Driving Savings via Inbound Logistics Network Design
by
Geraldine Mae P. Felicio
Bachelor of Science, Industrial Engineering, University of the Philippines - Diliman, 2014 and
Deepika Sharma
Bachelor of Engineering, Electronics & Communication, Rajasthan University, 2007 SUBMITTED TO THE PROGRAM IN SUPPLY CHAIN MANAGEMENT
IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF MASTER OF APPLIED SCIENCE IN SUPPLY CHAIN MANAGEMENT
AT THE
MASSACHUSETTS INSTITUTE OF TECHNOLOGY JUNE 2018
© 2018 Geraldine Mae P. Felicio and Deepika Sharma. All rights reserved.
The authors hereby grant to MIT permission to reproduce and to distribute publicly paper and electronic copies of this thesis document in whole or in part in any medium now known or hereafter created. Signature of Author...
GERALDINE MAE P. FELICIO Department of Supply Chain Management
May 11, 2018 Signature of Author... DEEPIKA SHARMA Department of Supply Chain Management
May 11, 2018 Certified by... Dr. Sergio Alex Caballero Thesis Supervisor Accepted by... Dr. Yossi Sheffi Director, Center for Transportation and Logistics Elisha Gray II Professor of Engineering Systems Professor, Civil and Environmental Engineering
Driving Savings via Inbound Logistics Network Design by
Geraldine Mae P. Felicio and
Deepika Sharma
Submitted to the Program in Supply Chain Management on May 11, 2018 in Partial Fulfillment of the
Requirements for the Degree of Master of Applied Science in Supply Chain Management ABSTRACT
A CPG company is examining its end-to-end supply chain to find opportunities to optimize both cost and visibility. One minimally tapped source of these opportunities is the inbound supply network. This report studies three design changes to the CPG company’s current inbound supply network, namely: 1) Consolidated Inbound and Outbound Deliveries, 2) Supplier Village, and 3) Reallocated Near-Site Flow and Storage. Design 1 studies reusing inbound delivery trucks as outbound delivery trucks to reduce empty mile costs. Design 2 studies locating suppliers nearer the CPG company’s plants to reduce required lead time and inventory levels. Design 3 studies more efficiently allocating raw material and finished good storage to enable better end-to-end product flow via reduced inventory and handling. Models for calculating transportation, inventory, and handling costs for each design were developed. Current costs were compared with costs if these designs were applied. Overall, the studied designs of the inbound supply networks were determined to be feasible sources of savings for the company. Design 1 showed potential savings worth $800,000 per year. Design 2 generated savings of $886K. Design 3 led to better product flow, resulting in potential annual savings of $2.6M.
Thesis Supervisor: Dr. Sergio Alex Caballero
Title: Research Scientist, Center for Transportation and Logistics; Course Lead, MITx MicroMasters Program
Acknowledgements
The success of this project required the help of various individuals. Without them, the project
might not have met its objectives. We want to give thanks to the following people for their help
and support:
To Dr. Sergio Alex Caballero for his guidance and invaluable advice
To the sponsor company and the supporting team for their inputs and extended help with
all our data requests
To our classmates, industry experts, and the MIT Center for Transportation & Logistics
(CTL) for their key insights
And special thanks to our friends and family for all the support and encouragement.
TABLE OF CONTENTS
LIST OF FIGURES ... iv
LIST OF TABLES ... v
CHAPTER 1. INTRODUCTION ... 1
CHAPTER 2. REVIEW OF RELATED LITERATURE ... 3
CHAPTER 3. CONSOLIDATED INBOUND AND OUTBOUND DELIVERIES ... 8
3.1 Business Context ... 8
3.2 Methodology ... 10
3.3 Results ... 13
3.3 Recommendations ... 17
CHAPTER 4. SUPPLIER VILLAGE ... 18
4.1 Business Context ... 18
4.2 Methodology ... 19
4.3 Results ... 22
4.3 Recommendations ... 25
CHAPTER 5: REALLOCATED NEARBY-SITE FLOW AND STORAGE ... 26
5.1 Business Context ... 26 5.2 Methodology ... 27 5.3 Results ... 29 5.4 Recommendations ... 32 CHAPTER 6. CONCLUSIONS ... 33 REFERENCES ... 35
APPENDIX ... 37
Appendix A. Multi-Factor ANOVA: Expounded Explanation ... 37
Appendix B. Day of the Week Impact to Inbound and Outbound Truck Distribution – Consolidated Inbound/Outbound Logistics Model ... 38
Appendix C. Underlying Probability Distributions – Consolidated Inbound/Outbound Model ... 41
Appendix D. Simulation Model – Consolidated Inbound/Outbound Logistics ... 44
Appendix E. Sensitivity Analysis – Consolidated Inbound/Outbound Logistics Model ... 45
Appendix F. Model – Supplier Village Cost Comparison ... 54
Appendix G. List of Parameters and Scenarios – Supplier Village Cost Comparison Model ... 56
Appendix H. Tornado Plot – Alternative Scenario ... 57
Appendix I. ANOVA Analysis – Parameters vs Savings ... 58
Appendix J. Reallocated Nearby-Site Flow and Storage Cost Comparison Model ... 59
Appendix K. List of Parameters and Scenarios – Reallocated Nearby-Site Flow and Storage Cost Comparison Model ... 60
Appendix L. ANOVA Analysis – Factors: Reallocated Nearby-Site Flow and Storage Cost Comparison Model ... 61
LIST OF FIGURES
Figure 1 Generalized Inbound and Outbound Logistics Networks ... 1
Figure 2 Truck Flows: Segregated Management of Inbound and Outbound Logistics ... 8
Figure 3 Truck Flows: Consolidated Inbound and Outbound Deliveries ... 9
Figure 4 Multi-Factor ANOVA: Consolidation of Inbound/Outbound Logistics ... 16
Figure 5 Simulation Results: Sensitivity Analysis for Consolidated Inbound/Outbound Logistics ... 17
Figure 6 Material Flow Under Traditional Supply Chain ... 18
Figure 7 Material Flow Under Supplier Village Model ... 18
Figure 8 Key Drivers: Current Model Total Supply Chain Savings ... 24
Figure 9 Current RM/PM/FG Material Flow... 26
Figure 10 Reallocated RM/PM/FG Flow ... 27
Figure 11 Key Drivers without Plant-Direct Shipment... 31
LIST OF TABLES
Table 1 Elements of Consolidated Inbound and Outbound Deliveries Model ... 13
Table 2. Inbound Truck Arrival Triangular Distribution Parameters ... 14
Table 3. Outbound Truck Dispatch Probability Distributions and Means ... 15
Table 4. Input Parameters for Consolidated Inbound/Outbound Logistics Savings Model ... 15
Table 5. Cost Comparison Model Inputs - Supplier Village vs Traditional Supply Chain ... 21
Table 6. Cost Breakdown: Current vs Supplier Village ... 22
Table 7. Cost Breakdown: Alternative Scenario vs Supplier Village ... 23
CHAPTER 1. INTRODUCTION
In optimizing their supply chain networks, Consumer Packaged Goods (CPG) companies often focus on their outbound supply networks. These networks focus on delivery systems from the CPG’s plants and distribution centers (DCs) to their customers’ warehouses. This is definitely an important focus area for companies. In an age where customers have turned omni-channel and require quicker and cheaper deliveries, it is critical that companies meet their customers’ evolving business requirements to stay competitive. However, meeting these new requirements often incur additional costs, and necessitate increased visibility and flexibility across the entire supply chain (Dittman, 2017). It is therefore crucial to examine the end-to-end supply chain and find opportunities to optimize both costs and visibility. One often untapped source of these opportunities is the inbound supply network.
