HAL Id: tel-01451078
https://pastel.archives-ouvertes.fr/tel-01451078
Submitted on 31 Jan 2017HAL is a multi-disciplinary open access archive for the deposit and dissemination of sci-entific research documents, whether they are pub-lished or not. The documents may come from teaching and research institutions in France or abroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, est destinée au dépôt et à la diffusion de documents scientifiques de niveau recherche, publiés ou non, émanant des établissements d’enseignement et de recherche français ou étrangers, des laboratoires publics ou privés.
biosourcés : Application aux agrocomposites
Faissal Chegdani
To cite this version:
Faissal Chegdani. Analyse multiéchelle de l’usinage des matériaux biosourcés : Application aux agrocomposites. Génie des procédés. Ecole nationale supérieure d’arts et métiers - ENSAM, 2016. Français. �NNT : 2016ENAM0043�. �tel-01451078�
Arts et Métiers ParisTech - Campus de Châlons-en-Champagne Laboratoire de Mécanique, Surfaces, Matériaux et Procédés (MSMP - EA7350) Jury
M. Frédéric JACQUEMIN, Professeur, E3M/ GeM – UMR CNRS 6183, Université de Nantes Président
M. Christophe BALEY, Professeur, LIMAT B – EA 4250, Université de Bretagne-Sud Rapporteur
M. Stéphane FONTAINE, Professeur, ISAT/ DRIVE – EA 1859, Université de Bourgogne Rapporteur
M. Mohamed EL MANSORI, Professeur, MSMP – EA 7350, Arts & Métiers ParisTech Examinateur
M. Sabeur MEZGHANI, Maître de conférences, MSMP – EA 7350, Arts & Métiers ParisTech Examinateur
Mme. Valérie MARCEL, Ingénieure, AST Innovation Region manager, Faurecia Interior Systems Membre invité
Mme. Martine CARRIEU, Directrice du pôle Développement Economique, Cités en Champagne Membre invité
2016 – ENAM – 0043
École doctorale N° 432 : Sciences des Métiers de l’Ingénieur
Doctorat ParisTech
T H È S E
Pour obtenir le grade de docteur délivré par
L’École Nationale Supérieure d'Arts et Métiers
Spécialité "Génie mécanique - procédés de fabrication"
T
H
È
S
E
Présentée et soutenue publiquement parFaissal CHEGDANI
Le 8 novembre 2016
Analyse multiéchelle de l’usinage des matériaux biosourcés
Application aux agrocomposites
Directeur de thèse : Mohamed EL MANSORI Co-encadrement de la thèse : Sabeur MEZGHANI
Remerciements
Cette thèse a été pour moi une expérience très épanouissante sur les plans personnel, professionnel et humain. Mon engagement dans ce travail m’a donné l’opportunité de piloter un projet de recherche innovant, me permettant ainsi de m’affirmer à la fois en tant qu’ingénieur et chercheur. Plusieurs personnes ont contribué au bon déroulement de
ce travail et je tiens à les remercier dans cette section.
Je remercie tout le personnel du campus ENSAM de Châlons-en-Champagne pour leur accueil chaleureux et leur soutien tout au long de ces trois années de thèse.
Je remercie la communauté d’agglomération de Châlons-en-Champagne, en les personnes de Martine Carrieu et Jean François Hesry, pour le financement de cette thèse. Sans leur support financier, ce travail n’aurait pu voir le
jour.
Je tiens à remercier tous les membres du jury qui m’ont fait l’honneur d’évaluer mon travail de thèse. Je les remercie pour leurs remarques pertinentes ainsi que pour les échanges fructueux lors de la soutenance.
Je remercie également l’entreprise Faurecia, en les personnes de Valérie Marcel et Xavier Bathelier, d’avoir été présents lors de la soutenance ainsi que pour leur collaboration dans le cadre d’une application industrielle. Un grand merci à Mohammed El Mansori, mon directeur de thèse, pour la confiance qu’il m’a accordée pour mener ce projet de recherche original et unique au sein de la communauté scientifique. J’ai eu l’énorme plaisir de
travailler sous sa direction. Monsieur El Mansori a toujours été présent pour moi et ce, dans toutes les circonstances et malgré l’éloignement géographique. Ses conseils à la fois scientifiques, pédagogiques et relationnels
ont fortement contribué à l’accomplissement de mon travail.
Je tiens à remercier également Sabeur Mezghani, mon co-encadrant, pour toute l’aide qu’il m’a apportée durant ces trois années de thèse, pour sa disponibilité ainsi que pour nos échanges toujours pertinents.
Merci à toute l’équipe technique qui m’a accompagné lors de mes essais expérimentaux. Un merci tout particulier à Julien Voisin et Laurent Maraval, avec qui j’ai réalisé la grande partie de mes plans d’essais.
J’adresse un grand merci à mes collègues doctorants qui sont devenus des amis et avec qui j’ai passé trois merveilleuses années à Châlons-en-Champagne.
Je remercie chaque personne qui a participé, de près ou de loin, à l’aboutissement de ces trois années de thèse. Merci à mon oncle d’avoir été présent pour me soutenir lors de la soutenance ainsi que tous mes amis qui m’ont adressé
leurs soutient par tous les moyens depuis l’autre bout de la méditerranée.
Finalement, j’aimerais dédier ce travail à mes parents qui ont toujours cru en moi et qui m’ont inlassablement soutenu dans les hauts et les bas.
Table des matières
Introduction générale ... 1
Chapitre 1 Etat de l’art : Usinabilité des agrocomposites ... 3
1 Introduction ... 4
2 Structure et propriétés des fibres végétales ... 7
2.1 De la plante à la fibre : influence des procédés d’extraction ... 7
2.2 Structure des fibres végétales ... 10
2.3 Composition chimique d’une fibre végétale ... 11
2.4 Propriétés mécaniques des fibres végétales ... 12
3 Agrocomposite : Propriétés mécaniques et influence des conditions de mise en œuvre .... 16
3.1 Agrocomposite : structure multiéchelle complexe. ... 16
3.2 Influence de la température de fabrication ... 17
3.3 Influence de l’adhésion fibre - matrice ... 18
3.4 Propriétés mécaniques des agrocomposites à fibres courtes ... 20
3.5 Propriétés mécaniques des agrocomposites à fibres longues ... 20
4 Usinage des agrocomposites ... 22
4.1 Méthodologie d’analyse ... 22
4.2 Types d’outils utilisés ... 23
4.3 Présentation et interprétation des résultats expérimentaux ... 24
5 Analyse critique : Influence des propriétés des fibres sur l’usinage des agrocomposites .... 30
6 Conclusion ... 32
Chapitre 2 Protocoles expérimentaux ... 33
1 Introduction ... 34
2 Procédé de détourage ... 35
4 Moyens de caractérisation ... 40
4.1 Caractérisation mécanique des matériaux ... 40
4.2 Acquisition des efforts de coupe ... 42
4.3 Observations microscopiques des surfaces d'agrocomposites... 42
4.4 Mesures topographiques des surfaces d'agrocomposites ... 43
4.5 Caractérisation microscopique de la structure agrocomposite ... 45
5 Matériaux et outils de coupe ... 48
5.1 Echantillons d'agrocomposites ... 48
5.2 Outils de coupe ... 51
6 Conditions expérimentales ... 53
7 Conclusion ... 54
Chapitre 3 Etude expérimentale du procédé de détourage sur les agrocomposites à fibres courtes et longues ... 55
1 Introduction ... 56
2 Effet du type de fibre végétale sur l'usinabilité des agrocomposites à fibres courtes ... 57
2.1 Observations microscopiques des surfaces usinées ... 57
2.2 Analyse énergétique de l'opération de coupe ... 59
2.3 Analyse standard de l'état topographique des surfaces usinées ... 60
2.4 Analyse multiéchelle de la topographie des surfaces usinées ... 62
3 Effet du revêtement de la fraise sur l'usinabilité des agrocomposites à fibres longues unidirectionnelles ... 66
3.1 Mécanismes de coupe des fibres végétales ... 66
3.2 Irrégularités des surfaces usinées ... 69
