Impact des propri
étés de surface des membranes
en polyéthersulfone sur la persistance de Bacillus
licheniformis suivant l'ultrafiltration de lactosérum
Mémoire
Virginie Damphousse
Maîtrise en sciences des aliments - avec mémoire
Maître ès sciences (M. Sc.)
Québec, Canada
Impact des propriétés de surface des membranes en
polyéthersulfone sur la persistance de Bacillus
licheniformis suivant l’ultrafiltration de lactosérum
Mémoire
Virginie Damphousse
Sous la direction de :
Yves Pouliot, directeur de recherche
Alain Doyen, codirecteur de recherche
iii
Résumé
L’encrassement microbiologique des membranes de filtration constitue une problématique majeure au sein de l’industrie laitière. La présence de bactéries sporulantes dans les biofilms se formant à la surface des membranes d’ultrafiltration (UF) peut engendrer une contamination des co-produits de la transformation laitière ayant des répercussions négatives sur leur conservation. L’environnement, la température de filtration ainsi que les propriétés de surface des membranes influencent l’adhésion des microorganismes sur celles-ci. Des travaux précédents ont suggéré qu’une plus grande rugosité du matériau membranaire favoriserait la présence de bactéries sporulantes du genre Bacillus.
L'objectif de cette étude était de caractériser l'influence de l’usure membranaire sur la performance du procédé d’UF du lactosérum et sur la persistance des bactéries sporulantes à la surface des membranes. Des filtrations de lactosérum inoculé par Bacillus
licheniformis ont été réalisées à l’échelle pilote, afin d’étudier l’adhésion de la bactérie à
la surface de deux membranes d’UF en polyéthersulfone (PES) présentant un stade d’usure différent. Par la suite, une méthode qPCR ciblant le gène spo0A de la bactérie a été développée pour quantifier B. licheniformis à la surface des membranes. Les résultats de ces travaux ont montré que l’état d’usure des membranes à l’étude n’a pas d’impact sur la baisse de performance en cours de filtration du lactosérum. Bien qu’il eût été suggéré que
B. licheniformis persiste à la surface des membranes suivant un cycle de nettoyage standard
après une filtration de lactosérum sur une période de 20h à 50°C, il n’a pas été possible de démontrer une relation entre la rugosité membranaire et la rétention de bactéries sporulantes.
Cependant, nos travaux ont permis la mise au point et l’optimisation de méthodologies de caractérisation des surfaces membranaires et de l’adhésion de bactéries sporulantes à la surface des membranes représentant des avancées importantes visant le développement de stratégies efficaces pour prévenir la contamination des spores dans les produits laitiers.
iv
Abstract
Biofouling of filtration membranes is a major issue in the dairy industry. Bacterial spores in biofilms adhering on membrane surfaces can induce a contamination of dairy fluids and ingredients. The presence of sporulating bacteria in biofilms is influenced by the dairy plant environment, the nature of the dairy fluid, the filtration parameters, and characteristics of membrane surfaces. Recent studies suggested a potential adhesion of sporulating Bacillus genus to rougher membrane materials after whey ultrafiltration.
The objective of the present study was to evidence the impact of membrane ageing on the persistence of sporulating bacteria on the surface of aged membranes. Ultrafiltration experiments with whey inoculated with Bacillus licheniformis were then performed to evaluate the impact of two polyethersulfone membranes at different state of ageing on bacterial adhesion. A real-time PCR method was developed targeting the sporulating gene
spo0A of B. licheniformis to quantify the bacteria on membrane surface. Results suggest
that membrane aging did not impact the filtration performance during whey processing. Although it was suggested that the persistence of the bacteria on membrane surfaces was observed following a cleaning-in-place procedure performed after 20h of filtration at 50°C, it was not possible to evidence that membrane roughness influenced the persistence of bacterial spores at the membrane surface.
