Valorisation de l'apatite des résidus de la mine Niobec
Mémoire
Anthony Clapperton
Maîtrise en génie des matériaux et de la métallurgie - avec mémoire
Maître ès sciences (M. Sc.)
Valorisation de l’apatite des résidus de la mine
Niobec
Mémoire
Anthony Clapperton
Sous la direction de :
Résumé
La mine Niobec produit du ferroniobium à partir d’un gisement de carbonatites riche en pyrochlore. La gangue associée au minerai affiche une teneur moyenne de 6,8% apatite (3,5 % P2O5). Cette étude a pour objectif l’évaluation du potentiel économique de la valorisation de l’apatite contenue dans les résidus de la mine Niobec.
Savard (1981) et Dramou (2016) ont réalisé des travaux exploratoires de l’apatite dans les résidus de Niobec. Leur recherche a démontré la difficulté d’obtenir un concentré d’apatite satisfaisant les contraintes du marché pour ce minéral en raison de la présence de minéraux carbonatés avec une forte proportion de magnésium.
Dans le cadre de cette recherche, des essais en laboratoire ont été réalisés afin de caractériser les résidus et de déterminer les performances de différentes méthodes pour produire un concentré de phosphate commercialisable. Suite à la caractérisation, nous avons concentré les travaux de valorisation sur la fraction grossière des résidus qui est plus riche en apatite. Des essais de flottation ont montré que la flottation inverse à pH acide permet une séparation très sélective entre la gangue carbonatée et l’apatite. Cependant cette méthode n’a pas permis d’atteindre la composition exigée pour un concentré d’apatite. Des essais de calcination et de lixiviation ont été réalisés sur ce concentré afin de produire un concentré qui a les caractéristiques des concentrés d’apatite commerciaux. La lixiviation à pH contrôlé produit une élimination sélective de la dolomite résiduelle, la composition imposée pour la commercialisation du concentré d’apatite a ainsi été atteinte.
Cette démarche expérimentale a permis de définir un procédé de concentration de l’apatite des résidus de Niobec en trois étapes : le déschlammage, la flottation inverse et la lixiviation. L’évaluation de l’économique de ce procédé a démontré que la valorisation de l’apatite dans les résidus miniers a le potentiel de générer des profits.
Summary
Niobec Mine produces ferroniobium from a pyrochlore rich carbonatite deposit. The gangue associated to the ore has an average concentration of 6.8 % apatite (3.5 % P2O5). The objective of the study is the evaluation of the economic potential of the valorization of the apatite in the tailings of Mine Niobec. Apatite is the main source of phosphorous for the production of fertilizers.
Savard (1981) and Dramou (2016) have completed exploratory laboratory test work on the recovery of apatite from Niobec’s tailings. Their work, in agreement with the literature, demonstrated the difficulty of obtaining a sellable apatite concentrate because of the presence of carbonated minerals with a high proportion of magnesium.
The study presented in this thesis includes, laboratory tests to characterize the tailings and evaluate the performances of different methods in regard of the production of a sellable phosphate concentrate. A preconcentration consisting of a size based separation is used to separate the coarser fraction of the residuals from the plant tailings of the Niobec. Indeed, the characterization study having shown that the concentration of apatite is higher in the coarser fractions. Froth flotation tests showed that reverse flotation at acid pH allows the separation of apatite from carbonated gangue with an outstanding selectivity. However, the produced concentrated did not yet meet the required composition of a sellable apatite concentrate. To rectify the composition, calcination and lixiviation tests were carried out. Lixiviation under controlled pH allowed a selective dissolution of residual dolomite from prior process of classification and flotation.
This experimental approach developed in this thesis consists of three steps to produce marketable apatite concentrate, i.e. desliming, reverse flotation and lixiviation. An economic evaluation revealed that the beneficiation of the apatite from Niobec mine’s tailings has the potential to generate positive cash flow.
Table des matières
Résumé ... ii
Summary ... iii
Table des matières ... iv
Table des figures ... vi
Table des tableaux ... vii
Remerciements ... ix
Introduction ... 1
Définition de la problématique ... 1
Ordonnance des chapitres ... 2
1. Utilisation des minéraux porteurs de phosphate ... 3
1.1. Utilisation ... 3
1.2. Caractéristiques des concentrés commerciaux d’apatite ... 4
1.3. Comparaison avec d’autres concentrés ... 6
2. Opérations à la mine Niobec ... 9
2.1. Géologie du gisement ... 9
2.2. Méthode de minage ... 10
2.3. Procédé de concentration du niobium ... 10
2.4. Composition et inventaire des résidus miniers ... 13
2.5. Facteurs favorisant la mise en valeur de l’apatite des résidus de la mine Niobec ... 15
3. Revue de littérature sur les procédés de concentration de l’apatite ... 16
3.1. Procédés généraux de concentration du phosphate ... 16
3.2. Travaux précédents de valorisation de l’apatite à la mine Niobec ... 22
3.3. Procédés industriels applicables ... 27
3.4. Regard critique sur les procédés de séparation décrits ... 29
4. Méthodologie ... 30
4.1. Échantillonnage du matériel ... 30
4.2. Méthodes d’analyse ... 32
4.3. Réconciliation des mesures ... 39
4.4. Classification physique ... 40
4.5. Flottation ... 44
4.6. Calcination ... 47
4.7. Lixiviation ... 48
4.8. Eau... 50
5. Présentation et discussion des résultats ... 50
5.1. Classification physique ... 50
5.2. Flottation ... 65
5.3. Calcination du concentré de flottation des carbonates ... 84
5.4. Lixiviation du concentré d’apatite produit par flottation ... 84
5.5. Radioactivité du concentré ... 93
6. Dimensionnement des équipements et évaluation économique ... 94
6.1. Circuit de traitement suggéré ... 94
6.2. Modélisation ... 95
6.3. Dimensionnement des équipements ... 97
6.4. Coût de capital ... 103
6.5. Revenu et coût d’opération ... 104
6.6. Évaluation économique ... 106
Critique de la recherche ... 109
Portée des résultats ... 111
Prospectives ... 111
Bibliographie ... 113
Annexes ... 116
Table des figures
Figure 1 : Évolution du prix du concentré d’apatite à 32% P2O5. ... 8
Figure 2 : Localisation de la mine Niobec ... 9
Figure 3 : Schéma simplifié du procédé du concentrateur de la mine Niobec ... 11
Figure 4 : Diagramme du procédé de concentration par double classification ... 23
Figure 5 : Diagramme du procédé de concentration par flottation inverse de l’apatite ... 24
Figure 6 : Diagramme du procédé de concentration par flottation directe de l’apatite ... 24
Figure 7 : Graphique de la récupération en fonction de la teneur du concentré en P2O5 ... 25
Figure 8 : Procédé du concentrateur de la mine brésilienne Jacupiranga ... 28
Figure 9 : Obtention d’un sous-échantillon du concentré de flottation des carbonates ... 31
Figure 10 : Carrousel et séparateur à riffles pour la division des échantillons ... 31
Figure 11 : Pastille pressée ... 33
Figure 12 : Courbe de calibration pour les principaux éléments ... 36
Figure 13 : Courbe de calibration pour les éléments secondaires ... 37
Figure 14 : Tamisage humide ... 41
Figure 15 : Montage des essais avec l’hydrocyclone ... 42
Figure 16 : Séparateur à spirale utilisé pour les essais ... 43
Figure 17 : Récupération de concentré sur le séparateur à spirale ... 44
Figure 18 : Cellule de flottation ... 45
Figure 19 : Concentré de carbonates calciné ... 48
Figure 20 : Montage de la lixiviation avec acide fort ... 49
Figure 21 : Teneur et récupération de P2O5 et MgO en fonction de la dimension de coupure ... 52
Figure 22 : Distribution cumulative passante des flux du 1er essai de séparation par hydrocyclone mesurée par le Malvern et tamisage ... 53
Figure 23 : Courbe de séparation du premier essai de séparation par hydrocyclone ... 54
Figure 24 : Courbes de séparation de l’essai de séparation par hydrocyclone (#3) ... 55
Figure 25 : Distribution cumulée de l’alimentation des essais de spirales ... 59
Figure 26 : Récupération en fonction de la taille des particules des essais de spirales ... 59