3.3 Etude des défauts induits par le procédé de détourage... 71
4 Effet de l'angle d'hélice de l'outil sur l'usinabilité des agrocomposites à fibres longues bidirectionnelles ... 76
4.2 Analyse des efforts de coupe ... 77
4.3 Effet de l'angle d'hélice sur le frottement outil/matière ... 78
4.4 Analyse standard de l'état des surfaces usinées ... 79
4.5 Analyse multiéchelle de l'état des surfaces usinées ... 81
4.6 Effet de l'angle d'hélice sur les zones de décohésion périphérique (peluchage) ... 82
5 Conclusions... 83
Chapitre 4 Analyse des mécanismes élémentaires de coupe des agrocomposites par approche tribo-mécanique multiéchelle ... 84
1 Introduction ... 85
2 Caractérisation mécanique des agrocomposites à fibres unidirectionnelles de lin ... 86
3 Etude de l'usinabilité des agrocomposites à fibres unidirectionnelles de lin par procédé fondamental de coupe orthogonale... 88
3.1 Mécanismes de formation de copeau des agrocomposites à fibres UD de lin. ... 89
3.2 Qualité microscopique des surfaces usinées ... 90
3.3 Analyse énergétique des mécanismes de coupe ... 91
3.4 Analyse de la topographie des surfaces usinées ... 93
3.5 Contribution multiéchelle des paramètres process sur l'état des surfaces usinées des agrocomposites ... 96
4 Etude des propriétés mécaniques multiéchelle des agrocomposites ... 98
4.1 Propriétés mécaniques par AFM ... 100
4.2 Propriétés mécaniques par nanoindenteur MTS ... 103
4.3 Comparaison multiéchelle des propriétés mécaniques ... 105
5 Etude des propriétés tribologiques multiéchelle des agrocomposites... 109
5.1 Rayage par AFM ... 109
5.2 Rayage par nanoindenteur MTS ... 113
Chapitre 5
Application industrielle ... 116
1 Introduction ... 117
2 Pièce agrocomposite sandwich "FlaxPregTM" ... 118
3 Protocole expérimental ... 119
3.1 Système de bridage pour la structure sandwich ... 119
3.2 Plan d’expérience ... 120
3.3 Mesures post-mortem ... 121
4 Résultats ... 122
4.1 Observations microscopiques des états des surfaces ... 122
4.2 Analyse de la rugosité des surfaces usinées ... 123
5 Conclusion ... 126
Conclusion générale et perspectives ... 127
Liste des figures
Figure 1.1 : a) panneau de portière réalisé par compression d’un non-tissé aiguilleté constitué de
fibres végétales et de fibres de polymère thermoplastique. b) platine de rétroviseur injectée en polypropylène et fibres de chanvre. c) éolienne renforcée par des fibres de lin [3]. ... 5
Figure 1.2 : Origine des fibres végétales dans la plante [3]. ... 7 Figure 1.3 : De la plante à la fibre, positionnement des fibres à l’intérieur de la tige de plante dans
le cas des fibres libériennes. ... 8
Figure 1.4 : Processus d’extraction des fibres de lin [5]... 9 Figure 1.5 : a) Image MEB de la section d’un faisceau de fibre de jute [12]. b) Représentation
schématique d’une fibre élémentaire montrant l’orientation des microfibrilles dans chaque parois [13]. ... 10
Figure 1.6 : Composition chimique de quelques fibres végétales [16,17]. ... 11 Figure 1.7 : Propriétés mécaniques de quelques fibres végétales en comparaison avec celles des
fibres de verre [22]. a) Le module d’élasticité en traction. b) La résistance en traction. ... 12
Figure 1.8 : Courbe de comportement en traction des fibres élémentaires de lin et de chanvre
comparée à celle des fibres de verre [26]. ... 14
Figure 1.9 : Diagramme d’Ashby comparant les performances mécaniques spécifiques des fibres
naturelles avec les fibres synthétiques [28]. ... 15
Figure 1.10 : a) courbe de traction d’une fibre élémentaire de sisal [32]. b) courbe de traction d’un
faisceau de fibres élémentaires de sisal et bambou [33]. c) courbe de comportement d’un
agrocomposite bambou/Polypropylène [34]. ... 17
Figure 1.11 : Propriétés mécaniques de composites renforcés par différents types de fibres
courtes et élaborés par moulage en compression de polypropylène (PP) avec des fibres courtes aléatoirement orientées [13]. ... 20
Figure 1.12 : Propriétés mécaniques de quelques composites élaborés par un renfort
unidirectionnel et moulage par compression d’une matrice thermoplastique (PP) et une matrice thermodurcissable (UP : polyester insaturé) [13]. ... 21
Figure 1.13 : Comparaison entre la résistance mesurée et la résistance spécifique des
agrocomposites avec une matrice thermoplastique (PP) et une matrice thermodurcissable
(UP) [13]. ... 21
Figure 1.14 : Schématisation du facteur de délaminage : a) dans le cas du perçage :
Figure 1.15 : a) Foret hélicoïdal en ARS (118° d’angle de pointe). b) Trépan en ARS composé de
deux arêtes de coupe sur la périphérie d'une tige cylindrique creuse [50]. c) Foret type Brad [58].
... 23
Figure 1.16 : Fraise 4 dents en ARS (source : optimachines.com) ... 24
Figure 1.17 : Evolution du taux de délaminage en fonction de la vitesse d’avance pour les échantillons à 30% de fibres de verre et 30% de fibres de chanvre et pour deux différentes vitesses de rotation de l’outil [57]. ... 26
Figure 1.18 : a) effort de poussée et b) facteur de délaminage en fonction de la vitesse d’avance pour le perçage des échantillons époxy/verre et époxy/sisal par les deux type de forets : hélicoïdal standard et de type Brad [58]. ... 27
Figure 1.19 : Facteur de délaminage pour les échantillons de polyester renforcés par les quatre types de fibres en fonction de l’avance pour trois valeurs de vitesse de rotation [60]. ... 28
Figure 1.20 : Facteur de délaminage pour les échantillons de polyester renforcés par les quatre types de fibres en fonction de l’avance pour trois valeurs de vitesse de rotation [60]. ... 29
Figure 2.1 : Schématisation du procédé de détourage ... 35
Figure 2.2 : Schématisation des deux configurations de détourage ... 36
Figure 2.3 : Machine d'usinage à 5 axes DMU 60 monoBLOCK® ... 37
Figure 2.4 : Schéma représentatif de la coupe orthogonale ... 38
Figure 2.5 : Génération d'un copeau continu en coupe orthogonale. Décompositions des efforts et des vitesses selon Merchants ... 38
Figure 2.6 : Diagramme des efforts de Merchants ... 39
Figure 2.7 : Système d'Etau-limeur instrumenté modèle GSP-EL136 ... 40
Figure 2.8 : Géométrie des éprouvettes. a) Cisaillement Iosipescu. b) Traction ISO-527 ... 41
Figure 2.9 : a) Montage des essais de traction. b) Montage des essais de cisaillement Iosipescu. 41 Figure 2.10 : Description du système d'acquisition des efforts de coupe ... 42
Figure 2.11 : Microscope électronique à balayage (MEB) modèle JEOL JSM-5510 LV ... 43
Figure 2.12 : a) profilomètre tactile Surfascan HOMMEL Somicronic. b) Description d'une opération de palpage ... 44
Figure 2.13 : Interféromètre à lumière blanche modèle WYKO 3300 NT ... 45
Figure 2.14 : a) Microscope à force atomique DIMENSION Egde Veeco. b) Principe de fonctionnement d'un AFM. ... 46
Figure 2.15 : Nanoindenteur MTS-XP ... 47
Figure 2.16 : Images de chaque type d’agrocomposite. a) PP/Bambou, b) PP/miscanthus, c) PP/Sisal. ... 48
Figure 2.17 : a) Echantillon d'agrocomposites avec des fibres UD. b) Structure des fibres de lin
UD. ... 50
Figure 2.18 : a) Echantillon d'agrocomposite avec des fibres BD. b) Structures des fibres BD. .. 50 Figure 2.19 : Fraise de détourage modèle AMAYA - SA3 ... 51 Figure 2.20 : Images MEB des arêtes de coupes des fraises. a) H10F, b) A4CA et c) A4BX ... 52 Figure 2.21 : Fraises en carbure à différents angles d'hélice. a) H=0°, b) H=20° et c) H=40°... 52 Figure 2.22 : Plaquette de coupe modèle TCGX-H10 fournie par "Sandvik Coromant – FR" ... 53 Figure 3.1 : Images MEB de la surface des agrocomposites avant et après l’opération de
