Publisher’s version / Version de l'éditeur:
Vous avez des questions? Nous pouvons vous aider. Pour communiquer directement avec un auteur, consultez
la première page de la revue dans laquelle son article a été publié afin de trouver ses coordonnées. Si vous n’arrivez pas à les repérer, communiquez avec nous à [email protected].
Questions? Contact the NRC Publications Archive team at
[email protected]. If you wish to email the authors directly, please see the first page of the publication for their contact information.
https://publications-cnrc.canada.ca/fra/droits
L’accès à ce site Web et l’utilisation de son contenu sont assujettis aux conditions présentées dans le site
LISEZ CES CONDITIONS ATTENTIVEMENT AVANT D’UTILISER CE SITE WEB.
51st International SAMPE Symposium & Exhibition [Proceedings], 2006-04-30
READ THESE TERMS AND CONDITIONS CAREFULLY BEFORE USING THIS WEBSITE. https://nrc-publications.canada.ca/eng/copyright
NRC Publications Archive Record / Notice des Archives des publications du CNRC : https://nrc-publications.canada.ca/eng/view/object/?id=ca91a6a1-bef3-472a-ac45-1f92c3f21e2d https://publications-cnrc.canada.ca/fra/voir/objet/?id=ca91a6a1-bef3-472a-ac45-1f92c3f21e2d
NRC Publications Archive
Archives des publications du CNRC
This publication could be one of several versions: author’s original, accepted manuscript or the publisher’s version. / La version de cette publication peut être l’une des suivantes : la version prépublication de l’auteur, la version acceptée du manuscrit ou la version de l’éditeur.
Access and use of this website and the material on it are subject to the Terms and Conditions set forth at
Adhesion Approaches for Polyolefin Composites
ADHESION APPROACHES FOR POLYOLEFIN COMPOSITES
Minh-Tan TON-THAT, Johanne DENAULT, Patrick GAGNON and Kenenth C. COLEIndustrial Materials Institute, National Research Council Canada 75 de Mortagne, Boucherville, Quebec, CANADA J4B 6Y4
Email. Minh-Tan.Ton-That @cnrc-nrc.gc.ca
ABSTRACT
Adhesion is always an important issue in the fabrication and repair of plastic parts. The poor adhesion of PO limits the use of this material in many different applications.
This paper will present different practical approaches to improve the adhesion of PP materials and facilitate their fabrication from a practical point of view. Physical and chemical treatments and a combination of both have been examined with much success. The treatment can be in-line during processing or can also be performed at the end of the manufacturing process. The techniques developed have been successfully demonstrated for different applications, including assembly, insert, repair, or surface finish. All the joints produced are applicable for structural application, with the overlap shear strength being over 18 MPa.
KEY WORDS: Thermoplastic, Advanced Composite, Joining.
1. INTRODUCTION
The low polarity (hydrophobicity) and inert characteristics of the surface of many thermoplastic and elastomeric polymers, especially polyolefins (PO), cause many problems in the repair, assembly, insertion and coating of these polymers with the same or other materials, especially in structural applications. Hot-melt adhesives are often used, because they are able to penetrate into the polymer surface to create good fusion bonding with the polymeric matrix. To promote the fusion bonding process, heat-gun, hotplate, ultrasonic, vibration, and resistance welding may be applied. Alternatively, surface treatment by plasma, flame, or laser, which allows joining of parts by conventional adhesives, is also sometimes used.
For hot-melt adhesives, heat-gun techniques are not sufficient for joining large areas and it is very difficult to control the uniformity and reproducibility of the joint. In addition, when assembling dissimilar materials, it is not always possible to find an adhesive that provides good bonding with both substrates. In hotplate welding, high temperature is always required for good fusion bonding, and this is not always easy to accomplish for large and/or thin parts with complex shape. Similarly, vibration and ultrasonic welding also present difficulties in joining large parts with complex shapes, and in controlling fibre alignment. Furthermore, especially for PO composites, and especially in structural applications, strong enough adhesion is required to carry the load into/through the joint. Commercial hot-melt adhesives cannot sustain such high load levels, while surface treatment techniques are not always practical in industrial applications. Primers are often used to improve adhesion between two surfaces. An aqueous primer coating composition comprising a blend of an acid anhydride-modified poly(olefin chloride) emulsion resin, an aqueous alkyd resin and an aqueous novolac-type epoxy resin for coating a plastic
material to impart gasohol resistance have been used by Ogawa et al. (1). A primer composition for paint comprising a blend of 100 parts by weight of an epoxidized EPDM and 50 to 70 parts by weight of a product of chlorination of a polyolefin modified with an unsaturated carboxylic acid or an anhydride thereof have been developed by Takai (2). A method of improving adhesion to thermoplastic olefins using an adhesion promoter selected from the group consisting of a chlorinated polyolefin, a hydrogenated poly(butadiene)diol, and mixtures thereof has been explored by Ryntz et al. (3).