The inbound supply network describes the delivery system for the raw materials (RM) and pack materials (PM) used in manufacturing finished products. It describes how these RM and PM are transported from suppliers’ warehouses to the CPG company’s warehouses and plants. Traditionally, the inbound supply network has been considered separately from the outbound. This is mostly because agreements binding inbound deliveries, between RM/PM suppliers and CPG companies, are created in isolation from agreements binding outbound deliveries, between the CPG companies and their logistics providers. One key insight, however, is that there are potential savings at the point where, as shown in Figure 1, the inbound and outbound supply networks converge: the CPG company’s plants and distribution centers.
This report will first present a Literature Review that benchmarks inbound logistics management practices currently executed by companies in various industries. Chapters 3 - 5 will then examine three supply network design changes to the traditional inbound supply network shown in Figure 1, namely:
1. Consolidated Inbound and Outbound Deliveries 2. Supplier Village
3. Reallocated Near-Site Flow and Storage
First, the business context for each of these designs will be presented. This will be followed by a deep dive into how each of these designs can be applied to a CPG company’s supply chain. Next, a framework for the financial analysis for each of these designs will be detailed. These frameworks aim to outline the costs involved in each of these designs, and more importantly, show the savings opportunities that can be derived from these designs. Finally, these frameworks will be applied to data from test sites of the CPG company. The results and key insights will then be discussed.
CHAPTER 2. REVIEW OF RELATED LITERATURE
Although manufacturing companies have developed strong competencies in outbound logistics, there has been significantly less focus on managing and optimizing inbound logistics costs (Neubert & Bartoli, 2009). One reason is that inbound logistics can often be out of companies’ control. [These costs include transportation, customs clearance, warehousing, and distribution costs (GEP, n.d.).] Depending on the type of contract, inbound logistics costs can be handled by the company’s suppliers. In some cases, these costs may actually be better off handled by suppliers. Large chemical suppliers, for example, may have better economies of scale with carrier companies, and get better rates than their customers (Raetz, 2017) . Companies may also have little visibility on the amount they spend on inbound logistics. They may pay their suppliers lump sum for both material and logistics costs, or suppliers may not provide information on their inbound flows. Thus, companies are limited in their ability to manage costs associated with inbound logistics, such as inventory or transportation costs (Dittman, 2017). Another reason is that some Just-In-Time (JIT) manufacturing practices (which advocate low inventory and smaller shipment sizes) can often necessitate higher inbound logistics costs (Neubert & Bartoli, 2009).
Managing inbound logistics, however, has many associated benefits. Companies that have taken control of their inbound logistics management have realized efficiency savings, inventory reductions, lowered cash requirements, and improvement of the cash-to-cash cycle (Dittman, 2017). These benefits, however, also differ depending on the method used to manage inbound logistics. There are several methods to do so, and the balance of this Literature Review will share some common practices in the industry for benchmarking purposes.
Consolidation of Inbound Shipments
One source of inefficiencies in inbound logistics management is the fragmented handling of shipments across multiple suppliers. This results in companies paying high freight cause for several
Less-than-Truckload (LTL) shipments from multiple suppliers who are physically close together (Chatur, n.d.). One way to minimize these freight costs is to consolidate these inbound shipments.
Consolidation in itself can be executed in several ways. Two common methods are discussed. The first method is to use cross-docking, wherein all suppliers in a particular area would ship the company’s orders to a single warehouse, the cross-docking facility. These shipments would then be combined in a single truck, which would take the combined orders to the company’s factory (van Baar, n.d.). The second method of consolidation is Milk-Run Logistics. In this method, routing is used to consolidate deliveries across multiple suppliers who are located close together. The company would dispatch a single truck to pick up multiple LTL shipments across suppliers at agreed times. The truck would then deliver the combined shipments to the factory (Nemoto, Hayashi, & Hashimoto, 2010). Both methods have been used in industry. The YCH Group, a Singapore-based third-party logistics (3PL) provider for Motorola, used consolidation to reduce inventory holdings by $70 MM (Cheong, Bhatnagar, & Graves, 2007). The methods can also be used in conjunction. Toyota Thailand, for example, classifies suppliers as “nearby” or “remote.” Shipments from nearby suppliers are handled via Milk-Run, while shipments from remote suppliers are handled via cross-docking (Nemoto, Hayashi, & Hashimoto, 2010).
Savings can be expected in either case. The reduced number of shipments are expected to reduce transport costs and dock occupation. There may also be inventory reduction opportunities, should this setup allow a supplier to deliver more frequently. However, these consolidation methods also have associated disadvantages. For both methods, significantly more effort is required in coordinating across suppliers to ensure that delivery and pick-up schedules are strictly followed. This coordination is critical to ensuring that the consolidated shipment can proceed as scheduled. Additionally, factors like order volume and temperature requirements must be managed in order to ensure that the products can be stored together on a single truck. To minimize these complexities, consolidation has therefore been recommended for products with high and stable demand (van Baar, n.d.).
Consolidating Inbound Logistics via 3PL or Single Truck Providers
Another approach to managing inbound logistics is to consolidate truck requirement planning via a single transportation provider. One reason to do so could be to leverage the transportation provider’s logistics network. Companies, for example, have worked with CH Robinson, the largest US truck brokerage, to develop either dedicated cross-docks or an inbound logistics network that leveraged CH Robinson’s existing cross-docks (Raetz, 2017). Companies would therefore be able to enjoy the benefits of the physical consolidation methods.
Another reason to do so would be to get lower freight costs via more efficient planning. When a single provider is handling shipments across multiple suppliers, they are able to design more efficient routes. These routes may incorporate physical consolidation opportunities. A refrigeration company was able to recognize 21% savings from consolidation when it outsourced to Genpact (Genpact, 2012). School Specialty, an educational products company, was able to recognize 10-15% savings when it outsourced management of its inbound shipments to a 3PL provider (Seko, n.d.).
The routes designed by truck suppliers may also incorporate continuous moves. Continuous moves describe a scenario wherein an inbound delivery to a particular location is matched with an outbound delivery from the same location (Caplice, 2007). The net effect is the reduction of the number of “empty miles” that a truck has to travel. “Empty miles” refer to the number of miles that a truck travels without any load. “Empty miles” drive losses for the trucking companies; the trucks continue to incur costs (e.g., fuel, tolls, driver pay) for these “empty miles”, but these are not offset by any revenue for executing a delivery (Todd Trego, 2010). Therefore, should a company assign a single trucking company to manage both its inbound and outbound logistics, the carrier may be willing to provide discounts (Caplice, 2007). Alternatively, the carrier may also provide reductions in the bid price (Raetz, 2017).
Vendor-Managed Inventory
The final method for discussion is Vendor Managed Inventory (VMI). Here, inventory levels of RM/PM are managed by the suppliers. The intent is to leverage the supplier’s understanding of the demand and cost components that go into their products.
VMI can be executed in two ways. The first execution is that the company owns inventory at its own premises, but the supplier manages the inventory replenishment process for the company. The second execution differs from the first only in that the supplier owns the inventory at the company’s premises.
