ALTUGLAS .. Résine acrylique.
Un matériau qui mérite un article dans notre bulletin.
Par A. GRANDO.C.E.S. de LOUVROIL. 5972D
Notre collègue GRANDO nous propose un article sur ce matériau, bien connu
souste-merque« AL TUGLAS)). Bien que tréouement employéparson auteurpour
la confection de montages pédagogiques,
il
s'agit, dansle cas présent, d'un article
destin~à'falteConnaÎtrelé$mo'iens
industrielsbebituelsde mise en œuvre de ce
matériau. Chacun pourra adopter les plus simples pour la réalisation desespropres
maquettes ou entreprendre une mise en œuvre plus (( Industrielle
»
dans le cadre
d'un lycée par exemple.·
.
-.,.---
.
AVANT-PROPOS
Depuis de nombreuses années, j'utilise ce maté-riau pour fabriquer mon matériel pédagogique; supports divers, maquettes animées pour rétropro-jecteur etc....
Avec l'autorisation de, MonsieLJf PERRIN, de la société ALTULOR à PJ\FtIS,j'ai essayé de dégager l'essentiel de la riche documentation qui m'a été donnée, j'espère que bon nombre demeeS coUèQues s'intéresseront à ce m.atériall qu.i mérite .d'autant plus d'être utilisé qu'il est uilproduit FRANÇAIS.
Certes je ne suis pas le seul .: à l'utiliser dans l'enseignement, mais parcontacts fréquents avec bon nombre d'établissemel1ts je sais que ce maté-riau est mal connu. Je souhaite que cet article puisse rendre service.
1- GENI;RALITES.
L'altuglas est la marque commerciale du polymé-thyl-méthacrylate (PMMA). L'altuglas n'est plus un matériau nouveau.
Plus de 40annés d' expérience lui ont donné une maturité suffisante pour inspirer aux tranSformateurs et utilisateurs la confiance qu'inspire la tradition.
1.1.- LES APPLICATIONS DE L'AL TUGLAS;
Les applicationsderAltuglas ne cassent de se multiplier. ...
- Pièces industrielles.
Carters, gabarits, accessoires de sécurité etprotec-tion, maquettes, et toutes pièces industrielles usinées, matériel de laboratoire.
- Batlment.
Garde-corps, pare-vent, vitrages, lanternaux, vas-ques d'éclairage public et privé.
- Décor-Publicité.
Agencement de magasins, de bureaux, cloisonne-ments, ameublement et objet d'ameublement,
pré-sentoirs, luminaires, vitrines, étalagisme, enseignes
lumineuses, panneaux de signalisation routière, lava-bos et baignoires, etc...
- Matériel d'ènseignement...
- Depuis quelques années j'utiliserAltuglas pour la fabrication d'une grande partie de l'nom matériel Pédagogique, supports divers, maquettes pour rétro-projection etc ...J'en donnerai un catalogue et les photos à la fin de cet article. C'est un produit utilisable àtous lesniveauxd'ehseignement. .
1.2.-PRESENTATION COMMERCIALE DE L'ALTU-GLAS.
L'Altuglas se présente sous diverses formes com-merciales:
a) Plaques planes:
- transparentes, colorées ou non, - diffusantes, fumées ou opaques,
- à motifs de surface (deux faces granitées), - d'aspect
«
satlné» OU«à reflets»,Leurs épaisseurs est comprises entre 2 et 30 mm, dans un certain nombre de formats standard (3M
x
2M maxi.),b) Blocs (colorés sur demande) :
-Epaisseur jusqu'à 200 mm (format 1200
x
800 à 2000
x
1200 suivant épaisseur) c) Bâtons incolores ou fumés:- Pour les diamètres.compris entre 7 et 28 mm (L: 1,95 M ) · .
- Pour les diamètres compris entre 30 et 200 mm(0,50M).