There remains a need, however, for an effective and easy-to-use primer for use in the repair, assembly, insertion and/or coating of PO substrates, especially with other dissimilar materials like, for example, thermosets and their composites, thermoplastics and their composites, metals, ceramics, wood, etc. For example, there remains a need for a primer particularly useful for providing high bond strength in the repair, assembly, and/or insertion of PO composites suitable for structural application.
2. EXPERIMENTAL
2.1. Materials Epoxy-functionalized polypropylene primer was prepared in a twin-screw
extruder as described elsewhere (4) and formed into a film of thickness 30 m by either
compression or extrusion. Co-mingled polypropylene glass fiber composite Twintex was kindly supplied by Vetrotex. It was molded by compression molding with a thickness of 4 mm, and has a tensile strength of 250 MPa. For joining with a metallic substrate four different types of adhesive were selected, namely 5-minute epoxy (Lepage), Epoxi-Patch (Dexter Corporation), PU (a polyurethane prepared from Desmophen 550U (Bayer Inc.) and MDI Mondur ML (Bayer Inc)), and a cyano-acrylate Krazy Glue (Elmer Products). For comparison purposes, hotmelt adhesive based on acrylic acid grafted PP (5) was also used. For joining with uncured glass fiber composites, four different matrices were used, based on epoxy (Shell Epon 828 and Shell Epikure 3046), polyurethane (prepared from Bayer Desmophen 550U and Bayer MDI Mondur ML), urethane-modified bisphenol A based vinyl ester resin (Reichhold Dion 31038-00), and unsaturated polyester (6). In all cases the glass fiber concentration was kept constant at 50 wt%.
2.2. Joining processes
2.2.1. Attach the primer on the Twintex substrate It is very important that the primer be well
fused to the bonding substrate. A primer can be applied on the Twintex substrate either in the molding stage with the Twintex or afterward. To attach the primer film on the molded Twintex, all fusion bonding techniques, such as heat gun, hot-plate welding, ultrasonic welding, and resistance welding, can be applied. In this work, the simple heat gun procedure, which allows for flexibility and assembly of different shapes and profiles, was used. A primer film (about 30 m) was fused to the flat surface of a molded Twintex substrate at a temperature well above the melting point of the primer (preferably about 40°C above) using a heat gun (Fig. 1). The temperature and power level of the heat gun and the time of heat application to the Twintex substrate were controlled to avoid overheating the thermoplastic composite substrate. A thin release film was introduced on the primer surface before applying the heat gun to avoid having the primer stick to the heat gun (Fig. 1a). Since the energy provided by the heat gun was
just enough to melt the primer and a thin layer of the Twintex substrate to ensure a good adhesion between them, the primer was cooled very quickly and the film was then released (Fig. 1b).
Movable heat gun Release film
Primer
Applying the primer film
Primer film attached on the Twintex substrate
Figure 1. Application of a primer on a Twintex substrate.
2.2.2. Joining of Twintex with metal A stainless steel substrate was sandblast and cleaned
with a mixture of toluene and acetone. A thin layer of adhesive was applied to the primer (which has been attached on the Twintex) by hand at room temperature and the metal was then applied to the adhesive. The adhesive was then allowed to harden at room temperature. Four different types of adhesive listed above, which are different in chemistries and curing times, were utilized. Epoxi-patch was also used to joint the two metallic substrates and was served as a reference. In addition, the joint between Twintex and metal has also been prepared by a hotmelt adhesive in the absence of primer for comparison.
A stainless steel substrate was sandblasted and cleaned with a mixture of toluene and acetone. A thin layer of adhesive was applied to the primer (which had been previously attached to the Twintex) by hand at room temperature and the metal was then applied to the adhesive. The adhesive was then allowed to harden at room temperature. The four different types of adhesive listed above, which differ in chemistry and curing times, were utilized. Epoxi-Patch was also used to join two metallic substrates and served as a reference.
In addition, the joint between Twintex and metal was also prepared with a hotmelt adhesive in the absence of primer for comparison purposes.
2.2.3. Joining of Twintex with thermoset composites (TSC) An uncured TSC was applied to
the primed area of the Twintex substrate by either hand lay-up or overmolding. In this particular work, the samples were prepared from uncured epoxy and polyurethane composites using the hand lay-up method.