In both cases, the benefit for the company is better service, reduced inventory, and reduced transportation costs (van Baar, n.d.). In essence, VMI reduces inventory hedging across the system, and ensures that what is delivered to the company are only precisely what they need. However, the disadvantage of this method is that this is limited to materials that are single-sourced (i.e., there is only one supplier providing the material) (van Baar, n.d.). A study on the potential application of VMI for W.R. Grace, a chemical company, also showed that for products with stable and high demand requirements, VMI generated savings (Shen, 2005). Similar to the physical consolidation methods discussed previously, VMI can be applied in conjunction with other methods. Danone Baby Nutrition, for example, applied VMI for one supplier for its Opole factory, while other suppliers were managed via cross-docking and Milk-Run Logistics (van Baar, n.d.).
LITERATURE REVIEW CONCLUSIONS
Many savings opportunities remain to be recognized in inbound logistics. Industry practices currently include physical consolidation of inbound shipments, outsourcing of inbound logistics management, and vendor-managed inventory. Each of these methods offers savings opportunities in freight costs, inventory costs, cash efficiencies, or some combination of these. These methods are important to understand from a benchmarking standpoint.
The balance of the paper will focus on inbound logistics network designs that the CPG company is already currently executing (in isolated cases) or exploring. These designs incorporate elements from the methods discussed in this literature review, but will be more deeply discussed in the succeeding chapters. In particular, these designs are:
1. Consolidated Inbound and Outbound Deliveries 2. Supplier Village
3. Reallocated Near-Site Flow and Storage
While the CPG company has either studied or executed these designs, they have not been broadly applied across all of the company’s plants and DCs. One reason is that defining the exact scope of savings of these designs is currently an involved process which must be done on a case-to-case basis. This paper aims to simplify this process by developing generalized frameworks to analyze the financial impact of each of these network design changes. In this way, the scope of savings on different areas (such as inventory, handling costs, and transportation costs) can be easily identified and more quickly realized.
CHAPTER 3. CONSOLIDATED INBOUND AND OUTBOUND DELIVERIES 3.1 Business Context
This study aims to find savings opportunities for a CPG company via inbound logistics network redesigns. One proposed design involves consolidated planning of the delivery trucks used for inbound and outbound logistics.
Traditionally, inbound and outbound logistics networks are handled separately. Each network is handled by a different team ad are governed by separate contracts. Figure 2 shows the typical flow of trucks executing the inbound and outbound deliveries.
All outbound deliveries are managed internally by an Outbound Logistics Team working within the CPG company’s distribution center. Inbound deliveries, however, can be managed either by the supplier or by the CPG company’s Inbound Logistics and DC teams. The method of management is dependent on each supplier’s contract with the CPG company.
In either case, the segregation of management of the inbound and outbound deliveries propagates “empty miles” within the system. In Figure 2, these are marked by flows B and C. Different trucking companies, for example, may have been booked to execute the inbound and outbound deliveries. Each trucking company, therefore, would send its own truck and incur the empty miles. Another case could be
that the same trucking company had been booked to execute the deliveries, but because different teams did the booking at different times, the trucking company may not have been able to plan the flow of its trucks efficiently.
The proposed redesign to the inbound logistics network aims to reduce the occurrence of “empty miles.” The key element to executing the redesign is that a single trucking company will be used to handle most, if not all, inbound and outbound deliveries. To execute, for supplier-managed inbound deliveries, the CPG company will work with its suppliers to engage in collaborative planning between the suppliers, the trucking company, and the CPG company. Internally-managed inbound and outbound deliveries will be defaulted to the single trucking company as much as possible. The trucking company would therefore have visibility of all required deliveries across the inbound and outbound logistics network. This visibility will allow the trucking company to plan the use of its trucks. The intent is to maximize the cases wherein an inbound truck can be reused as an outbound truck. In other words, after completing an inbound delivery to the plant, the truck would be designated to conduct an outbound delivery. This would eliminate flows B and C, reducing the truck flow to that shown in Figure 3.
The reduction of “empty miles” is a significant value-add for the trucking company. Aside from reducing their losses, they are also able to increase their capacity. Thus, the Consolidated Inbound/Outbound Logistics design also benefits the trucking company by increasing the amount of business allocated to them.
The CPG company can, in turn, leverage these benefits in its negotiations with the trucking company. For example, the increased capacity could allow the trucking company to offer lower bid rates
than the current rates provided (Raetz, 2017). Companies that have executed some form of inbound consolidation (whether inbound only or both inbound/outbound) have experienced savings within the range of 3% - 20% (Blanco, 2013; Genpact, 2012; Seko, n.d). Aside from the transportation cost savings, there may also be benefits associated with outsourcing planning to a single trucking company. A white paper commissioned by CH Robinson (a truck brokerage), has found that outsourcing the management of shipments to a broker reduced costs by 9%, inventory by 5%, and fixed logistics costs by 15% (Dittman, 2017).
3.2 Methodology
A financial framework was constructed in order to determine the scope of savings of this design. For the purposes of this framework, a “matched trip” is defined as a pair of deliveries wherein an inbound delivery truck was reused as an outbound delivery truck. This is opposed to an “unmatched trip” where inbound delivery is independent of an outbound delivery. The framework is founded on the idea that the incurred savings of a matched trip is a fixed percentage of the transportation costs of two unmatched trips. Note that while the incurred savings is assumed to be a fixed percentage, it is a fixed percentage of a variable number: the number of matched trips. The number of matched trips is primarily dependent on two factors: the number of inbound trucks in a day, and the number of outbound trucks on the same day. The number of matched trips is capped by the minimum between the number of inbound trucks and the number of outbound trucks available on a certain day.
Another constraint on the number of matched trips per day is the ability to reuse an inbound truck as an outbound truck. Some inbound trucks cannot be reused as outbound trucks. Examples include refrigerated trucks, which may be required for certain RM or PM, but is not preferred for outbound trucks due to cost. Another example is a truck configured to hold chemical RM, which, for consumer safety purposes, cannot be used to deliver finished products.
The framework therefore took the following approach. First, it determined whether there were significant factors affecting the distributions of the number of inbound and outbound trucks per day. It then segmented the data by these factors. Second, it identified the probability distributions underlying the number of inbound and outbound trucks per day. Finally, it ran a simulation using the identified distributions to determine the range of the number of matched trips per day, and consequently, the expected value of savings incurred. Each of these steps are detailed below.
3.2.1 Determination of Significant Factors Affecting Truck Distribution
Analysis of Variance (ANOVA) was used to determine whether time factors significantly affected inbound and outbound truck distribution. ANOVA is a statistical method which tests whether a particular factor, called a “treatment”, affects the mean of the variable being studied (Montgomery & Runger, 2003). In the case of this model, the variable being studied is the number of inbound or outbound trucks that arrived in a day. The treatment factor tested was the day of the week, as qualitative interviews revealed that dispatch and receiving volume were drastically different on weekdays and weekends. This would provide a basis for segmenting truck arrival and dispatch data, in order to determine the underlying probability distribution. More details of the ANOVA experiment used in this model are provided in Appendix A. Multi-Factor ANOVA: Expounded Explanation.