détourage ... 58
Figure 3.2 : Energie spécifique de coupe pour chaque agrocomposite ... 59 Figure 3.3 : Mécanismes de coupe des agrocomposites. a) cisaillement parfait des fibres, b)
cisaillement imparfait des fibres, c) cisaillement imparfait avec une rupture des interfaces. ... 60
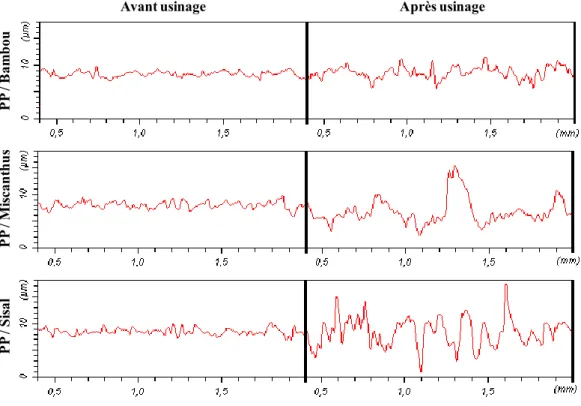
Figure 3.4 : Profil de la rugosité de surface avant et après l’opération du détourage à 0.04
mm/dent ... 60
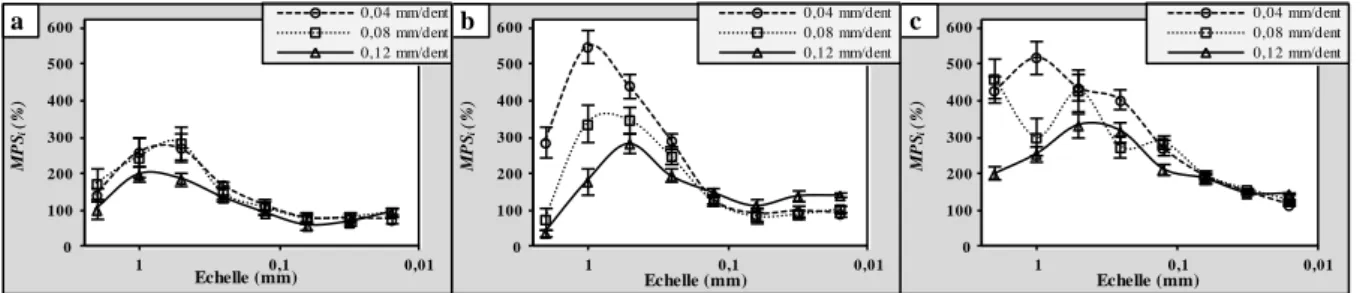
Figure 3.5 : Gain relatif en rugosité moyenne pour les trois agrocomposites étudiés ... 61 Figure 3.6 : Signature multiéchelle du processus de détourage à 0.04 mm/dent ... 64 Figure 3.7 : Signature multiéchelle du processus de détourage pour les différentes valeurs de
l'avance ... 64
Figure 3.8 : Moyenne de la signature process en fonction de la rigidité des fibres sur les échelles
des faisceaux de fibres ... 65
Figure 3.9 : L'énergie spécifique de coupe pour les trois outils de coupe étudiés. a) cas du
fraisage en opposition. b) cas du fraisage en avalant. ... 67
Figure 3.10 : Schématisation du comportement de la fibre végétale au sein d'un agrocomposite
lors du procédé de détourage. a) cas du fraisage en avalant. b) cas du fraisage en opposition ... 67
Figure 3.11 : Image microscopiques par MEB des surfaces usinées pour les deux configurations
de coupe avec les trois outils étudiés. Cas d'une vitesse d'avance de 0.02 mm/dent ... 68
Figure 3.12 : Images microscopiques MEB des surfaces usinées avec les trois outils étudiés à
différentes vitesses d'avance. ... 69
Figure 3.13 : Moyenne arithmétique standard de rugosité des surfaces usinées par les trois outils
étudiés. a) cas du fraisage en opposition. b) cas du fraisage en avalant ... 70
Figure 3.14 : Spectres multiéchelle de rugosité des surfaces usinées avec les trois outils de coupe
Figure 3.15 : a) peluchage sur la périphérie de la surface après le procédé de détourage. b) Image
par microscope optique pour le calcul du peluchage à l'entrée (Δy) et à la sortie (Δx) de l'arête de coupe ... 72
Figure 3.16 : Longueur de défaut de peluchage à l'entrée (Δy) et à la sortie (Δx) de l'arête de
coupe sur les surfaces usinées avec les trois outils étudiés pour les deux configurations de
fraisage. ... 73
Figure 3.17 : Images MEB de l'arête de coupe de l'outil non revêtu H10F a) avant le test d'usure
et b) après le test d'usure ... 74
Figure 3.18 : Comparaison du rayon d'acuité pour les trois outils étudiés avant et après le test
d'usure ... 75
Figure 3.19 : Images MEB des surfaces usinées avec les différents angles d'hélices. a) H=0°; b)
H=20° et c) H=40° ... 77
Figure 3.20 : Schématisation du comportement des fibres de trame suivant le positionnement du
contact avec l'arête de coupe ... 77
Figure 3.21 : Efforts de coupe générés lors du procédé de détourage avec les trois outils étudiés
... 78
Figure 3.22 : Schématisation de l'effet de l'angle d'hélice sur les composantes des efforts et sur
l'engagement de l'arête de coupe dans la matière. a) H=0 et b) H>0 ... 78
Figure 3.23 : a) Calcul du coefficient de frottement apparent. b) Evolution du coefficient de
frottement apparent pour les trois outils étudiés ... 79
Figure 3.24 : a) Surface complète de l'échantillon agrocomposite après usinage. b) Image
topographique typique obtenue par interféromètre ... 80
Figure 3.25 : Moyenne arithmétique de rugosité des surfaces usinées sur la zone des fibres de
chaine (ZCH) et la zone des fibres de trame (ZTR) ... 81
Figure 3.26 : Spectre multiéchelle de la topographie des surfaces usinées par les outils étudiés. a)
dans la direction longitudinale. b) dans la direction transversale ... 82
Figure 3.27 : Evolution de la longueur de peluchage à l'entrée (Δy) et à la sortie (Δx) de l'arête de
coupe pour les trois angles d'hélice étudiés ... 82
Figure 4.1 : Courbes de comportement typiques des agrocomposites a fibres unidirectionnelles
de lin sous différentes vitesses de déformation. a) Essais de traction pure. b) Essais de
cisaillement Iosipescu. ... 87
Figure 4.2 : a) Eprouvette de traction après rupture. b) Eprouvette Iosipescu après le test de
cisaillement. ... 87
Figure 4.4 : Images par caméra rapide de la formation du copeau pour différentes vitesses de
coupe et profondeurs de passe ... 90
Figure 4.5 : Images MEB de l'état microscopique des surfaces usinées pour les différents rayons
d'acuité et les différentes vitesses de déformation ... 91
Figure 4.6 : Energie spécifique totale de coupe à chaque profondeur de passe pour les différentes
configurations ... 92
Figure 4.7 : Energie dissipée par frottement (Uf) et énergie spécifique de cisaillement (Us) pour
les différentes configurations de coupe. ... 93
Figure 4.8 : Rugosité standard des surfaces usinées à chaque profondeur de passe pour
différentes configurations de coupe ... 94
Figure 4.9 : Spectres multiéchelle de rugosité des surfaces usinées à chaque profondeur de passe
pour les différentes valeurs du rayon d'acuité ... 95
Figure 4.10 : Spectres multiéchelle de rugosité des surfaces usinées à chaque profondeur de passe
pour différentes valeurs de vitesse de coupe ... 95
Figure 4.11 : Pourcentage de contribution multiéchelle de chaque paramètre process sur
l’amplitude de la rugosité des surfaces usinées ... 97
Figure 4.12 : Courbe de comportement typique en indentation ... 99 Figure 4.13 : Schématisation de la profondeur de contact (h) par rapport à la profondeur de
pénétration (hc) ... 99 Figure 4.14 : Scan topographique par AFM des surfaces composites avant indentation. a)
Lin/PP, b) Verre/Epoxy ... 101
Figure 4.15 : Scan topographique par AFM des surfaces composites après indentation. a) fibres
de lin, b) matrice PP et c) fibre de verre ... 101
Figure 4.16 : Courbes typiques de décharge obtenues par nanoindentation AFM pour les trois
matériaux ... 102
Figure 4.17 : Module d’élasticité obtenu par nanoindentation AFM. a) fibres de verre, b) matrice
PP et c) fibres de lin ... 103
Figure 4.18 : Traces d’indentation obtenues par imagerie optique sur le nanoindenteur MTS sur
les fibres de lin ... 104
Figure 4.19 : Module d’élasticité obtenu par nanoindentation MTS. a) fibres de verre, b) matrice
PP et c) fibres de lin ... 105
Figure 4.20 : Comparaison du module d’élasticité pour les fibres de verre obtenu par AFM et
Figure 4.21 : Comparaison du module d’élasticité pour la matrice PP obtenu par AFM et
nanoindenteur MTS avec les résultats de la littérature... 106
Figure 4.22 : Comparaison du module d’élasticité pour les fibres de lin obtenu par AFM et
nanoindenteur MTS avec les résultats de la littérature... 107
Figure 4.23 : Comparaison multiéchelle de la rigidité des trois matériaux étudiés ... 108 Figure 4.24 : Coefficient de frottement apparent obtenu par les essais de rayage sur AFM pour
différentes charges appliquées. (a) fibres de verre, (b) matrice PP et (c) fibres de lin ... 111
Figure 4.25 : Courbes typiques de charge-décharge obtenues par nanoindentation AFM. (a)
fibres de verre, (b) matrice PP et (c) fibres de lin ... 112
Figure 4.26 : Coefficient de frottement apparent obtenu par rayage MTS pour différentes
vitesses de glissement. (a,b,c) lin/PP et (d,e,f) verre/époxy ... 114
Figure 5.1 : Schématisation d’une structure sandwich ... 118 Figure 5.2 : Structure agrocomposite sandwich Flaxpreg™ développée par Faurecia. a) vue 3D.
