
shown in figure 4-1.
4.2 Methodology
We expected this graph to separate items into three distinct categories based on POG volume and sales velocity only:
1. Sales velocity greater than space allocation 2. Sales velocity in line with space allocation 3. Sales velocity below space allocation
Figure 4-1: Sales vs. POG Capacity Relationship
In case 1, we expect the item to appear in the left quadrant of the visualization, above the equality line2. In case 2, we expect items to appear +/- 10% of the equality
line. In case 3, we expect items to appear below the equality line and occupy the bottom right quadrant of the graph. Case 1 items highlight a strain on in-store labor since items are selling at faster rates than the space they occupy. Team members are
required to make back room pulls during their shift which takes away from time that could be spent with guests. Case 2 items define the "sweet spot" of sales demand and space allocated relationship. These items sell at roughly the same rate as compared to the space that is allocated. Case 3 items define the slow movers which in some instances might be occupying more space than is necessary. Ultimately, this visual raises the question of if space can be shifted to apply more weight to some of the faster movers that require mid-day restocking, and less weight to some of the slower movers that have 30x the space for the number of sales they see.
To complete this analysis, we chose a subset of five stores that were all serviced out of the same distribution center (redacted). Each store was from a different velocity band (AAA, A, B, C, D)3 - (store names are redacted). These stores were chosen
simply for their designation in each velocity band, no other selection criteria was employed. Next, we captured sales and POG data for all items in these five stores during July 2018 and December 2018. The purpose for having these two months is to compare off-peak and peak seasons. We removed items distributed from food distribution centers because the POG allocations are generally more fluid and difficult to monitor due to weighted values. We also removed non-retail items, such as gift cards, because of how they are positioned in non-POG areas (like racks near the cash registers). Next, for each subset of data, we took the daily average sales during the two months in question and plotted against POG capacity.
4.3 Findings
In figure 4-2, we display the outcomes during the off-peak month and in figure 4-3, we observe the outcomes during the peak month. The breakdown of where items fall is shown in table 4.1. The dot colors represent the five different store velocities. The yellow triangle highlights items that fall in case 1. The number of items in this region is visibly less than the other regions, but are typically the fastest movers like household essentials (soap, shampoo, paper goods). In comparing the two visuals, the
number of items in case 1 increases dramatically during the peak month. The yellow rectangle highlights items in case 3 that exhibit a small sales to space ratio. The interesting takeaway here is that the POG capacities do not appear to change, but the sales velocities do. This signifies that there is potential for further POG volume optimization that could occur both in off-peak and peak seasons.
Figure 4-2: Off-Peak Sales v POG Analysis
Store Velocity Case 1 (> y=x) Case 2 (Within y=x) Case 3 (< y=x) Off-Peak On-Peak Off-Peak On-Peak Off-Peak On-Peak AAA 2.2% 3.2% 8.0% 7.4% 89.8% 89.4% A 1.2% 2.0% 7.0% 6.9% 91.8% 91.1% B 1.2% 1.5% 7.3% 6.0% 91.5% 92.5% C 0.9% 1.2% 6.0% 5.4% 93.1% 93.4% D 0.8% 1.2% 5.8% 5.3% 93.5% 93.6%
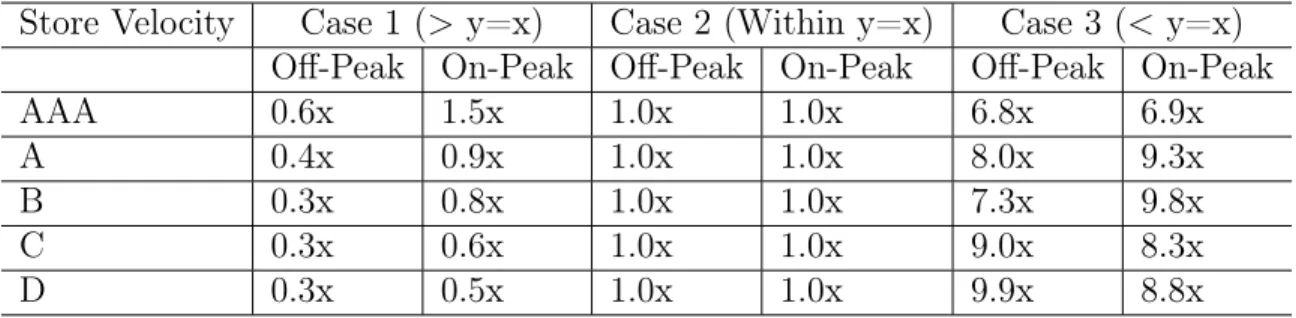
Table 4.1: Percentage of Items Below, Above, or Within 1:1 Sales to Space Ratio Now, the question shifts to what impact does this actually have? We know that the absolute percentage of items that sell more per day than the space that is allocated is low, so what is the actual impact. To answer this question, we mapped the total revenue generated within each region as seen in table 4.2. The actual numbers are redacted but we represent the values as a multiple against the revenue generated by the items that had parity between POG space and sales volume. While case 1 items
Figure 4-3: Peak Sales v POG Analysis represent approximately 1
50th of total item volume that case 3 items represent, case 1
items generate 1
8th the revenue that case 3 items generate. This is largely a function
of the frequency of sale. The analysis further highlights the opportunity to reallocate POG space towards the case 1 items, which will likely result in less labor time spent on pulling inventory from backrooms and added sales potential from faster moving items.