Figure 27 : Courbes de sélectivité des différentes méthodes de classification physique ... 61
Figure 28 : Comparaison des courbes de récupération des particules grossières pour les trois méthodes ... 62
Figure 29 : Données et modélisations des hydrocyclones de déschlammage ... 64
Figure 30 : Comparaison de l’hydrocyclone de 10 pouces avec les essais de laboratoire ... 64
Figure 31 : Récupération cumulée massique et par espèce en fonction du temps de flottation ... 67
Figure 32 : Récupération massique et par espèce pour l’essai de flottation 7 ... 70
Figure 33 : Comparaison des teneurs en MgO et en P2O5 dans les classes granulométriques du matériel non-flotté ... 73
Figure 34 : Comparaison des récupérations du MgO et du P2O5 dans les classes granulométriques du matériel non-flotté ... 73
Figure 35 : Récupérations cumulées massiques des oxydes en fonction du temps de flottation ... 75
Figure 36 : Teneur (non cumulée) en P2O5 des échantillons de l’essai de flottation 15... 76
Figure 37 : Teneur (non cumulée) en SiO2 des échantillons de l’essai de flottation 15 ... 76
Figure 38 : Points mesurés et modèles calibrés pour l’essai de flottation directe 5 ... 77
Figure 39 : Points mesurés et modèles calibrés pour l’essai de flottation inverse 14 ... 77
Figure 40 : Courbes récupération-teneur du P2O5 des deux méthodes de flottation ... 78
Figure 41 : Courbe récupération-teneur du MgO des deux méthodes de flottation ... 78
Figure 42 : Récupération de MgO en fonction de la récupération de P2O5 ... 79
Figure 45 : Calibration du modèle de récupération du P2O5 de la flottation directe ... 80
Figure 46 : Calibration du modèle de récupération du P2O5 de la flottation inverse... 80
Figure 47 : Calibration du modèle de récupération du MgO de la flottation directe ... 81
Figure 48 : Calibration du modèle de récupération du MgO de la flottation inverse ... 81
Figure 49 : Courbe de sélectivité MgO–P2O5 des deux méthodes de flottation ... 82
Figure 50 : Consommation volumique de HCl 10 % pendant la lixiviation ... 86
Figure 51 : Consommation volumique de HCl 10 % pendant la lixiviation ... 86
Figure 52 : Variation du pH lors de la lixiviation au HCl ... 86
Figure 53 : Variation de la température lors de la lixiviation au HCl ... 86
Figure 54 : Mesures collectées pendant la lixiviation à l’acide sulfurique ... 89
Figure 55 : Représentation schématique du circuit de traitement suggéré ... 95
Table des tableaux
Tableau 1 : Facteurs de qualité des concentrés de phosphate ... 6Tableau 2 : Répartition des espèces minérales dans le minerai de la mine Niobec ... 10
Tableau 3 : Distribution massique et en P2O5 des flux de résidus ... 14
Tableau 4 : Composition minérale des résidus totaux et des principaux flux de résidus ... 14
Tableau 5 : Résultat de la géochimie des apatites magmatique et hydrothermale ... 15
Tableau 6 : Principaux paramètres des conditions de mesure du XRF ... 33
Tableau 7 : Conditions d’analyse par élément ... 34
Tableau 8 : Informations statistiques sur la calibration des différents éléments ... 35
Tableau 9 : Modèle d’erreur de départ pour les essais de flottation ... 39
Tableau 10 : Information sur les réactifs de flottation utilisés ... 46
Tableau 11 : Résultats réconciliés de la première granulochimie du concentré de carbonates ... 51
Tableau 12 : Résultats réconciliés de la seconde granulochimie du concentré de flottation des carbonates ... 51
Tableau 13 : Résultats réconciliés de la classification unique par hydrocyclone ... 55
Tableau 14 : Résultats réconciliés de la classification par hydrocyclone à trois séparations ... 56
Tableau 15 : Résultats de la simulation d’une classification triple par hydrocyclone appliquée à la distribution granulochimique du concentré de flottation des carbonates. ... 57
Tableau 16 : Performances de l’essai par classification unique basées sur la granulochimie ... 57
Tableau 17 : Résultats réconciliés de l’essai 1 de séparation avec la spirale gravimétrique ... 58
Tableau 18 : Résultats réconciliés de l’essai 2 de séparation avec la spirale gravimétrique ... 58
Tableau 19 : Résultats de l’essai de flottation 6 ... 65
Tableau 20 : Résultats de l’essai de flottation 5 ... 67
Tableau 21 : Estimation de l’entrainement (%) à partir de la récupération cumulée (%) ... 68
Tableau 22 : Résultats réconciliés de l’essai de flottation 7 ... 69
Tableau 23 : Résultats réconciliés de la granulochimie pour l’essai de flottation 7 ... 69
Tableau 24 : Résultats réconciliés de l’essai de flottation 14 ... 71
Tableau 25 : Résultats réconciliés de la granulochimie pour de l’essai de flottation 14 ... 72
Tableau 26 : Résultats réconciliés de l’essai de flottation 13 ... 74
Tableau 27 : Résultats réconciliés de l’essai de flottation 15 ... 75
Tableau 28 : Valeur des paramètres calibrés pour les deux méthodes de flottation ... 81
Tableau 29 : Résultat de l’essai de calcination 2... 84
Tableau 30 : Résultats de l’essai de lixiviation 1 avec l’acide chlorhydrique ... 85
Tableau 31 : Résultats de l’essai de lixiviation 2 avec l’acide chlorhydrique ... 87
Tableau 32 : Résultats de l’essai de lixiviation 3 avec l’acide chlorhydrique ... 87
Tableau 33 : Essai de lixiviation à pH 2,8 avec acide sulfurique ... 90
Tableau 35 : Résultat du second essai de lixiviation à l’acide acétique ... 91
Tableau 36 : Composition chimique du matériel insoluble dans l’acide nitrique ... 92
Tableau 37 : Évaluation de la fraction de MgO insoluble dans les flux de concentré de flottation des carbonates et du concentré d’apatite ... 92
Tableau 38 : Modélisation de la classification physique ... 96
Tableau 39 : Modélisation de la flottation inverse ... 96
Tableau 40 : Modélisation de lixiviation ... 97
Tableau 41 : Constantes utilisés pour le dimensionnement et l’évaluation économique ... 97
Tableau 42 : Sources externes utilisées pour le dimensionnement et l’évaluation économique .... 97
Tableau 43 : Dimensionnement de la classification ... 98
Tableau 44 : Dimensionnement de la flottation ... 99
Tableau 45 : Dimensionnement de l’épaississeur ... 100
Tableau 46 : Dimensionnement de la lixiviation... 101
Tableau 47 : Dimensionnement de la filtration ... 101
Tableau 48 : Dimensionnement du système de séchage ... 102
Tableau 49 : Détail du coût d’opération provenant des besoins électriques ... 103
Tableau 50 : Résumé des coûts de capital ... 103
Tableau 51 : Résumé des coûts d’opération ... 104
Tableau 52 : Détail du coût d’opération de la lixiviation ... 105
Tableau 53 : Détail des coûts reliés à la charge salariale ... 106
Remerciements
À l’issue de la rédaction de ce mémoire, je souhaite adresser mes sincères remerciements aux nombreuses personnes qui par leur aide et leur soutien ont joué au rôle essentiel à l’aboutissement de ma maîtrise.
Prima facie, je tiens à remercier mon directeur de recherche, le Professeur Claude Bazin. Son
engagement et ses conseils ont été indispensables à la réalisation de mes travaux de maîtrise. Le Professeur Bazin se démarque par l’intérêt pour la métallurgie qu’il sait susciter chez ses étudiants et son dévouement à leur réussite.
Je souligne la collaboration de M. Dominic Downey de la mine Niobec. Les échantillons et les informations obtenues de Niobec sont à la base de ce projet. L’implication dont M. Downey fait preuve dans la recherche universitaire est un exemple pour l’industrie minière.
Je remercie également mes collègues étudiants du département de génie des mines, de la métallurgie et des matériaux, en particulier, Messieurs Jean-François Boulanger, Keven Turgeon et Simon Gélinas, pour leur appui, leurs critiques constructives et les bons moments partagés ensemble.
Au terme de ce parcours, je dis merci à celles et ceux qui me sont chers, ma famille et mes amis, qui m’ont accompagnée tout au long de ces années. Je tiens en particulier à remercier ma mère, Hélène Roberge, pour sa dévotion envers mon succès et ses encouragements répétés.
Introduction
Une multitude de matières premières, telle que les diamants, le phosphate, le gypse et le zinc, sont extraites de la terre. Ces matériaux sont d’abord découverts par l’exploration, pour ensuite être excavés lors du minage et finalement, ils subissent l’étape de concentration lors de laquelle on sépare les minéraux de valeur des minéraux sans valeur (Bridge, 2004).