1.3.- CARACTERISTIQUES;
Densité 1,18
Résistance . • . . . 65 à 75 N / mm2 Coefficient de dilatation linéaire. . . .3 mm / M Isolation thermique . . . .0,15 Retrait àla première chauffe . . . .2 %
«Transmission lumineuse» pour une épaisseur de 3mm:
- Transparent 0070 . • . . . • . . . •92%
- Diffusant léger 705. . . .82
%
- Diffusant moyen 704 57
%
- Opale léger 1709 • . . . • . . . .49 % - Blanc moyen 1075 . • . . . .16
%
«
Propriétés accoustlques», amortissement inté-ressant dans les aigus,«
Propriétés chimiques»: rAltuglas résiste bien aux divers gaz habituellement contenus dans l'atmo-sphère des villes, ou des rivagesmaritimes.«
Résistance auxchocs», élevée,
mise en évidence par les tests :- du sac de billes de verre, - de la bille d'acier, - de la ballede cl/ir,
(ces tests sont subis par les garde-corps).
104.- COMMENT TRAVAILLER L'AL TUGLAS.
L'Altuglas se travaille comme le bois dur ou le métal tendre.
En effet, son usinage èst voisin de celui du bois, sa transformation à plat ne nécessite aucun autre outil-lage que celui d'un atelier courant, pas plus qu'une main-d'œuvre particulière.
- Découpage.
- Fraisage et détournage. - Perçage.
- Collage.
- Préparation des chants, - Polissage des tranches. - Pliage et galbage.
«
Une notice détaillée suivrapour chacune de ces opérations».1.5.- ENTRETIEN.
L'entretien de raltuglas -est simple, tant par ses méthodes que par les produits à utiliser.
PROSCRIRE ABSOLUMENT le nettoyageà sec, ou à raide de chiffons imprégnés de trichloréthylène, benzol ou autre solvant.
Utiliser de préférence rALTUNET, mis au point par ALTULOR, produit
cr
entretien, ou rALTUPOL, pour le polissage de l'Altuglas Possédant de fines rayures. Il est possible d'entretenir rAltuglas avec de reau addi-tionnée d'un détergent du commerce, et de terminer ropération avec une peau dechamolshurnlde,LE PLIAGE DE L'ALTUGLAS.
2.1.- Considérations générales
Lorsque les pièces à réaliser ne présentent que des pliages francs, séparant des surfaces planes, il est préférable de ne pas chauffer la feuille com-plète, pour ne pas détruire sa planéité.
La technique consiste à chauffer localement l'Altuglas, le long de la génératrice de pliage, à l'aide d'une résistance électrique rectiligne; le pliage s'opère ensuite très facilement en mainte-nant la feuille jusqu'à refroidissement sur un montage approprié à l'angle désiré.
Cette méthode n'offre aucune difficulté pour des pièces jusqu'à 0,5 m de longueur environ. On observe en bout d'angle une légère déformation qui pourra être supprimée par sciage.
Rem~rques:
a) un léger retrait linéaire de 2%est constaté. b) l'Altuglas n'étant. pas un. matériau compres-sible, il y a lieud9prévoirun rayon intérieur mini-mum correspondant. à l'épaisseur de. l'Altuglas utilisé;' une valeur. plus faible provoque souvent des amorces decassure ae lieu du pliage,
