Modélisation d'une vanne à tournant sphérique munie d'un joint de polymère viscoélastique
139
0
0
Texte intégral
Figure
+7
Outline
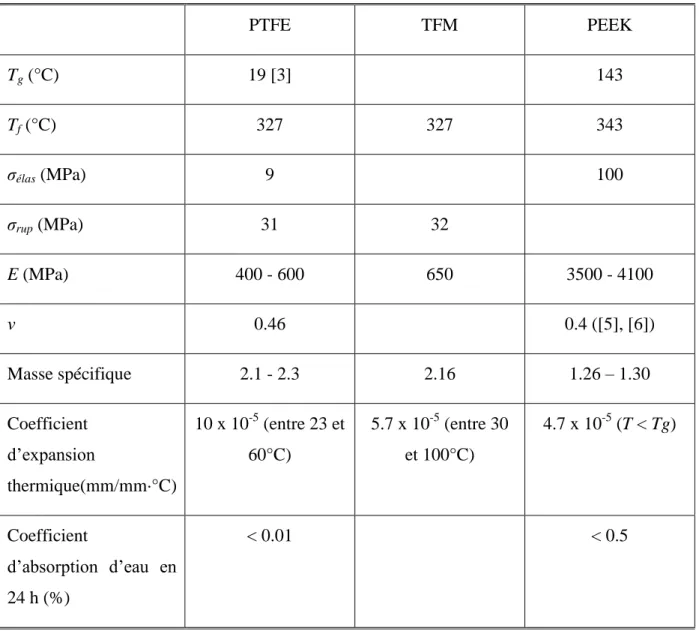
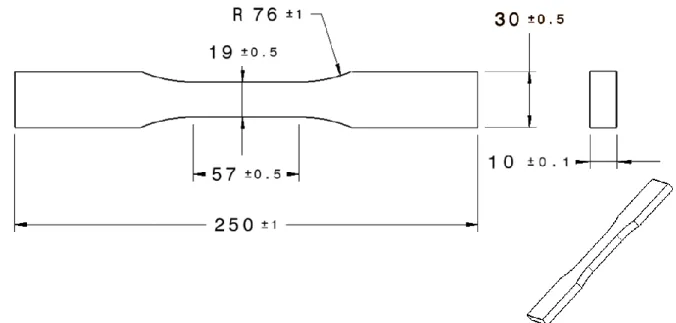
Étude sur les matériaux utilisés pour la fabrication des joints
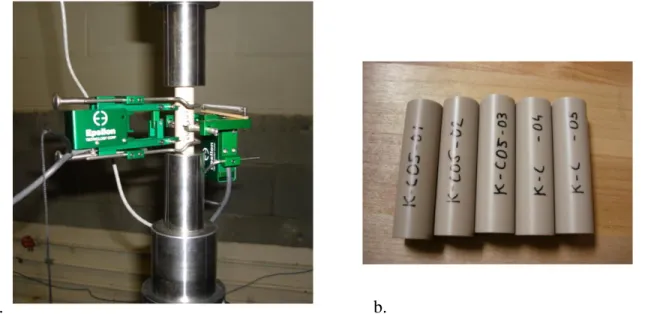
Essais de compression
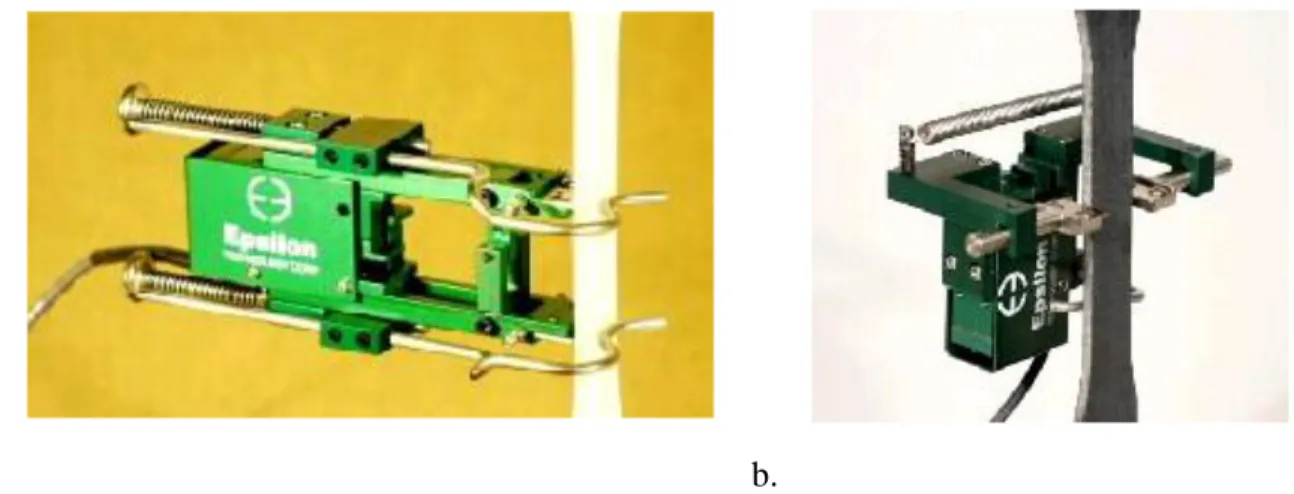
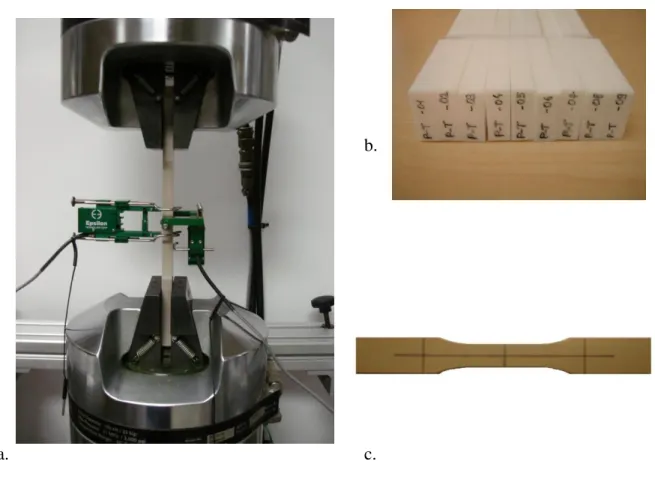
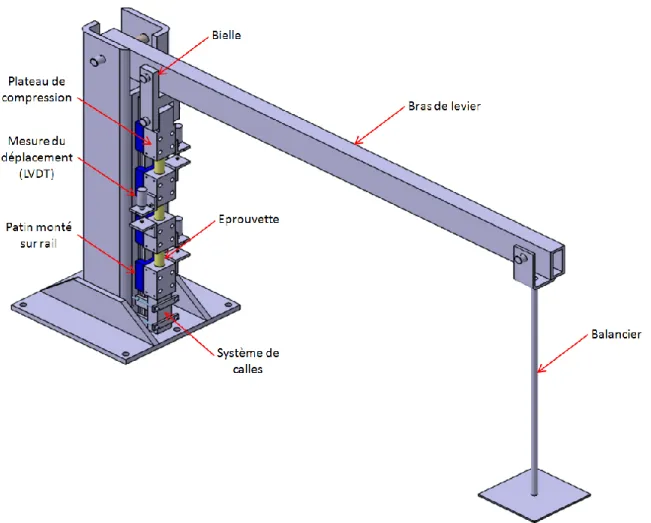
Installation et étalonnage du banc d’essai
Bilan sur la machine de fluage et améliorations proposées
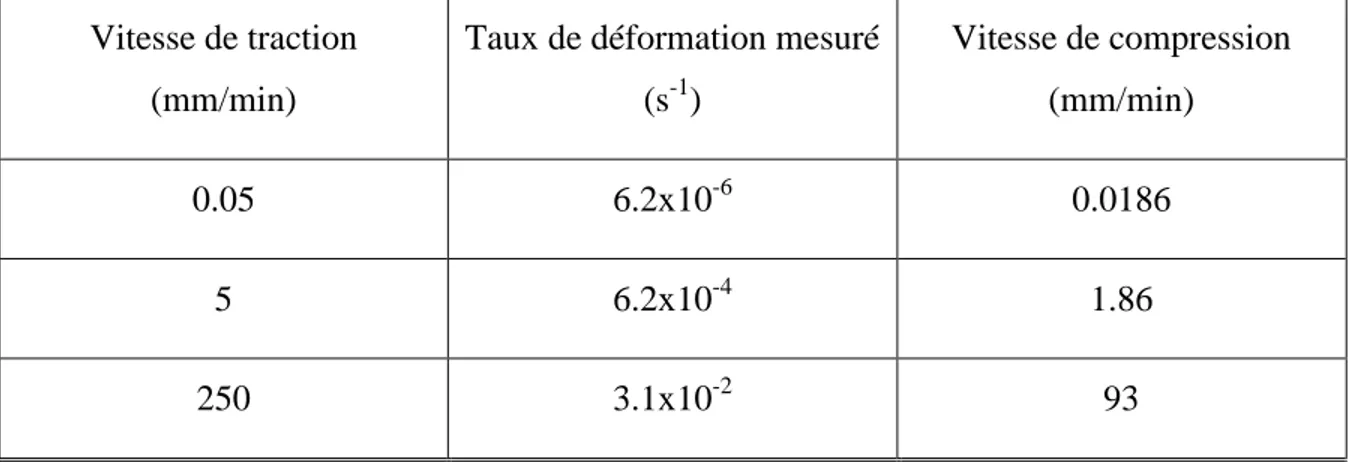