Dans une mine d’or, l’étape de concentration permet de produire des lingots à partir du minerai de la mine. Pour produire une once d’or (31,10 g), plusieurs tonnes de minerai doivent être extraites du sol, broyées et traitées pour en récupérer les grains d’or. Une fois l’or extrait du matériel, celui-ci doit être entreposé dans un parc à résidus, le plus souvent sous forme de pulpe. Un parc à résidus est un bassin artificiel dans lequel le solide sédimente. Cette infrastructure occupe une grande surface et pose plusieurs risques à l’environnement dans la mesure où l’eau et le solide peuvent contenir des composés chimiques dommageables pour la santé et l’environnement.
La valorisation des résidus miniers est l’action d’utiliser ces résidus pour générer de la valeur. Deux avantages découlent de l’application de ce concept. Le premier est la génération d’un revenu supplémentaire (ou d’une économie sur les frais d’entreposage des résidus) à partir de matériel auparavant sans valeur. Pour qu’il y ait valorisation, le bilan économique résultant de la manipulation des résidus miniers doit donc être positif. Le second objectif est de réduire l’empreinte environnementale et les risques associés à l’entreposage des résidus, en retirant une fraction problématique ou en diminuant le volume de matériel à entreposer (Oliveira, Santana, Ataíde, & Barrozo, 2011).
Définition de la problématique
La mine Niobec exploite un gisement de niobium, un élément d’alliage utilisé dans la fabrication d’aciers spécialisés et d’alliages à hautes performances. Le niobium se retrouve sous forme de pyrochlore et de columbite à l’intérieur d’un complexe de carbonatite contenant principalement des carbonates, des silicates et de l’apatite.
La teneur moyenne d’apatite dans le minerai extrait de la mine Niobec est d’environ 6,8 % apatite soit un contenu de 3,5 % P2O5. Cette teneur est comparable à celle que l’on retrouve dans des exploitations de même nature. En comparaison, la mine Siilinjarvi en Finlande exploite également un gisement igné d’apatite dont la teneur varie entre 3,5 et 5,5 % P2O5 (UNIDO & IFDC, 1998). De plus, les projets miniers québécois Arianne Phosphate et Mine Arnaud affichent des teneurs
moyennes respectives de 6,9 et 4,4 % P2O5 (Côté, Duplessis, Gagnon, Guimont, & E. Kelahan, 2013; Paiement et al., 2013).
La présence de gangue carbonatée avec une forte proportion de magnésium est cependant problématique, l’élimination de ce contaminant est historiquement difficile et essentielle à la commercialisation de l’apatite comme source de phosphate pour les engrais.
En revanche, le traitement du phosphate dans les résidus de la mine Niobec est favorisé par rapport aux exploitations dédiées uniquement à ce composé. En effet, Niobec est avant tout une mine de Niobium, les résidus sont donc disponibles et prêts pour la séparation sans devoir supporter les frais d’excavation et de comminution qui représentent traditionnellement une fraction importante du coût d’opération. De surcroît, le circuit de traitement du niobium inclut une flottation de la gangue carbonatée qui produit un concentré de carbonates. La teneur moyenne en P2O5 de ce flux atteint 6,3 %.
Ces facteurs justifient l’étude du potentiel économique de la récupération de l’apatite contenue dans les résidus miniers en vue de mettre en place un procédé industriel.
Ordonnance des chapitres
Le chapitre 2 porte sur l’utilisation des minéraux phosphatés et les conditions nécessaires à la commercialisation des concentrés d’apatite. Les objectifs quantitatifs de composition du concentré à produire sont énoncés au chapitre 2. Le chapitre 3 décrit les opérations ayant cours à la mine Niobec. L’origine des flux de résidus et les quantités de matériel en jeu sont présentées. La caractérisation des résidus permet d’identifier les flux de résidus les plus prometteurs. Une revue de littérature est ensuite présentée au chapitre 4 pour résumer l’état des connaissances sur le traitement du phosphate en général, à la mine Niobec ainsi que les procédés industriels appliqués à des gisements similaires aux résidus en question. Le chapitre 5 présente la méthodologie des essais expérimentaux réalisés en laboratoire. Les méthodes d’analyse et de réconciliation des données sont également détaillées. Subséquemment, les résultats des essais, le dimensionnement du circuit de traitement des résidus et l’analyse économique de la valorisation seront présentés et discutés au chapitre 6. Pour finir, les conclusions tirées de la recherche et les recommandations pour la poursuite du projet de valorisation sont développées au chapitre 7.
1. Utilisation des minéraux porteurs de phosphate
Le phosphore est essentiel à tous les organismes vivants. Il s’agit d’un élément indispensable à la croissance et au développement des végétaux. Bien que cet élément soit très abondant, sa faible disponibilité dans les sols le rend particulièrement problématique dans le cadre d’activités agricoles soutenues. Un apport périodique de phosphore est donc nécessaire pour soutenir une agriculture continue (Johnston & Steén, 2000).
La principale source de phosphore commercialisable est le phosphate minéral qui se retrouve majoritairement sous forme d’apatite, Ca5(PO4)3(F, Cl, OH). Les gisements de phosphate peuvent être classés selon leur origine : les gisements sédimentaires, ignés et, dans une moindre mesure, le guano (excréments d'oiseaux marins et de chauves-souris utilisés comme fertilisant).
La production mondiale repose majoritairement sur l’exploitation de gisements sédimentaires peu profonds dont la minéralisation se prête bien au procédé de séparation conventionnel par flottation. Les gisements de la région de Bone Valley au centre de la Floride ainsi que les gisements situés au Sahara occidental appartiennent à cette catégorie.
Les gisements ignés représentent une plus faible part de la production mondiale, ils se présentent généralement sous forme d’intrusions appelées carbonatites dont la teneur en apatite et en minéraux carbonatés est élevée (Nielsson, 1987, p. 55 à 58). Les gisements exploités sur la péninsule de Kola en Russie, et au Brésil sont de nature ignée.
Le minerai d’apatite extrait de la mine est concassé et broyé afin d’atteindre la maille de libération, soit la taille à laquelle la majorité des particules sont constituées d’un seul minéral. Le minerai est ensuite traité par flottation pour séparer l’apatite des minéraux sans valeur. Ce procédé est habituellement réalisé dans l’usine de concentration du minerai juxtaposée à l’exploitation minière.
1.1. Utilisation
Le concentré d’apatite obtenu peut être épandu tel quel sur le sol afin de l’enrichir en phosphate. Cependant, cette utilisation représente une faible proportion du marché. La majorité du concentré est utilisée pour la fabrication de fertilisants chimiques. Pour ce faire, il est nécessaire de convertir le phosphate de l’apatite en acide phosphorique. Des composés d’azote et de potassium peuvent alors être ajoutés afin de former un sel soluble.
1.1.1. Utilisation directe du concentré
L’utilisation directe du phosphate minéral en tant que fertilisant consiste à disperser un minerai riche en apatite finement concassé sur le sol. Il s’agit d’une méthode privilégiée dans des régions moins développées, où le capital disponible et les connaissances techniques ne suffisent pas à effectuer la transformation du phosphate en acide phosphorique. Cette méthode est également appropriée lorsque le concentré n’a pas une réponse satisfaisante au traitement chimique (consommation excessive de réactifs, contaminants, etc.), mais qu’il réagit favorablement à une utilisation directe. Cette application est caractérisée par le fait qu’elle n’est pas soumise à l’économie d’échelle
Plusieurs paramètres perturbateurs complexifient cependant l’évaluation de cette méthode. La réactivité des concentrés de phosphate est très variable et dépend de la nature du sol, du temps, de la méthode d’épandage et de la taille des particules. En général, il est convenu que l’apatite concassée est efficace seulement pour les sols acides de pH inférieur à 6. L’efficacité est également fonction de la température et de l’humidité du sol. Les climats chauds et humides améliorent la réponse à l’application directe, particulièrement pour les plantations à long terme (UNIDO & IFDC, 1998).
1.1.2. Production de fertilisants
La majorité de l’apatite produite est destinée à la fabrication de fertilisants sous forme de sels solubles. Plusieurs étapes sont nécessaires entre la mine et le champ afin de fabriquer ces fertilisants. Le concentré d’apatite est traité par acidification avec de l’acide sulfurique. De l’acide phosphorique et du gypse sont ainsi obtenus. Le gypse et les autres impuretés non solubles sont filtrés pour purifier la solution d’acide phosphorique qui permet de synthétiser une grande gamme de composés phosphatés et de fertilisants, tels que les engrais d’appellation N-P-K.