Moreover, the present study enabled the development and optimization of methods for characterization of surface properties and bacterial spore adhesion which will help to develop and improve strategies to prevent spore contamination in dairy fluids and products.
v
Table des matières
Résumé ... iii
Abstract ... iv
Table des matières... v
Liste des tableaux ... vii
Liste des figures ... viii
Liste des abréviations ... ix
Remerciements ... xi
Avant-propos ... xiii
Introduction ... 1
Chapitre 1- Revue de littérature ... 3
1.1 Les procédés baromembranaires ... 3
1.1.1 Principe des technologies baromembranaires ... 3
1.1.2 Applications en industrie laitière ... 5
1.2 Les membranes de filtration... 7
1.2.1 Types de configuration ... 7
1.2.2 Matériaux des membranes de filtration ... 7
1.2.3 Propriétés des membranes de filtration et méthodes de caractérisation ... 9
1.3 L’encrassement des membranes de filtration ... 15
1.3.1 Notions sur l’encrassement chimique ... 15
1.3.2 Notions sur l’encrassement microbiologique ... 16
1.4 Les bactéries sporulantes ... 19
1.4.1 Notions sur les bactéries sporulantes ... 19
1.4.2 Principales bactéries sporulantes dans l’environnement laitier ... 21
1.4.4 Méthodes de détection des bactéries sporulantes ... 23
1.5 Stratégies de contrôle des bactéries sporulantes à la surface des membranes 26 1.5.1 Procédures de nettoyages appliquées en industrie ... 26
1.5.2 Vers un meilleur contrôle des bactéries sporulantes dans les systèmes de filtration ... 29
Chapitre 2 : Mise en contexte des travaux... 31
2.1 Problématique... 31
vi
2.3 Objectifs ... 32
Chapitre 3 : Étude de l’impact de l’usure membranaire sur la persistance de Bacillus licheniformis suivant l’ultrafiltration de lactosérum ... 33
3.1 Résumé ... 33
3.2 Abstract ... 35
3.3 Introduction ... 35
3.4 Materials and methods ... 37
3.4.1 Membrane source ... 37
3.4.2 Cheese whey source ... 38
3.4.3 Characterization of membrane coupons ... 38
3.4.4 Ultrafiltration experiments ... 39
3.4.5 Quantification of B. licheniformis in the whey and on membranes ... 40
3.4.6 Statistical analysis... 41
3.5 Results ... 42
3.5.1 Characterization of virgin and aged membranes with different conditions ... 42
3.5.2 Quantification of B. licheniformis on membrane surface ... 44
3.6 Discussion ... 45
3.6.1 Changes in membrane surface properties through usage ... 45
3.6.2 Impact of membrane ageing on spore adhesion and persistence at membranes surface ... 46
3.6.3 Impact of membrane ageing on filtration performance ... 47
3.6.4 Impact of inoculum on filtration performance ... 48
3.7 Conclusion ... 48
3.8 Acknowledgements ... 49
Chapitre 4 : Discussion générale ... 50
4.1 Retour sur la méthodologie ... 50
4.1.1 Méthode d’usure des membranes ... 50
4.1.2 Propriétés de surface à l’étude ... 52
4.1.3 Quantification de B. licheniformis ... 53
4.1.4 Système d’ultrafiltration ... 54
Conclusion et perspectives ... 55
vii
Liste des tableaux
Tableau 1 : Description de différents paramètres de rugosité………12 Tableau 2 : Caractéristiques des microorganismes retrouvés dans l’environnement laitier………..18 Tableau 3: Principales bactéries sporulantes dans l’environnement laitier………...22 Table 4: Surface properties of virgin and aged PES membranes………...42 Table 5: Number of gene copies associated with Bacillus licheniformis at the surface of virgin and aged membranes following UF with non inoculated and inoculated whey…..44
viii
Liste des figures
Figure 1: Principe des procédés baromembranaires………....4
Figure 2 : Sélectivité des procédés baromembranaires………5
Figure 3 : Structure chimique du polyéthersulfone……….….8
Figure 4 : Phénomènes d’encrassement……….15
Figure 5 : Étapes de formation d’un biofilm……….……….17
Figure 6 : Spore bactérienne………..19
Figure 7 : Étapes de sporulation d’une cellule bactérienne………...20
