By
Marvin J. Guerra
B.S. Electrical Science and Engineering Massachusetts Institute of Technology, 2007
SUBMITTED TO THE DEPARTMENT OF ELECTRICAL ENGINEERING AND COMPUTER SCIENCE IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF
MASTER OF ENGINEERING IN ELECTRICAL ENGINEERING AT THE
MASSACHUSETTS OF INSTITUTE OF TECHNOLOGY
JUNE 2007
0 2007 Massachusetts Institute of Technology. All rights reserved.
Z,/ 9!
Signature of Author ...
epartment of Electrical Engineering and
Certified by... Accepted by... Computer Science May 23, 2007 ... .... ..1 ... ... Cardinal Warde Professor of Electrical Engineering Thesis Supervisor
. . . . . . .. Arthur C. Smith Professor of Electrical Engineering Chairman, Department Committee on Graduate Theses
ARCHIVES
NOV 13 2008
Creating A Three Dimensional Holographic Movie By
Marvin J. Guerra
Submitted to the Department of Electrical Engineering and Computer Science on May 23, 2008 in Partial Fulfillment of the
Requirements for the Degree of Master of Engineering in Electrical Engineering
ABSTRACT
An experimental study was carried out on the ability to create a three-dimensional holographic movie. Holograms were written on VRP-M emulsion film with the green line of an Argon-Ion laser. The type of hologram write setup favored was a reflection hologram, due to its artistic capabilities. The illusion of a floating image is much better produced by reflection holograms as opposed to transmission holograms. However, due to the thinness of the film, white light readout was not possible, and the reading setup included the original writing laser.
Although successful holograms were written on sheets with same emulsion as the final roll film, the final product on the roll of film did not result as expected due to a failure in the development process. This paper will describe the setup that I created, discuss the aspects of the process that turned out well and suggest improvements to achieve a successful experiment in the future.
Thesis Supervisor: Cardinal Warde Title: Professor of Electrical Engineering
A cknow ledgem ents...
7
1.
Introduction ...
8
1.1. Principles of Holography ... 10
1. 1. 1. Hologram Recording ... 11
1.1.2. Separating the Different Diffracted W aves... 13
1.1.3. Transm ission Hologram s... 14
1.1.4. Reflection Holograms... 16
1.2. General W rite Setup... 18
2. Project O bjectives... 21
2.1. Overview of Final W rite Setup ... 21
2.2. Overview of Final Read Setup... 23
3. Film and Reel M aterials A nalysis ... 24
3.1. Film ... 25
3.2. Sprocket Reel M echanism ... 26
3.2.1. Sprocket Hole Puncher... 27
3.2.2. Sprocket and Gears ... 29
3.3. Recording W ith Non-Uniform Spacing... 31
3.3.1. Reel ... 32
3.4. M otion Stages ... 34
3.4.1. Object Stage (Rotational)... 34
3.4.2. Reel Stage (Rotational)... 35
3.4.3. M otion Controller ... 36
4.
Recording M ethod ...
37
4.1. Labview Control of M otion Stages... 37
4.2. Exposure Calculations ... 40
4.3. Chemical Processing...40
5.
Experim ental Chronology...
41
6. Results ...
43
7.
Discussion and Conclusion...
44
Bibliography ...
47
Appendix...
49
Appendix A: Integraf VRP-M Technical Specifications Sheet... 49
Figure 2: Sample Standard Recording Geometry ... 11
Figure 3: Readout Geometry with the Separate Diffracted Waves... 13
Figure 4: Spatial Frequency Separation of the Images ... 13
Figure 5: Typical Transmission Hologram Write Setup... 15
Figure 6: Typical Readouts for Transmission Holograms: (a) Virtual Image (b) Real Image ... 15
Figure 7: Typical Write Setup for Reflection Holograms... 16
Figure 8: Typical Readouts for Reflection Holograms: (a) Virtual Image (b) Real Image ... 17
Figure 9: Simple Reflection Hologram Write Setup... 18
Figure 10: Top View of the Reflection Hologram Write Setup... 19
Figure 11: O ptional W rite Setup...20
Figure 12: Top View of the Final Write Setup ... 22
Figure 13: Top View of the Final Readout Setup ... 23
Figure 14: Tech Specs of VRP-M emulsion (darker curve) and PFG-01 emulsion (lighter curve)...26
Figure 15: Film dimensions with sprockets along both edges ... 26
Figure 16: Bottom piece of the Sprocket Hole-Puncher ... 27
Figure 17: Top Piece of the Sprocket Hole-Puncher ... 28
Figure 18: Side View of Complete Sprocket Hole-Puncher ... 29
Figure 19: Sprocket Design with Gears at the ends ... 29
Figure 20: Faulty Gear Design in OMAX Layout ... 30
Figure 21: Final Gear design in OMAX Layout ... 30
Figure 22: Final R eel D esign ... 32
Figure 23: Square Turntable for Undriven Stage... 33
Figure 25: Final Driven Stage: Reel Mounted on Rotary Stage ... 34
Figure 26: Aerotech Rotary Stage Model ART3 10 with MIT Brass Rat Mounted ... 35
Figure 27: Aerotech Rotational Stage Model ART315... 36
Figure 28: Aerotech Unidex XI Motion Controller ... 36
Figure 29: Labview Program User's Interface ... 37
Figure 30: Portion of the Labview Program Diagram responsible for controlling the iterative motion of th e stag es...3 8 Figure 31: Labview program portion that controls the opening of the shutter. ... 39
Figure 32: Holder Concept to Develop Film ... 45
Figure 33: Front Panel (User Interface)... 50
Figure 34: Configuring Serial Port (Frame 0)... 50
Figure 35: Configuring Unidex (Frame 1)... 51
Figure 36: Waiting for Confirmation (Frame 2)... 51
Figure 37: Delay (Frame 3)...52
Figure 38: First Exposure -Open Shutter (Frame 4) ... 52
Figure 39: First Exposure -Close Shutter (Frame 5)... 53
Figure 40: Motion Stage Control (Frame 6.0) ... 53
Figure 41: Wait for Vibrations from Motion Stages to Damp Out (Frame 6.1) ... 54
Figure 42: Shutter Open (Frame 6.2)... 54
others.
First of all, I would like to thank my thesis advisor, Professor Cardinal Warde, for having
proposed this subject to me and for his constant encouragement and support. His constructive
criticism was always highly motivating.
My deep gratitude and appreciation goes to William Herrington. His constant help and guidance
was greatly valued. Whether it was helping me out in the metal shop or improving my write and
readout setups, Bill was always available.
Thank you to my girlfriend, Valentina Lugo, MIT '07. Without her love and support, I do not
know if I could have completed this journey. Valentina, you are forever in my heart.
Last, but certainly not least, I would like to thank my family: my father Gustavo Guerra for never
doubting me, my mom Juana Carazas for always making sure I was okay, my sister Milagros
Guerra, and my brother Johan Guerra for just being himself.