Les engrais granulaires de sels solubles sont avantageux pour différentes raisons, leur manipulation est aisée puisque les granules ont une taille calibrée qui réduit les pertes en poussières. Le fertilisant peut également être solubilisé dans l’eau et distribué par arrosage. La concentration élevée en phosphate réduit considérablement le volume de matériel à transporter. Finalement, la composition chimique du fertilisant est contrôlée précisément et celui-ci est efficace dans une grande gamme de conditions de température, d’humidité, de pH, etc. (UNIDO & IFDC, 1998).
1.2. Caractéristiques des concentrés commerciaux d’apatite
La commercialisation des concentrés d’apatite est réalisée à partir d’une entente contractuelle entre la mine productrice et l’acheteur. Il n’existe actuellement pas de contrat pour la vente de ce minerai
entre Niobec et un acheteur. Il est donc nécessaire de déterminer les barèmes de qualité à respecter afin de juger de la valeur commercialisable d’un concentré d’apatite produit à partir des résidus de cette mine. Le principal facteur de qualité est la concentration en phosphates qui est habituellement évaluée par la teneur de P2O5 et en concentration équivalente de bone phosphate of lime abrégée BPL. En général les concentrés commercialisables contiennent entre 60 et 80 BPL (27,5 à 36,6 % P2O5).
La valeur du concentré d’apatite est déterminée par sa réponse au procédé de synthèse de l’acide phosphorique. Ce procédé repose sur l’attaque du concentré par de l’acide sulfurique qui convertit le phosphate minéral en acide phosphorique et en gypse. L’équation chimique de cette réaction pour la fluroapatite est :
Ca5(PO4)3F + 5 H2SO4+ 10 H2O → 3 H3PO4+ 5 (CaSO4• 2 H2O) + HF (1) La présence de certains minéraux contaminants dans le concentré d’apatite peut réduire le rendement de la réaction en augmentant la consommation d’acide sulfurique ou en contaminant l’acide phosphorique produit. Par exemple, la présence de calcite ou de tout autre carbonate minéral consomme l’acide sulfurique et produit du gypse non soluble qu’il est nécessaire de filtrer. Cette réaction est nuisible puisqu’elle augmente les frais d’exploitation.
CaCO3+ H2SO4+ H2O → CO2+ CaSO4• 2 H2O (2) Une considération particulière pour la présence d’éléments nocifs et radioactifs doit également être apportée lors de la production d’un concentré d’apatite. En effet, puisque les engrais servent souvent à des cultures destinées à la consommation alimentaire, il est nécessaire de s’assurer que l’apatite et l’acide phosphorique produit contiennent une quantité minimale d’éléments nocifs et radioactifs qui sont susceptibles de contaminer les aliments.
Le contrat de raffinage fixe les limites et pénalités associées aux minéraux nuisibles (Nielsson, 1987). Le tableau 1 présente les facteurs qui permettent d’évaluer la qualité des concentrés d’apatite ainsi qu’une indication de leur limite acceptable.
Tableau 1 : Facteurs de qualité des concentrés de phosphate, niveau acceptable et conséquences sur le procédé d’acidification (Kawatra & Carlson, 2013)
Facteur de
qualité Conséquence sur le procédé d’acidification
Limite acceptable P2O5 Une faible teneur augmente le coût de transport relatif. > 30% Rapport
CaO:P2O5 Un ratio élevé augmente la consommation d’acide sulfurique. < 1,6 MgO
La concentration en MgO indique la présence de dolomite qui augmente la consommation d’acide sulfurique et réduit le taux de filtration du gypse.
< 1,0 %
Fe2O3 et Al2O3
Une concentration élevée réduit la capacité de l’usine et la récupération du P2O5 et une faible concentration permet de complexer les ions F-, ce qui réduit la corrosion.
≈ 2-3 % et < 5 %
SiO2
Une concentration élevée augmente l’abrasivité du matériel et une faible concentration de silice activée est bénéfique pour réduire la formation d’acide fluorhydrique.
≈ 2 %
C La présence de matière organique augmente la stabilité de l’écume
et la viscosité. Minimal
Cl Le chlore accélère la corrosion des équipements. < 0,1 % Na et K Ces éléments entrainent la corrosion, la précipitation de solide et l’accumulation de dépôts. ≈
0,1-0,8 % Cd, U et Ra
Ces éléments sont nocifs pour la santé humaine et certaines législations ont imposé une réglementation vis-à-vis leur concentration.
Minimal
1.3. Comparaison avec d’autres concentrés
À titre de comparaison, deux projets de mines de phosphate au Québec et le prix publié pour les concentrés produits au Maroc sont analysés.
Le projet Lac à Paul d’Arianne Phosphate et Mine Arnaud sont deux projets de mines de phosphate actuellement en développement au Québec. Ces projets visent l’exploitation de gisements dont les propriétés sont différentes de celui de Niobec. Malgré ces contrastes, ils permettent d’étudier le contexte économique lié à l’exploitation de l’apatite au Québec. Les projets miniers Lac à Paul d’Arianne Phosphate et Mine Arnaud projettent la production d’un concentré atteignant respectivement 38,6 (Côté et al., 2013) et 39,0 % P2O5 (Paiement et al., 2013).
Le concentré produit au Maroc est publié à titre d’indice pour le marché des concentrés de phosphate (Index Mundi, s. d.). Il est présenté dans cette section afin de fournir une estimation de la valeur d’un concentré de phosphate générique de qualité inférieure à ceux des projets Lac à Paul et Mine Arnaud.
1.3.1. Projet Mine Arnaud
Mine Arnaud vise le développement d’une mine à ciel ouvert d’envergure à 15 kilomètres à l’ouest de Sept-Îles. Le projet est actuellement dans la phase de réalisation de l’analyse de faisabilité bancaire qui est attendue pour le deuxième trimestre de 2017.
Mine Arnaud est détenu à 32 % par Yara International, compagnie avec laquelle une entente contractuelle de vente du concentré produit a été signée. À partir d’une teneur moyenne du minerai de 4,4 %, le concentrateur visera la production d’un concentré atteignant 39 % P2O5. Il s’agira ainsi d’un minerai de haute pureté qui devrait permettre d’obtenir une valeur de vente élevée.
Les informations complètes sur l’entente d’achat du concentré par Yara International n’ont pas été publiées. Cependant, l’étude de préfaisabilité de Mine Arnaud fait apparaitre quelques détails concernant les objectifs métallurgiques du concentré d’apatite :
une teneur en P2O5 de 39 %;
un ratio élémentaire calcium/phosphore (Ca/P) inférieur à 2,2;
une teneur combinée de fer et d’aluminium soluble dans l’acide nitrique inférieure à 1,0 %; une teneur de magnésium soluble dans l’acide nitrique inférieure à 0,3 %;
une concentration de chlore inférieure à 0,1 %; une humidité entre 0,5 et 1,5 %.
1.3.2. Projet Lac à Paul d’Arianne Phosphate
L’étude de faisabilité du projet Lac à Paul présente également de l’information pertinente sur les objectifs métallurgiques et l’évaluation du prix du concentré produit.
Actuellement, Arianne Phosphate ne dispose pas d’une entente contractuelle pour la vente du concentré d’apatite. Le prix de vente a été estimé à 213 $ US par tonne. Cette valeur est obtenue à partir du coût de référence du prix publié de 137 $ US pour les concentrés produits au Maroc titrant 32 % P2O5 et d’une bonification de 76 $ US étant donnée la pureté élevée du minerai enrichi du projet qui devrait atteindre 38,6 % P2O5. L’humidité du concentré devrait être inférieure à 2%.
1.3.3. Prix des concentrés de phosphate produits au Maroc
Puisque la valeur du phosphate minéral est déterminée à partir d’un contrat de raffinage, il n’existe pas de marché mondial avec un prix unique. L’unique prix de vente publié pour un minerai de phosphate est celui d’un concentré produit au Maroc et titrant 70% bone phosphate of lime, soit 32% P2O5. L’évolution du prix de ce produit est présentée à la figure 1. L’information précise par
Figure 1 : Évolution du prix du concentré d’apatite à 32% P2O5.
De septembre 2014 à août 2016, le prix du concentré était stable à 115 $US par tonne. Depuis août 2016, le prix a progressivement chuté et la valeur disponible au moment de la rédaction est de 93 $US par tonne (mai 2017). La valeur moyenne utilisée dans le cadre de ce mémoire est de 105 $US/t, cette dernière est indiquée par un trait pointillé sur la figure 1. Ce prix représente une estimation de départ adéquate pour un concentré de phosphate générique (32 % P2O5) respectant minimalement les facteurs de qualité précédemment exposés.