b) vue de profil... 119
Figure 5.3 : Moule de serrage de la pièce sandwich fixé sur la table de la machine 5 axes. a) avant
fermeture de la planche de serrage. b) après la fermeture de la planche de serrage. ... 120
Figure 5.4 : a) Echantillon de pièce sandwich Flaxpreg™. b) Image MEB de la peau composite
lin/époxy du sandwich ... 121
Figure 5.5 : Images MEB des surfaces de profil des peaux de sandwich après fraisage montrant
la zone des fibres de chaine (ZCH) et des fibres de trame (ZTR) ... 123
Figure 5.6 : Image topographique typique obtenu par interféromètre des surfaces usinées
contenant la zone des fibres de chaine (ZCH) et la zone des fibres de trame (ZTR) ... 124
Figure 5.7 : Rugosité des surfaces usinées en fonction de (a) l’avance de l’outil (b) la vitesse de
coupe ... 125
Figure 5.8 : Modèle 2D micromécanique par éléments finis après la coupe montrant tous les
Liste des tableaux
Tableau 2-1 : Caractéristiques mécaniques des agrocomposites ... 48
Tableau 2-2 : Caractéristiques mécaniques estimées des fibres végétales ... 49
Tableau 2-3 : Propriétés mécaniques de la fibre de lin, de la matrice et des agrocomposites ... 50
Tableau 2-4 : Caractéristiques des fraises à différents revêtements ... 52
Tableau 2-5 : Caractéristiques des plaquettes de coupe à différents revêtements... 53
Tableau 4-1 : Paramètres process utilisés pour les essais de coupe orthogonale ... 88
Tableau 4-2 : Conditions de glissement pour les essais de rayage par AFM et par MTS ... 109
1
Introduction générale
Le contexte des travaux de cette thèse se situe au sein d’une démarche à intérêt économique et écologique. L’utilisation des fibres végétales comme renfort pour les matériaux composites constitue un vrai challenge pour les industriels ainsi que pour les chercheurs scientifiques. Ceci se présente, d’une part, à travers le potentiel des fibres végétales en termes de propriétés mécaniques qui peuvent concurrencer, pour certains types de fibres végétales, les fibres synthétiques de verre couramment utilisées en industrie. Les fibres végétales possèdent aussi un potentiel écologique grâce à leur faible impact environnemental et leur recyclabilité. D’autre part, les procédés de fabrication des composites renforcés par des fibres végétales, nommés agrocomposites, sont mal maitrisés à cause du caractère naturel des fibres végétales et donc une dispersion de leurs propriétés. Ceci nécessite des études scientifiques approfondies sur le comportement des agrocomposites lors de ces procédés de fabrication afin de mieux comprendre les effets de ces derniers sur les caractéristiques fonctionnelles du produit final et ainsi les optimiser.
C’est dans ce sens que ce sujet de thèse vise une étude multiéchelle de l’effet des procédés d’usinage sur les matériaux agrocomposites. L’objectif est de comprendre la nature du comportement des fibres végétales lors de la coupe à travers une analyse multi-physique de l’interaction outil-matière sur les différentes échelles caractéristiques du matériau. Ceci permettra d’étudier l’effet des paramètres process sur la qualité finale du matériau usiné et ainsi déterminer les éventuelles relations entre les propriétés intrinsèques des fibres végétales et leur comportement à l’usinage dans un matériau composite.
Pour ce faire, deux procédés ont été adoptés afin d'étudier l'usinabilité des agrocomposites :
- Procédé industriel de fraisage périphérique (ou procédé de détourage) pour le parachèvement des bords des pièces agrocomposites. L’objectif est de se confronter aux verrous scientifiques et identifier et les différents mécanismes de coupe à l'échelle industriel. Ceci permettra de mieux cibler les pistes de recherche et d'optimisation.
- Procédé fondamental de coupe orthogonal pour une compréhension fine des mécanismes élémentaires de coupe dans le cas de l'usinage des agrocomposites sans effets supplémentaires d'un procédé industriel. L'objectif est de comprendre les mécanismes de coupe et de formation
2 de copeau pour les agrocomposites. Ceci en liaison fonctionnelle avec les propriétés mécaniques des agrocomposites.
C'est dans ce sens que ce mémoire de thèse est structuré de la manière suivante :
Le premier chapitre de ce mémoire présente une large étude bibliographique étendue sur les propriétés intrinsèques des fibres végétales, les propriétés mécaniques des agrocomposites ainsi qu’une synthèse des travaux traitant l’usinage des agrocomposites. L'objectif est de pouvoir extraire, des peu de travaux sur l'usinage des agrocomposites, un aperçu sur l'usinabilité de ces matériaux en liaison avec les propriétés mécaniques des fibres végétales afin d'optimiser au mieux les plans d'essais expérimentaux.
Le second chapitre illustre tous les moyens expérimentaux utilisés lors des travaux de thèse en allant des machines d'usinage jusqu'aux dispositifs de caractérisation.
Le troisième chapitre présente les résultats des essais expérimentaux d'usinage sur les agrocomposites par procédé de détourage. Plusieurs structures de renforts agrocomposite ont été prises en compte ainsi que différents paramètres reliés au matériau, à la géométrie et à la cinématique de l'outil ont été testés afin de mettre en évidence leurs impacts à la fois sur l'aspect tribologique de la coupe des agrocomposites et sur l'aspect topographique des états des surfaces usinées.
Le quatrième chapitre s'intéresse à l'usinage des agrocomposites par le procédé fondamental de coupe orthogonale en testant l'effet de quelques paramètres reliés à la géométrie et la cinématique de l'outil. Des essais mécaniques sur des éprouvettes du même matériau agrocomposite ont été réalisés en traction pure et en cisaillement. L'objectif est de pouvoir relier les mécanismes élémentaires de formation de copeau des agrocomposites à leur comportement mécanique lors des sollicitations de coupe. Ce chapitre présente aussi une analyse tribo-mécanique multiéchelle par nanoindentation et scratch test des fibres végétales en comparaison avec les fibres de verre et la matrice polypropylène afin de mieux discerner les origines de la différence des comportements mécanique et tribologique.
Le cinquième chapitre présente une application visant l’optimisation des variables du procédé de fraisage sur une pièce industrielle en exploitant les conclusions des travaux de thèse exposés dans le troisième et le quatrième chapitre. Quelques perspectives pour approfondir la recherche sur ce sujet sont discutées à la fin de ce chapitre.
3
Chapitre 1
Etat de l’art :
4
1 Introduction
Un matériau composite est un arrangement de fibres (qui constituent le renfort) noyées dans une matrice (qui constitue la résine liante). Les fibres présentent l’armature reprenant l’essentiel des efforts mécaniques et possèdent généralement une bonne résistance en traction et une faible résistance en compression. La matrice assure la cohésion et l’orientation des fibres, garantit le transfert des chargements, protège le renfort contre les diverses conditions environnementales et permet de donner la forme voulue à la pièce réalisée.