1 Introduction
The idea of three dimensional movies has long been imagined. 'Holographic' images have appeared in films, such as Star Wars, as early as the 1970's. Yet, these fantasy images have been making a slow improvement in the real world, simply because three-dimensional video is several orders of magnitude more complex than the cinematic images to which we are accustomed. Today, we may view three-dimensional movies with the aid of 3-D glasses, which take advantage of the stereo vision used by our eyes. However, this only allows us to get a three-dimensional feeling of depth, but does not provide us with a fully rotational image, which we may view to see its composition all around. If we wish to capture all aspects of a 3-D image, be able to move to the left and to the right and even up and down, a good alternative is to create a holographic movie.
There are inherent difficulties that are present when attempting to create a holographic movie. The most apparent is the fact that the recording must occur in the dark. Current video cameras do not face this problem as the film is enclosed within the device, keeping it from being exposed to unwanted light. This is possible because the camera captures only the intensity of the light from the scene and current photodetector technology is very advanced and compact. On the other hand, holography is more complex. There are two separate light beams which are recorded on the film and often, for accuracy, both beams initiate from the same source (an Argon-Ion laser in this case) before being split into an object beam and reference beam and directed at the film. The source must pass through several optical devices before hitting the film or the object to be recorded. Thus, due to the large number of optical elements and the need to have two beam paths, it is difficult to compact all the devices into a camera-like instrument. Most recording of holograms occur in darkrooms where the optical devices and film are only exposed to light for enough time for the film's emulsion to react. All the equipment is clamped down on a table to eliminate vibration and positioned to obtain the best interference of the two beams.
rendering it useless. Therefore, the writing of holograms must be done on optical floating tables which damp out any vibrations induced on the system.
Due to the aforementioned limitations, in addition to others, the creation of a real time recording of a motion scene proves very complicated. Thus for the purpose of this
project, I have restricted myself to creating a motion picture from still images, much in the same way as it was done in the early stages of animation. Figure 1 demonstrates a simple depiction of a two dimensional bouncing ball.
Figure 1: Depiction of a bouncing
People have attempted to write 3D holographic films in the past. ball using 6 frames.
Much of the focus today is creating real time 3D holographic film. However, as stated in Kazuhito Higuchi's paper (Higuchi, 1992), such attempts to create real time movies depend on current liquid crystal devices. Benton and his team at MIT proposed using spatial continuous scanning by an acousto-optic modulator (Benton, 1990). That technology, though, currently only allows for a very limited pixel size and so the images produced are not very practical (Higuchi, 1992). Some of the technologies that have been suggested to create real time movies include liquid crystal displays (LCD) and digital
micromirror devices (DMD) (Huebschman, 2003).
Instead, Kazuhito Higuchi researched focused on creating a movie on film such that the quality and performance of the movie could be used as a first standard to be followed in any future attempts by the use of more digital forms of recording holograms. I have repeated this research and have added some changes. Kazuhito used a continuous roll of film and after recording holograms on it, he read out the images in a continuous motion by moving the film along as a continuous beam of light illuminated it. The main difference is that I will pulse the laser when reading out the holograms. Kazuhito noticed that one of
the things that occurred when watching the movie was that the flicker from the light that occurred between frames was very distracting. One method of solving this problem is by splicing the film and then piecing it back together, in order to remove the empty gaps. Such an approach would result in no flicker when read out, as shown in Palais and Miller's paper (1995). However, I attempted a different method which required no splicing, pulsing of the laser so the light only illuminates the images and not the empty spaces should result in no apparent flicker. The pulsing rate matches the readout rate of 30 frames per second (e.g. 30 Hz).
In my experiment, I recorded a rotating MIT student ring, called the Brass Rat. The choice was due to the ring's high reflectivity and the fact that there is a large variety of images as we view the ring from different angles. The latter reason will provide us with many different views when we record the holograms. And due to the laser's medium power range, a highly reflective object would allow us to still be able to produce a good hologram and have a low exposure time which minimizes the possibility of vibrations entering the system.
iL L Prnilsof
H
oraphyIn holography, an object is illuminated with a beam of light and the light scattered from this object reaches a recording medium. A reference beam also illuminates the recording medium. Therefore, it is the interference between the object beam and the reference beam that is recorded on the medium, creating a hologram. It can be shown that if the hologram is illuminated by the original reference beam, the light diffracted by the reference is identical to the light field which was scattered by the original object. Thus, an individual looking into the hologram sees the object even though it may no longer be present in the scene. There are two main types of holograms which can be written to obtain a three dimensional image: transmission and reflection holograms.
below,
p
= xk + y- and it represents a transverse coordinate vector. Furthermore, to(p) is the amplitude reflection coefficient of the object placed at Z = -L and illuminated with a plane wave of amplitude A.Figure 2: Sample Standard Recording Geometry
Using the Fresnel diffraction formula, one can obtain the object wave at the recording medium:
2 1o(02) = eJkL f Ato(I)e )172-1I
d
,
j AL
And the reference beam is given as:
U( = AejT*F
Which if one calls
fx
the spatial frequency of the beam, note that for the reference beam:k
=k cosai
-k
sinax
And that at z = 0, we have kr = -2 nfa x, where fa = sin", can be written as:
$$2e-j 2 7rfa, x
Thr(2) = Aeifms Therefore, the overall amplitude that is recorded at the film is:
Uw 2= -j2 fax + 90 2
Then, since all known recording media are square-law devices, we have the following exposure distribution, letting T be the exposure time:
F-(P
2) oc T~JjU
1
2=
T [A2 +
2
1L(
+AUiS(
)ei
2j5
fa x+
AU
-C,
)e +ji27fa
x
Furthermore, letting h(P2) = KE(P2) be the linear amplitude transmittance of the recording medium,where K is a constant, and illuminating the medium with a plane wave of B amplitude with the same spatial frequency as the reference wave such as:
UP( 2)= Be-j 2fax
one obtains the following transmitted field amplitude:
Ut(P2
)
= -UP(P2}P-h(P2)=TBK A2e-j27fax
+
U-2 i
e
2fax
+AU-(
2
)e i
4"fax +
AU(N 2)Looking at the different terms, one notices that we obtain three different wave paths. The first term in the equation above is an attenuated undiffracted plane wave component of the reference beam and it is traveling at an angle a below the z axis. This corresponds to a spatial frequency of f, = -fa = (sin ". The second term is traveling in the same direction as the first and contains spatial frequencies
A
associated with the object intensity reflectance. These two constitute one of the paths. The second path is given by the third term which is proportional to the conjugate of the object wave and therefore it corresponds to a real image. It is diffracted at a spatial frequency of
f"
= -2fa = - sin a) below theaxis. A complex conjugate wave is a wave that evolves as if it were time-reversed. The fourth term has a spatial frequency of zero and produces a virtual image at the position where the object used to be.
Figure 3: Readout Geometry with the Separate Diffracted Waves
1.1.2. Separating the Different Diffracted Waves
Since one wants to maintain the three waves separated, one must take the spatial frequency separation into account when designing a write setup. If the object being recorded has a spatial frequency bandwidth of BO cycles/mm, then we have the following spatial frequencies and bandwidths:
If we choose a such that sa 3B0.However, if object beam is weak compared to reference beam, then
t @P will be much smaller than to@() and t6(). When this is the case, our condition is less strict:
sin a > Bo.