Par ailleurs, l’origine ignée des gisements d’apatite, tel que celui de Niobec, constitue généralement un avantage économique en comparaison aux gisements d’origine sédimentaire, tel que l’exploitation minière d’où le prix du concentré ci-dessus est obtenu. Les concentrés ignés permettent habituellement d’atteindre une concentration plus élevée en P2O5 et des concentrations en éléments nocifs (métaux lourds et isotopes radioactifs) moindres. Bien qu’il ne soit pas possible de quantifier précisément la valeur de ces avantages, des ouvrages de littérature admettent une bonification potentielle du prix de vente (Kogel, Trivedi, Barker, & Krukowski, 2006; Nielsson, 1987). 0 50 100 150 200 P ri x du con cen tr é de ph osp ha te ($US /t) Date
2. Opérations à la mine Niobec
La compagnie Niobec opère une mine souterraine près de Saint-Honoré de Chicoutimi dans la région du Saguenay–Lac-Saint-Jean à environ 250 km au nord de la ville de Québec (voir figure 2). Il s’agit de la seule mine de niobium en Amérique du Nord. Niobec est détenue par la compagnie Magris Ressources. La mine exploite un gisement de minéraux de niobium. Le niobium est utilisé comme élément d’alliage dans la fabrication d’aciers et d’alliages de haute performance. Les principaux minéraux porteurs de niobium sont le pyrochlore et la columbite dont les formules chimiques sont respectivement (Na,Ca)2Nb2O6(OH,F) et FeO∙Nb2O5. Les prochaines sections décrivent la géologie et la minéralisation du gisement, l’extraction du minerai et le circuit de concentration du niobium de la mine Niobec.
Figure 2 : Localisation de la mine Niobec
2.1. Géologie du gisement
Le gisement de Niobec est situé dans un complexe alcalin de forme ovale dont l’étendue est de quinze kilomètres carrés. Ce complexe renferme en son centre une enveloppe intrusive de carbonatite qui se présente sous la forme d’une série de croissants concentriques. Le cœur de l’intrusion est ferrodolomitique et devient dolomitique puis carbonatique en s’éloignant du centre (Vallières et al., 2013). Le tableau 2 montre une répartition plus exhaustive des différents groupes et minéraux qui composent le minerai.
Chicoutimi Rimouski
Québec
Montréal
Ottawa
Trois-RivièresMine Niobec
Tableau 2 : Répartition des espèces minérales dans le minerai de la mine Niobec Groupe Fraction
(%masse) Espèces minérales
Carbonates 65,0 Dolomite Calcite Ankérite Sidérite Silicates 21,2 Silice Zircon Chaille Biotite Chlorite Feldspath Pyroxène Néphéline Phosphates 6,8 Apatite Oxydes 2,8 Pyrochlore Columbite Magnétite Hématite Rutile Ilménite
Sulfures 0,9 Pyrite Pyrrhotite
Autres 3,3 Baryte Fluorite Hydrocarbone Halite Sphalérite Parisite Bastnaesite Monazite
2.2. Méthode de minage
Le taux de production de minerai de niobium est d’approximativement 7400 tonnes métriques par jour. L’exploitation est réalisée par la méthode de minage par chambre vide. Le minerai foudroyé est alimenté à un concasseur souterrain puis est hissé à la surface (Vallières et al., 2013).
2.3. Procédé de concentration du niobium
La figure 3 présente le schéma simplifié du procédé de traitement du minerai à Niobec. Les prochains paragraphes décrivent le procédé tel que présenté par dans le rapport technique NI-43 101 déposé en 2011 pour le projet d’expansion de la mine Niobec (Vallières et al., 2013).
Figure 3 : Schéma simplifié du procédé du concentrateur de la mine Niobec
2.3.1. Comminution
La comminution du minerai débute sous terre avec le concasseur primaire à mâchoire. Le minerai est hissé à la surface et entreposé dans le silo du puits d’une capacité de 600 tonnes. Un alimentateur vibrant suivi d’un convoyeur alimente le concasseur secondaire. Ce dernier est un concasseur giratoire. Le minerai concassé est entreposé dans quatre silos isolés de 1200 tonnes. La suite du circuit de comminution est divisée en deux lignes parallèles. Chacune des lignes est alimentée par deux des quatre silos de minerai concassé par un alimentateur vibrant qui permet le contrôle du tonnage de production et un convoyeur. Une classification est réalisée par tamisage. La fraction grossière est dirigée vers le concassage tertiaire réalisé par un concasseur à cône. Le produit final du circuit de concassage est 100% passant 1,5 pouce (3,8 cm).
Le broyage se déroule en continuité des deux lignes précédentes. La fraction fine du tamis et le produit du concassage tertiaire sont directement alimentés au broyeur à barres. La décharge de ce dernier est combinée avec la décharge du broyeur à boulets secondaire. Ce flux alimente une batterie d’hydrocyclones. La sousverse des hydrocyclones est dirigée au broyeur à boulets tandis que la surverse est envoyée au déschlammage qui vise à retirer les particules de moins de 7 microns qui nuisent aux étapes subséquentes de flottation. Ces particules fines se retrouvent aux rejets. Le déschlammage est réalisé en deux étapes de classification par hydrocyclones à faible pourcentage
solide. Le diamètre des hydrocyclones est respectivement de 25,4 cm pour la première étape et de 5,08 cm pour la seconde.
2.3.2. Flottation de la pyrite
La souverse des hydrocyclones de deschlammage alimente le circuit de flottation de la pyrite. Un conditionnement dans deux réservoirs en série est réalisé. Du xanthate et du sulfate de cuivre sont ajoutés à titre de collecteur et d’activant pour la pyrite. La flottation comporte deux étapes, un ébauchage suivi d’un nettoyage. Le matériel ne flottant pas poursuit sa route vers la flottation des carbonates alors que la fraction ayant flotté qui est riche en pyrite est envoyée vers le parc à résidus (voir figure 3).
2.3.3. Flottation des carbonates
La flottation des carbonates nécessite un conditionnement intensif à pourcentage solide élevé (55%). Le conditionnement est réalisé dans deux réservoirs en série. Le circuit de flottation des carbonates comporte une étape d’ébauchage et deux étapes de nettoyage. Le minerai n’ayant pas flotté est traité par une batterie d’hydrocyclones de démouillage (dewatering) pour enlever l’eau et les réactifs résiduels. Le minerai ayant flotté constitue le concentré de carbonates et est rejeté du circuit.
2.3.4. Séparation magnétique
Une séparation magnétique est ensuite appliquée aux rejets épaissis de la flottation des carbonates. Cette étape retire la magnétite (Fe3O4) qui autrement contaminerait le concentré de pyrochlore. Des séparateurs magnétiques à rouleaux sont utilisés. Le concentré magnétique est rejeté du circuit.
2.3.5. Flottation du pyrochlore
La fraction non magnétique du minerai alimente le circuit de flottation du pyrochlore. Il s’agit d’une flottation directe en plusieurs étapes. Un conditionnement à haute intensité prépare la surface des particules à la flottation qui se déroule en une étape de dégrossissage et cinq étapes de nettoyage à un pH qui diminue progressivement jusqu’à 2,7. La flottation du pyrochlore permet de concentrer le niobium en éliminant les silicates et autres minéraux de gangue qui se retrouvent dans l’écume.
2.3.6. Flottation des sulfures I
Le concentré de pyrochlore produit subit à nouveau une flottation inverse pour retirer les sulfures métalliques restants.
2.3.7. Lixiviation de l’apatite
Suite à la flottation des sulfures, une lixiviation de l’apatite (voir figure 3) est réalisée sur la fraction non flottée, après épaississage de la pulpe. La pulpe est alimentée dans un réservoir agité où un ajout d’acide chlorhydrique est réalisé. La pulpe lixiviée est filtrée sur un filtre à bande pour retirer les minéraux dissous et envoyée vers une dernière flottation inverse des sulfures.
2.3.8. Flottation des sulfures II
Le minerai lixivié subit une dernière flottation inverse des sulfures à pH 11.
2.3.9. Préparation et ensachage
Le concentré de niobium obtenu est épaissi, filtré et séché (ces étapes ne sont pas représentées sur le schéma) avant l’ensachage en vue d’alimenter le convertisseur qui produit le ferroniobium.
2.4. Composition et inventaire des résidus miniers
Les six (6) principaux flux de résidus générés par le procédé de concentration du pyrochlore sont : Le rejet de particules fines des hydrocyclones de déschlammage;
Le concentré de carbonates de la flottation inverse des minéraux carbonatés; La surverse des hydrocyclones d’épaississage;
Le concentré magnétique obtenu par les séparateurs magnétiques; Le rejet de flottation du pyrochlore de la flottation directe du pyrochlore;
Le concentré de sulfures des flottations inverses de la pyrite et des sulfures (I et II).