c)
il.
est important de noter que le rayon inté-rieur doit être au maximum de trois fois l'épais-seur, valeur au-delà de laquelle la largeur chauffée devient trop importante, d'où pli difficile à réaliser et nécessité d'utiliser un gabarit avec les risques de marquage de celui-ci.2.2.- Pliage de fa,/blep épéJisseurs (2 à 8mm)
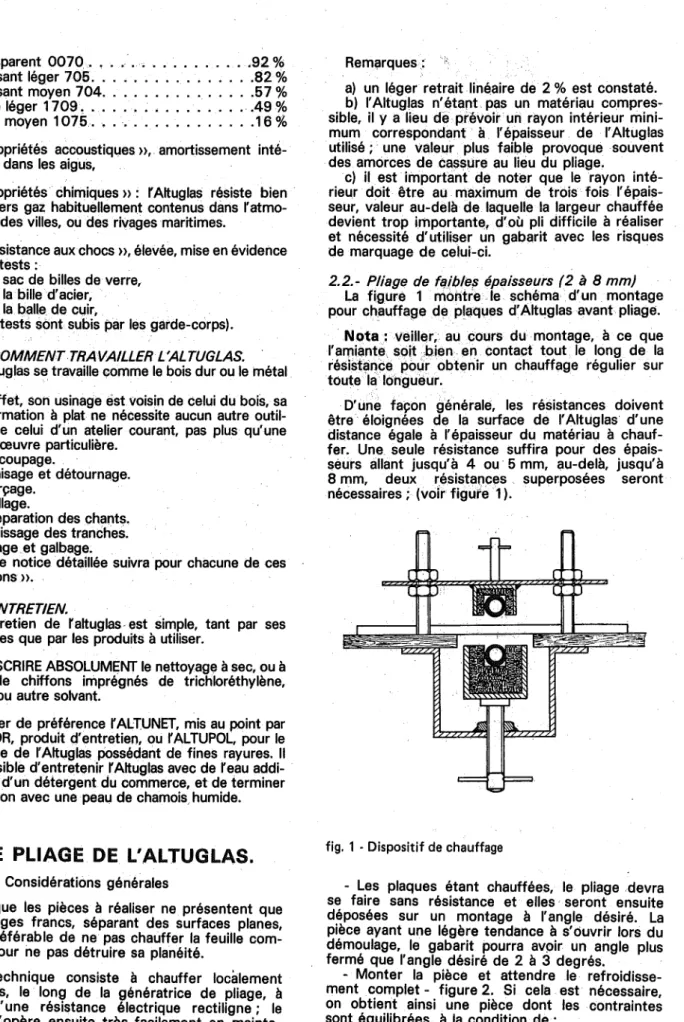
La .figure 1 mo/ltre le schéma d'un montaqe
pourchauffa~e de plaql/es d'Altuglasavant pliage.
N()ta: .veiller,. au. cours du montage, à ce que l'al1'liantes9i,tbienen contact tout Je. long de la résistél~ce. pour. obtenir un chauffage régulier sur toute la IOhgueur.
D'une façon genéralé, les résistances doivent être éloignées de la surface de l'Altuglas d'une distance égale à l'épaisseur du matériau à chauf-fer. Une seule résistance suffira pour des épais-seurs allant jusqu'à 4 ou 5 mm, au-delà, jusqu'à 8 mm, deux. résista.!)c:es superposées seront nécessaires; (voir figure 1).
fig. 1 . Dispositif de chauffage
- Les plaques étant chauffées, le pliage devra se faire sans résistance et elles' seront ensuite déposées sur un montage à l'angle désiré. La pièce ayant une légère tendance à s'ouvrir lors du démoulage, le gabarit pourra avoir un angle plus fermé que l'angle désiré de 2 à 3 degrés.
- Monter la pièce et attendre le refroidisse-ment complet - figure 2. Si cela est nécessaire, on obtient ainsi. une pièce dont les contraintes sont équilibrées, à la condition de:
a) ne pas avoir de retour inférieur à 50 mm ; b) prévoir le développement de la pièce avant pliage, pour ne pas avoir à scier en parallèle des génératrices de pliage.
c) en cas de pliages successifs, chaque pli sera distant d'au moins 3 fois l'épaisseur de J'Altuglas utilisé.
Un autre exemple de gabarit de pliage est
donné figure 3.
2.3.~ Pliage de fortes épaisseurs (à partir de Bmm)
La technique est la même, mais les résistances
seront
remplacées. par' des émetteurs infra-rouge-céramique, montés bout àbout
et démunis de leur réflecteur pour limiter la largeur de chauf-fage.fig. 2 - Gabarit de pliage
fig. 3 . Gabarit de pliage
Les distances Altuglas~émetteurs seront réglées en fonction du rayon recherché, en prenant comme base : .
- distance égaleà 10 fois l'épaisseur
- temps de chauffage: environ 1mm parmm d'épaisseur.
Il est possible de limiter la largeur de chauffage en disposant de part et d'autre de l'axe de chauf-fage des bandes d'amiante légèrement décollées de l'Altuglas de 2à3mm.
Sans limitation de chauffage, le rayon obtenu sera plus grand.
2.4. - Fournitures: .
Les résistances électriques peuvent être four-nies par:
- Ets APPLIMO 39, rue Bokanowky. 92600
Asnières
- Ets PLASTELEC àAcquigny. 27400 Louviers Les émetteurs infra-rouge peuvent être fournis par:
- TECHNOVA 175, avenue de Stalingrad.
94400 vitry sur Seine.