Store Velocity Case 1 (> y=x) Case 2 (Within y=x) Case 3 (< y=x) Off-Peak On-Peak Off-Peak On-Peak Off-Peak On-Peak AAA 0.6x 1.5x 1.0x 1.0x 6.8x 6.9x A 0.4x 0.9x 1.0x 1.0x 8.0x 9.3x B 0.3x 0.8x 1.0x 1.0x 7.3x 9.8x C 0.3x 0.6x 1.0x 1.0x 9.0x 8.3x D 0.3x 0.5x 1.0x 1.0x 9.9x 8.8x
Table 4.2: Revenue of Items Below, Above, or Within 1:1 Sales to Space Ratio
4.4 Drawbacks and Conclusions
The major drawback of this analysis is the time horizon. The question of time horizon is crucial, and actually introduces a third variable into this equation - replenishment.
If an item is given four units of space, and sells four units at the time of this study, was it replenished in time to make the next four sales? This is the question that challenges this analysis. It is more prudent to analyze demand and POG through a metric that incorporates time, which will be covered in the next chapter.
While Sales v POG is an interesting and important starting point to orient our-selves with what the data actually means, ultimately, it was not chosen for further analysis due to a necessity to incorporate a time length for demand explicitly. As such, we created a more descriptive set of metrics to further our analysis.
Chapter 5
Analyzing Inventory Replenishment
5.1 Motivation
In this chapter, we will define metrics that create an accurate representation of Tar-get’s inventory movement and replenishment strategy. Once we analyze how inventory is moved, positioned, and stocked, we can begin to discuss optimization. Let us keep in mind our overall problem formulation:
Determine optimal POG capacity and UOM1 to find efficiency in upstream sortation
(cost varies with different units of measure and replenishment schedules) and down-stream put-away (including team member productivity influenced by incoming inven-tory and backroom utilization) without negatively impacting demand signal fulfillment and customer in-store experience.
The goal here is to balance in-stock and out-of-stock inventory - let us define the extreme case as a backroom with no inventory. Our model strives to push all inventory from the truck directly to the sales floor. Of course, this requires perfect harmony between the following input parameters:
• POG Capacity
• Presentation Minimums
1Unit of Measure - refers to size of packaging. Can be an each, store ship pack, vendor case pack,
• Frequency of Replenishment • Case Pack Quantity
No-Backroom Framework
The "No-Backroom" framework is the basis for all the metrics we define. While driving backroom inventory to zero is unrealistic in today’s operation, to accomplish Target’s vision of fulfilling online orders from the backroom, it must be implemented to some extent in the next five years. Thus, the ideal state of our inventory replenishment is a model where inventory is directly stocked from truck to sales floor with no leftover inventory that does not get stocked in the backroom due to spilling over the POG. There are four key outcomes in generating this model:
• Decreased labor hours in inventory management • Increased labor availability for guest interaction • Increased space availability to fulfill online orders • Decreased overall inventory holding
5.2 Metric Definitions
POG Weeks of Demand (WOD)
The first metric we defined is the POG Weeks of Demand (WOD). This is defined as the number of weeks over which a full POG could meet all demand, where demand is taken at a 95% service level2. For example, if we have a shampoo brand that sells
five units per week (at the 95th percentile of demand), and we allocate ten units of shelf space for the item, the POG WOD for this shampoo is 10 units of space
5 sales per week = 2.
