Composites BMC injectés : analyse et modélisation multi-échelles du comportement endommageable
Texte intégral
Figure

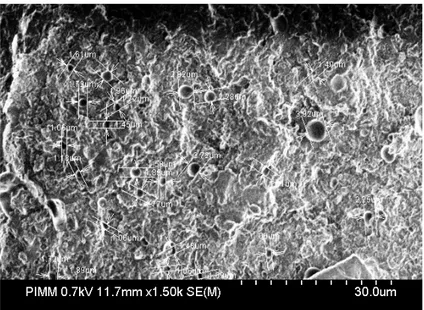
![Tableau 1-3 : Mesure de la taille et de la distribution des porosités [Tey02]](https://thumb-eu.123doks.com/thumbv2/123doknet/2925202.76829/34.892.104.792.632.831/tableau-mesure-taille-distribution-porosités-tey.webp)
Outline
Documents relatifs
Modélisation par éléments discrets du comportement des matériaux cimentaires sous impact sévère : prise en compte du taux de saturationM. Mécanique des
Nous présentons d’abord les mesures du comportement réversible magnétique et magnétostrictif de monocristaux de fer-silicium (Fe- 3%Si) orientés approximativement suivant les
Une fois le modèle formulé et implémenté dans un code de calcul, on passera à la modélisation des différents modes de rupture qui peuvent survenir au cours du chargement de
Le but de ce travail est d’analyser et d’optimiser le comportement mécanique d’un matériau multifonctionnel de type piézoélectrique intelligent capable de
Etude du Comportement Mécanique des Poutres Fissurées et Renforcées par des Matériaux Composites 100 Les deux figures VI.6 et VI.7, représentent la variation du facteur
De même, l’étude de la diffusion d’eau et la caractérisation des coefficients d’hygro-expansion (renfort fil et composites) menées au chapitre 3 et la caractérisation
Dans ce chapitre, nous présentons la détermination par des simulations de dynamique mo- léculaire du profil d’énergie libre et du tenseur de di ffusion, selon une coordonnée
Hild F., Rota L., Comportement et rupture de matériaux sous sollicitations dynamiques - Une esquisse d’état de l’art – Objectifs du groupe de travail, communication lors