Given that, if one wishes to reconstruct the images with good sharpness, one looks at the highest spatial frequency that must be recorded and compares it to the specifications of the film to be used. So
continuing with the same parameters as before, one obtains this highest frequency to be:
[(sin a)
fa
+ Bo =+ BOTherefore, if B, is the spatial frequency cutoff of the material, one must have: sin a
BC > + Bo
Then adding the separation condition one obtains:
Bc > 3BO + BO = 4BO
Kodak Plus-X has a limiting spatial resolution Bc of about 50 cycles/mm and therefore is not suitable for making holograms because wavelength short fringe spacings are often generated in the recording medium. For this experiment, I will be using VRP-M emulsion which has a spatial resolution of 3000 cycles/mm, which is very suitable for creating holograms.
This type of hologram writing setup has both beams interfere from the same side of the film. The readout works by transmitting light via a beam through the film and having the observer on the opposite side. Figure 5 depicts the typical write setup for a transmission hologram.
Laser Shutter Spaliter Bearnsplitter Obje Sp atialffiter Filmplate Mirror
Figure 5: Typical Transmission Hologram Write Setup
There are two different ways of reading out the hologram. If we shine light through the film with the emulsion facing the reference beam as in the write setup and have the viewer on the opposite side, the viewer will see a virtual image, as seen in object (a) in Figure 6. However, if we turn the direction of the film 180 degrees, so that the emulsion is now on the other side and facing the viewer, and shine the light through it, the viewer will now see a real image, as seen in object (b) of Figure 6.
4',,
Image be= Real. image
Image beam
Eye V Eye
Vitualimage Hologm Hologram
(a) (b)
The difference between the two images is that the virtual image appears to float behind the film and thus to the viewer it appears to not be within grasp. However, the real image appears to float right in front of
the viewer and thus feels as if the object is within grasp and can be touched.
1.1.4. Reflection Holograms
This type of setup has the object beam and reference beam interfere at the film from opposite sides. The readout works by reflecting the readout beam from the film, allowing the viewer to see this reflection from the same side that the readout beam is coming from. Figure 7 shows the typical setup for a reflection hologram write setup.
FArm
the readout beam, the viewer sees a real image as seen in object (b) in Figure 8. Reconstruction Beam Reconstmction Beam Real Image Image beam/ Image beam Eye Eye Hologram Virtual image HoloNg
(a) (b)
Figure 8: Typical Readouts for Reflection Holograms: (a) Virtual Image (b) Real Image
Since the light source is on the same side as the viewer, the viewer only sees the light that is reflected from the film, resulting in a clearer image than in a transmission hologram.
A simpler variation of the reflection hologram setup just sends the reference beam straight through the recording medium. Then, the object is placed right behind the recording medium and as the light goes through, it reflects and becomes the object beam. The recording medium is tilted with respect to the direction of the beam, in order to satisfy the separation condition. This variation is shown in Figure 9. The readout for this variation is still the same, where the incoming reconstruction beam must match the spatial frequency of the reference beam.
Filmplate
Shutter
Spatialfilter
Figure 9: Simple Reflection Hologram Write Setup
1.2.General Write Setup
When creating three dimensional object holograms, one has the option of creating either transmission or reflection holograms. For the purpose of this project, I chose to use a reflection hologram write/readout setup. The downside to transmission holograms in my case was that since I only had a medium power laser to work with, the amount of light that was reflected from the object was several orders of magnitude smaller than the reference beam power. Therefore, when recreating the image, if I were to transmit the light through the film, the viewer would observe not just the reproduced object image, but also a much brighter readout beam, causing a poor ability to clearly see the object. Reflection holography is the method preferred by artists creating holograms for the higher clarity that the observer can see the object with, and since the goal was to create an animated movie, I chose to use the process that would create the most appealing images for the viewer.
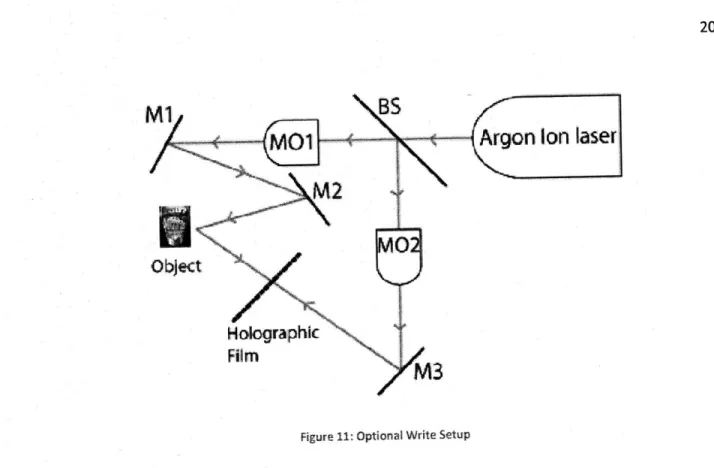
The setup shown in Figure 10 was that which was used to conduct the hologram writing tests before installing the reel which moved the roll of film. Figure 10 only includes the optical instruments and a trace of the beam path. (The line with the arrowheads simply depicts the beam paths and not the actual width of the beam). In Figure 10, the beam originates at the Argon Ion laser which has been set to emit green light, which has a wavelength of 514 nm. The beam is then passed through a microscope objective (MO) which expands the beam. A lens is then placed a focal length away from the microscope objective, such that the beam is now collimated. The beam now goes through the film, hits the object and reflects
have provided me with more control over the ratio of power between the object and reference beams, either through the use of a variable beam splitter (BS) or through the use of spatial filters along the individual paths. However, due to the complexity of the paths, the power at the film location turned out to be 80 times less than with the setup shown in Figure 10. This sacrifice of power for the gain of ratio balance would have been preferable had I had a more powerful laser at my disposal. However, the medium range of power of the laser I used resulted in the setup shown in Figure 10 creating better holograms.
Holographic
f ilm
O
Argon Ion laser
object
Lns
.
Figure 10: Top View of the Reflection Hologram Write Setup
Another added benefit of the setup I used was that there were less optical elements used which minimized the effect vibrations had on the system. Moreover, the final setup I used had a minimal difference in path length between the object beam and the reference beam, which may have been another reason why the holograms using this setup came out much better as the laser only had a coherence length of about 33 centimeters.
MBl
MO1
+
Argon Ion laser
M2
Object
Hc~ographic
Figure 11: Optional Write Setup
The setup shown in Figure 10 was later modified to fit the reel machinery. Nonetheless, the same principles are involved and Figure 10 shows the process much more clearly, without the obstructions of the rotational stage used for the reel and another, smaller, rotational stage that was used for the object. A figure depicting the final write setup can be seen in Figure 12.
The goal of this project was to create a three dimensional holographic movie. This task was divided into two major portions: the write and readout setup of the optical instruments, which create the actual hologram, and the development and construction of additional machinery needed to create a reel that would automate the write process of the individual frames.
The approach to this project began with becoming comfortable creating still three dimensional holographic images. After deciding on a write setup, the reel construction began. The final reel mechanism was then placed in the write setup and the position of the optical instruments adjusted to best fit the same approach. Next, I programmed the motion stages using Labview. Once all these steps were done and tested, I proceeded to record the images onto the roll of film. The final analysis consisted of reading out the images at a frame rate of around thirty frames per second and assessing the flow of the animation and the quality of the holographic frames.