The ANOVA was run on inbound and outbound data separately1. The data was then segregated by
the time intervals determined to be statistically significant by the ANOVA. Identification of truck arrival probability distributions, which will be described in Section 3.2.2 Determination of Inbound and Outbound Truck Distributions, was then applied separately to each time-segmented set of data.
1 Note that historical data on the number of inbound trucks per day was not available for this study. For the ANOVA analysis, number of inbound
3.2.2 Determination of Inbound and Outbound Truck Distributions
This step aimed to determine the probability distribution underlying the number of trucks per day for each data segment generated by the multi-factor ANOVA. Inbound and outbound distributions were treated differently.
For this framework, it is critical to understand the exact number of inbound trucks per day, as savings are computed on a per-truck level. This data, however, was unavailable for this study.2 Therefore,
estimates from interviews with the CPG company’s DC managers were used to fulfill the parameters of the triangular distribution, where:
a – the minimum number of trucks received per day b – the maximum number of trucks received per day c – the most frequent number of trucks received per day
Complete data on the number of outbound trucks per day were available. This data was run through various goodness-of-fit tests via Minitab statistical software. Goodness-of-fit tests are statistical tests determined to assess how well a particular distribution (e.g., normal, uniform, Poisson) fits the provided data. They compare the provided data with the expected values of the data, should a particular distribution be accurate (STAT 504: Analysis of Discrete Data, 2018). Each test has its own parameters, and the ones applicable to this model will be further discussed in the results section of the chapter.
3.2.3 Simulation
For each time segment, a simulation was created to determine the scope of savings per day. Each simulation consists of 2000 runs, each representing one day, and each run generating a value of savings. The average of these 2000 runs is then taken in order to get a good approximation of the real scope of savings. The run consists of several elements, described in Table 1.
2 This was due to the fact that, as mentioned in Chapter 3.1, inbound shipments are currently handled by both external and internal parties. Thus
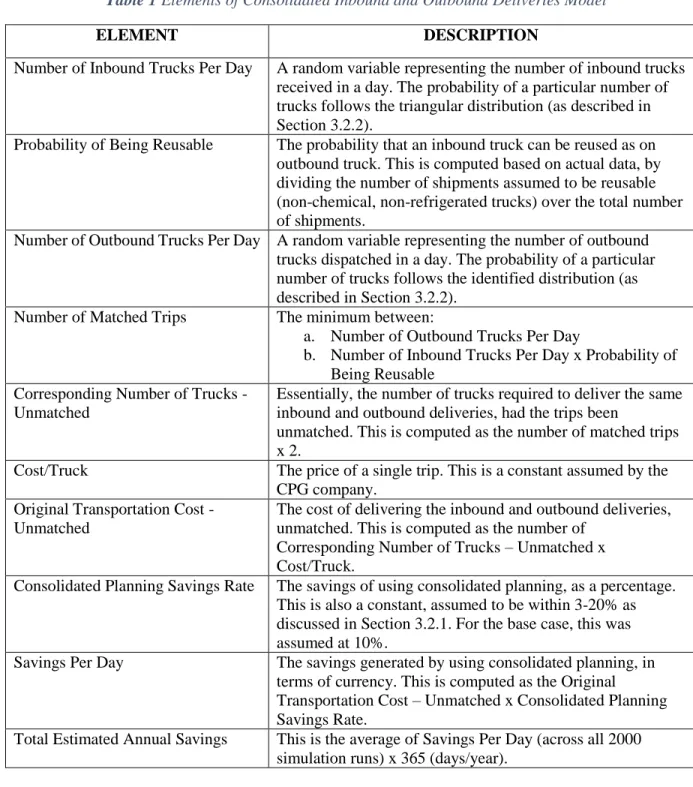
Table 1 Elements of Consolidated Inbound and Outbound Deliveries Model
ELEMENT DESCRIPTION
Number of Inbound Trucks Per Day A random variable representing the number of inbound trucks received in a day. The probability of a particular number of trucks follows the triangular distribution (as described in Section 3.2.2).
Probability of Being Reusable The probability that an inbound truck can be reused as on outbound truck. This is computed based on actual data, by dividing the number of shipments assumed to be reusable (non-chemical, non-refrigerated trucks) over the total number of shipments.
Number of Outbound Trucks Per Day A random variable representing the number of outbound trucks dispatched in a day. The probability of a particular number of trucks follows the identified distribution (as described in Section 3.2.2).
Number of Matched Trips The minimum between:
a. Number of Outbound Trucks Per Day
b. Number of Inbound Trucks Per Day x Probability of Being Reusable
Corresponding Number of Trucks - Unmatched
Essentially, the number of trucks required to deliver the same inbound and outbound deliveries, had the trips been
unmatched. This is computed as the number of matched trips x 2.
Cost/Truck The price of a single trip. This is a constant assumed by the CPG company.
Original Transportation Cost - Unmatched
The cost of delivering the inbound and outbound deliveries, unmatched. This is computed as the number of
Corresponding Number of Trucks – Unmatched x Cost/Truck.
Consolidated Planning Savings Rate The savings of using consolidated planning, as a percentage. This is also a constant, assumed to be within 3-20% as discussed in Section 3.2.1. For the base case, this was assumed at 10%.
Savings Per Day The savings generated by using consolidated planning, in terms of currency. This is computed as the Original
Transportation Cost – Unmatched x Consolidated Planning Savings Rate.
Total Estimated Annual Savings This is the average of Savings Per Day (across all 2000 simulation runs) x 365 (days/year).
3.3 Results
The output of the methodology described in Section 3.2 Methodology is the annual savings expected if consolidation were implemented. The total annual savings was computed as the sum of the
expected annual savings of each segment generated by the process described in Section 3.2.1 Determination of Significant Factors Affecting Truck Distribution.
3.3.1 Significant Factors Determined to Affect Truck Distribution
The ANOVA analysis determined the impact of day of the week to truck arrivals. This was done separately for inbound and outbound distribution.
It was found that the time of the week (i.e., weekday or weekend) affected inbound distribution to the sample site. For outbound distribution to the sample site, it was determined that unlike inbound distribution, the data needed to be segmented into four groups: Saturday, Sunday, Monday, and balance weekdays (referred to as “TWHF” hereafter). As these groups were more granular than the inbound distribution groups, the data was segmented into the outbound distribution groups. Appendix B. Day of the Week Impact to Inbound and Outbound Truck Distribution – Consolidated Inbound/Outbound Logistics Model shows the JMP results for this analysis.
3.3.2 Underlying Probability Distributions of Inbound and Outbound Trucks
As discussed in Section 3.2.2 Determination of Inbound and Outbound Truck Distributions, the next step was to identify which probability distribution guided the number of inbound and outbound trucks managed by the DC in a day.
For inbound trucks, which assumed a triangular distribution, the parameters for each time segment were gathered via interview with the site’s DC managers. These parameters were based on the current situation in the DC, and are summarized in Table 2. Inbound Truck Arrival Triangular Distribution Parameters.
Table 2. Inbound Truck Arrival Triangular Distribution Parameters
Time Segment Minimum Number of Trucks Received Per Day
(a)
Maximum Number of Trucks Received Per
Day (b)
Typical Number of Trucks Received Per Day
(c)
Saturday 10 40 30
Monday 40 75 50
TWHF 40 75 50
For outbound trucks, the data was divided by time segment. Each time segment was then subjected to goodness-of-fit tests to determine what probability distribution was best suited to the model. If the data did not match any probability distribution, an empirical distribution was created based on the data. Table 3 summarizes the determined distributions per time segment, as well as shares the mean. The full distributions are shared in Appendix C. Underlying Probability Distributions – Consolidated Inbound/Outbound Model.