La rigidité d’un matériau composite est alors assurée principalement par le renfort fibreux qui est originaire de sources minérales, organiques, animales ou végétales. Les deux types de matrices les plus utilisées sont les résines thermodurcissables et thermoplastiques. Les matrices thermodurcissables sont des polymères qui, une fois catalysées et accélérées, se transforment en matrices infusibles et insolubles rendant toute recyclabilité difficile, contrairement aux matrices thermoplastiques qui peuvent être alternativement ramollies par chauffage et durcies par refroidissement. Les matrices thermodurcissables possèdent, en revanche, des propriétés mécaniques supérieures à celles des matrices thermoplastiques, notamment celles de la famille des époxys.
Le potentiel des fibres végétales comme agent de renforcement a été reconnu au milieu du vingtième siècle quand Henry Ford a construit la première voiture avec une carrosserie entièrement en plastique fixée à une armature tubulaire soudée en acier. Le plastique utilisé a été renforcé avec 70% en masse de fibres végétales (blé, chanvre et sisal) [1]. Dans la même époque,
Aero Research Ltd a développé Gordon Aerolite, un stratifié de fibres de lin et résine phénolique
utilisé pour la fabrication des éléments de structures du fuselage des avions militaires britanniques durant la seconde guerre mondiale [2].
L’utilisation des fibres végétales comme renfort pour les composites polymères a suscité, au cours des dernières années, l’intérêt des chercheurs et des industriels d’un point de vue économique et écologique. Cette utilisation se justifie pour la valorisation d’une ressource locale, le développement des matériaux et des technologies prenant en compte les impacts sur l’environnement ainsi que la diminution des coûts de production tout en gardant des bonnes performances par rapport aux fibres synthétiques de verre et de carbone [3,4]. Un composite renforcé par des fibres végétales est nommé agrocomposite.
5 Les fibres végétales sont initialement biodégradables et sont souvent considérés comme neutres vis-à-vis des émissions de CO2 dans l’atmosphère puisque leur combustion ou leur
biodégradation ne produit qu’une quantité de dioxyde de carbone égale à celle que la plante a absorbée pendant sa croissance. Les agrocomposites sont donc plus faciles à recycler. En plus, si leur matrice est biodégradable, ils sont aussi compostables après broyage quand la matière sera trop dégradée [3]. Les fibres végétales sont actuellement utilisées comme renfort aux polymères pour la fabrication de plusieurs pièces en industrie. La Figure 1.1 illustre quelques exemples de réalisations.
Figure 1.1 : a) panneau de portière réalisé par compression d’un non-tissé aiguilleté constitué de fibres végétales et de fibres de polymère thermoplastique. b) platine de rétroviseur injectée en polypropylène et fibres de chanvre. c) éolienne renforcée par
des fibres de lin [3].
Les matériaux composites à renfort fibreux se mettent en œuvre plutôt par moulage avec des techniques avancées afin de leur associer des formes complexes. Cependant, La plupart de ces procédés génèrent une bavure sur la périphérie des pièces composites et ne permettent pas d’obtenir des trous de faibles diamètres. Des opérations d’usinage sont alors indispensables pour différentes raisons comme, par exemple, le perçage afin d’effectuer des assemblages par boulonnage ou rivetage et aussi le détourage par fraisage des pièces moulées pour le parachèvement des produits. L’usinage constitue aussi une opération importante lors de la préparation des surfaces en vue d’un assemblage par collage pour des applications multi-matériaux.
La particularité des caractéristiques intrinsèques des matériaux composites, notamment l’anisotropie, l’hétérogénéité ainsi que le très fort contraste des propriétés mécaniques entre les fibres et la résine sont à l’origine de la création de différents défauts lors de l’usinage, en particulier le délaminage, des fissurations, des fibres non coupées ainsi que l’arrachement des fibres qui conduit à des surfaces rugueuses. En effet, usiner un composites c’est usiner, en même temps, des matériaux différents. Ceci nécessite un choix judicieux du procédé et de l’outil de coupe. Ce choix doit être basé une étude approfondie du comportement mécanique intrinsèque de chaque matériau inclus dans la composition. Dans le cas des composites à renfort fibreux,
6 c’est le comportement mécanique des fibres qui doit être pris en compte puisque celui-ci est beaucoup plus supérieur à celui de la matrice et aura le plus d’influence sur l’état final de la pièce usinée.
C’est dans ce sens que plusieurs travaux scientifiques ont abordé l’usinage des composites à fibres synthétiques de verre et de carbone pour étudier les mécanismes d’interaction entre les outils de coupe et la matière afin de déterminer les paramètres d’usinage les plus influents par rapport au comportement des fibres et choisir ainsi le procédé le mieux adapté. En revanche, la littérature ne dispose que d’un nombre limité de travaux traitant l’usinage des agrocomposites. Le comportement des agrocomposites durant les opérations d’usinage est, en conséquence, mal maitrisé et les mécanismes physiques mis en jeu restent indéterminés.
C’est ainsi qu’un état de l’art a été mené dans cette partie bibliographique afin de présenter, dans un premier temps, les propriétés intrinsèques des fibres végétales pour mettre en évidence leur comportement mécanique par rapport à celui des fibres synthétiques de verre. Dans un deuxième temps, les propriétés mécaniques des agrocomposites seront mises en évidence afin de mieux comprendre l’influence du mécanisme d’adhésion entre les fibres végétales et les matrices polymère. Une synthèse des travaux traitant l’usinage des agrocomposites sera présentée par la suite afin d’énoncer et interpréter les principaux résultats qui vont servir de base pour pouvoir comprendre la nature de la relation entre les propriétés des fibres végétales et le comportement à l’usinage de leurs composites. Ceci permettra une détermination des paramètres physiques susceptibles d’influencer les mécanismes d’usinage des agrocomposites.
7
2 Structure et propriétés des fibres végétales
Les fibres végétales produites dans le monde proviennent de cinq origines de la plante comme le montre la Figure 1.2.
Figure 1.2 : Origine des fibres végétales dans la plante [3].
Il est tout de même important de noter que seules certaines variétés présentent des propriétés mécaniques remarquables justifiant leur usage comme renfort de matériaux composites. Ces dernières ont un rôle structurel dans la plante. Les fibres libériennes issues de la tige de la plante (lin, chanvre, jute, kenaf, ramie …) présentent alors les performances les plus intéressantes compte tenu de leur fonction au sein de la plante comme des tissus de soutien de la tige [3].
2.1 De la plante à la fibre : influence des procédés d’extraction
Il est indispensable d’extraire les fibres végétales de la plante afin de les exploiter comme renfort pour les matériaux composites. Les fibres libériennes (lin, chanvre, jute, kenaf, ramie …) sont stockées en paquet vers la partie extérieure de la tige de la plante (Figure 1.3). Cette tige est
composée, de l’extérieur vers l’intérieur, de :
- L’épiderme : c’est le tissu végétal superficiel formant une couche protectrice continue à la surface des parties aériennes d'une plante.
- L’écorce : constitue le revêtement extérieur de la tige. - Le liber : dans lequel se trouvent les faisceaux de fibres.
8
Figure 1.3 : De la plante à la fibre, positionnement des fibres à l’intérieur de la tige de plante dans le cas des fibres libériennes.
Les fibres sont régulièrement distribuées sur la périphérie et leur assemblage en paquets améliore leur tenue en compression en limitant le risque de microflambage. En effet, quand une tige fléchit, une partie de la section travaille en traction et une autre en compression. Dans la tige, les fibres adhèrent fortement entre elles et avec le reste de la plante (les liaisons sont principalement assurées par des pectines dans le cas du lin). Pour les extraire, il est nécessaire d’endommager les lamelles mitoyennes assurant les liaisons : c’est l’étape du rouissage qui est complétée par différents traitements qui s’inscrivent dans le processus d’extraction. Dans un matériau composite, il est logique de séparer les fibres pour augmenter les surfaces de collage entre les fibres et la matrice et obtenir une répartition du renfort la plus uniforme possible [3].
Le processus d’extraction des fibres libériennes issues de la tige comporte les étapes suivantes (Figure 1.4) :
- L’arrachage : Quand les plantes sont matures, ces dernières sont arrachées : les tiges cassent au niveau du sol et les racines restent en terre. Les tiges arrachées sont par la suite maintenues parallèlement et déposées sur terre pour subir l’opération du rouissage.
- Le rouissage : C’est l’action des microorganismes du sol sur les tiges qui endommagent les tissus entourant les faisceaux de fibres afin de créer une perte de la cohésion tissulaire et faciliter ainsi l’extraction.