2.4.1. Caractéristiques des principaux flux résidus
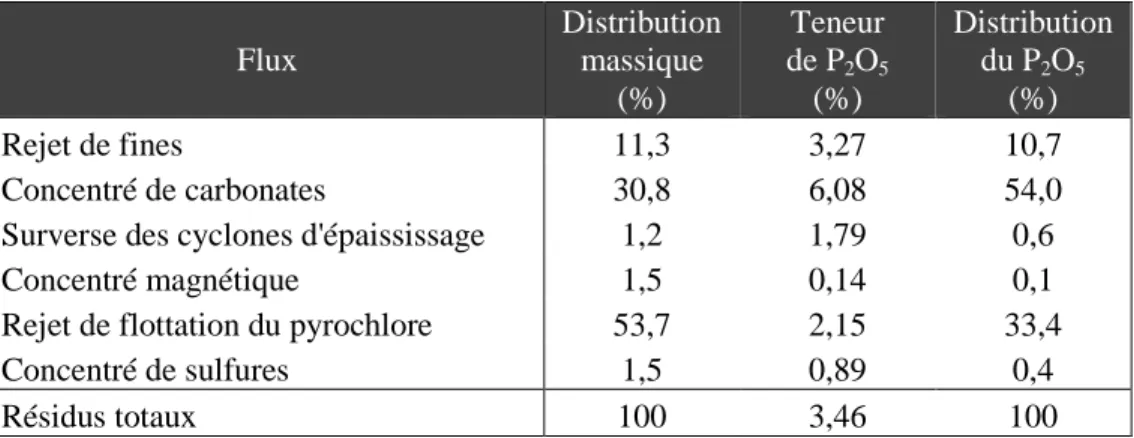
Le tableau 3 présente la distribution massique et les teneurs en P2O5 des résidus par flux. Le rejet de schlamms, le concentré de carbonates et le rejet de la flottation du pyrochlore représentent près de 96 % de la masse de résidus produits par le concentrateur et totalisent également 98 % du P2O5 envoyé au parc à résidus.
Tableau 3 : Distribution massique et en P2O5 des flux de résidus Flux Distribution massique (%) Teneur de P2O5 (%) Distribution du P2O5 (%) Rejet de fines 11,3 3,27 10,7 Concentré de carbonates 30,8 6,08 54,0
Surverse des cyclones d'épaississage 1,2 1,79 0,6
Concentré magnétique 1,5 0,14 0,1
Rejet de flottation du pyrochlore 53,7 2,15 33,4
Concentré de sulfures 1,5 0,89 0,4
Résidus totaux 100 3,46 100
Le tableau 4 montre la composition minérale détaillée des résidus totaux et des trois principaux flux de résidus soient :
les fines de déschlammage; le concentré de carbonates; les rejets du circuit de pyrochlore.
Les valeurs des tableaux 3 et 4 proviennent de campagnes d’échantillonnage différentes et ne sont pas nécessairement cohérentes entre elles.
Tableau 4 : Composition minérale des résidus totaux et des principaux flux de résidus
Minéraux Résidus totaux Rejet de fines Concentré de carbonates Rejet de flottation du pyrochlore (%) (%) (%) (%) Apatite 9,43 8,60 14,99 6,42 Carbonates 76,28 68,75 82,14 74,50 Silicates 9,45 13,45 0,78 13,58 Sulfures 0,44 1,13 0,25 0,40 Oxydes 2,73 2,23 0,44 4,14 Autres 1,67 5,83 1,39 0,96 Distribution massique 100 11,3 30,8 53,7
2.4.2. Inventaire au parc à résidus
Depuis le début des opérations de Niobec en 1976, environ 50 Mt de résidus ont été entreposés dans les différents parcs à résidus présents sur la propriété de la mine (Downey, 2017). La composition précise de l’inventaire n’est pas connue, mais les concentrations devraient s’approcher des valeurs présentées au tableau 4.
2.4.3. Géochimie de l’apatite
Une analyse géochimique de l’apatite distribuée dans le gisement de Niobec a été réalisée en décembre 2014 (Néron & Bédard, 2014). Cette analyse a permis de décrire la pétrographie de deux types d’apatite, soit l’apatite magmatique (verdâtre) et hydrothermale (rougeâtre). Le tableau 5 présente les compositions moyennes mesurées avec un microscope électronique à balayage (MEB).
Tableau 5 : Résultat de la géochimie des apatites magmatique et hydrothermale
Type Concentration (%)
O F Na Mg Si P Cl Ca Mn Fe Sr
Magmatique 41,72 2,18 0,33 1,12 0,41 15,49 0,00 35,13 0,23 1,56 1,01 Hydrothermale 40,17 3,59 0,12 0,45 0,19 16,22 0,02 36,58 0,20 0,99 1,25 Par rapport aux exigences de commercialisation présentées au tableau 1 (page 6) qui fixe la limite de MgO à 1 %, l’apatite magmatique contient une concentration équivalente en MgO de 1,86 % ce qui est au-delà de la limite. Aussi, l’apatite hydrothermale contient une teneur équivalente de MgO significative avec 0,75 %.
Toujours en se basant sur les exigences de commercialisation, les résultats de la géochimie affichent une concentration en chlore très faible pour les deux types d’apatite. Cela est favorable à l’objectif de produire un concentré avec une teneur en chlore inférieure à 0,1 % (élémentaire).
2.5. Facteurs favorisant la mise en valeur de l’apatite des résidus de la
mine Niobec
En plus de réduire l’empreinte physique des parcs à résidus, quatre avantages économiques potentiels résultent de la valorisation des résidus miniers en comparaison avec une exploitation minière traditionnelle.
2.5.1. Coûts reliés au minage et à la comminution
Contrairement aux exploitations minières qui produisent uniquement un concentré d’apatite, la mine Niobec dispose d’un avantage économique important. En effet, l’exploitation du niobium supporte déjà les coûts de minage et de comminution du matériel.
Ces activités constituent traditionnellement une fraction importante des coûts de capital et d’exploitation d’une mine de phosphate. Au contraire, les résidus de Niobec sont disponibles gratuitement pour le traitement en vue de produire un concentré d’apatite.
Un inventaire d’environ 50 Mt de résidus est entreposé sous forme non consolidée dans le parc à résidus et chaque jour de nouvelles tonnes s’y ajoutent.
2.5.2. Manutention et division des flux
Il est possible de traiter ponctuellement les résidus produits aux différents endroits où ils sont séparés du minerai de valeur sur le circuit du concentrateur. Une telle installation minimiserait les frais de manutention et pourrait faciliter le traitement en se concentrant sur les flux de rejets dont la composition se prête à la production d’un concentré d’apatite.
2.5.3. Entreposage
L’entreposage des résidus miniers au parc génère des frais. De telle sorte qu’une économie serait réalisée pour chaque tonne valorisée qu’il n’est plus nécessaire de stocker. Ces économies représentent un revenu supplémentaire de la valorisation.
2.5.4. Incertitude par rapport à la ressource
La nature du minerai exploité par Niobec est bien définie et ne représente pas une incertitude additionnelle à l’analyse économique du potentiel de valorisation, contrairement à un nouveau gisement défini par des forages au diamant depuis la surface.
3. Revue de littérature sur les procédés de concentration de l’apatite
Les résidus du concentrateur de Niobec contiennent une teneur maximale de 6,08 % P2O5 dans le concentré de carbonate. Ceci est insuffisant pour la commercialisation d’un concentré de phosphate (voir section 1.2). Il est donc nécessaire de développer un procédé de traitement des résidus pour concentrer l’apatite.Les procédés généraux applicables, les travaux précédents de valorisation de l’apatite à la mine Niobec et les procédés mis en place pour des gisements similaires permettront de circonscrire les connaissances nécessaires au développement d’une procédure de traitement de l’apatite dans les résidus.
3.1. Procédés généraux de concentration du phosphate
Cette section décrit les procédés généraux qui permettent de concentrer l’apatite en présence de carbonates et de silicates.
Les quatre grandes méthodes identifiées sont la flottation directe, la flottation inverse, la calcination et la lixiviation. L’accent est mis sur les procédés décrits dans la littérature qui n’ont pas été exposés dans les sections précédentes.
3.1.1. Flottation directe
L’absence de contraste marqué entre les propriétés physiques et chimiques de l’apatite et des carbonates, ainsi que la variabilité minéralogique des gisements, rendent la séparation de ces deux espèces minérales complexe. La flottation directe est la méthode la plus employée par les mines de phosphate. Aucune méthode unique ne fait l’unanimité, les procédés employés sont déterminés au cas par cas (Bulatovic, 2007; Kawatra & Carlson, 2013; Sis & Chander, 2003).