Table 3. Outbound Truck Dispatch Probability Distributions and Means
Time Segment Probability Distribution Mean
Saturday Normal 37
Sunday Empirical 2
Monday Empirical 182
TWHF Empirical 238
3.3.3 Simulation Results
The simulation model was run for each time segment, using the determined probability distribution parameters. This model can be seen in Appendix D. Simulation Model – Consolidated Inbound/Outbound Logistics. First, a “base case” scenario was run. The base case scenario modeled expected annual savings using best estimates of the inputs needed to run the model. These inputs were: Probability of Being Reusable, Consolidated Planning Savings Rate, and Cost/Truck.
Afterwards, a sensitivity analysis was conducted on these inputs. The three input parameters were adjusted to reflect “Low”, “High,” and “Stretch” parameters. The resulting changes to the output of annual savings were then analyzed to determine which inputs had the most impact on savings.
The inputs used the analysis are summarized in Table 4. The base case inputs represent the company’s current best estimates of the model’s input parameters. These best estimates were then adjusted
such that the “Low” estimate is 75% of the base, the “High” estimate is 125% of the base, and the “Stretch” estimate is 175% of the base.
Table 4. Input Parameters for Consolidated Inbound/Outbound Logistics Savings Model
Input Base Low High Stretch
Probability of Being Reusable (%) 28% 21% 35% 50% Cost/Truck ($/truck) $1,000 $750 $1,250 $1,750 Consolidated Planning Savings Rate (%) 10% 8% 13% 20%
3.3.3.1 Simulation Results
Using the base case estimates, the model shows potential annual savings in the range of $800K should consolidation be implemented.
The sensitivity analysis considered all possible scenario combinations across the three input parameters. There were 64 combinations in total. Each combination was then run 5 times, in order to generate a representation of the range of savings for each combination. The results for each run are consolidated in Appendix E. Sensitivity Analysis – Consolidated Inbound/Outbound Logistics Model. A multi-factor ANOVA was then run on the sensitivity analysis results.
The ANOVA analysis showed that all of these factors, including their interactions, had a significant effect on the value of savings. This is shown by the low p-values of all factors in Figure 4. This means that changes in any of these individual factors would affect savings. For example, finding a way to maximize the probability of trucks being reusable would increase total savings.
However, the significance of interactions shows that savings can be maximized when the factors are combined. The plot of these simulation results in Figure 5 Simulation Results: Sensitivity Analysis for Consolidated Inbound/Outbound Logistics, illustrates that savings are maximized when all three factors are in the “Stretch” scenario. In other words, a very high probability of reusing trucks, and very high negotiated savings rate with truckers would generate the highest savings, even when truck costs are very high. For the generated scenarios, for example, the computed savings averaged at $4.64M. The watch out of this model is that it takes the analysis from a savings perspective, rather than a cost perspective. In practice, the
company should focus on finding ways to ensure Probability of Being Reusable and Savings Rate are high, while at the same time trying to keep truck costs low.
3.3 Recommendations
Pursuing consolidated inbound/outbound logistics could be a significant source of savings annually. It is therefore recommended that the company further deep dive into the two key factors to its implementation:
1. Probability of reusing trucks – the company currently does not have clear data on inbound trucks. By tracking the count and type of inbound trucks, the company will be able to better estimate how many of these trucks can be reused. Moreover, this data could help the company find ways to increase this probability in order to maximize savings.
2. Negotiated savings rate for consolidation – the actual percent savings will be ultimately determined by the carriers. It is therefore recommended that the company conduct joint studies with their current carrier providers to get a better understanding of the sources and size of potential savings.
CHAPTER 4. SUPPLIER VILLAGE 4.1 Business Context
In traditional and most general supply chains, suppliers keep their inventory in warehouses close to their production facilities. Once their customer places an order, the suppliers then dispatch that order from their warehouse. This delivery might take days or weeks, depending on how far supplier warehouses are from customer locations. In order to address the long delivery lead-time, some companies have moved to supplier village (Nemoto, Hayashi, & Hashimoto, 2010). Under the Supplier Village model, suppliers keep and manage their inventory from storage facilities closer to their customers. This not only helps their suppliers with shorter lead-time but also reduces inventory at customer locations. The decrease in inventory is the result of a reduction in safety stock due to shorter lead times. Figure 6 and Figure 7 illustrate.
Figure 7 Material Flow Under Supplier Village Model Figure 6 Material Flow Under Traditional Supply Chain
For this project, one of the CPG company’s manufacturing plants in Europe was studied. This CPG company evaluates the benefits of moving its suppliers to supplier village financially by calculating the Net Present Value (NPV) of the project. Positive NPV means financial benefits for the company to have its suppliers move to Supplier Village.
Traditionally, the CPG company has computed the project NPV only for the company. This, however, might not necessarily be true for entire supply chain. Specifically for Supplier Village, savings may be on the side of the supplier, rather than the company. However, this does not mean that the CPG company cannot benefit. By working collaboratively with their suppliers on the Supplier Village model, the CPG company can potentially commercialize or share the savings with the supplier. Therefore, in this study, cost was calculated for the entire supply chain (i.e., both for the supplier and the CPG Company) under both scenarios – with and without supplier village.
4.2 Methodology
In order to calculate the NPV, inventory at each stage of the supply chain under both scenarios was calculated. Inventory was segregated into three components – cycle, safety, and pipeline stock – to understand how changing different factors will influence total inventory in both delivery models. Changes in lead time and the consequent change in delivery frequency would change total inventory in both models.
4.2.1 Calculating Inventory
Inventory levels were calculated using the following formulas: a. Cycle Stock3 = 𝐷𝑅
2 b. Pipeline Stock: 𝐷𝐿
c. Safety Stock: 𝐷𝐼
d. Total Inventory: Cycle Stock + Safety Stock + Pipeline Stock
where:
D: Daily Demand ($) R: Review period (days)
3This model assumes that the company uses a periodic review replenishment system.
I: Number of days of inventory (day) L: Lead time (day)
4.2.2 Calculating Cost
After calculating the total inventory at each stage, cost is calculated for each stage. Doing this calculation for each stage in isolation with other stage is important because rates can vary at each stage, assuming all costs can vary with varying geographies.
Holding Cost
Holding cost is calculated by multiplying the computed inventory levels by the assumed holding rate. Holding Cost: Total Inventory in $ * Inventory Holding Rate
Handling Cost
Handling cost is calculated by dividing loading and unloading into weeks and weekdays assuming there can be different labor rates depending on day of the week. Thus, percentage distribution of pallets with respect to day of the week is one of the inputs in handling cost equation.
Total handling cost: ∑𝑛𝑖=1(Handling rate ∗ Percent of delivery ∗ Total inventory) Transportation Cost
Transportation cost is subdivided into trucking and shuttling costs. Trucking costs are those relating to transporting the goods from the supplier to either the CPG company’s warehouse, or the Supplier Village warehouse. Shuttling costs are those related to transporting the goods from the Supplier Village warehouse to the CPG company’s plant. Both the number of trucks and shuttles are assumed to be functions of how many pallets of products can fit in the vehicle.