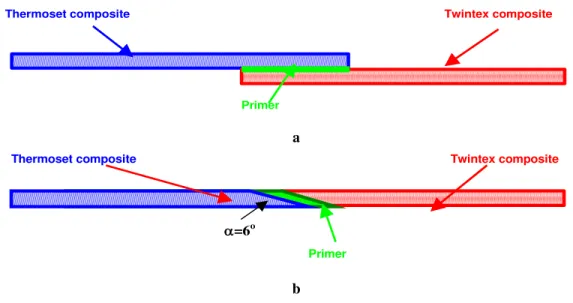
In the overlap joint, a TSC was applied to the primed area of the Twintex substrate by the hand lay-up method and allowed to set. The lap shear joint configuration is illustrated in Figure 2a, in which the Twintex substrate is bonded to the TSC with primer in between.
In the scarf butt joint, a bevel angle of between 2 and 30° cut at the area of one edge of a Twintex substrate was made. A primer film was fused to the beveled surface of the Twintex substrate. A TSC was applied to the primed area of the Twintex substrate by the hand lay-up method and allowed to set. The scarf butt joint configuration is illustrated in Figure 2b, in which the Twintex substrate is bonded to laminate epoxy composite with primer in between.
a
b
Figure 2. Joint configuration: a) overlap shear and b) scarf butt joint.
2.3. Joint characterization The overlap shear and scarf butt joint strength were evaluated
according to ASTM D4896-95 and ASTM D3039, respectively. Tests were conducted on an
Instron machine at different temperatures between –30 and 80°C with and without conditioning
(50°C with saturated humidity and 95°C in water for a period of 48 hours). The strength results reported in this article have a standard deviation of less than 3 % unless identified.
3. RESULTS AND DISCUSSIONS
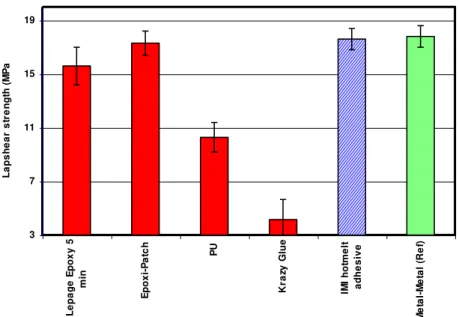
3.1. Joining of Twintex with metal The hydrophobic nature of a Twintex substrate prevents
good adhesion of the substrate to the hydrophilic surface of a metal as well as to the hydrophilic adhesives studied. As a result, the lap shear samples prepared without primer were poorly bonded and could be separated easily by hand. However the use of primer provided very good adhesion between the adhesives and the metallic substrate, as reflected in the very high bond strengths (Figure 3). For epoxy and PU adhesives, failure occurred both in the adhesive and in the primer layer (with the latter being even less pronounced), which provides evidence of good adhesion between the primer and the adhesive. The primer is based on epoxy-functionalized PP, so it should show good fusion bonding with the Twintex. On the other hand, the functional epoxy group allows to create a good physical and even chemical bond with the adhesives. As a consequence, a good bond must be obtained. The Epoxi-Patch joint showed the most ductile
Thermoset composite Twintex composite
Primer
Thermoset composite Twintex composite
Primer
failure mode, whereas the others exhibited very brittle failure, which reflects fairly well the nature of each adhesive itself. As indicated in Figure 3, among the four adhesives, Epoxi-Patch provided the best adhesion while the Krazy Glue exhibited the weakest bond. The Epoxi-Patch is believed to provide the best reaction ability with the primer because of its amine-based hardener. In addition, its longer gel time (more than 3 h) can allow the reaction between the two materials to go further. Furthermore, its lower brittleness as mentioned earlier also contributes positively to the bond strength. The 5-minute epoxy, PU, and Krazy Glue are also very reactive but their gel times are very short (under 5 min), which apparently prevents the chemical reactions from taking place thoroughly, resulting in lower bond strength. In addition, Krazy Glue is very sensitive to humidity and it is difficult to control the joint because of its very low viscosity, so a lower bond strength was obtained.
When compared to the hotmelt adhesive joint and the reference, the Epoxi-Patch joint using primer provides comparable bond strength. Again, it indicates that the primer has provided excellent adhesion for the Twintex to metal.
Figure 3. Lap shear strength of the metal-Twintex joint.