3 - LE FORMAGE DE L'ALTUGLAS
3.1.- Chauffage:
Il existe deux modes principaux de .chauffage : 1- étuvesà air chaud
2- par rayons infra-rouge
3.1.1.- Etuves à air chaud:
cr
esi le mode de chauffage le plus retlonnel,surtout si les épaisseurs sont supérieyres à 5 ou 6 mm, .
Quelques exemples d'étuves: voir figures 4, 5
et
6.
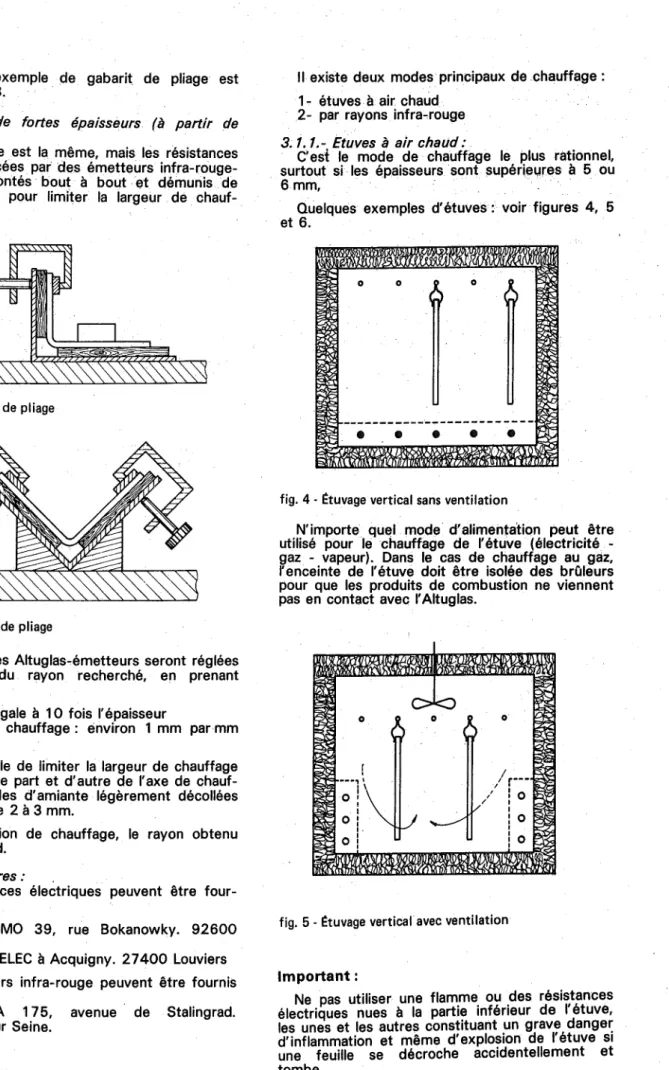
fig, 4 - Étuvage vertical sans ventilation
N'importe quel mode d'alimentation peut être utilisé pour le chauffage de l'étuve (électricité -gaz - vapeur). Dans le cas de chauffage au -gaz,
r
enceinte de l'étuve doit être isolée des brûleurs pour que les produits de combustion ne viennent pas encontactavec l'Altuglas.fig, 5 - Étuvage vertical avec ventilation
Important:
Ne pas utiliser une flamme ou ,des rési~tances électriques nues à la pertie inférieur de 1étuve, les unes et les autres constituant ,ungrav~ dange~ d'inflammation et même d'explosion de 1étuve SI
une feuille se décroche accidentellement et tombe,
Une température constante est souhaitable
( 20), pour cela, une clrculatton d'air est
néces-saire, une bonne isolation thermique des parois et une régulation évidement.