Number of Trucks Per Year = Annual demand in pallets/(Number of pallets/truck) Annual Trucking Cost = Number of trucks per year * Cost/truck
Number of Shuttles Per Year = Annual demand in pallets/(Number of pallets/truck) Annual Shuttling Cost = Number of trucks per year * Cost/truck
Storage Cost
Storage cost is an assumed warehousing cost which is a function of the number of pallets. Storage Cost = Annual demand in pallets * Cost/pallet/day * days/year
Total Supply Chain Cost
The cost of the total supply chain is then taken as the sum of all associated costs:
Total Supply Chain Cost = Holding Cost + Handling Cost + Transportation Costs + Storage Costs
4.2.3 Cost Comparison Model
A cost comparison model was then built to analyze each of these costs for the current supply chain and the Supplier Village supply chain. The full model can be viewed in Appendix F. Model – Supplier Village Cost Comparison.The model was designed such that the company could use it as a general template for evaluating Supplier Village as an alternative to the traditional supply chain. As such, the model required several inputs, summarized in Table 5. Cost Comparison Model Inputs - Supplier Village vs Traditional Supply Chain.
Table 5. Cost Comparison Model Inputs - Supplier Village vs Traditional Supply Chain
INPUT RATIONALE
Annual Demand (pallets) Input for calculating holding, transportation, and storage costs
Truck Cost ($/truck) Inputs for calculating transportation costs
Pallets/Truck
Shuttle Cost ($/shuttle) Pallets/Shuttle
Unloading Cost ($/pallet) a. Weekdays b. Saturdays c. Sundays
Inputs for calculating handling costs
Loading Cost ($/pallet) a. Weekdays b. Saturdays c. Sundays
Pallet Volume Handled (% of Total Volume) a. Weekdays
b. Saturdays c. Sundays Count of Loading at Site Count of Unloading at Site
Storage Cost ($/pallet/day) Input for calculating storage costs
Annual Demand ($) Input for calculating inventory and holding costs
Holding Rate (% Per Year) Days Between Orders (days)
Safety, Anticipation, & Excess Stock policy (days on hand)
4.3 Results
This study focuses on not on one of the stages of supply chain, but end-to-end supply chain costs to better determine the impact of a Supplier Village model to cost. The cost comparisons were run on a “base scenario” where inputs were based on best estimates of the input parameters. A sensitivity analysis was then conducted to understand exactly which factors had a significant impact on total supply chain costs. In the sensitivity analysis, the demand and inventory days parameters (i.e., days between orders, safety stock policy, and lead time) were assumed constant. All other parameters were given a “Low” and “High” estimate with which to compute costs. The full list of parameters are provided in
Appendix G. List of Parameters and Scenarios – Supplier Village Cost Comparison Model. Multi-factor ANOVA was then conducted on each parameter to determine which had a significant impact on total supply chain costs.
4.3.1 Base Case Results
Under the base case, if the test site were to move to a Supplier Village model, there would be a 21% reduction in total supply chain costs, or around $886,000 annually. Table 6 summarizes the cost breakdown results for the sample site. The cost breakdown shows that the Supplier Village model generates significant savings via reduced inventory and reduced storage costs. This is because the supplier and the CPG company would now jointly be managing a single inventory pool at the Supplier Village warehouse, instead of managing two separate piles of inventory.
Supplier Village seems to be a feasible alternative in cases where the supplier has a supply chain with multiple storage and touch points. The supplier studied in the base case, for example, stores its finished products in an external warehouse, rather than in the production facility. This incurs costs in shuttling and handling. Considering an alternative scenario, however, wherein the supplier stores its finished products in its production facility, decreases savings materially. The cost breakdown of this alternative is shown in Table 7. Cost Breakdown: Alternative Scenario vs Supplier Village.
The key insight here is that the Supplier Village model is essentially a trade-off between inventory reduction and handling and shuttling costs. There may be cases where handling and shuttling costs may increase. In the alternative scenario shown in Table 7. Cost Breakdown: Alternative Scenario vs Supplier Village for example, Supplier Village actually adds costs from having more touches and shuttling requirements. This is because the inventory flows to the intermediate Supplier Village warehouse rather than direct from supplier to plant. In situations with this setup, the inventory savings would need to be enough to offset the additional costs in order for Supplier Village to be feasible.
Overall though, Supplier Village shows potential in generating savings for the company. In choosing candidates for the Supplier Village model, the company should prioritize suppliers with operations involving high levels of handling and with multiple storage facilities. The Supplier Village model is then more likely to breakeven (or even save) in terms of handling and transportation costs, on top of generating the inventory reduction savings.
4.3.2 Sensitivity Analysis Results
Factors affecting total supply chain costs were plotted on a tornado chart in order to determine the relative impact of each factor to total supply chain cost savings. As shown in Figure 8 Key Drivers: Current Model Total Supply Chain , holding rate and storage costs were identified to be the key drivers of total supply chain cost savings for the test site’s supply chain. The balance factors were not found to be significant savings drivers for the test site’s supply chain. This is because the Supplier Village model maintains the same number of touches and shuttling requirements. If the model were tested on a different
supplier supply chain setup, the balance factors would have greater impact on savings. (A sample is shown in Appendix H. Tornado Plot – Alternative Scenario)
To confirm the hypothesis that holding and storage rates were the key savings drivers, ANOVA analyses were also conducted on these factors. The ANOVA analyses confirmed this hypothesis. Inventory costs (i.e., holding and storage costs) were found to be statistically significant factors that affected both the current and the Supplier Village models costs. However, shuttling and handling costs were only found to be significant in the Supplier Village model costs. This is because of the large impact these two factors have on the Supplier Village model, in that they are the main sources of upcharge. These results further substantiate the importance of the tradeoffs between inventory reduction, shuttling, and handling in the Supplier Village model.
Holding rate and storage costs were determined to be the top savings drivers. This implies the importance of managing inventory levels. As the holding rate increases and/or storing inventory becomes more expensive, the Supplier Village model pays off by pooling the supplier and CPG company’s inventories. The higher the holding and storage rates are, the more Supplier Village is able to offset the
incurred handling and shuttling costs. Therefore, in markets with very high holding or storage rates, the Supplier Village model is a good option.
Again, depending on the supplier’s supply chain, shuttling and handling costs may become key savings drivers as well. The Supplier Village model could be used as a means to reduce suppliers’ handling and shuttling costs, if the suppliers had multiple storage locations. The pooled inventory would mean management of only one location, and therefore a more streamlined supply chain. This could be the best way to leverage the model.
4.3 Recommendations
The Supplier Village model may be a source of savings for this supplier, if matched with the right suppliers. The model seems to be a good fit for the test supplier. It is therefore recommended that the company engage with the test supplier on potentially operationalizing Supplier Village. It is also recommended that the company test the model with other suppliers with more complex supply chains. Furthermore, the company can conduct additional deep dives, particularly in identifying the optimal inventory policies should Supplier Village be implemented. Optimizing the inventory policies specifically for Supplier Village would minimize inventory requirements, which is the main source of savings for this model. More importantly, changing to a Supplier Village would require significant contract changes with the suppliers. Incoterms, for example, may need to be revised. It is therefore recommended that the company study the needed changes to implement Supplier Village, as these may add constraints not yet considered in the model.