The final write setup was based on the same principles as discussed in Figure 10. In addition to the tools that factor into the actual creation of the hologram, namely, the laser, microscope objectives, mirrors and film, there were certain apparatuses needed to aid in the recording of the film. A set of two rotational motion stages was used, the first of which was used to drive the reel that carried the holographic film and the other which rotated the object a little each frame, so that each image was displaced and when read out, it created the illusion of a moving object. Detail about these pieces of equipment is discusses in Chapter 3. Since, in designing the setup in Figure 10, I had left much open space to the outer edges of the design, I placed the motion stages, which were the biggest pieces of equipment in the setup, near the outside and
prevented them from being obtrusive. As seen in Figure 12, the stages, which are drawn to scale, did not cause a major difference in design.
----. Blackout Curtain
wop-- Holographic Film MO: Microscope Objective
GP: Guiding Poles
Rotational
Stage w/Reel
Mounted
S Emulsion Rotational Stage
GP with Object Mounted
--Turntable
w/Reel Mounted
Figure 12: Top View of the Final Write Setup
Although, the laser does not directly make contact with the film at any other place besides the area where the frame is recorded, there is still stray light which may expose the film. Therefore, I constructed a curtain made out of blackout material that surrounded all parts of the film that were not being exposed at the time. The path of the blackout curtain can be seen in Figure 12.
The object to be recorded (the MIT student ring or Brass Rat), is mounted on a pole that is screwed on the center of the rotational object stage and it rotates a given amount before the recording of a new frame. The rotational reel stage is programmed to make a quarter turn for each new frame to be recorded and the undriven stage, which is mounted on a ball bearing for mobility (refer to Section 3.3.1.1 for more information of the ball bearing), has the right amount of tension to maintain the film taut. In addition, there are also poles on both sides of the film around the area to be recorded. These guiding poles, shown
2.2. Overview of Final Read Setup
The read setup has the same geometry as the final write setup. The main difference is that the film is flipped 180 degrees, so that the emulsion faces the incoming readout beam. This direction will result in a real image floating in space in front of the viewer, which is indicated by an eyeball in Figure 13. If one sets up the film with the emulsion facing in the same direction as when the hologram was written, one obtains a virtual image. Since artists like to work with real images because they give the illusion of a floating object, I chose to have the emulsion on the opposite side for the readout setup. In addition to removing the rotational object stage, the other stages are also shifted so that they do not obstruct the view for the observer.
ILJSJENID
---- ' Holographic Film
MO: Microscope objective
GP: Guiding Poles Turntable
w/Reel Mounted Emulsion MO\ Real Image Rtationa Stage w/Reel Mounted Viewer
Figure 13: Top View of the Final Readout Setup
3. Film and Reel
Materials Analysis
Holographic film is not widely used, since most holographic usage merely requires a plate coated with holographic emulsion or an appropriately sized piece of holographic film. Holographic film is only available as a preprocessed package. (Our provider, Integraf, normally processes the roll of film into rectangular sheets of film, which are 102 by 127 millimeters.) Thus, the film that I obtained for the final experiment was a special order and had to be obtained directly from Russia before it was processed. The only film size available in a roll had dimensions of 102 millimeters by 2 meters. In addition to the difficulty of finding a roll of holographic film, the greater challenge was finding an existing reel mechanism that would fit the dimensions of the film.
After contemplating other reel mechanism options such as using pinching rolls driven by stepper motors, I arrived at the decision to make a reel that would pull on the film through the use of sprockets. This
concept would be simple to implement although it required an additional step of punching out sprockets on the film. The aim of this mechanism was to have the film move a uniform amount with each rotation of the reel. As a result, all the recorded frames would be an equal distance apart and the entire length of the holographic roll of film could be used to record frames. Furthermore, this uniform spacing would allow us to read out with a constantly shining laser as the transition space between images would be minimal.
However, after I created the sprockets and tested it, the mechanism did not work well. Part of the reason for the malfunction was that when I first attempted having the outgoing film just fall off the driven stage, the film began to bunch up and eventually it pulled away from the sprocket. Thus, I realized that the tension provided by the undriven stage was not enough and that the outgoing film also had to provide tension as well. This would be possible if the film were collected on another reel. The difficulty that this
Since spending time on creating a variable resistance collection reel would take away from implementing the overall design, I executed another method of recording on the film. Rather than attempting to make sure the film moved a uniform amount with each rotation of the driven stage, I simply collected the film on the driven stage where each frame was separated by a greater amount as more film was collected. In order to have the readout be continuous, the laser was pulsed so that only the pieces of the film with images were to be read out.
Section 3.2 explains the work done on the sprocket reel mechanism, but leaves out the setup of the undriven and driven stages, since the mechanism did not work. The work listed consists of designs that may be used in the future if a working collection reel with variable tension is implemented. Section 3.3 focuses on the mechanism that was used, that being non-uniform separation recording with pulsed laser readout.
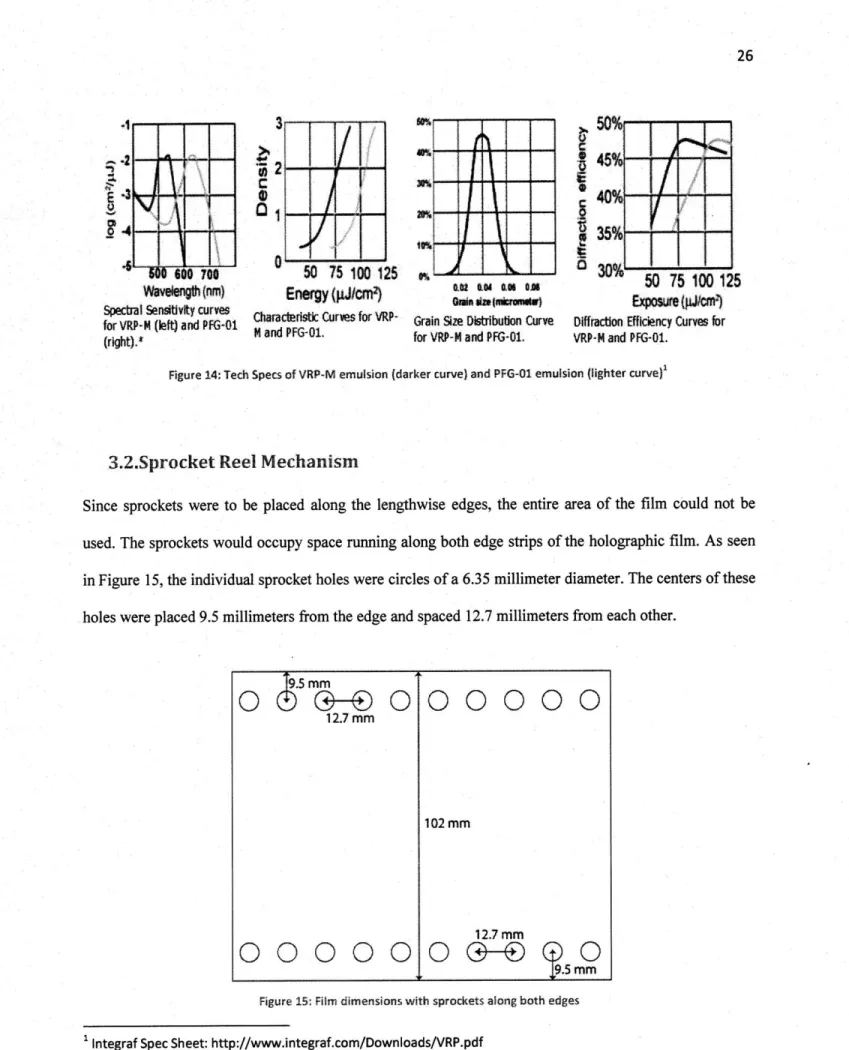
The holographic film I used for this project came from Integraf LLC (www.integraf.com), which is made with VRP-M emulsion. This fine-grained material is designed for both reflection and transmission recording. Its range of operable wavelengths includes 488 nm, 514 nm, 526 nm, and 532 nm. The VRP-M, when exposed to operable wavelengths, has an optical sensitivity that peaks at around 75 microJoules/cm2, and at this power density, the maximum diffraction efficiency is approximately 45%. Both of these values can be seen in the fourth graph (diffraction efficiency curve) of Figure 14.