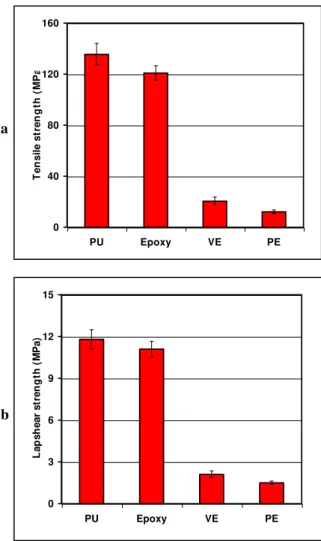
3.2. Joining of Twintex with thermoset composites (TSC) Strengths of the joints between
Twintex and TSCs using primer are provided in Figure 4. Lap shear strength relates to the strength of the lap shear joint, while tensile strength relates to the strength of the scarf butt joint at a bevel angle of 6°.
The results for the scarf butt joint at the bevel angle of 6° indicate that repair using epoxy and PU composite can restore about 55-60% of the original tensile strength of the Twintex substrate, while their lap shear strengths are well above 10 MPa. In both cases, the polyurethane and epoxy thermoset composites provided better results than the vinyl ester and polyester ones. It is thought that the thermoset matrices should lead to good physical bonding with the primer because the
TWINTEX-Primer-Adhesive-METAL 3 7 11 15 19 L e p a g e E p o x y 5 m in E p o x i-P a tc h PU K ra zy Gl u e IM I h o tm e lt a d h e s iv e M e ta l-M e ta l (R e f) L a p s h e a r s tr e n g th ( M P a )
ester, hydroxyl, and epoxy groups of the primer can provide good van der Waals and even hydrogen bonding with the functional groups of the thermoset matrices. However, it is strongly believed that chemical reaction of epoxy groups in the primer with isocyanate groups in the polyurethane composite or with amine groups in the hardener of the epoxy composite are responsible for the better performance. In all cases bond failure was mainly due to a mixture of failure of the primer, the Twintex, and the TSC, but was more predominant in the TSC, indicating excellent adhesion between the primer and the two composites. It is also noticed that the lap shear strengths for the joint with TSCs are lower than those for the joint with metal which can be related to a difference in the failure mode.
a
b
Figure 4. Strength of a) scarf butt joint at bevel angle of 6° and b) lap shear joint.
The same tests were performed with a different preparation procedure in which the primer was placed in a mold and molded with the Twintex prepreg instead of being applied using a heat gun. Similar results were obtained.
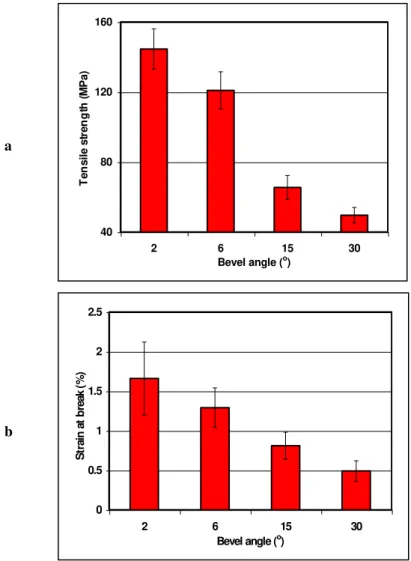
The effect of bevel angle on scarf butt joint properties using epoxy composite was examined. It is evident from Figure 5a that smaller bevel angles provide better bond strength due to the increased bonding area and reduced shear stress at the bond line. At a bevel angle of 2°, 60% of
0 40 80 120 160 PU Epoxy VE PE T e n s ile s tr e n g th ( MP a 0 3 6 9 12 15 PU Epoxy VE PE L a p s h e a r s tr e n g th ( M P a )
the original tensile strength of the Twintex substrate can be restored, as compared to 20% at a bevel angle of 30°. It can also be seen in Figure 5b that a smaller bevel angle leads to greater deformation. This can be explained by the fact that the lower the bevel angle, the lower the shear stress and the higher the tensile stress along the bond line, so more deformation is allowed. It was also observed that failure often occurs in the Twintex substrate, more specifically at the joint end. However, it should be noted here that it was very difficult to prepare specimens with the small bevel angle of 2°, which often led to damage of the end due to the nature of the roving woven laminate. In addition, it is very difficult to prepare the joint due to its small angle. Besides that, a large surface area needs to be removed, which sometimes is not practical for small products.
a
b
Figure 5. Effect of a bevel angle of scarf butt joint on a) strength and b) strain.