CHAPTER 5: REALLOCATED NEARBY-SITE FLOW AND STORAGE 5.1 Business Context
Another part of the project was to study one of the manufacturing locations in North America. Under the current scenario for this plant, raw materials (RM) and pack materials (PM) are delivered and stored at an onsite facility. Finished goods (FG) are moved to near site warehouses and the distribution center, which are within the vicinity of the manufacturing plant. Under this supply chain design, most of the plant space is used in storing raw material, leaving less room for FG. This part of the study focuses on the benefits of switching storage for raw material and pack material with that of finished product. The current and proposed configurations are shown in Figure 9 Current RM/PM/FG Material Flow and Figure 10 Reallocated RM/PM/FG Flow, respectively.
There are two main motivations behind switching storage of RM/PM with FG. The first motivation is that there will be a reduction in touches and shuttling of FG. This should help reduce handling and transportation costs. The second motivation is that moving RM and PM will free up the space for finished goods. This increase the ability to deliver directly to some of its big customers from the plant and maintain a steady flow of deliveries. This plant direct shipment will bring in additional savings.
5.2 Methodology
To analyze overall benefits of reallocation of inventory, material flow was mapped out for both the supply chains, as shown in Figure 9 Current RM/PM/FG Material Flow and Figure 10 Reallocated RM/PM/FG Flow. This gives a clear picture of how the change in flow of materials will impact factors such as shuttling and handling. To better derive saving opportunities cost benefits were divided into 2 main categories: savings with and without plant-direct-shipment.
5.2.1 Savings without plant-direct-shipment 5.2.1.1 Transportation Savings
Difference of transportation cost in current scenario and proposed scenario brings savings. Transportation costs incurred can be broken down into following components:
Current scenario
i) Transportation cost of RM and PM trucks from supplier to manufacturing plant ii) Shuttling cost of FG from manufacturing plant to overflow warehouses and DC iii) Transportation cost from warehouses and DC to customers
Proposed scenario
i) Transportation cost of RM and PM trucks from supplier to overflow warehouses and DC
ii) Shuttling cost of RM and PM from warehouses and DC to plant iii) Transportation cost of FG from plant to customers
5.2.1.2 Handling Cost Savings
Handling cost is a factor of number of touches. Every time a pallet is loaded or unloaded handling cost is incurred. Total handling cost under both the scenarios is calculated by taking into consideration number of pallets coming in or going out. Difference of handling cost in both the scenarios lead to saving opportunities.
Handling cost = number of touches * handling cost/pallet * number of pallets
5.2.1.3 Inventory Savings
Proposed scenario will lead to reduction in DOH (days of hand) of inventory. Reduction in inventory brings additional savings.
Inventory savings = holding rate * DOH (days of hand) savings * inventory value
5.2.2 Savings with plant-direct-shipment
Shipping finished goods directly from plant gives the company an opportunity to maintain a steady flow of deliveries to customers. This yields additional savings in two areas: Transportation and Excess Inventory Savings.
5.2.2.1 Transportation Savings
The steady flow of pallet volume will help the company to better negotiate fixed volume transportation prices with carriers and bring savings.
Transportation savings = Ps *Pt * Ct * To where:
Pt= percent of transportation savings Ct = Cost per truck
To = Number of o/b trucks
5.2.3.2 Excess Inventory savings:
In the current scenario, inventory is built up at overflow warehouses and the DC. If Plant-Direct Shipment is implemented on top of reallocating RM/PM, then because of the steady flow of deliveries, less inventory will be stored. This brings in the savings opportunity from the reduction of excess inventory.
Excess Inventory savings = DOH savings * holding rate * inventory value * percent of steady flow 5.2.3.3 Cross Dock savings:
Steady flow of deliveries synchronize arrival of products from plant to warehouse and loading from warehouse to customers. This synchronized cross docking brings savings by reducing storage and logistics costs.
Cross Dock savings = percent of cross dock savings * handling cost/pallet * number of steady flow pallets
5.3 Results
A cost comparison model was run, incorporating all the relevant costs across the supply chain. The full model can be viewed in Appendix J. Reallocated Nearby-Site Flow and Storage Cost
Comparison Model.
5.3.1 Base Case Results
Under the base case, it was determined that relocating FG inventory with RM & PM would bring approximately 5% to 6% savings without plant direct shipment and 8% savings with plant direct shipment. Table 8. Savings with Base Case Scenario summarizes total costs and savings with and without plant direct shipment. These savings are calculated with base case scenarios as input.
Table 8. Savings with Base Case Scenario
Current Scenario Proposed Scenario
Total Truck Cost $36,500,000 $36,500,000
Total Shuttle Cost $5,173,875 $3,558,750
Total Handling Cost $4,746,825 $3,777,750
Total Cost($/year) $46,420,700 $43,836,500
Savings
Without Plant-direct-shipment ($/yr)
Proposed Scenario Savings 2584200
Additional Inventory Savings 37500
Total Savings 2621700
With Plant-direct-shipment ($/yr)
Plant direct shipment Savings 1143980
Total Savings 3765680
5.3.2 Sensitivity Analysis Results
All the input factors were analysed looking at p-value from regression models to check significance level. For savings without plant-direct-shipment, all factors except cost/truck and pallets/truck have significant impact on savings. For savings with plant-direct-shipment, all factors are significant.
Further using tornado chart relative impact of each input factor was observed. As can be seen in Figure 11 Key Drivers without Plant-Direct Shipment, for without plant-direct-shipment number of outbound trucks /day is the most significant factor in driving savings, with number of inbound trucks/day as the next important factor. However, cost/truck and pallets/truck are least important, which was also observed with regression model.
Figure 11 Key Drivers without Plant-Direct Shipment
For plant direct shipment all input parameters are significant with number of outbound trucks per day as the most relevant factor and percent of outbound trucks going directly to ship to point under proposed scenario as next relevant factor.
5.4 Recommendations
As observed in Section 5.3, there are saving opportunities with reallocating raw material and pack material with finished goods. These savings lie in the range of 5% to 8% in the base case scenario. As observed, one of the main factors bringing savings is the number of finished goods sent from plant directly to the ship-to point. It is therefore recommended that the company try to bring this percentage up, as this will significantly improve the saving opportunities. The company should conduct further deep dives on how to implement this reallocation and how to increase the range of significant factors. Another important factor is the percent of plant direct shipment, as it adds to steady flow of deliveries and additional savings. It is therefore a good savings opportunity if the company implement plant direct shipment along with reallocating inventory.
CHAPTER 6. CONCLUSIONS
This report aimed to identify whether three redesigns to the CPG company’s inbound supply network would yield savings opportunities. These three designs were:
1. Consolidated Inbound and Outbound Deliveries – re-using inbound delivery trucks as outbound delivery trucks, to generate savings by reducing empty miles
2. Supplier Village – consolidating the inventory of the CPG company and their supplier into a single warehouse located near the CPG company’s manufacturing plant
3. Reallocated Near-Site Flow and Storage – moving storage of RM/PM in the CPG company’s manufacturing plant to overflow warehouses currently storing FG, to allow increased FG storage in the plant, reduce FG handling and shuttling costs, and provide capacity for Plant-Direct Shipment
For each design, the costs were outlined in order to compare the cost of the current and the proposed scenarios, and identify whether there were savings opportunities.
