Développement d'un procédé supercritique de micronisation appliqué aux petits fruits
183
0
0
Texte intégral
Figure
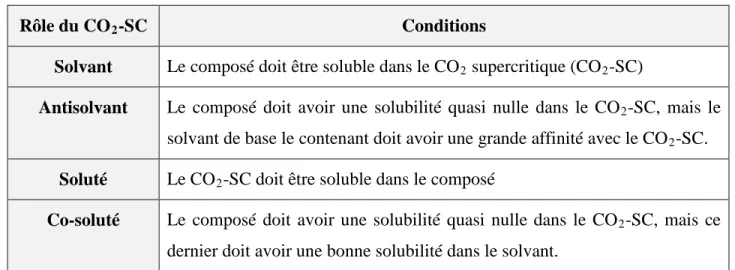
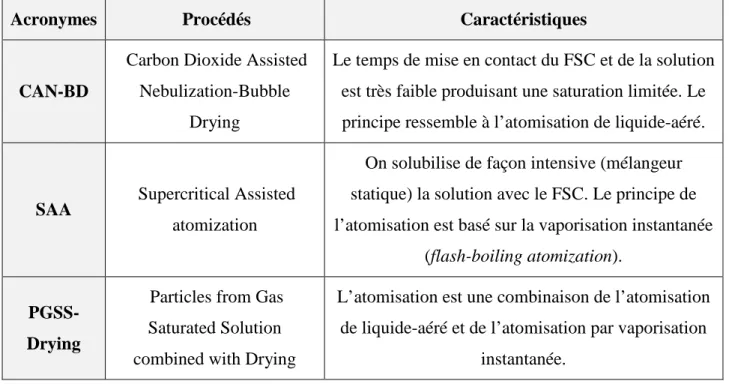
![Tableau 1-5 : Solubilité des composés dans le CO 2 en fonction de leurs caractéristiques [39]](https://thumb-eu.123doks.com/thumbv2/123doknet/2347521.35268/42.918.101.819.145.612/tableau-solubilite-composes-co-fonction-caracteristiques.webp)
+7

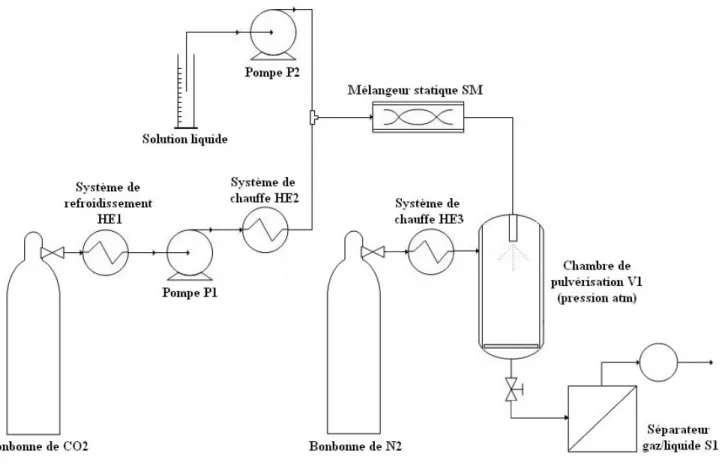

![Figure 1-13 : Assemblage des éléments de base [80]](https://thumb-eu.123doks.com/thumbv2/123doknet/2347521.35268/62.918.213.706.600.1022/figure-assemblage-elements-base.webp)
Documents relatifs