- Le teillage : C’est l’action mécanique exercée sur les tiges rouies pour en extraire les fibres. Elle consiste à broyer et battre les tiges pour éliminer l’épiderme sous forme de poussière ainsi que la partie ligneuse des tiges qui se délite en petits fragments de bois appelés anas. Les fibres récupérées sont séparées en fibres longues (filasse) et fibres courtes (étoupes). Ces dernières peuvent être retravaillées par l’opération de cardage afin d’obtenir des rubans de taille plus importante ou bien valorisées pour des applications nécessitant l’utilisation de fibres courtes. - Le peignage : Cette opération consiste à paralléliser les fibres et à les présenter sous forme de
rubans doux et lustrés prêts à être filés.
Tige de plante Φ = 2-3 mm Faisceau de fibres Φ = 100-500 µm Fibre élémentaire Φ = 10-20 µm Microfibrils Φ = 1-4 nm Xylème Liber
9
Figure 1.4 : Processus d’extraction des fibres de lin [5].
Entre le rouissage et le teillage, et selon le degré de finesse souhaité, la fibrillation peut avoir lieu. Cette opération chimique, qui consiste à dégrader la liaison entre les fibres élémentaires et éliminer les parties résiduelles de la plante, facilite la séparation des fibres lors du teillage. Plusieurs méthodes existent et permettent d’avoir des qualités de fibrillation variables comme les traitements à base de soude, les traitements enzymatiques ou par humidification [6]. Les étapes suivantes (la filature, le tissage, le tressage, le tricotage, la fabrication de non-tissés) constituent le processus de 2ème et 3ème transformation qui consistent à mettre en forme le renfort selon les
exigences du processus de fabrication.
Le processus d’extraction peut changer fortement les propriétés des fibres à cause des modifications mécaniques et chimiques qui peuvent avoir lieu lors de chaque étape [5]. En effet,
N. Martin et al. [7] ont étudié récemment l’influence du degré de rouissage sur les performances
mécaniques des fibres de lin. Les propriétés mécaniques en traction des fibres s'améliorent avec l’augmentation du degré de rouissage. En revanche, cette amélioration de propriétés s’avère complexe parce que les mécanismes mis en jeu ne sont pas encore identifiés.
Une étude visant l’optimisation des fibres de chanvre a montré qu’un traitement alcalin de 45 min à l’étape de fibrillation génère une bonne qualité de fibres avec une faible quantité de lignine et une meilleure séparation entre les fibres [8].
Les étapes du teillage et peignage qui constituent les procédés mécaniques d’extraction ont tendance à améliorer la qualité des fibres puisque le teillage ouvre les faisceaux et sépare les fibres tandis que le peignage augmente la finesse et rend les fibres mieux orientées tout en diminuant le taux d’impuretés. En revanche, ces procédés peuvent introduire des dommages dans les fibres à cause des interactions avec les outils mécaniques d’extraction [5].
10
2.2 Structure des fibres végétales
Les fibres élémentaires sont, en pratique, assemblées en faisceaux de 10 à 40 fibres liées par de la pectine. Les fibres adoptent une forme polygonale de 5 à 7 faces [9] (Figure 1.5(a)). Une fibre
élémentaire possède une structure en parois avec un canal débouchant au centre appelé lumen et qui est quelques fois occupé de la cire (Figure 1.5(b)). Les parois constituant une fibre végétale sont les suivantes selon [3,10,11] :
Une paroi primaire "P" externe mince (environ 200 nm d'épaisseur) composée de cellulose, de cires, de lipides et de pectine. C'est la gaine de la fibre qui assure sa continuité en longueur.
Une paroi secondaire "S" interne plus épaisse formée de trois couches cellulosiques : S1 (0.5 – 2 µm d’épaisseur).
S2 (5 – 10 µm d’épaisseur). S3 (0.5 – 1 µm d’épaisseur).
Figure 1.5 : a) Image MEB de la section d’un faisceau de fibre de jute [12]. b) Représentation schématique d’une fibre élémentaire montrant l’orientation des microfibrilles dans chaque parois [13].
Le volume de la fibre est alors essentiellement occupé par la paroi secondaire S2 (environ 90% de la section totale) [14]. Les parois cellulaires d’une fibre élémentaire représentent eux-mêmes un "composite naturel" constitué essentiellement de microfibrilles de cellulose cristalline enrobées dans une matrice d’hémicellulose amorphe et de lignine. Les microfibrilles de cellulose sont orientées hélicoïdalement avec un angle θ appelé angle microfibrillaire sur la couche S2. Plus l’angle microfibrillaire est faible par rapport à l’axe de la fibre, plus la rigidité et la résistance de la fibre sont élevées ; plus l’angle microfibrillaire est important et plus l’allongement à la rupture est important. La couche S2 contrôle alors les performances mécaniques de la fibre parce qu’elle
b) a)
11 possède l’angle microfibrillaire le plus faible [3]. L'efficacité du renforcement en fibres végétales est liée à la nature de la cellulose et à sa cristallinité [15].
2.3 Composition chimique d’une fibre végétale
Les fibres végétales sont principalement constituées de cellulose, d’hémicellulose, de lignine et de pectine. Les proportions de chaque constituant dépendent de la nature de la plante, les conditions de croissance ainsi que les conditions d’extraction. La cellulose reste, en revanche, le constituant le plus présent dans une fibre végétale (Figure 1.6). A noter aussi la teneur en humidité dans la
composition qui n’est pas négligeable et qui dépend fortement des conditions de mise en œuvre des fibres [16].
Figure 1.6 : Composition chimique de quelques fibres végétales [16,17].
La cellulose est le constituant qui offre les bonnes propriétés mécaniques aux fibres végétales. Elle peut contenir des successions de zones cristallines et des zones amorphes avec un taux de cristallinité de l’ordre de 80% [18]. Les groupes hydroxyles (OH) présents dans la cellulose sont susceptibles d’être impliqués dans la formation de liaisons intra et inter chaines de cellulose et confèrent à celle-ci ses propriétés mécaniques en termes de rigidité et de résistance mécanique.
L’hémicellulose est le deuxième composant d’une paroi cellulosique après la cellulose. Elle a un rôle de pontage entre les microfibrilles de cellulose afin de renforcer la paroi cellulaire par interaction avec la cellulose et, dans certaines parois, avec la lignine [19]. L’hémicellulose est le biopolymère le plus hydrophile de la paroi cellulaire favorisant l’absorption de l’humidité. Son extraction diminue le risque de dégradation sous l’effet d’agents extérieurs et favorise la compatibilité des fibres avec les matrices polymère synthétiques à caractère hydrophobe pour une utilisation en composite [20]. 0 20 40 60 80 100
Lin Chanvre Jute Kenaf
Co m po sit io n (%) Cellulose (%) Hémicellulose (%) Lignine (%) Pectine (%)
12 La lignine est un biopolymère qui joue le rôle de gaine entourant la structure microfibrillaire. Elle est distribuée à travers la paroi cellulaire secondaire avec la plus forte concentration dans la lamelle moyenne. En raison de la différence dans le volume de lamelle moyenne de la paroi cellulaire secondaire, environ 70% de la lignine est situé dans cette paroi [18]. Elle est souvent désignée comme l'adhésif de la paroi cellulaire de la fibre. Ses principales fonctions sont d'apporter une imperméabilité à l'eau et une protection contre la dégradation [21]. En revanche, ses propriétés mécaniques largement inférieures à celles de la cellulose nécessitent son extraction afin d’aboutir à des meilleures propriétés mécaniques pour les fibres unitaires.
Les pectines se trouvent généralement dans les parois primaires (P) des fibres végétales et représentent un constituant aussi hydrophile que l’hémicellulose en raison de présence de groupes acide carboxyliques. L’élimination de ce composant semble aussi nécessaire pour un usage en composite afin de réduire l’incompatibilité avec les matrices polymère hydrophobes.
2.4 Propriétés mécaniques des fibres végétales
Plusieurs travaux portant sur la caractérisation des fibres végétales élémentaires ont montré que celles-ci possèdent des propriétés mécaniques proches de celles des fibres de verre, notamment les fibres libériennes issues de la tige des plantes.
En considérant leurs faibles densités par rapport aux fibres de verre. Les propriétés spécifiques de quelques fibres libériennes deviennent meilleures que celles des fibres de verre (Figure 1.7).
Figure 1.7 : Propriétés mécaniques de quelques fibres végétales en comparaison avec celles des fibres de verre [22]. a) Le module d’élasticité en traction. b) La résistance en traction.
0 10 20 30 40 50 60 70 80 90
Lin Chanvre Jute Kenaf Verre
M o d u le (G Pa )
Module d'élasticité (GPa)
Module d'élasticité spécifique (GPa)
0 500 1000 1500 2000 2500 3000 3500 4000
Lin Chanvre Jute Kenaf Verre
Ré sista n ce (M Pa )
Résistance en traction (MPa)
Résistance spécifique en traction (MPa)
13 On peut bien remarquer que les fibres végétales présentent une grande variabilité qui dépend essentiellement de la composition chimique et de la morphologie de la fibre. Ces deux facteurs dépendent à leur tour du caractère naturel des fibres, des conditions de croissance, des conditions d’extraction ainsi que les traitements associés [3].
En ce qui concerne la composition chimique, la rigidité des microfibrilles de cellulose est largement supérieure à celles des autres composants. En effet, le module en traction des microfibrilles de cellulose peut dépasser les 135 GPa, tandis que celui de l’hémicellulose ne dépasse pas 8 GPa et celui de la lignine ne dépasse pas 4 GPa. La proportion des microfibrilles est entre 64% et 74% [9]. Puisque la structure des parois cellulosiques est une structure composite (microfibrilles de cellulose enrobée dans une matrice d’hémicellulose et de lignine) [3], les bonnes performances de la cellulose diminuent en présence de ces composants beaucoup moins performants mécaniquement. Cette diminution des performances dépend de la fraction massique des composants amorphes (hémicellulose et lignine) qui, à son tour, dépend des conditions de croissance et d’extraction ainsi que des traitements.
En ce qui concerne la morphologie, il a été démontré que, en plus de la composition chimique, les propriétés mécaniques des fibres végétales dépendent aussi des dimensions et de la forme des fibres [14,23]. En effet, la rigidité d’une fibre est inversement proportionnelle à son diamètre [9,24]. Cette rigidité est aussi influencée par la taille du lumen ; pour un diamètre constant, l’augmentation de la taille du lumen réduit le module d’élasticité d’une fibre élémentaire [14]. La forme d’une fibre végétale est très variable ainsi que le diamètre et la taille du lumen (Figure 1.5(a)). Ces paramètres expliquent l’influence de la morphologie sur la grande dispersion des propriétés mécaniques dans les fibres végétales.
La microstructure d’une fibre végétale lui attribue un comportement non linéaire contrairement aux fibres synthétiques de verre (Figure 1.8). Ce comportement est considéré comme
élasto-viscoplastique [25,26]. En effet, la courbe de comportement en traction d’une fibre végétale présente une première partie curviligne qui correspond à la réorganisation des microfibrilles de cellulose, qui sont à la base orientées suivant l’angle microfibrillaire (θ), en s’alignant progressivement suivant l’axe de traction [3,9,26]. La deuxième partie correspond à la réponse élastique de la fibre dans sa nouvelle organisation microfibrillaire qui lui offre une meilleur rigidité [9] mais toujours plus faible que celle d’une fibre de verre. La nouvelle réorganisation n’implique pas un angle microfibrillaire nul [3].
14
Figure 1.8 : Courbe de comportement en traction des fibres élémentaires de lin et de chanvre comparée à celle des fibres de verre [26].
Généralement en industrie (automobile, aéronautique, …), on cherche souvent à alléger les structures tout en gardant des bonnes propriétés mécaniques. Les propriétés mécaniques spécifiques (rapportées à leur densité) semblent alors être les plus pertinentes à prendre en compte pour le choix des matériaux à utiliser pour des applications industrielles. C’est dans cette voie qu’Ashby [27] a mis en place un diagramme qui consiste à optimiser deux indices de performance : la rigidité spécifique et la contrainte spécifique. L’objectif est de trouver un bon compromis entre ces deux indices afin de classer et sélectionner les matériaux.
Les données d’un diagramme d’Ashby sur les fibres naturelles (Figure 1.9) [28] confirment les
résultats présentés dans la Figure 1.7. Les fibres végétales et plus précisément les fibres libériennes (Lin, chanvre, jute) possèdent une rigidité spécifique supérieure à celle des fibres de verre. La résistante spécifique reste meilleure pour le verre. D’après le diagramme d’Ashby, le lin et le chanvre semblent être des bons concurrents pour le verre dans le domaine des composites.
0 500 1000 1500 2000 0 1 2 3 4 Co ntr a inte ( M P a ) Déformation (%) Verre Lin Chanvre
15
Figure 1.9 : Diagramme d’Ashby comparant les performances mécaniques spécifiques des fibres naturelles avec les fibres synthétiques [28].
16
3 Agrocomposite : Propriétés mécaniques et influence des conditions de
mise en œuvre
Généralement, les agrocomposites sont élaborés en utilisant les techniques conventionnelles de fabrication connus pour les fibres synthétiques. Les techniques les mieux adaptées aux fibres végétales incluent le moulage par compression, à autoclave, par injection, l’extrusion, le RTM, le SMC, la pultrusion et l’enroulement filamentaire [11,13,29,30].
3.1 Agrocomposite : structure multiéchelle complexe.
la structure des agrocomposites est extrêmement complexe à cause de l’organisation hiérarchique sur les différentes échelles dimensionnelles [9] et aussi à cause des différents matériaux présents à des proportions variables dans une fibre végétales comme expliqué dans la Section 2.3. Les fibres végétales utilisées en agrocomposites sont sous forme de faisceaux de fibres élémentaires. En effet, les fibres élémentaires ne peuvent pas être idéalement séparées en réalité. Elles sont groupées de un jusqu’à trois douzaines de fibres élémentaires selon les techniques d’extractions utilisées. La cohésion des faisceaux de fibres est assurée par des interfaces pectiques [31].
Une étude rigoureuse d’un agrocomposite ne peut alors être menée sans prendre en compte les aspects multiéchelle à la fois mécanique et physique de la structure du matériau sur chaque échelle caractéristique. En effet, sur les échelles microscopiques, c’est la fibre élémentaire qui est sollicitée. Cette dernière a un comportement élasto-viscoplastique comme expliqué précédemment dans la Section 2.4 et montré dans la Figure 1.10(a). Sur les échelles mesoscopiques,
on retrouve le faisceau de fibres complet. Le comportement mécanique d’un faisceau de fibres élémentaires est, quant à lui, linéaire (Figure 1.10(b)). La non-linéarité générée par le réarrangement
microfibrillaire des fibres élémentaires n’est pas détectée quand ces dernières sont groupées dans le faisceau. En remontant vers les échelles macroscopiques qui prennent en compte toute la structure agrocomposite, on retrouve un comportement élastoplastique (Figure 1.10(c)) induit par
la prise en compte de la matrice polymère. Les propriétés mécaniques vont significativement diminuer à l’échelle macroscopique à cause des faibles performances de la matrice polymère et aussi à cause du problème d’adhésion entre les fibres végétales et la résine qui sera abordé dans la
17
Figure 1.10 : a) courbe de traction d’une fibre élémentaire de sisal [32]. b) courbe de traction d’un faisceau de fibres élémentaires de sisal et bambou [33]. c) courbe de comportement d’un agrocomposite bambou/Polypropylène [34].
3.2 Influence de la température de fabrication
La température au cours du processus de fabrication a un effet sur les propriétés mécaniques des agrocomposites. Cet effet s’avère, dans certains cas, positif et, dans d’autres cas, négatif.
En effet, Md. Salleh et al. [35] ont traité l’effet de la température du processus d’extrusion sur les propriétés mécaniques des composites kénaf/polyester haute densité. Les résultats montrent que le fait d’effectuer le processus en hautes températures améliore les performances mécaniques en termes de module d’élasticité et de résistance en traction. De plus, il s’est avéré que, lors du processus d’extrusion en haute température, le module d’élasticité augmente en augmentant le taux des fibres dans le composite. Le contraire se traduit lors du processus d’extrusion s’effectue en basses températures. Le même comportement a été retrouvé par Plackett et al. [36] lors d’un processus de moulage par compression de l'acide polylactique (PLA) renforcé par des fibres de jute.
En revanche, Yuan et al. [37] montrent lors de l’élaboration de composites de PLA renforcé par des fibres de lin, en utilisant la technique du moulage par compression, que les performances mécaniques du matériau diminuent en augmentant la température de moulage. Un comportement
0 100 200 300 400 500 600 0 1 2 3 4 5 6 Co n tra in te (M Pa ) Allongement (%) Sisal Bambou 0 2 4 6 8 10 12 14 16 0 0,2 0,4 0,6 0,8 1 1,2 Co ntr a inte ( M P a ) Allongement (%)
b
0 100 200 300 400 500 0 0,3 0,6 0,9 1,2 1,5 1,8 2,1 C o nt ra int e (M P a ) Allongement (%)Pente de la zone linéaire après réarrangement
c
a
18 similaire a été révélé lors d’un processus de moulage par injection du polyéthylène haute densité renforcé par des fibres de lin [38]. La diminution des performances mécaniques en fonction de la température de transformation a été aussi démontrée par Kobayashi et al. [39] pour les fibres de chanvre exploitées en tant que renfort pour une matrice PLA en utilisant le moulage par compression.