Design 1 looked at applying a negotiated savings rate on current truck costs, assuming a portion of the inbound trucks could be reused as outbound trucks. At the base case, approximately $800K worth of annual savings could be realized for the test site. It was also determined that to maximize savings, the company should work on jointly: 1) increasing the probability of being able to reuse an inbound truck as an outbound truck, and 2) negotiating with the carrier as high a savings rate as possible.
Design 2 looked at inventory, handling, transportation, and storage costs across the current and proposed Supplier Village design. At the base case, it is expected that approximately $886K can be saved annually from a total supply chain standpoint, should Supplier Village be implemented. This was driven primarily by the reduction in total overall inventory, the key driver of costs in the current supply chain. Depending on the supplier’s supply chain, implementing Supplier Village could incur significant shuttling and handling costs, to the point that transportation and warehousing could become drivers of costs in this
model. In general, therefore, it would only make sense to implement Supplier Village if the inventory reduction were significant enough to outbalance the increased transportation and handling costs. This is most likely to be the case when suppliers have inefficient supply chains with multiple handling and transportation steps.
Design 3 looked at inventory, handling, transportation, and storage costs across the current and proposed storage allocation of materials for the test site. In addition, this design looked at additional savings if Plant-Direct Shipment were applied (for which the reallocation of materials would be a prerequisite). It was determined that at the base case, a 5-8% reduction in costs ($2.6M) could be recognized annually. This was driven by the reduction of transportation and handling costs. Implementing a Plant-Direct Shipment scheme on top of reallocation could yield an additional $1M worth of savings.
This report resulted in models which can serve as general templates the CPG company can use to evaluate these designs for any of their sites. However, each site may have additional considerations which have not been incorporated into these models. It is therefore recommended that the templates be used as a starting point for determining the size of prize of inbound logistics network redesign projects. The models can then be refined as necessary for each site. In addition, these designs would require significant contract changes with both suppliers and logistics providers. It is therefore recommended that the CPG company do collaborative work with the suppliers and logistics providers, not only to get better estimates of the percent savings of these projects, but also to find further opportunities to maximize these savings.
REFERENCES
Blanco, E. E. (2013). Case Studies in Carbon Efficient Logistics Caterpillar: Light-Weighting and Inbound Consolidation. Retrieved from MIT Center for Transportation & Logistics:
http://ctl.mit.edu/sites/ctl.mit.edu/files/library/public/MIT%20CTL%20Caterpillar%20Case%20Study.pdf
Caplice, C. (2007). Electronic Markets for Truckload Transportation. Production and Operations Management, 423-436.
Chatur, A. A. (n.d.). Best Practices: Inbound Logistics Programs. Retrieved from Driving Costs out of the Supply Chain: Inbound Logistics.
Cheong, M. L., Bhatnagar, R., & Graves, S. C. (2007). Logistics Network Design with Supplier Consolidation Hubs and Multiple Shipment Options. Journal of Industrial and Management Optimization, 51-69.
Dittman, J. P. (2017). Inbound Transportation: Is It the Missing Link In Your Supply Chain?
Genpact. (2012). Genpact helps a Refrigeration Equipment Manufacturer Improve its Existing Transportation Network. Retrieved from http://www.genpact.com/docs/resource-/genpact-helps-a-refrigeration-equipment-manufacturer-improve-its-existing-transportation-network
GEP. (n.d.). Cost Breakdown Analysis The Final Frontier in Cost Cutting. Retrieved from GEP.com: https://www.gep.com/white-papers/cost-breakdown-analysis-final-frontier-cost-cutting
Montgomery, D. C., & Runger, G. C. (2003). Applied Statistics and Probability for Engineers. John Wiley & Sons, Inc.
Nemoto, T., Hayashi, K., & Hashimoto, M. (2010). Milk-Run logistics by Japanese automobile manufacturer in Thailand. Procedia Social and Behavioral Sciences .
Neubert, G., & Bartoli, P. (2009). Impact of Inbound Logistics on Design of Production System. Proceedings of the 13th IFAC Symposium on Information Control Problems in Manufacturing (pp. 1802 - 1807). Moscow: IFAC.
Seko. (n.d.). PO Management system assists in consolidating inbound orders and streamlining internal processes. Retrieved from sekologistics.com:
https://www.sekologistics.com/media/115603/us_letter_school_specialty_case_study_pdf.pdf
Shen, V. (2005). VMI vs. Order Based Fulfillment.
STAT 504: Analysis of Discrete Data. (2018). Retrieved from Penn State Eberly College of Science: https://onlinecourses.science.psu.edu/stat504/node/60
Todd Trego, D. M. (2010). An Analysis of the Operational Costs of Trucking. Retrieved from ATRI-Online: http://www.atri-online.org/research/results/ATRITRBOpCosts.pdf
van Baar, C. (n.d.). Improving Inbound Logistics: Summary. Retrieved from
http://studenten.tudelft.nl/fileadmin/UD/MenC/Support/Internet/TU_Website/Studentenportal/Studentenpor tal/Faculteitspecifiek/Civiele_Techniek/Onderwijs_onderwerpen/MSc_Opleidingen/TIL/Afstudeer_samenv attingen/doc/Summary__van_Baar.pdf
Wright, D. (2017, June 29). "Easy" Excel Inverse Triangular Distribution for Monte Carlo Simulations. Retrieved from Dawn Wright, Ph.D.: Learning, Statistics, and me: https://www.drdawnwright.com/?p=17101
APPENDIX
Appendix A. Multi-Factor ANOVA: Expounded Explanation
ANOVA tests the null hypothesis, 𝐻0, that the variance of the treatment effects, 𝜎𝜏2 , is equal to 0 (Montgomery & Runger, 2003). For this model, the null hypothesis is that the treatment factors mentioned above have no effect on the average number of inbound or outbound trucks per day. A p-value, defined as the probability that the test statistic will be greater than or equal to its observed value assuming 𝐻0 is true, is then generated. Should the p-value be lower than the acceptable range of 0.05 error (to generate a 95% confidence), 𝐻0 is rejected (Montgomery & Runger, 2003). For this model, this p-value measures the probability that the number of trucks per day would be the value it actually was, if it were indeed true that the treatment effects were unimportant. If that probability is so low (less than 0.05), then it is safe to reject the idea that the treatment has no impact on the number of trucks per day.
Appendix B. Day of the Week Impact to Inbound and Outbound Truck Distribution – Consolidated Inbound/Outbound Logistics Model
Inbound Truck Arrival
Inbound Truck Arrival – Weekend – no significant difference between Saturdays/Sundays
Outbound Truck Dispatch
Outbound Truck Dispatch – Weekend – significant difference between Saturdays/Sundays
*Hypothesis is that Monday is the differentiating factor
Appendix C. Underlying Probability Distributions – Consolidated Inbound/Outbound
Model
Outbound Truck Dispatch – Saturday
The normal distribution was shown to be a good fit for Saturday outbound truck dispatch.
Outbound Truck Dispatch – Sunday
Data was shown not to be a good fit for standard distributions.
An empirical distribution was then constructed and used in the model.
Outbound Truck Dispatch – Monday
Data was shown not to be a good fit for standard distributions.
Outbound Truck Dispatch – TWHF
Data was shown not to be a good fit for standard distributions.
Appendix D. Simulation Model – Consolidated Inbound/Outbound Logistics
For 2000 runs each, one for each time segment: