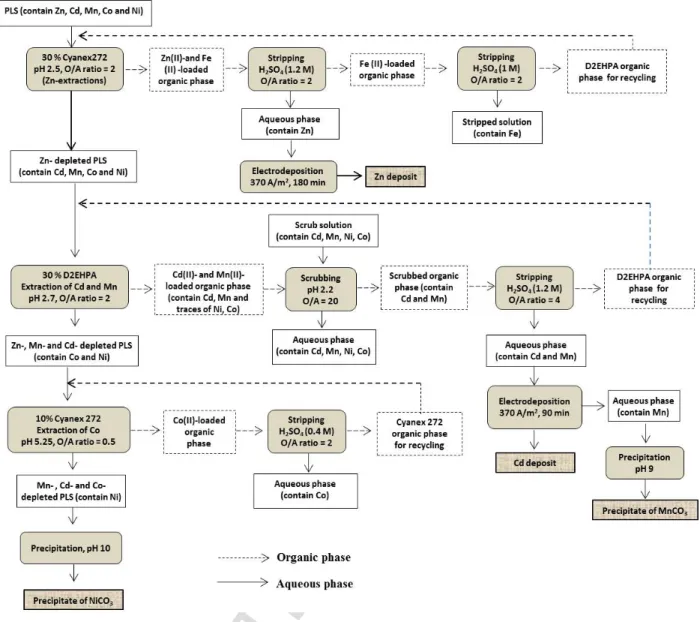
Recovery of Zn (II), Mn (II), Cd (II) and Ni (II) from the unsorted spent batteries using solvent extraction, electrodeposition and precipitation methods.
53
0
0
Texte intégral
Figure
+6

Documents relatifs