2Defines the percentage of times that an item will be in stock given a normal demand distribution.
Mathematically, this is calculated as the number of standard deviations we want to cover from the mean demand. Based on sales data, we expect that 95% of the time, this item will sell five units or less per week
This metric enables a normalized comparison across departments. Now instead of merely measuring daily sales against daily POG capacity, we can understand how many weeks the current POG can last without requiring a replenishment. This is the solution to the problem we encountered in the Sales vs POG analysis.
Replenishment Spillover
Next, we looked at Replenishment Spillover. This metric defines the percentage of DPCIs3 that arrived on a particular shipment that did not fit on the POG and
had to be stocked in the backroom. For example, if 20 different DPCIs arrived on a truck, and after taking all the inventory to the sales floor, it was observed that 10 DPCIs could not fit fully into the POG, the replenishment spillover is10
20, or 50%. To
be classified as spilled over the inventory must simply not fit completely in the space that is available. This could mean that one unit of the DPCI spilled over, or all the units of the DPCI spilled over - both cases count as one DPCI spilled over. This does not mean that 50% of all inventory that came off the truck spilled over into the backroom, this just means that 50% of the DPCIs on the truck were stocked in the backroom. The reason for looking at the count of DPCIs individually is because each individual DPCI requires a unique stocking location in the backroom. If there was
1
100 DPCIs that spilled over but that one DPCI comprised 99% of inventory on the
truck, it is less labor effort since the team member must only visit one location in the backroom. In our example, the team member must visit 10 different locations in the backroom to complete stocking inventory. An example of this calculation is shown in figure 5-1.
We take all calculated data and aggregate by department and our sample set of three stores. In a later analysis, we will look at why items spillover and how we can optimize our inventory strategy to reduce spillovers, thereby moving us closer to accomplishing our "No-Backroom" framework.
3DPCI is a unique item identifier that is shorthand for department-class-item. This is
Figure 5-1: Replenishment Spillover Example Calculation
Peak On-Hand Inventory
The third metric is Peak On-Hand Inventory. This allows us to understand how strained the system is when inventory is at its maximum. The peak on-hand inventory is expressed as a POG capacity multiple. For example, over the course of a week, we find that the maximum on-hand inventory for a particular item is 20 units and the POG capacity is 10 units. For this metric we will use the 90th percentile of the maximum, which is 18 units, and divide by POG capacity, yielding 1.8. Thus, for this item at peak on-hand inventory, we carry 1.8x our POG capacity.
Similar to the previous metric, we take all calculated data and aggregate by de-partment and our sample set of three stores. An example of this calculation is shown in figure 5-2. In our analysis, we will investigate how this metric can be used to optimize for space.
Backroom Inventory (BRI)
The final metric we analyze is Backroom Inventory (BRI) as a percentage of POG capacity. Daily backroom inventory is computed by subtracting POG capacity from total on-hand inventory, assuming that whatever is not on the POG must be in the backroom. For each DPCI, we take the mean BRI over all days in our data set.
5.3 Applying Metrics to Current Operations
POG Weeks of Demand (WOD)
The results of this calculation can be seen in figure 5-3 and figure 5-4. The major takeaways are that department level POG WOD varies dramatically across stores, which could be a result of the varying store velocity bands. The mean across all stores and departments was 2.0, meaning that on average Target stores can satisfy about 2 weeks of demand with current POG sizing, assuming the POG was full to begin with.
In figure 5-4, we have created a violin plot to show the distribution of POG WOD by DPCI in a select group of departments. The red dots signify outliers. The departments show major variability across stores – highlighting an opportunity to optimize replenishment store to store. After accounting for presentation minimums, the current POG could handle approximately two weeks of demand, which makes for an interesting segue into our replenishment strategy since most stores receive inventory multiple times per week.
Figure 5-3: POG WOD Calculations
Figure 5-4: POG WOD Calculations - Distributions
One specific example of where this metric sheds light on potential space optimiza-tion is shown in figure 5-5. The dark green line shows POG capacity for this item at 15 units, On-Hand (OH) inventory hovers around 5 units, the presentation minimum
is 3 units, and demand hovers around 1 unit. The POG WOD for this item would likely be 14.0, meaning the POG could satisfy 14 weeks of demand (given that we see 1 unit sold per week). The question now becomes whether we believe it is prudent to utilize space in this fashion, or to re-allocate some space to an adjacent item that might see greater demand.