Les collecteurs utilisés pour la flottation directe de l’apatite sont généralement de nature anionique. L’huile de talle ou tall oil, un sous-produit de l’industrie forestière est employé par plusieurs opérations de flottation. Le principal agent actif de ce composé est l’acide oléique. Cet acide ou son sel, l’oléate de sodium, sous forme purifiée, sont parfois utilisés comme collecteur afin d’obtenir un collecteur dont la composition est stable (Sis & Chander, 2003). Certains collecteurs commerciaux à base d’acide hydroxamique, comme l’AERO 6493, ont aussi fait l’objet d’études pour la flottation de l’apatite (Miller, Xuming Wang, & Minhua Li, 2002).
Le silicate de sodium permet de déprimer les silicates lorsque la concentration de ces derniers est problématique dans le concentré. Les principaux déprimants utilisés pour réduire la flottation des carbonates sont (Bulatovic, 2014; Oliveira et al., 2011; Sis & Chander, 2003) :
amidon, gomme arabique et carboxyméthylcellulose; acide fluorhydrique;
polysaccharides; acide citrique;
phénoplastes (résine de phénol formaldéhyde de type Novolac et Résol).
Hernáinz et coll. (2004) notent que l’acuité de séparation et la consommation de réactif dépendent fortement de la distribution granulométrique du minerai. La présence de particules ultrafines est particulièrement problématique puisqu’elles sont affectées par l’entrainement. Les auteurs effectuent un tamisage humide sur un tamis de 32 microns afin d’améliorer la sélectivité de la flottation de l’apatite (Hernáinz, Calero, & Blázquez, 2004).
1. Déschlammage pour éliminer les particules fines en réalisant un tamisage humide sur un tamis de 38 μm;
2. Ajout de déprimant(s) pour les carbonates et les silicates; 3. Conditionnement pendant 2 minutes à pourcentage solide élevé; 4. Ajout du collecteur;
5. Conditionnement pendant 10 minutes à pourcentage solide élevé; 6. Ajustement du niveau de pulpe dans la cellule avec de l’eau;
7. Ajustement du pH à la valeur désirée (généralement entre 7 et 10) avec de l’hydroxyde de sodium ou de la chaux;
8. Ajout du moussant; 9. Flottation de l’apatite.
Pour atteindre des concentrations dépassant 30 % P2O5, la flottation nécessite habituellement de répéter cette procédure pour des étapes de nettoyage du concentré produit lors de la première étape de flottation directe.
3.1.2. Flottation inverse
Plusieurs procédés de flottation inverse sont détaillés dans la littérature (Bulatovic, 2014), particulièrement lorsque les performances de la flottation directe sont insuffisantes. Les différents procédés de flottation inverse décrits dans la littérature utilisent des principes similaires. La principale différence réside dans la nature du déprimant utilisé pour empêcher l’apatite de flotter. Les principaux déprimants utilisés pour la flottation inverse de l’apatite sont (Bulatovic, 2014, p. 3‑ 6) :
Acide phosphorique; Acide sulfurique;
Acide fluosilicique (HF), procédé de la Corporation des minéraux industriels et des produits chimiques;
Acide hexafluorosilicique (H2SiF6), procédé du Bureau américain des mines; Acide diphosphonique, procédé de la vallée du Tennessee;
Sulfate d’aluminium et tartrate double de sodium et de potassium; Carbonate de sodium.
Anazia et al. (1991) suggèrent que l’effet déprimant de l’acide phosphorique sur l’apatite est dû à la formation d’une couche d’ions phosphate fortement accrochée par des ponts hydrogènes (Strong
hydrogen-bonded phosphate-water layer) autour de l’apatite qui devient hydrophile. La formation
d’une telle couche à la surface des minéraux carbonatés serait entravée dû au dégagement de dioxyde de carbone à la surface de ces minéraux en solution acide.
Les lignes directrices de la flottation inverse sont les suivantes (Mohammadkhani et al., 2011; Sis & Chander, 2003) :
1. Déschlammage pour éliminer les particules fines en réalisant un tamisage humide sur un tamis de 38 μm;
2. Ajout du déprimant et ajustement du pH à une valeur entre 4,5 et 6, habituellement avec de l’acide sulfurique;
3. Conditionnement court (1 minute) puisque la dissolution des carbonates neutralise le pH de la pulpe.
4. Ajout d’un collecteur à base d’acide gras et d’un moussant (huile de pin ou autre) pour l’élimination des carbonates;
5. Flottation des carbonates.
Lorsque la teneur en silicates dans l’apatite non-flottée est trop élevée, une seconde flottation inverse avec un collecteur à base d’amine permet d’éliminer les silicates et les carbonates restants. D’autres auteurs suggèrent plutôt une flottation directe pour éliminer les silicates (Anazia & Hanna, 1988). La flottation directe est alors réalisée avec un acide gras et du silicate de sodium à pH 8. L’ordre de ces deux flottations dépend alors de la nature et des conditions spécifiques du minerai. Le défaut majeur de la flottation inverse est la consommation élevée en réactifs ce qui rend le procédé non-compétitif avec la flottation directe (Anazia & Hanna, 1988; Mohammadkhani et al., 2011).
3.1.3. Traitement thermique
Le traitement thermique permet d’améliorer la teneur en apatite du minerai (brute ou pré-concentré) en éliminant les minéraux carbonatés. Cette méthode est utilisée dans les régions où l’énergie est abordable et la disponibilité de l’eau est limitée. Par exemple, le traitement thermique est employé pour le minerai de phosphate de la région d’Al-Jalamid en Arabie Saoudite (Gharabaghi, Irannajad, & Noaparast, 2010).
La méthode de décomposition des carbonates par calcination décrite dans cette section est tirée de l’ouvrage Beneficiation of Phosphate Ore (Kawatra & Carlson, 2013, p. 68‑70). À température élevée, la réaction de décomposition des carbonates entraîne le dégagement de CO2. Lorsque les conditions sont favorables, la gangue carbonatée résiduelle est minimale. Selon Kaljuvee et coll., la décomposition nécessite 2 à 5 minutes seulement et la température optimale se situe entre 850 et 950 °C (Kaljuvee, Kuusik, & Veiderma, 1995). En pratique, la durée du traitement thermique est d’une heure pour permettre la complétion de la décomposition. La calcination est réalisée sur un lit
fluidisé, ce qui est avantageux techniquement et économiquement. Ce type de réacteur facilite la manutention de la matière et améliore le bilan énergétique.
CaCO3(s)→ CaO(s)+ CO2(g) (3)
CaMg(CO3)2→ MgO(s)+ CaO(s)+ 2 CO2(g) (4)
Les oxydes de calcium (chaux vive) et de magnésium produits sont éteints en lavant le minerai calciné avec de l’eau. Lors de cette étape, les oxydes forment des hydroxydes sous forme de particules fines (schlamms). Un second rinçage avec une solution à 5 % de certains composés d’ammoniaque tels que le NH4NO3 et le NH4Cl a démontré une augmentation du taux d’élimination des carbonates particulièrement en présence de magnésium (dolomite).
CaO + H2O → Ca(OH)2 (5)
Finalement, le minerai subit une séparation par hydrocyclones qui élimine les hydroxydes. L’efficacité de cette séparation est influencée par la distribution granulométrique de l’apatite qui doit être aussi grossière que possible afin d’éviter les pertes à la fraction fine.
Un traitement thermique à une température entre 650 et 750 °C calcine seulement les impuretés organiques. Réciproquement, une exposition du minerai à une température de l’ordre de 1350 °C entraîne la défluorisation de la matière (Abouzeid, 2008).
Le traitement thermique est une méthode habituellement réservée au minerai qu’il est impossible de traiter avec des procédés traditionnels. Le coût en capital de la calcination est important et le procédé requiert une quantité importante d’énergie. De surcroît, ce procédé compromet la production d’acide phosphorique en modifiant les propriétés de l’apatite (Gharabaghi, Irannajad, & Noaparast, 2010).
3.1.4. Lixiviation avec de l’acide acétique
La lixiviation sélective des carbonates est une méthode d’enrichissement des minerais d‘apatite. Ce procédé n’est justifiable que lorsque la flottation et les autres procédés conventionnels ne permettent pas d’atteindre la composition désirée. Gharabaghi et al. (2010) discutent des performances de différents acides organiques utilisés à cette fin.