3
50%
-A--~~j-0
J 4- 0-V
~W
ri0ioo
50 75 100 125
3%
50 75 100 125
aveaeNth(nm)
Energy (pJ/cm)
0 75W1012
Spectral Sensitivity curves ot n(W~w xoue4lw
for VRP-M (left) and PFG-01 CharacteristIc Curves for VRP- Grain Size Distribution Curve Diffraction Efficiency Curves for
(right) M and PFG-01. for VRP-4 and PFG-01. VRP-M and PFG-01.
Figure 14: Tech Specs of VRP-M emulsion (darker curve) and PFG-01 emulsion (lighter curve)'
3.2.Sprocket Reel Mechanism
Since sprockets were to be placed along the lengthwise edges, the entire area of the film could not be used. The sprockets would occupy space running along both edge strips of the holographic film. As seen in Figure 15, the individual sprocket holes were circles of a 6.35 millimeter diameter. The centers of these holes were placed 9.5 millimeters from the edge and spaced 12.7 millimeters from each other.
2o
H
m
12.7 mm0
00000
0
0000
102mm 12.7 mm0
G&-0
Figure 15: Film dimensions with sprockets along both edges
1Integraf Spec Sheet: http://www.integraf.com/Downloads/VRP.pdf
T 9.5 MM
Figure 15 only depicts a portion which can be created in one use of the sprocket hole-puncher (i.e. film length <30.5 cm).
3.2.1. Sprocket Hole Puncher
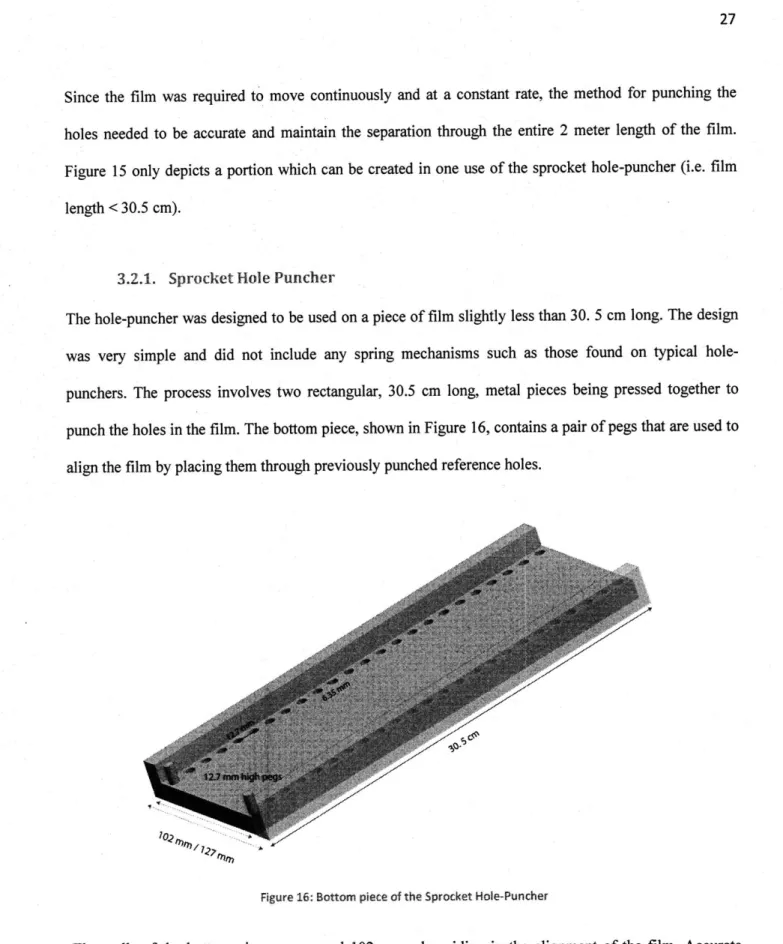
The hole-puncher was designed to be used on a piece of film slightly less than 30. 5 cm long. The design was very simple and did not include any spring mechanisms such as those found on typical hole-punchers. The process involves two rectangular, 30.5 cm long, metal pieces being pressed together to punch the holes in the film. The bottom piece, shown in Figure 16, contains a pair of pegs that are used to
align the film by placing them through previously punched reference holes.
>-, ~
Figure 16: Bottom piece of the Sprocket Hole-Puncher
The walls of the bottom piece are spaced 102 mm, also aiding in the alignment of the film. Accurate alignment is most important when creating holes in the first piece of the roll to ensure that the rest of it
will be accurate. After the first piece is aligned, the remaining length of film is held straight by the pegs. The edges of the bottom portion of the hole-puncher are lined with 6.35 mm clearance holes that are spaced 12.7 mm apart as the specifications of the film, indicated in Figure 15, dictate. These holes are the guides for the puncturing pegs on the top portion of the hole-puncher.
The top portion has a simpler design than the bottom. As Figure 17 illustrates, the top has two 6.35 mm diameter clearance holes at the leading edge, which will be used in conjunction with the two pegs on the bottom portion to align the film. The rest of the holes have pegs on them which have been sharpened into a 45 degree slope in order to be able to puncture the film. The width of the slab is 102 mm and fits precisely in between the walls of the bottom portion to maintain alignment.
Figure 17; Top Piece of the Sprocket Hole-Puncher
In order to create sprockets along the edges of the film, the film is placed between both pieces of the hole-puncher, properly aligned, and holes are punctured as the two pieces are pressed together. Figure 18
represents the alignment of the film by the bottom pegs after the front holes have been punched.
Sprocket Hole Puncher (Bottom)
Figure 18: Side View of Complete Sprocket Hole-Puncher
3.2.2. Sprocket and Gears
The reeling of the film was made possible through the use of gears, pulling at the punched holes, as the film moved along a sprocket. Figure 19 below illustrates this concept.