Figure 5-5: Item Metrics and Inventory over Time
Replenishment Spillover
The Replenishment Spillover metric builds on the POG WOD metric in suggesting immediate optimization of one of the three critical replenishment variables - POG Size, Case Pack Quantity, or Replenishment Frequency. We will discuss this in a later section. From our calculations, shipments regularly spillover to the backroom across stores and departments. The mean in this study was 48%, meaning that in Q3 and Q4 of 2018, 48% of all shipments to the three stores in our sample sets had at least one DPCI that did not fit on the POG and was thus backstocked. This result includes the scenario where there is some inventory on the POG and the scenario where there is no inventory on the POG, but the incoming inventory pushes the space utilization over what is allocated. We observe that while this is a consistent
problem across stores and departments, the higher velocity store in this study has a particularly high rate of replenishment spillovers. Ultimately, these occurrences violate our "No-Backroom" framework but to really understand the impacts to the day-to-day operation, we look at it from the lens of a team member.
Figure 5-6: Replenishment Spillover Calculations
To understand the real impact of spillovers, we devised an estimate of total team member time that was spent on backstocking items that did not fit on the POG. The baseline assumptions are that 2 team members involved in putting away items after items are offloaded from an incoming truck, the put-away takes 3 hours, and the estimated time per item touch is 0.05 minutes (3 seconds). With these assumptions multiplied by the number of items that spilled over, on average backstocking takes 1 hour per team member per shipment, or 33% of total put-away time.
Figure 5-7: Hours Spent Per Team Member Backstocking Spillover Units Now if we dive into departments and stores, we can find the biggest culprits of spilled over DPCIs. There is certainly a correlation between department and percent-age of items that do not fit on the POG, but it also appears that the higher velocity stores receive more inventory on average and require team members to spend 4 hours (median) taking items that did not fit on the POG to the backroom.
Peak On-Hand Inventory
The Peak On-Hand Inventory metric continues our finding of space optimization potential. It highlights how much the system is strained when we maximize our inventory holding. As per our findings in figure 5-9, the fast moving inventory (lower weeks of demand) is over stocked which generates major backroom inventory holding at peak - this provides another major opportunity to reallocate and optimize space amongst items. On the y-axis we plot the metric, which is the 90th percentile of maximum inventory carried during the study period represented as a multiple of POG WOD. The x-axis is the POG WOD. The meaning of each tick in the box plot is shown in figure 5-10. In simple terms, the comparison we are observing is for a given item that has a given POG capacity (measured in weeks of demand for that item that could be satisfied with the specified POG capacity), when the inventory is at its highest point, how many times could we fill the POG.
Figure 5-9: Peak OH Inventory vs POG WOD for Three Departments
For an average item in the bath department with a POG WOD of 1, at peak intervals there is enough inventory to stock this item 1.8x. On the converse, for an item in the razors department with a POG WOD of 6 (one full POG of this item could satisfy 6 weeks of demand), at peak intervals there is enough inventory to fill
Figure 5-10: Box Plot Tick Mark Explanations
the POG 0.5x. These conditions are highlighted in the red and blue circles. The red circle denotes DPCIs that force high back room utilization, and egregiously violate our "No-Backroom" framework. Typically these items are the faster movers, as denoted by the lower weeks of demand, highlighting the magnitude of safety stock that is buffered into the system for such items. Any item that falls on the other end of the spectrum sees unutilized POG space. In our razor example, even at peak times, we rarely fill the POG. This highlights a clear opportunity to reallocate some space from DPCIs with higher WOD towards items with lower WOD such that overall backroom utilization could decrease.
In order to characterize where the lines could be drawn, we have created three classifications of items through this metric - high, par, and low. Items with Peak OH >= 1.25 are classified as high, items with Peak OH = 1 are classified as par, and items with Peak OH <= 0.75 are classified as low. The breakdown by department for a high velocity store is shown in figure 5-11. The x-axis denotes the percentage of items in the department that fall into each classification.
This metric could be a starting point of space optimization. Striving for more par items by department will decrease overall backroom inventory holding.
