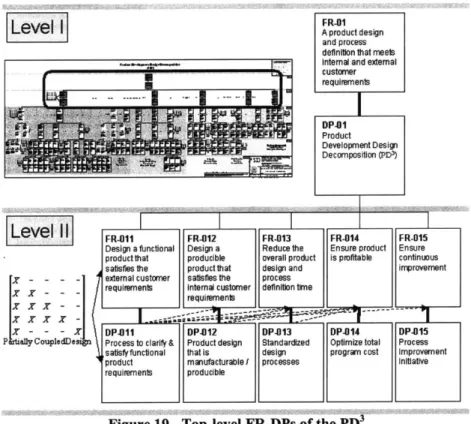
Design and implementation of the Product Development Design Decomposition (PD³)
Texte intégral
Figure

Documents relatifs
In the LA region, most of the alate and apterous indivi- duals had an MLG assigned to the cucurbit cluster (91 to 100%), and these MLGs were not observed in the other growing
Although our study requires additional validation in other cohorts where longitudinal data on haematological malaria phenotypes are available, results obtained so far strongly
Three Graphium species belonging to two species groups of the subgenus Pazala, the alebion and tamerlanus groups, were examined in molecular and morphological studies, and their
We have previously shown that plants of Arabidopsis thaliana (strategy I) supplemented with Fe-pyoverdine had (i) a higher iron content than those supplemented with Fe-EDTA, (ii)
The focus of this thesis is to introduce the Monte Carlo simulation method to developers in China and to define its application in modeling input and output variables such as
سايقملل ةيرموكيسلا صئاصخا :سايقما قدص دةب ءارجإ سايقما ىلع ةمزالا تايدةتلا ضةب ضرع م مصلا ةئف مئاي ىتح ىلع سايقما و تايدةتلا هذه ةمئام ىدم ةفرةم
New versions of old models don’t produce new results... People are
At short contact time (Figure 7a), the corresponding carbons (182 and 176 ppm for AA and BA units, respectively) are primarily found to be in close proximity to the backbone 1