102 mm
Figure 19: Sprocket Design with Gears at the ends
The gears were designed using a two dimensional cad program called OMAX Layout. The path was then generated using OMAX Make, which also fed the information to a water jet cutter that accurately created the shapes from a sheet of acrylic. The sheet was 9.5 mm thick. A total of four gears were needed: two for the driven sprocket and two for the resistant sprocket.
The initial design of the gear, seen in Figure 20, consisted of a circle with a 25.4 centimeter circumference, with rectangular cutouts along the circumference, such that the peaks cutouts were evenly spaced 12.7 mm apart. These peaks were inserted into sprocket holes to pull the film along as they turned.
Figure 20: Faut Gear Ceg 0n PRA AX L aavut
After testing this design, however, it was noted that the film would get stuck at times as the holes would not easily roll off the sprocket. Therefore, I altered the design by rounding off the cutouts such that the film might easily slip off as it is reeled. This configuration is pictured in Figure 21.
designed to align the gears at the top and bottom of each sprocket. The design of the gear allows the film to be pulled along and at the same time easily slip off.
The curving of the cutouts in the final design allowed for easier pulling of the film. Additionally, the water jet cutter was able to produce the final design faster and less wastefully since the motion was more
continuous.
The hole puncher and the gears were both proven successful. The hole puncher maintained uniform separation between the holes and did not damage the film. The gear design that was finally used also proved to work effectively. The gear mounted on the sprocket pulled the film along as long as tension was maintained. Therefore, both of these designs can be used for future work.
As previously mentioned, while the use of gears and a sprocket proved to be effective, there were many problematic issues. Therefore, I eventually chose a method that did not employ uniform spacing between frames, and thus did not require the use of sprockets. As seen in Figure 22, the reels are simply 76 mm diameter cylinders with a 152.5 mm diameter disc at each end to keep the film aligned. As film is collected, each turn of the driven stage pulls more film and thus the spacing between frames gradually increases. During readout, this distance remains the same and thus the laser is timed to flash when the driven stage makes a ninety-degree rotation, which is the amount the reel turns each time during the writing process.
Figure 22- Final Reel Design
In order to use as much of the film as possible, both ends of the film were extended using a roll of transparency film so that the ends could each be attached to the stages. The tension on the undriven stage was adjusted so that the film was wound up tightly during recording. Furthermore, the pieces of each reel were bolted down in such a way that when recording was done, it was easy to exchange the reels between stages and not have to go through the difficulty of unwinding and rewinding the film.
3.3.1. Reel
The final reel consists of two separate parts: the motion stage with a mounted sprocket provides the pull to move the film along, and an undriven stage with a mounted sprocket provides resistance to the motion stage, thus keeping the film taut between the two stages.
3.3.1.1. Full Reel Mechanism
The process of reeling the film begins with the film at the undriven stage. The film is wrapped on the reel, which is mounted on this stage, such that the emulsion is facing outwards, in order to prevent the aluminum reel from contacting and possibly damaging the emulsion on the first couple of frames. This undriven stage provides tension for the film to remain taut and rotates freely.
The undriven stage is mounted on a square turntable which operates via a ball bearing, obtained from McMaster Carr (www.McMaster.com), shown in Figure 23.
Figure 23: Square Turntable for Undriven Stage
The dimensions of this turntable are 76 by 76 millimeters. This minimizes the restrictions imposed on the write system as it does not take up more space than the sprocket would. The initial reel is mounted on this turntable and the bolts and washers used to secure it are adjusted to provide sufficient tension when the reel is pulled.
Figure 24: Final Undriven Stage: Reel Mounted on Ball Bearing
The driven stage consists of a different reel mounted on a rotational stage which will rotate ninety degrees for every new frame that is being exposed.
Figure 25: Final Driven Stage: Reel Mounted on Rotary Stage
The tension provided by the undriven stage will allow the film to be wound tightly on this reel.
34.Motion Stages
The motion stages and the motion controller used for the final reel mechanism were all obtained from Aerotech (www.aerotech.com). National Instruments Labview 6i software, (www.ni.com/labview), was used to program the motion controller that drove the individual stages. The movement of the object was periodic such that the entire process was programmed to run for the length of the film. Although the exposure time for each frame is less than a second, the in between time needed for any vibrations to be damped out and for the movement of the stages to take place is several minutes. As a result, the total running time was too long to write and develop the film on the same day. The write process took place overnight and the film was developed the following morning.
34.1. Object Stage (Rotational)
The object was placed atop a rotating stage, namely the Aerotech Rotary Stage Model ART3 10, to cause the motion that would be filmed. A full rotation is reached after 129,000 steps at a speed of 10,000 steps per second. Although the maximum speed is higher, this speed was chosen because moved was fast enough while only causing minimal vibrations from the motor. The dimensions of the stage, shown in
Figure 26: Aerotech Rotary Stage Model ART310 with MIT Brass Rat Mounted
3.4.2. Reel Stage (Rotational)
Since each full rotation of the spool creates four different frames and pulls the 2 meter long film along
25.4 cm, the sprocket undergoes a total of 78 turns. Due to the large number of turns, it was necessary to
accurately record how many steps it would take the stepper motor to reach a full rotation. The rotary stage used for the reel stage was the Aerotech Rotary Stage Model ART315. A test of the rotation process measured 129,000 steps per rotation, the same as with the ART3 10. The reel stage, shown in Figure 27, is 51 mm high and the platform is 152.5 by 152.5 mm, while the attached motor is 152.5 by 76 mm and 51 mm high.
Figure 27: Aerotech Rotational Stage Model ART315
Although this stage is larger than the object stage, it nonetheless did not introduce much of a constraint because both stages were positioned on the outer borders of the write setup.
3.4.3. Motion Controller
The motion controller used for this project was the Unidex XI. This machine can control up to four different stages, though only two of the parallel axes were needed for this project. The connections were made to axis U for the reel stage and axis V for the object stage. The controller is directly connected to a computer through an IEEE-480 bus. This port is one of the output ports available to use by Labview 6i, in which the entire motion programming was coded.
The final piece of the preparation consisted of four parts. Exposure calculations were made to determine the amount of time that each individual frame should be exposed to the beams. The Labview programming that I created automated the process for overnight recording and ease of user interaction. The final write setup with the motion stages in place was constructed and tested. Finally, the chemicals needed to develop the film were mixed and tested.
4.1.Labview Control of Motion
Stages
In order to write the individual frames one after the other, the film is moved along and the object is rotated through the use of motion stages. These stages are controlled by the Unidex XI controller. The driven sprocket is mounted on a rotation stage that is connected to the U axis of the motion controller. The object is mounted on the second rotary stage, which is connected to the V axis of the motion controller.
The motion controller must always be initialized using the same parameters which are located in the leftmost panel in the user interface of the Labview program. This panel can be seen in Figure 29.
After initializing the Unidex, the program waits for confirmation that the process is ready to begin, given by the user pressing the "Ready to go?" button. The program begins by delaying any motion and giving time for the floating table to eliminate any vibrations in the system.