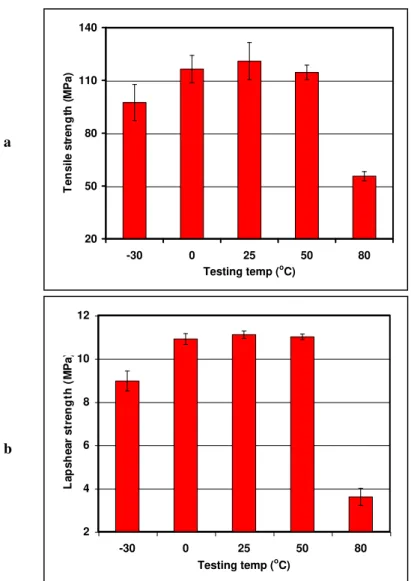
The effect of temperature on lap shear and scarf butt joint strength was examined for epoxy composite repair of Twintex using a primer. It can be seen that good bond strength is
maintained down to a temperature of about –30°C and up to 50°C. Above 50°C, bond strength
declines, probably due to the low heat deflection temperature of the PP matrix of the primer and of the substrate, and the incompatibility in thermal expansion between the two substrates.
0 0.5 1 1.5 2 2.5 2 6 15 30 Bevel angle (o) S tr ai n a t b re ak ( % ) 40 80 120 160 2 6 15 30 Bevel angle (o) T e n s il e s tr e n g th ( M P a )
a
b
Figure 6. Effect of temperature on strength of a) scarf butt joint at bevel angle of 6° and b) lap shear joint.
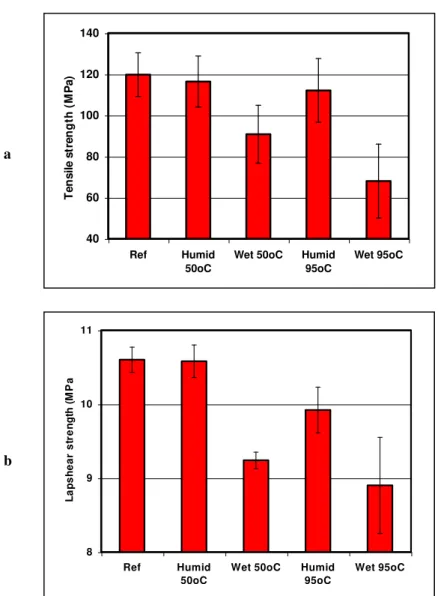
The effect of moisture on lap shear and scarf butt joint strength was also examined. Joints prepared from Twintex substrates and epoxy composite were exposed to humid (a saturated humid chamber) and wet (immersed in water) environments at temperatures of 50°C and 95°C for a period of 48 hours. It is evident from Figure 7 that the joints are resistant in both a saturated atmosphere and a humid environment up to 95°C. However, the joint is more sensitive to a wet environment at high temperature than to a humid environment at low temperature. This behavior is similar to that of joints for thermoset composites (7).
20 50 80 110 140 -30 0 25 50 80 Testing temp (oC) T e n s il e s tr e n g th ( M P a ) 2 4 6 8 10 12 -30 0 25 50 80 Testing temp (oC) L a p s h e a r s tr e n g th ( M Pa )
a
b
Figure 7. Effect of humidity on strength of a) scarf butt joint at bevel angle of 6° and b) lap shear joint.
4. CONCLUSIONS
From the results obtained, it can be concluded that:
1. The primer approach developed provides for excellent adhesion between PO composites and dissimilar materials, which makes it particularly useful for structural applications.
2. This approach also has other advantages, for example, it is applicable to different shapes and sizes, it is flexible and allows for easy handling of work in any environment with either manual or automatic operation, and finally it is cheap and quick.
40 60 80 100 120 140 Ref Humid 50oC
Wet 50oC Humid 95oC Wet 95oC T e n s il e s tr e n g th ( M P a ) 8 9 10 11 Ref Humid 50oC
Wet 50oC Humid 95oC Wet 95oC L a p s h e a r s tr e n g th ( M P a
3. The joint obtained demonstrates excellent resistance to different temperatures and humid conditions.
Acknowledgement: The authors would like to thank Mrs. Chantal Coulombe, Mr. Patrick
Gagnon and Mrs. Manon Plourde for sample preparation and testing.
4. REFERENCES
1. I. Ogawa, United States Patent 6,344,500. 2. H. Takai, United States Patent 6,337,134. 3. M. Ryntz, United States Patent 6,391,461.
4. M-T. Ton-That, C. K. Cole, J. Denault, US Patent application 10/678,150.
5. M-T. Ton-That, J. Denault, P. Calliort, “Hotmelt adhesive for structural application of PO
composites”, in preparation.
6. M.-T. Ton-That, K. C. Cole, C. -K. Jen, and D. R. França, Polymer Composites, 21, 605-618 (2000).
7. L-I. Lee, Adhesive Bonding, Plenum Press, New York (1991). 8. J. Comyn, D. M. BrewiS, S. T. Tredwell, J.Adhesion, 21, 59 (1987).