La lixiviation des carbonates en utilisant de l’acide acétique dilué a permis d’obtenir des résultats intéressants (Abu-Eishah, Muthaker, & Touqan, 1991). L’acide acétique dilué est utilisé étant donné qu’il s’agit d’un acide faible (pKa = 4,75) miscible dans l’eau. Cette propriété permet d’utiliser l’acide acétique afin de maintenir un pH auquel la réaction de dissolution des carbonates est
favorisée tandis que la dissolution de l’apatite est négligeable. La concentration d’acide, la proportion solide/liquide et le temps de réaction sont des paramètres importants afin de digérer les carbonates en limitant la solubilisation de l’apatite. Les réactions chimiques sur lesquelles se base la méthode sont (Abouzeid, 2008) :
CaCO3 (s)+ 2 AcOH(aq) → Ca(AcO)2 (aq)+ CO2 (g)+ H2O (l) (6) MgCa(CO3)2(s)+ 4 AcOH(aq) → Mg(AcO)2 (aq)+ Ca(AcO)2 (aq)+ 2 CO2 (g)+ 2 H2O(l) (7) Le dioxyde de carbone se dégage sous forme de gaz tandis que les acétates sont dissous dans la phase aqueuse. Une séparation de la phase solide et liquide permet de récupérer le minerai enrichi dans la phase solide.
Selon les auteurs, la concentration d’acide acétique optimale se situe entre 6 et 8 % pour une proportion liquide/solide entre 4:1 et 6:1. Les résultats des études suggèrent d’éviter l’utilisation d’acide acétique à des concentrations dépassant 10 % puisque la dissolution des phosphates devient significative dans ces conditions. Le temps de réaction recommandé est de 30 à 40 minutes. La lixiviation est réalisée à température ambiante. En laboratoire, la réaction peut s’effectuer dans un récipient ouvert sous la hotte. Toutefois, dans un contexte industriel, l’utilisation d’un réacteur fermé est requise afin d’éviter le dégagement d’acide acétique dans l’air et pour être en mesure de récupérer le dioxyde de carbone produit.
Le taux de dissolution, exprimé en terme de mol cm-2 s-1, du carbonate de calcium , CaCO3, en présence d’acide acétique est influencé par la température, l’évacuation du gaz carbonique dégagé et la concentration d’acide (Blinkova & Eliseev, 2005). La finesse des particules de carbonate de calcium influence également le taux de dissolution en modifiant la surface spécifique (cm²/g) du CaCO3 en contact avec l’acide. Ainsi le taux de dissolution des carbonates augmente avec l’augmentation de la finesse des particules de CaCO3.
Étant donné le coût élevé de l’acide acétique, les auteurs suggèrent qu’une application industrielle du procédé devrait comporter un circuit de régénération de cette espèce chimique. Pour ce faire, le calcium et le magnésium sont précipités par un ajout d’acide sulfurique, la réaction en jeu est la suivante :
Ca(CH3COO)2 (aq)+ H2SO4 (aq)→ CaSO4 (s)+ 2 CH3COOH (aq) (8) La régénération doit permettre de maintenir l’inventaire d’acide acétique avec des ajustements minimaux puisque ce réactif est dispendieux. Une consommation importante d’acide sulfurique est
également requise. Ces deux exigences entravent l’application de la lixiviation à l’échelle industrielle (Abu-Eishah, Muthaker, & Touqan, 1991; Gharabaghi et al., 2010).
3.1.5. Lixiviation avec un acide fort
Les acides forts, tels que l’acide chlorhydrique, permettent également la dissolution des carbonates pour former des sels solubles en solution selon les réactions :
CaCO3 (s)+ 2 HCl (aq) → CaCl2 (aq)+ CO2 (g)+ H2O (l) (9) MgCa(CO3)2(s)+ 4 HCl (aq) → CaCl2 (aq)+ MgCl2 (aq)+ 2 CO2 (g)+ 2 H2O (l) (10) L’apatite est également susceptible de réagir avec l’acide chlorhydrique pour former des composés solubles.
Ca5(PO4)3F(𝑠)+ 10 HCl(𝑎𝑞)→ 3 H3PO4(𝑎𝑞)+ 5 CaCl2(𝑎𝑞)+ HF(𝑎𝑞) (11) La vitesse de réaction de l’apatite est liée au pH de la solution. Des résultats expérimentaux (Chaïrat, Schott, Oelkers, Lartigue, & Harouiya, 2007) ont démontré que le taux de dissolution surfacique (mol/m².s) augmente d’un facteur de 10 par diminution d’une unité de pH dans la plage de pH 2 à 6. En fixant le pH à une valeur de 2,8, le taux de dissolution de l’apatite est négligeable en comparaison à celui des carbonates. Il est donc possible d’obtenir une dissolution sélective des carbonates en ajustant le pH.
3.2. Travaux précédents de valorisation de l’apatite à la mine Niobec
Deux auteurs, Savard en 1981 et plus récemment Dramou en 2016, ont travaillé à la valorisation de l’apatite dans les résidus de la mine Niobec (Dramou, 2016; Savard, 1981).
3.2.1. Travaux de Savard
Savard a porté ses recherches sur l’élaboration d’un concentré d’apatite permettant une utilisation directe dans les champs à partir des résidus de Niobec. Ces expérimentations couvrent la classification par hydrocyclones, la séparation avec table à secousses, la flottation inverse et la flottation directe.
Les premières démarches décrites par l’auteur concernent la concentration des résidus par classification avec des hydrocyclones. En utilisant un hydrocyclone de 50 mm et en variant la pression entre 2 et 10 lb/po² et la densité de la pulpe entre 27 et 32 %, l’auteur obtient un diamètre de coupure de 29 à 55 microns. Les performances des essais de double classification sont présentées à la figure 4.
Figure 4 : Diagramme du procédé de concentration par double classification de l’apatite dans le concentré de carbonates
La concentration de l’apatite à l’aide d’une table à secousses a également été évaluée par Savard. Les performances sont limitées en raison des particules de très petite dimension qui demeurent en suspension dans l’eau et réduisent la sélectivité de la table à secousses.
Délaissant la séparation physique en raison des faibles récupérations obtenues, l’auteur s’intéresse par la suite au procédé de flottation inverse sur le rejet total déschlammé de l’usine. Savard propose le diagramme présenté à la figure 5 pour la flottation inverse. La flottation des carbonates est réalisée en déprimant l’apatite avec de l’acide phosphorique et un ajustement du pH à 4,5 avec de l’acide sulfurique. Le collecteur utilisé est un mélange d’acide gras émulsifié (Acintol FA-3). La seconde flottation est réalisée avec un collecteur aminé (Duomac C), et du chlorure d’aluminium est utilisé comme déprimant pour l’apatite.
Alimentation Classification primaire Surverse Sous-verse Dilution Classification secondaire Surverse Sous-verse (7,5 - 10 % P2O5) (10 - 14 % P2O5) (20 - 24 % P2O5) (3 - 6 % P2O5) (8 - 14 % P2O5)
Figure 5 : Diagramme du procédé de concentration par flottation inverse de l’apatite dans le concentré de carbonates
Savard s’intéresse ensuite à la flottation directe du rejet total déschlammé en employant un procédé inspiré de celui alors utilisé à la mine brésilienne Jacupiranga (présentée à la section 3.3.1 de ce mémoire). La figure 6 montre le diagramme proposé par l’auteur pour cette méthode. Les étapes de flottation sont réalisées avec un conditionnement préalable de 10 à 15 minutes en présence de 400 à 1500 g/t d’amidon de tapioca (MRL-278) caustifié à une concentration de solides de 65 %. La densité de la pulpe est ensuite ajustée entre 20 et 30 %. Un ajout de 150 à 500 g/t d’acide gras permet de collecter l’apatite. Les étapes de flottation durent de 1 à 10 minutes.
Figure 6 : Diagramme du procédé de concentration par flottation directe de l’apatite dans le concentré de carbonates
La figure 7 résume les résultats obtenus par l’auteur avec les différentes procédures testées. La flottation inverse offre les performances les plus intéressantes, soit un concentré dont la teneur est entre 32 et 40 % P2O5 avec une récupération entre 58 et 75 %. Cependant, cette méthode est délaissée par l’auteur en raison des dosages élevés de réactifs et du nombre important des réactifs impliqués dans la séparation. La flottation directe avec nettoyage atteint une gamme de
Alimentation Flottation des
carbonates
Rejet de carbonates I
Concentré I Rejet final
Flottation des carbonates & silicates Rejet de Carbonates II Concentré II Alimentation Flottation de dégrossissage Épuisage Flottation de nettoyage Concentré Rejet final