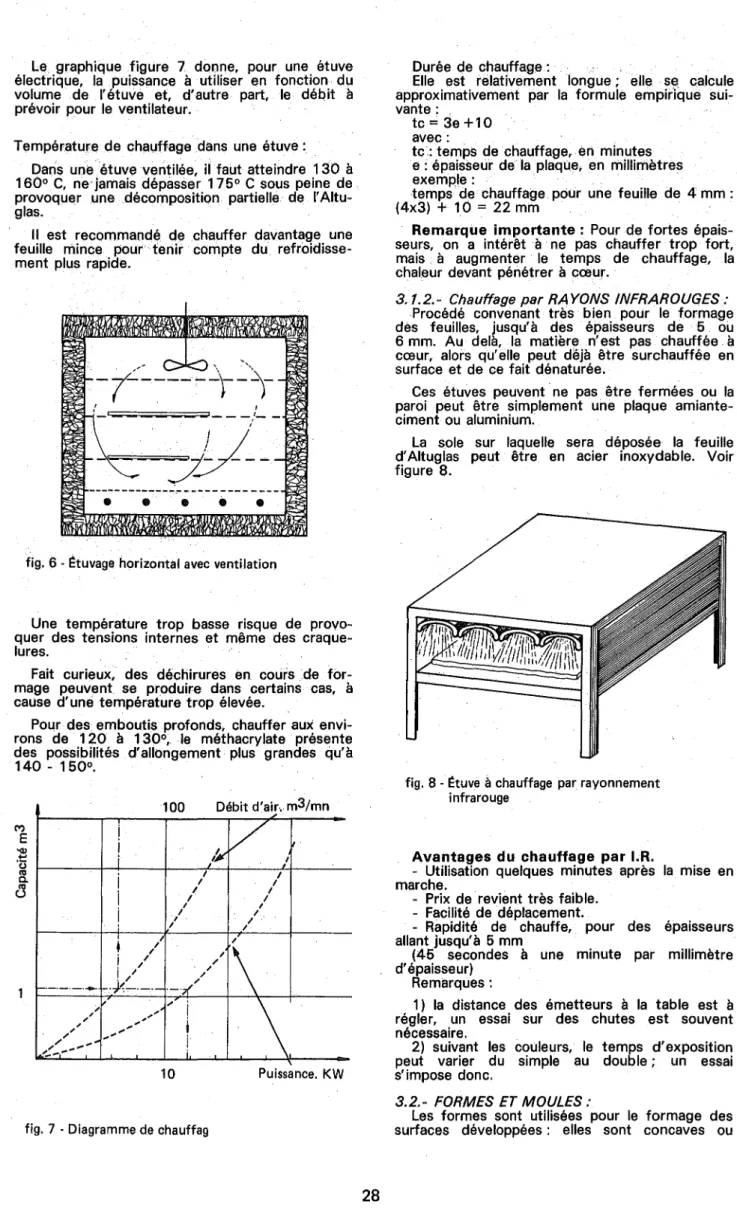
L~ graphiql.le figure 7 donne, pour une étuve électrique, la puissance à utiliser en fonction du volume de l'étuve et, d'autre part, le débit à prévoir pour le ventilateur.
Température-de ch~l,Jffagedansune étuve:
Dans
uneétuve ventilée,il
faut atteindre 130 à 160° C, ne-jamais dépasser 17 5° C sous peine de provoquerjme cdécomposltlon partielle de l'Altu-glas.Il est recommandé. de chauffer davantage une feuille mince. pour tenir compte du refroidisse-ment plus rapide.
fig. 6 -Ëtuvag~horizontal avec ventilation
Une température trop basse risque de provo-quer des tensions internes et même des craque-lures.
Fait curieux, des déchirures en cours de for-mage peuvent se produire dans certains cas, à cause d'une température trop élevée.
Pour des emboutisprofonds, chauffer aux envi-rons de 120 à 139°, le méthacrylate présente des possibilités d'allongement plus grandes qu'à 140 - 1500.
Durée de chauffage.:
Elle est relativement longue; elle se calcule approximativement par la formule empirique sui-vante: .
tc"; 3e +10 avec:
te:temps de ·chauffage, enminutes e: épaisseur de la.plaque; en millimètres exemple: . ... . .'
temps de chauffage. pour une feuille de 4 mm : (4x3)
+
10 = 22 mmRemarque importante: Pour de fortes épais-seurs, on a intérêt à ne pas chauffer trop fort, mais à augmenter le temps de chauffage, la chaleur devant pénétrer à cœur..
3.1.2.~ Chauffage par RAYONS INFI1AROUGES:
Procédé convenant très bien pour le formage dès feuilles, jusqu'à des épaisseurs de5 ou 6 mm. Au delà, la matière n'est pas chauffée à cœur, alors qu'elle peut déjà être surchauffée en surface et de ce fait dénaturée.
Ces étuves peuvent' ne pas être fermées ou la paroi peut être simplement une plaque amiante-ciment ou aluminium.