With each frame, both stages advance a distance entered by the user at the beginning of the full cycle. For the reel stage, this distance is the number of steps needed to make a ninety degree turn (32,250 steps). For the object stage, this number is the fraction of the total rotation distance that the user would like the object to advance with each step. These distances must be accompanied by the feed rate at which each motion stage will be moving. All four of these values are entered under the "Feedrates and Distance per Iteration" panel and in their corresponding axis boxes.
nicer )O Port Number
osreTie is)
Figure 30: Portion of the Labview Program Diagram responsible for controlling the iterative motion of the stages.
The program is able to process any size film, such that it may be used for other experiments in the future. The length of the film and of each individual frame is entered in the "Iteration Parameters" panel. These
10.11!
F iuI
-r- LJ
want- xJ918*43.0
section and exposure step so that the user may be able to determine the current state of the program as it is running.
Finally, the "Exposure Control" panel is the information given to the program as to how long the film must be exposed and the wait time before doing so. The wait time allows the floating table to damp out any vibrations that the moving of the stages may have caused. Figure 31 illustrates the portion of the Labview program that controls the shutter based on the exposure time input by the user.
Length of Exposure
U
ExposraeTme(s
Figure 31: Labview program portion that controls the opening of the shutter.
The image above shows the opening of the shutter, followed by a delay, whose input is the exposure time. The program waits the indicated amount of time before proceeding to the next step which closes the
shutter by sending a 0 to the write port in the same manner as seen in Figure 31.
PEN
diFal channe
PEN pot
"i cex Plort Numr
ONS'NUISF owns vy ,,*Msj
6,01fas *Oak *RON 0,00ROX *got *L'* Fvz N0369 *Dat
M
LU 17
P *> X > N
Using a photodetector, I measured the power coming from the reference beam and the power coming from the object. The readings revealed 6.8 mW from the reference beam and about 700 pW from the object. Since the surface area of the photodetector is 1 cm2, the total power density readout at the location of the film is 7500 pW/cm2
. Since the VRP-M emulsion being used has a maximum efficiency at an exposure of 75 pJoules/cm2
, I obtained that the film needed to be exposed 0.01 seconds. When testing, I experimented with exposures around this base value (i.e. 0.005 secs, 0.01 secs, 0.02 secs) and obtained that an exposure of 0.02 seconds would work best.
4.3.Chemical
Processing
I used the JD-3 holographic processing kit provided by Integraf LLC. It consists of 5 different steps, developing, rinsing, bleaching, a second rinse, and a drying agent such as phtoflo. The specifications sheet for the processing kit can be found in the appendix.
After completing the write setup, I wrote several holograms at different exposure times centered around the estimated exposure time of .01 seconds. I made sure to have on the table all the equipment that would be there when the final experiment with the roll of film would take place. This ensured that if any additional reflections of the light caused a change in the hologram quality, I would be able to correct it before running the final experiment.
After setting it all up, a sheet of film of 102 mm by 127 mm was stretched between the two guiding poles shown in Figure 12, in order to simulate the film being stretched between the sprockets. The best successful hologram written in this manner had an exposure of .02 seconds. This was the value used for the final experiment.
The motion of the stages and the Labview program were tested by using a strip of a transparency roll that was cut to be 102 mm wide. The transparency's thickness and texture was very similar to the film so it was a good way to test the system without running the risk of exposing the actual roll of holographic film to light. The movement of the stages was very uniform, and since the film was kept taut, the amount the
film moved during writing and during readout was the same.
I also tested how much of an effect the stray light from other surfaces had on the adjacent frames, since
although I had a curtain to block light from reaching the film not being exposed, the adjacent frames were slightly uncovered. In order to test the effect of the stray light, I attempted to write two holograms next to each other on the same sheet of film without any additional blocking of light. This was successful as two clear holograms could be written adjacent to each other. This was possible because the exposure time was quite low, and in comparison to the amount of light in the focus of the beam, the adjacent frames were
only exposed to an eightieth of the power when they were not to be exposed. This fraction at .02 seconds was not sufficient to cause any major changes and so I deemed it safe to proceed with the roll of film.
The three main aspects of the final experiment were the write setup and exposure, motion stages and Labview programming, and the chemical processing development. The previous two aspects were thoroughly tested before the final experiment on the roll of film took place. The entire write process took a total of 16 hours, since there was a 3 minute rest time in between frames in order to allow the table to damp out vibrations caused by the motion of the stages. The programming completely automated the process and everything continued without any complications.
The development process was difficult to test beforehand as I only had one roll of film with which to conduct the experiment. I did, however, test the developing of individual sheets and kept track of the optimal amounts of time to allow for each step of the chemical processing. The manual that came with the JD-3 developer recommended soaking the film in the developer for 2 minutes, followed by a two minute rinse, then 1 minute in the bleach solutions, and finally another rinse and drying agent. However, after a few test runs, I found that developing for 40 seconds and bleaching for 45 seconds produced better holograms.
Although I could successfully develop holograms on the individual sheets, I was unable to predict how developing the entire roll of film would affect the process. I ensured that the film was loosely rolled and that the buckets containing the chemicals were large such that the film had sufficient space not make contact with neighboring strips along the roll, but this is what most likely occurred once the film was wet with the chemical solutions. As a result, most of the emulsion on the film was rubbed off, producing an unsuccessful result.
7. Discussion and Conclusion
Although the majority of the emulsion of the roll of film was washed out, there were some frames that were actually written. However, the quality of these holograms was not as good as the ones written on the single sheets. Yet, the fact that some holograms did come out allowed me to view the readout geometry. This geometry proved to work well just as predicted. Therefore, I am confident that the write setup and the read setup were well designed.
Additionally, the location of the beginning and end of several frames was evident, despite the fact that the emulsion was washed out. This helped me to analyze how well the write mechanism moved the film along and whether each quarter turn of the reel moved along each frame accurately. From this information, I gathered that the write process had occurred successfully. Furthermore, I was able to confirm that the readout process worked.
Since the one aspect of the final experiment that failed was the chemical processing, this step is what the main focus should be when attempting to run this experiment again. A way to achieve this could be to construct a holder that will maintain the film separated from other parts of the roll and also from walls of the container. One could do this by simply using a box with several guiding poles to keep the film upright and separated. A top view of a concept for such a device is shown in Figure 32.
GP Guiding Pole G
-Figure 32: Holder Concept to Develop Film
The setup could be connected with metal bars running along the bottom so that it is one solid structure and thus can help develop the film by dipping the entire assembly into the container holding the developer or bleach. One drawback to this design, though, is that it limits the size to the film that one can work with. In order to construct this configuration for a 2 meter long roll of film, one would need large developing tubs and therefore a large amount of developer, all of which makes this process partially inconvenient. One could also write separate holograms on individual sheets and then tape them back together for the readout, but then that defeats the purpose of getting such a long roll of film. Nonetheless, these are all valid options and should be considered in future research.
Although some aspects of the setup worked well, they could also be improved to create better holograms. A stronger laser would allow one to split the beam and have more control over the power ratio between
object and reference beam. Building a box to enclose the reels during recording would be helpful when loading the film as dealing with the curtain was very inconvenient.