Backroom Inventory
The Backroom Inventory (BRI) metric captures how many times inventory held in the backroom could fill up a POG. The inventory in the backroom is calculated as
Figure 5-11: Peak OH Distribution by Department
total OH inventory minus POG capacity. While there is a data set that tracks daily backroom inventory counts, it is dependent on team members accurately scanning in all inventory. To avoid any manual scanning errors, we choose to calculate it ourselves with more accurate data sets - POG Capacity and total on hand inventory. If we plot consolidated department BRI against consolidated department POG WOD, we find an inverse correlation which is accurate with our past analyses. The departments that carry less weeks of demand on the POG (either as a function of space available or how high demand is), tend to over run backroom inventory.
As we see in figure 5-12, the furniture department certainly carries high backroom inventory, but this is likely due to lack of space available of the main sales floor. So we do not categorize furniture as a poorly performing department by inventory holding. Bath and paper and plastic, however, typically hold an extra quarter POG worth of inventory in the backroom. If we pair this analysis with our previous findings from peak OH inventory and replenishment spillover, we can see that bath and paper and plastic have high spillover rates and over half of the items in the departments are stocked at around 50% greater than what the POG can hold. Either we should reduce replenishment frequency or increase POG capacity, otherwise we continue to
Figure 5-12: Backroom Inventory as a POG Capacity Multiple vs POG WOD see labor utilization for backstocking and rising backroom inventory.
5.4 Root Cause of Replenishment Spillover
So far, we have defined the metrics needed to analyze and optimize inventory move-ment and holding at Target. Next, we need to understand which of the courses of action should be taken. Is inventory spilling over as a result of inaccurate POG siz-ing, UOM, or replenishment frequency? The way we conceptualize the root cause is shown below:
1. POG sizing: Our forecast predicted that we would need more units than the POG could hold.
2. UOM: Our forecast predicted that we would need an additional number of units, but due to case pack sizing, we received more than needed.
3. Replenishment frequency: Inventory sent in excess of the UOM or POG spillover units.
To visualize how this would work, we walk through an example in figure 5-13. Starting from the bottom, this particular item has 2 current on-hand units in store
and the POG capacity of the item is 5 units. In this situation, our demand forecast predicted that we would need an additional 5 units to satisfy demand over the next interval. With these parameters, we need to hold an inventory of 7 units with a POG size of 5 meaning 2 units will spillover to the backroom. Thus, POG sizing contributes 2 units of spillover.
Figure 5-13: Example of Replenishment Spillover Root Cause
Now, let us assume the case pack quantity for this item is 4, so the minimum we receive to meet our demand forecast of 5 is 2 boxes or 8 units. This would bring our total on hand level to 10 units, meaning 5 units will spillover. We already know that 2 units are spilling over as a result of POG sizing, thus the remaining 3 units are spilling over as a result of UOM. Finally, we actually receive 3 boxes, or 12 units. So our total on hand inventory is 14 units. These last extra 4 units comprise the replenishment frequency root cause because we simply did not need them, they were
just delivered too frequently.
Figure 5-14: Actual Replenishment Spillover Root Cause
After running this methodology on our data set, the final results paint an interest-ing root cause more holistically. At the higher velocity store, replenishment frequency is the most frequent culprit for driving backroom inventory. This is followed by POG size and UOM. The large spillover due to replenishment frequency might suggest an unreasonably high safety stock or an inaccurate forecast. At the lower velocity stores, we see a different outcome. Spillover occurs more as a result of POG sizing. This suggests that shipments happen more rarely, given what we learned in our POG WOD analysis which showed POGS hold approximately 2 weeks of demand. Thus items may not be replenished on a frequent basis, but when they are replenished, shipments come with excess inventory in order to minimize the number of shipments
needed. UOM is the third root cause across the board, but appears consistent across departments and store velocity bands. This suggests a systemwide dynamic UOM -for example, sending a case pack of 2 to "C" stores versus a case pack of 4 to "AAA" stores could enable a more lightweight inventory strategy that can be adapted as demand patterns change.
5.5 Conclusions
Metrics
The final metrics we used to analyze replenishment strategy are:
1. POG weeks of demand (WOD) – how many weeks of demand can an item satisfy if it was fully stocked on the sales floor.
2. Replenishment spillover – how many items per shipment do not fit on the sales floor and are transferred to the backroom.
3. Peak on-hand (OH) inventory – maximum quantity of inventory held in the store over a given time period.
4. Back room inventory (BRI) – amount of inventory carried in the backroom expressed as a multiple of allocated POG capacity for a given item.