La sole sur laquelle sera déposée la feuille d'Altuglas peut être en acier inoxydable. Voir figure 8.
fig. 8 - Ëtuveàchauffage par rayonnement infrarouge
Avantages du chauffage par I.R.
- Utilisation quelques minutes après la mise en marche.
-Prix de revient très faible. - Facilité de déplacement.
- Rapidité de chauffe.' pour des épaisseurs allant jusqu'à 5 mm
(45 secondes à une minute par millimètre d'épaisseur)
Remarques:
1) la distance des émetteurs àla table est à
régler, un essai sur des chutes est souvent nécessaire.
2) suivant les couleurs, le temps d'exposition peut varier du simple au double; un essai s'impose donc. 3/ Puissance. KW 10 100 Débit d'ai,r.. m mn
i
V
i
./~
i"
i
1 1 1 1i
11 11 1 1i
1 1 1 1 1 1.
/
1\
i / /.-j /
..-.
.----7f/ .•-._.-...
.-y,.,..._.-"
"
Î\'
,
. /"
,.'j
,
...
,,"
...
/ ' » > : 1"
...-
...
, , i,
fig.7 .Diagramme de chauffag
3.2.- FORMES ET MOULES:
Les formes sont utilisées pour le formage des surfaces développées: elles sont concaves ou
convexes et de conception très simple.
Les moules s()ntdes .ensembles plus ou moins complexes destinés à obtenir des formes non
développables. . Les formes
et
les. 'll0ules peuvent être faits en pois' dur, .. en tôle d'acier Ou d'aluminium, ou en plâtre, Ils doivent.êtr~ sUffisam.ent ri~ides. .Les moules métalliques doivent etre parfaite-ment .. polis.
POur éviter.h~·refroidissement brutal de l'Altu· glas au contact du moule, celui-ci sera chauffé à
une température de 60QC~
3.3.- FORMAGE:
- Il convient de distinguer:
- Le .formage simple des surfaces dévelop-pables. .
- L'étirage en forme.
fig. 9 - Feuille plaquée par une suédine
3.3.1.-Formage simple des surfaces dévelop-pables.
L'Altuglas est découpé suivant la forme déve-loppée, plus une marge· nécessaire au détourage et en tenant compte du retrait de 2% (retrait automa-tique au premier chauffage de l'Altuglas).
La feuille chauffée est simplement placée sur la forme, une suédine l'applique sur la forme, figure 9. Pour certaines pièces, seul un cadre périphérique suffit, figure 10.
fig. 10· Feuille plaquée par un cadre
fig. 11 . Feuille plaquée dans une forme en creux
Chaque fois que cela est possible, Hast préfé-rable d'utiliser une forme en
creux
figure 11 ;Une variante consiste dans le formage. de piècesàgénéri;ltrices parallèles. La figure 12 donne un exemple de réalisation. .
fig. 12 . Surface développable complexe
3.3.2.- Etirage en forme.
Il permet d'obtenir' les formes les plus variées; différents moyens de mise en œuvre sont utilisés:
- L'air (par aspiration ou par soufflaqe). -Des moyens mécaniques à la. façon de l'emboutissement des métaux en feuilles ou de procédés composés.
a) Etirage par aspiration
. - Aspiration en moule: figure 13
Il est utilisé un moule concave, ayant la forme extérieur de la pièceàobtenir, le flan est légèrement tenu par un serre-flan. .
Le vide étant fait dans le moule, la feuillé d'Altu-glas vient épouser la surface de ce dernier.
Le moule peut êtreen plâtre àmodeler avec un recouvrement de suédine collée à l'aide de colle à
l'eau par exemple. Ils peuvent également être en bois ou métal.