On est alors en présence de deux types de comportement mécanique face à la température de fabrication. Ces deux comportements dépendent du type de fibre ; les fibres de jute et de kénaf favorisent l’élaboration du composite à des hautes températures, tandis que les fibres de lin et chanvre favorisent le contraire. L’augmentation de la température d’élaboration permet, en effet, de réduire la viscosité de la résine et ainsi bien enrober les fibres. Par contre, cette hausse de température peut dégrader la composition chimique de la fibre et par la suite une diminution de performances mécaniques. Les fibres de jute et de kénaf résistent alors mieux à la température que les fibres de lin et de chanvre. Ceci peut être dû à leurs origines puisque le lin et le chanvre sont cultivés dans des climats tempérés tandis que le jute et le kénaf sont cultivés dans des climats tropicaux [30].
D’une manière générale, les fibres végétales possèdent une température limite d’élaboration en composite au-dessus de laquelle leurs performances mécaniques seront dégradées. Cette température limite varie entre 180 et 200°C selon le type de fibre [11].
3.3 Influence de l’adhésion fibre - matrice
L’adhésion entre les fibres et la matrice polymère est parmi les grands inconvénients des composites à fibres végétales. En effet, il y a un certain nombre de difficultés associées à l'intégration de ces fibres dans les matrices polymères, en particulier l'incompatibilité fibre/matrice. L’adhésion fibre/matrice peut être améliorée par la modification de la topologie de la surface de la fibre. De divers traitements chimiques permettent la modification de la surface des fibres [40]. Ces traitements améliorent la mouillabilité de la fibre avec la matrice et créent un lien fort à l’interface fibre/matrice. Une bonne adhérence à l’interface contribue à son tour, à l’amélioration du transfert de charges entre les fibres et la matrice et, par conséquence, des meilleures propriétés mécaniques [41].
Le traitement alcalin est parmi les traitements les plus utilisés pour améliorer la surface des fibres végétales afin de les utiliser comme renfort avec les matrices polymères [11,42]. La modification importante effectuée par ce traitement est la rupture de la liaison hydrogène dans la structure
19 chimique de l’interface de la fibre végétale, augmentant ainsi la rugosité de surface. Le traitement alcalin élimine une certaine quantité de la lignine, de la cire et les huiles qui recouvrent la surface externe de la paroi cellulaire de la fibre [40].
En effet, l’ajout de l’hydroxyde de sodium aqueux (NaOH) aux fibres végétales favorise l’ionisation des groupes hydroxyles pour se transformer en alcoolate suivant l’équation de réaction suivante [40,41,43] : Fibre – OH + NaOH → Fibre – O – Na + H2O
Ainsi, le traitement alcalin influe directement sur les fibrilles et le degré de polymérisation de la cellulose. Il favorise aussi l’extraction de la lignine et l’hémicellulose pour des meilleurs performances mécaniques intrinsèques des fibres [40,41].
La concentration de l'alcali, la température et le temps de traitement des fibres sont des paramètres essentiels du processus de traitement. L’optimisation de ces paramètres contribue à l’amélioration des propriétés mécaniques du matériau composite. En revanche, le traitement alcalin peut avoir un effet néfaste sur les fibres végétales et il peut y avoir des risques d'endommagement des fibres une fois que les conditions de traitement ne sont pas optimisées [41,43].
Il est important de noter, dans ce cadre, l’effet négatif de l’humidité sur les performances des composites à fibres végétales. En effet, l’humidité pénètre dans les agrocomposites à travers les fibres végétales à cause de leur caractère hydrophiles favorisant ainsi le contact avec les molécules d’eau [44]. L’absorption d’humidité dégrade l’interface fibre-matrice et contribue ainsi à la détérioration des performances mécaniques [45].
Le problème d'absorption d'humidité est souvent lié à une mauvaise interface entre matrice et fibres végétales. En effet, les fibres végétales, n'étant pas entièrement entourées par le polymère, auront tendance à absorber l'eau présente dans l'humidité ambiante à laquelle elles seront exposées. Une bonne adhésion entre fibre et matrice empêche alors la pénétration de l’eau et protège les fibres contre la dégradation par l’effet d’humidité [46].
En parallèle avec les traitements chimiques sur les fibres, l’introduction d’agents de couplage pendant l’étape d’élaboration s’avère aussi efficace pour une bonne adhésion entre les fibres et la matrice. Les agents de couplage vont réagir avec les groupes hydroxyles de la cellulose et les groupements fonctionnels de la matrice favorisant ainsi leur compatibilité [40,47].
20
3.4 Propriétés mécaniques des agrocomposites à fibres courtes
Les composites polymères renforcés par des fibres courtes sont beaucoup utilisés pour des applications non structurelles en industrie puisqu’elles ne seront pas soumises à des grandes sollicitations mécaniques. Leurs performances mécaniques demeurent plus importantes que les plastiques fabriqués par des polymères pures. Les fibres utilisées pour ce type de pièce sont incorporées souvent aléatoirement en tant que chargement pour les plastiques lors de l’élaboration. Certaines fibres végétales, notamment le lin et le chanvre, semblent être des bons concurrents pour les fibres de verre dans ce genre d’application surtout en termes de rigidité (Figure 1.11).
Figure 1.11 : Propriétés mécaniques de composites renforcés par différents types de fibres courtes et élaborés par moulage en compression de polypropylène (PP) avec des fibres courtes aléatoirement orientées [13].
3.5 Propriétés mécaniques des agrocomposites à fibres longues
En s’intéressant aux agrocomposites à renfort unidirectionnel, et comme pour les composites à fibres courtes, les composites (thermoplastiques ou thermodurcissables) présentent une bonne rigidité dépassant des fois celle des composites à fibres de verre (Figure 1.12). La résistance reste, néanmoins, moins importante que celle des fibres synthétiques.
0 1 2 3 4 5 6 7 8 9 10 M od ul e ( G Pa)
Module en traction (GPa)
0 10 20 30 40 50 60 70 80 90 100 Résist ant e (M Pa )
21
Figure 1.12 : Propriétés mécaniques de quelques composites élaborés par un renfort unidirectionnel et moulage par compression d’une matrice thermoplastique (PP) et une matrice thermodurcissable (UP : polyester insaturé) [13].
En revanche, si on résonne en termes de propriétés mécaniques spécifiques en prenant en compte la densité du mélange des composants de la Figure 1.12. La comparaison deviendra alors
plus intéressante pour la résistance spécifique en traction (Figure 1.13). La faible densité est alors parmi les avantages les plus pertinents qui sont associés aux fibres végétales et qui leurs confère un intérêt particulier en industrie lors du design grâce à des bonnes propriétés spécifiques vis-à-vis des composites conventionnelles même si la résistance de ces derniers reste toujours plus favorables pour des applications de structure.
Figure 1.13 : Comparaison entre la résistance mesurée et la résistance spécifique des agrocomposites avec une matrice thermoplastique (PP) et une matrice thermodurcissable (UP) [13].
0 100 200 300 400 500 600 700 800 900 1000 0 5 10 15 20 25 30 35 40 45 50 Rési st ance (M Pa ) Mod ul e ( G Pa)
Module d'élasticité (GPa) Résistance en traction (MPa)
UP PP 0 100 200 300 400 500 600 700 800 900 1000 R és is tan ce ( MPa)
Résistance en traction Résistance spécifique en traction
UP PP
![Figure 1.5 : a) Image MEB de la section d’un faisceau de fibre de jute [12]. b) Représentation schématique d’une fibre élémentaire montrant l’orientation des microfibrilles dans chaque parois [13]](https://thumb-eu.123doks.com/thumbv2/123doknet/2972500.82717/25.892.113.762.338.845/figure-faisceau-représentation-schématique-élémentaire-montrant-orientation-microfibrilles.webp)
![Figure 1.11 : Propriétés mécaniques de composites renforcés par différents types de fibres courtes et élaborés par moulage en compression de polypropylène (PP) avec des fibres courtes aléatoirement orientées [13].](https://thumb-eu.123doks.com/thumbv2/123doknet/2972500.82717/35.892.129.768.426.697/propriétés-mécaniques-composites-renforcés-compression-polypropylène-aléatoirement-orientées.webp)