Analysis
First, with POG Weeks of Demand (WOD) we observe that on average, POGs can meet about 2 weeks of demand - yet we know that we send trucks to every store at least three times per week. Next, with Replenishment Spillover, we find that about half the time, team members have to backstock inventory that did not fit on the POG. This could be a result of sending too much, not having the right amount of space for the item, or the UOM. In all cases, we estimate that team members use 33% of their time pushing items to the backroom. This is an opportunity cost, not
an actual cost, in which team members could spend more time with guests. With Peak On-Hand Inventory, most items either occupy less than 75% or more than 125% of their allocated POG space at peak inventory intervals. This highlights the opportunity for POG optimization - taking space that is unused by the slower movers and shifting it to faster movers in order to reduce backroom inventory. Lastly, with Backroom Inventory (BRI), the findings are as expected but this metric should be a barometer as tweaks are made to the system.
Chapter 6
Simulating an Optimal Case Pack
Quantity
6.1 Motivation
In this chapter, we will discuss how we developed and executed a computer simula-tion of how to choose the right optimizasimula-tion strategy in order to decrease backroom inventory.
Prior to discussing all the variables, there is a major disclaimer to discuss first. This simulation is done using known demand, thus we are working towards under-standing the total optimization potential, knowing that due to uncertainty in future demand, these results will be impossible to achieve in real life. Nonetheless, improv-ing inventory holdimprov-ing even incrementally can yield tremendous cost savimprov-ings from a labor perspective.
6.2 Methodology
Data Collection and Orientation
The objective function of this optimization exercise is to minimize backroom inventory holistically for a store over a period of time. The variables that we can modify are
case pack quantity, replenishment frequency (manifested as the number of cases sent in a given replenishment), or both. The detailed approach comprised the following steps. We first created a data model comprising the following elements:
• Inventory on-hand information by day during July 2018. This includes daily starting and daily ending on-hand inventory counts.
• POG capacity by day during July 2018
• Shipment dates and quantities during July 2018 • Sales information by day during July 2018
We can define backroom inventory with the following equation (all inventory that does not fit on the POG):
InvBR = InvOH P OG
The inventory available at the end of day t is described by following equation, where Dt denotes sales demand on day t, At is a boolean denoting whether or not a
shipment arrived, and St denotes the quantity of items that was shipped to the store
on day t:
Invt+1 = Invt Dt+ At⇤ St
The shipment quantity St can be further broken into the following, where Ct
denotes the number of cases and cpq is the case pack quantity: St= cpq⇤ Ct
Bringing all of these equations together yields the following optimization exercise: min
30
X
n=1
InvBRt = [max((Invt Dt+ At⇤ (cpq ⇤ Ct)) P OG), 0]
The following sections describe the optimization process, which most closely re-sembles gradient descent albeit in a discrete manner. Without changing demand and replenishment date, we use this equation to modify case pack quantity and number of cases over the month long timeframe to find which values of cpq and C t mini-mize overall backroom inventory holding. We approach this by calculating a gradient
Figure 6-1: Inventory and Sales in Aug 2018 for One Item
with each inputted value to see if we are moving towards a minimum or maximum. By repeating this process for each item over this period, we can find the minimum inventory holding case pack quantity and case replenishment, while still meeting all demand.
To visualize the data model, we created a plot with the aforementioned data. The x-axis is time and the y-axis is inventory in terms of units. The blue line shows inventory on-hand, the yellow line shows POG capacity, and the orange line shows sales. The blue dots show replenishment - on a given day, that number of units that were delivered to this store. It is important to note that the number of cases of this item varied throughout the study period, meaning the replenishment logic varies in real-time.
The simulation takes about 45 minutes for a single department at a single store, thus we chose a subset of 4 stores and 6 departments for this study. The stores selected are two PFresh formats and two small formats. Here we analyze optimal state across store types, not just velocity bands. The 6 departments were Storage, Candles, Basic Bedding, Kitchenware, Fitness, and Dolls - representing a mix across pyramids.

![Figure 2-3: Target Quarterly Revenue - 2017 and 2018 in turn force retail business to continuously update their operations.[17]](https://thumb-eu.123doks.com/thumbv2/123doknet/14100425.465547/19.918.155.767.104.462/figure-target-quarterly-revenue-retail-business-continuously-operations.webp)