Plâtre
fig. 13 - Aspiration en moule
1
,. Aspiréltionlibre ;
Dansee cas la partie galbée n'est jamélis en contact avec les parois du-moule et ne risque donc pas d'être
rnarquée.:
cetteméthode
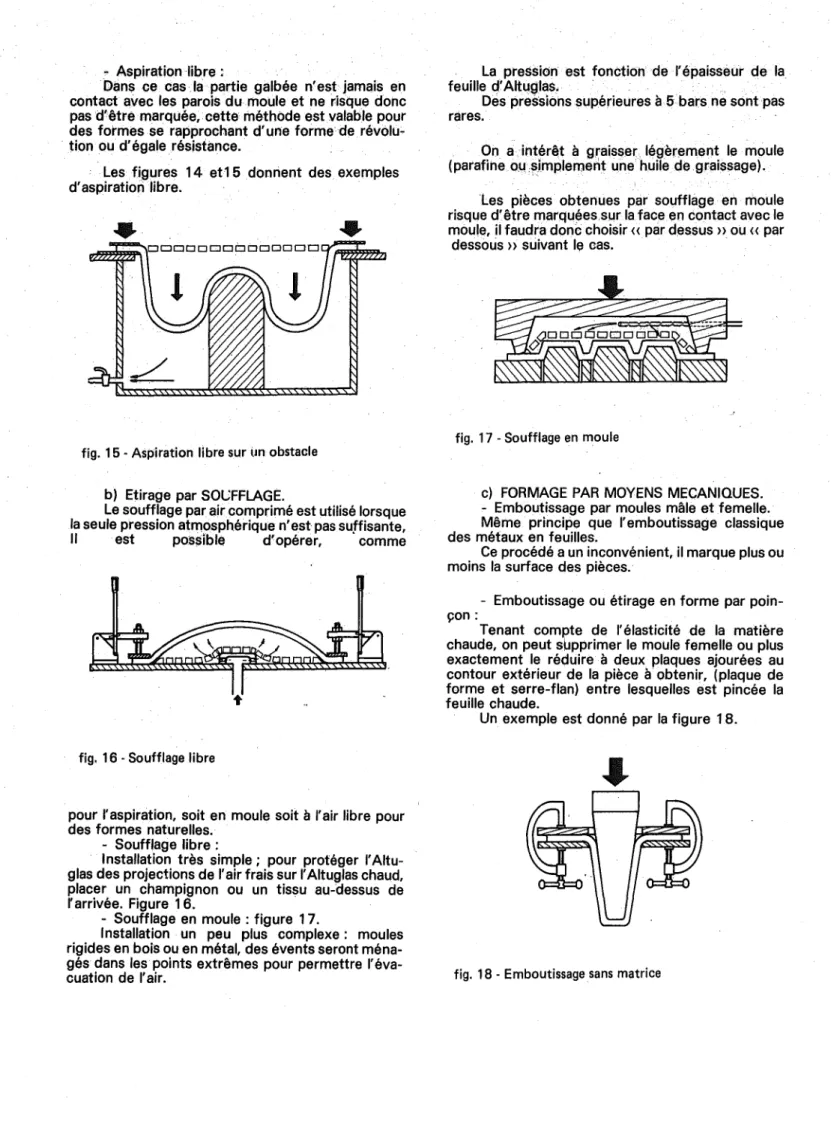
est valable pour des formes se rapprochant d'une forme de révolu-tion ou d'égale résistance.Les figures 14 et15 donnent des exemples d'aspiration libre.
fig. 15 . Aspiration libre sur lm obstacle
b) Etirage par SOlJFFLAGË.
Le soufflage parair comprimé est utilisé lorsque la seule pression
atmçsphértque
n'est pas suffisante, Il est possible d'opérer, commefig. 16 • Soufflagelibre
pour l'aspiration, soit en moule soit à l'air libre pour des formes naturelles.
- Soufflage libre;
Installation très simple; pour protéger l'Altu-glas des projections de l'air frais sur l'Altul'Altu-glas chaud, placer un champignon ou un tissu au-dessus de l'arrivée. Figure 16.
- Soufflage en moule ; figure 17.
Installation un peu plus complexe: moules rigides en bois ou en métal, des évents seront ména-gés dans les points extrêmes pour permettre l'éva-cuation de l'air.
La pression est fonction de l'épaisséùr de la. feuille
cf
AltuQlas.. . .Des pressi6nssupérieures à5bars ne sont pas rares.
On a intérêt •à grais~er h~gèrement.le moule (perafine OlJ~jmplemerit une huile ..de.grélissage).
Les pièces obtenues par soufflage
en
moule risque d'être l11élrquéessl.lr la face en contact avec le moule, il faudra donc choisir«.par dsssus »ou« pardessous
»
suivant le cas. .fig. 17 . Soufflage en moule
c) FORMAGE PAR MOYENS MECANIQUES. - Emboutissage par moules mâle et femelle. Même principe que l'emboutissage classique des métaux en feuilles.