Although the final experiment was not successful, I learned much about the process of making a 3-D holographic film. I am confident the information presented from my research implies great expectations
for future attempts, and that this experiment redone with slight improvements will result in a successful creation of this type of movie.
Channel. I Mar. 2008
<http://dsc.discovery.com/news/2008/02/06/holographic-display.html>.
[2] Benton,
S.
A., et.al. "Electronic display system for computational holography", SPIE Proc.
Vol. 1 2 12, Practical Holography IV (1990): 1212-1220.
[3] Greenfieldboyce, Nell. "Scientists One Step Closer to Holographic Movies." National Public
Radio (NPR). 8 Feb. 2008. NPR. 24 Mar. 2008
<http://www.npr.org/templates/story/story.php?storyld=1 8757574>.
[4] Hecht, Eugene. Optics. 4th ed. San Francisco: Addison Wesley, 2002.
[5] Higuchi, Kazuhito, Jun Ishikawa, and Shigeo Hiyama. "Holographic Movie: the First Step to
Holographic Video." SPIE Practical Holography VI 1667 (1992): 44-51. 10 Nov. 2007
<http://spiedl.aip.org/getpdf/servlet/GetPDFServlet?filetype=pdf&id=PSISDGOO 166700000
1000044000001 &idtype=cvips&prog=normal>.
[6] Hiyama, Shigeo, Kazuhito Higuchi, Ken'ichiro Ishii, Jun Ishikawa, Tomoko Ohara, and Shuji
Muraho. "Making of a Holographic Movie on Film: From Holographic Animation to
Holographic Movie." SPIE Practical Holography IX 2406 (1995): 10-19. 11 Nov. 2007
<http://spiedigitallibrary.aip.org/getpdf/servlet/GetPDFServlet?filetype=pdf&id=PSISDG002
406000001000010000001 &idtype=cvips&prog=normal>.
[7] "Holographic Movies for Medical Imaging." MedGadget. 17 June 2005. MedGadget. 4 Sept.
2007 <http://medgadget.com/archives/2005/06/holographic-mov.html>.
[8] Huebschman, Michael L., Bala Munjuluri, and Harold R. Garner. "Dynamic Holographic
3-D Image Projection." Optics Express 11.5 (2003): 437-445. 4 Sept. 2007
<http://www.opticsexpress.org/DirectPDFAccess/E2760BB8-BDB9-137E-C66E1610086DFOOD_86599.pdf?da=1 &id=86599&seq=0&CFID=24880393&CFTOKEN=
74804730>.
[9] Palais, Joseph, and Mark E. Miller. "A Continuous and Shutterless Hologram Movie." SPIE
Practical Holography IX 2406 (1995): 27-32. 11 Nov. 2007
<http://spiedigitallibrary.aip.org/getpdf/servlet/GetPDFServet?filetype=pdf&id=PSISDG002
406000001000027000001 &idtype=cvips&prog=normal>.
[10]
"VRP & VRP-M Holographic Plates Technical Specifications." Integraf. Integraf LLC.
VRP & VRP-M HOLOGRAPHIC PLATES
Technical Specifications
In tbgraf LLC 4oqaany Saneow & RweJo ces
U1 M n S wet= #6 7 %tKnced, WA98033 LSA
Pna: 1425)421477
0
X: 4ZS)8 21-0773
WED im la if"" in* farom
Wttnbe: nco: :I/nw Vt eing erat.cow
DESCRIPTION & SPECIFICATIONS
Fine-grained green sensitive holographic plates and film designed for reflection or transmission hologram recording. Average grain sizes 35-40 nm, resolving power is more than 3000 lines/mm, spectral sensitivity range includes 488 nm, 514 nm, 526 nm, and 532 nm, and emulsion thickness 6-7 pm, The maximum diffraction efficiency is > 45% The VRP-M optical sensitivity (to CW radiation) peaks at approximately 75 microi/cm2.
VRP has anti-halation backing is most appropriate for transmission holograms, while WP-M does not have anti-halation backing is most appropriate for reflection holograms.
It3
3Ff___
Eaegnm neegy (MJ/alts) s
Is tal Sensttvtycscm C*S&VWCCnS eflSeDC'uc
tow\ftPk W*sed F4.0 o bed PteG4 L e V(Pp4 aesd *tG4L
45
a:1
C. *5 100 125
DW"'a*oun We teny Caevs e'
VLP4 ani PG-0L
PG-01 1C twt aesens the I00420 to) eq salWent of Cie q'en -se'v ire V. la is eI o of Ce a mf gr'uns, me daeft Ca ee 0A Ce leftC
re Doewvs VRP.M and ce lg "Mir C f on Ct rien ft c uese& PFG, 4.
SIZES
Ptease vasable -di eaent esas:
Z.SKZ.S' (6)x63 mm)
4'xS' (Mllali7m)
8'xl' (2D3XZ54Zmw) 12'x16' (3 Df4 DSmm )
C"stiM SCez 4130 4V 4;ht'I 1 pon 0eqeeest
rim vaIabh :. rreeen t::
* 4'1S' (lOUIdZ7mm)
* 7r9 .7' (20KZSmm)
* 1Z'x16' (300 A Dm m)
4 35cm x 10n
4 Custo m saesaso eve4l w Omn 'equat.
RECOMMENDED PROCESSING
The most commonly used developer and processing chemical used today for VRP and WP-M is the JD-2 developer, available from Integraf (see http://w ww ,holokits.com/jd-2_holography_developer.htm.) Kodak
D-19 is also commonly used.
Me Y a VAP-MI peter are oam'Xtact In ARan Or Ste #fl Ar Jntegre LW , aI OMtat ltewnnaf wNflwAer On mna*vr
tor StA oh and otter Aotcraphe matetutr, eviq over SO cowntrr eeCh noar
4
4
4
4 4
Appendix B: Labview Code
Figure 33: Front Panel (User interface)
)x Port Number
Figure 34: Configuring Serial Port (Frame 0) a f F ilm7(f e et kength of Exposure] Y Dstancel ExoueTme (msd an ae: UnidexX dlat bts: Unidex 4 o bits: Unidex)U a AdniSXI
CONFIGURE Unidex X SERIAL PORT
Kength of Exposurel
DistancCALL AND CONFIGURE UNIDEX%
Expasure T ime
mTs)
Figure 35: Configuring Unidex (Frame 1)
A e Port Numbeg Ln of Film (fe) READY TO GO?l
Length
of ExposUre histance osute Time (mns)lc X Port Numbe
Kenoth of Exposure
Distance
isreTme (MS)j
Figure 37: Delay (Frame 3)
9 e Port Nnbr kength of Exosurel i Ievice E Stance PEN psure Time (ms)l
Figure 39: First Exposure - Close Shutter (Frame 5)
Figure 40: Motion Stage Control (Frame 6.0) Iirst Ex esure
evice LOSE
i ital channel
Cose Pat
)acr Port Num r
S0, enqth of ExXsr FeedrateU F Distance y F Fdrate SDistance EXposure Time (mns)l
,*Koo a 0 *,$ * NaRem *get of, sper'sue got we I- wyefi a a a A 4 FJ of as a 10 w a 0 a 5 a N 0 *W OW a I a 5