Analyse des courbes et comparaison traction/compression
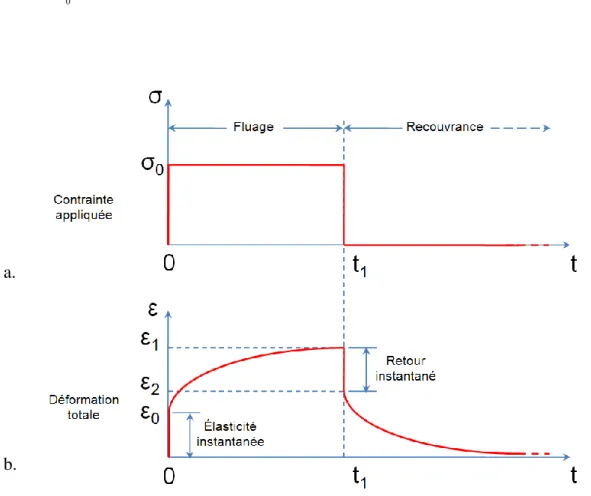
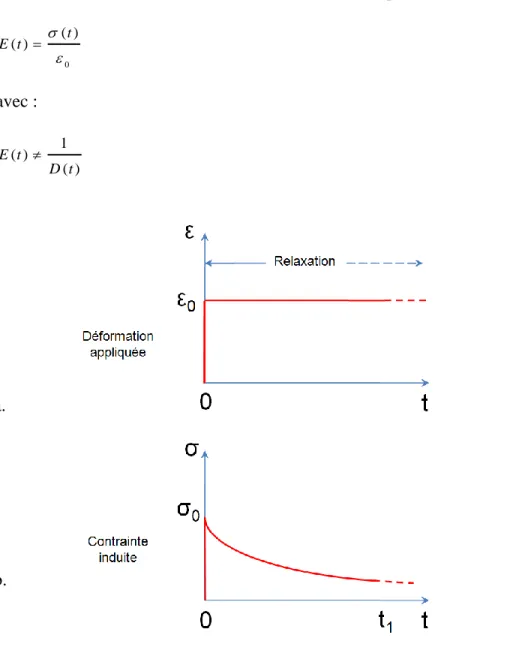
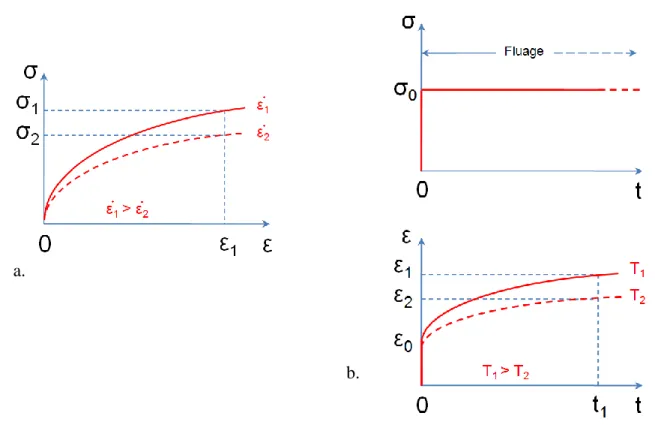
Analyse des courbes de fluage et bilan sur la viscoélasticité des différents matériaux
Amélioration de la géométrie du joint
Documents relatifs