Ce procédé a un inconvénient,ilmarque plus ou moins la surface des pièces.
- Emboutissage ou étirage en forme par
poin-çon;
Tenant compte de l'élasticité de la matière chaude, on peut supprimer le moule femelle ou plus exactement le réduire à deux plaques ajourées au contour extérieur de la pièce à obtenir, (plaque de forme et serre-flan) entre lesquelles est pincée la feuille chaude.
Un exemple est donné par la figure 18.
•
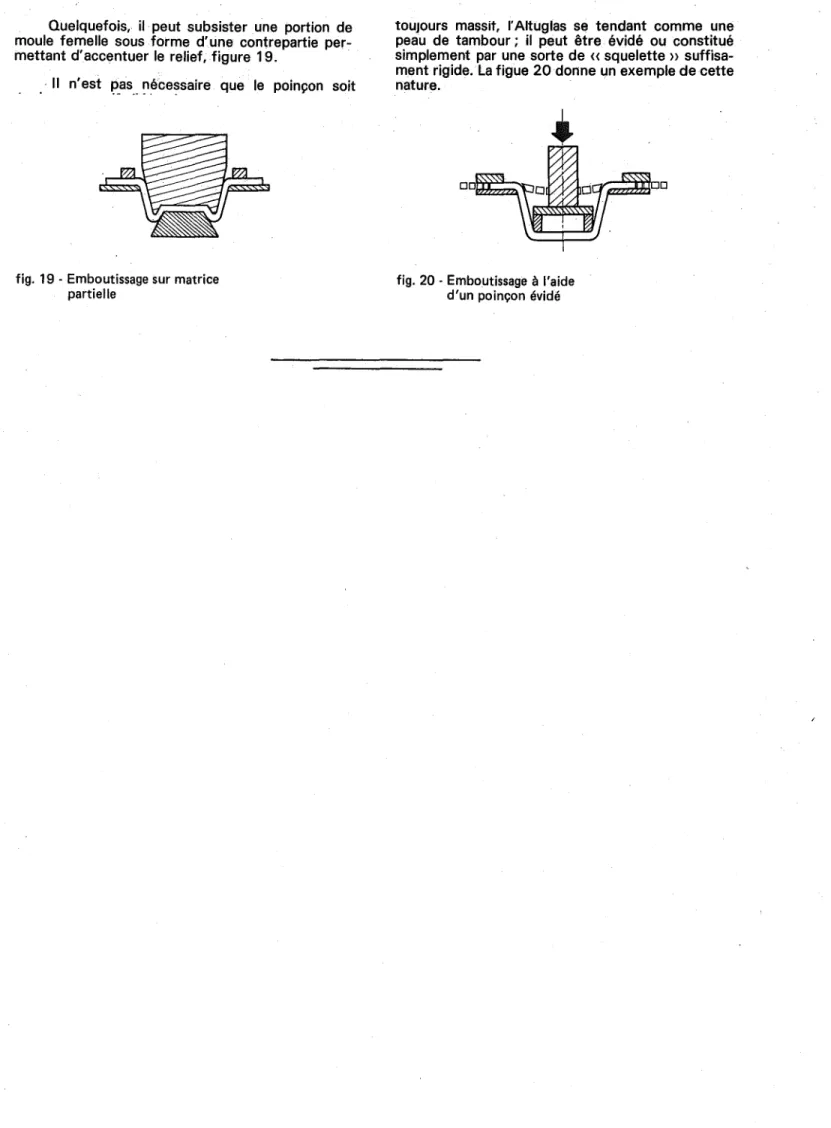
Quelquefois, il peut subsister une portion de moule femelle sous .forrne d'une contrepartie per-mettant d'accentuer le relief, figure 19.
Il n'est I?_as..nécessaire que le poinçon soit
toujours massit, l'Altuglas se tendant comme une peau de tambour; il peut être. évidé ou constitué simplement par une sorte de
«
squelette» suffisa-ment rigide.·La figue 20 donne un exemple de cette nature.o
fig.19 -Emboutissage sur matrice
partielle
fig. 20 - Emboutissage à l'aide d'un poinçon évidé