Figure 8 : Gonflement de fromages (67077 et 67080) en présence de Clostridium tyrobutyricum……….23
Figure 9 : Procédure de nettoyage classique des membranes………27
Figure 10. Images of A) virgin and B) aged PES membrane coupons obtained by profilometry (1 mm2)……….43
Figure 11. Images of virgin (A) and aged (B) PES membrane coupons obtained by atomic force microscopy (10 μm2)………43
Figure 12. Permeation flux during whey ultrafiltration without inoculum and with spore inoculum………44
ix
Liste des abréviations
ADN : Acide désoxyribonucléique
AFM : Microscopie à force atomique (Atomic force microscopy) CIP : Nettoyage en place (Cleaning in place)
EPS : Exopolysaccharides (Extracellular polymeric substance) IR : Infrarouge
MCBL : Microscopie confocale par balayage au laser MWCO : Seuil de coupure (Molecular weight cut-off) MMV : Procédé Maubois Mocquot Vassal
MF : Microfiltration NF : Nanofiltration OI : Osmose inverse
PAS : Spectroscopie par annihilation de positron PES : Polyéthersulfone
PCR : Réaction en chaîne par polymérase (Polymerase chain reaction) PVDF : Polyfluorure de vinylidène
qPCR : PCR quantitative (quantitative PCR)
SEM : Microscopie électronique (Scanning electron microscopy) UF : Ultrafiltration
WPC : Concentré de protéines de lactosérum (Whey protein concentrate) XPS : Spectroscopie photoélectronique X
x
xi
Remerciements
Je tiens d’abord à remercier mon directeur, Yves Pouliot, de m’avoir fait confiance pour ce projet. Je remercie également mon codirecteur, Alain Doyen et mon collaborateur, Steve Labrie de m’avoir guidé tout au long de ma maîtrise.
Au cours des deux dernières années, j’ai été choyée de faire partie d’une équipe de recherche dans laquelle j’ai côtoyé des amies formidables et sans qui cette maîtrise n’aurait pas été une aventure aussi rocambolesque. Isabelle, Iris, Amandine, j’ai partagé des moments inoubliables avec vous et je vous remercie pour tout.
Merci aux autres membres de l’équipe de la Chaire de recherche en éco-efficience des procédés de filtrations membranaires du lait, Scott, Agathe, Camile, Thomas et Kevin. Je remercie plus particulièrement Julien, qui a toujours été présent pour m’offrir son aide et pour ses judicieux conseils, peu importe l’heure ou l’endroit où il se trouvait dans le monde. Un merci spécial à Amélie Bérubé, complice de l’été 2018 qui a su relever avec moi ce défi de taille.
Je souhaite également remercier Pascale Chevalier et Stéphane Turgeon de l’équipe du laboratoire de Biomatériaux pour l’Imagerie médicale (BIM) basée à l’hôpital St-François d’Assise de m’avoir accueilli chaleureusement dans cette contrée lointaine lors de mes analyses de rugosité.
J’aimerais dédier les mots suivants à la professionnelle de recherche, Marie-Hélène Lessard, aux responsables de laboratoire, Marie-Michelle Gagnon, Diane Gagnon, Katherine Lortie, Mélanie Martineau ainsi qu’aux techniciens de laboratoire Pascal Lavoie, Pierre Côté et Dany Boisvert. Vous êtes tous des perles et tous les étudiants du pavillon Paul-Comtois sont extrêmement chanceux de compter sur vous. Vous avez toujours été là quand j’en avais besoin, et ce, même si vous aviez mille autres choses à faire. Que ce soit pour me tendre une oreille, me donner des conseils, m’apprendre des notions en biologie moléculaire, m’aider dans mes manipulations, me réparer une pièce d’équipement ou m’encourager, vous avez été présent du début jusqu’à la fin. Et je vous en remercie infiniment. Ce fut un réel plaisir que de vous côtoyer au cours de mon parcours universitaire.
xii
Enfin, je remercie mes parents, Jacques et Denise, mes modèles de force et de persévérance qui m’ont toujours supporté et qui ont travaillé fort pour que je puisse être où j’en suis maintenant.
xiii
Avant-propos
Ce mémoire est divisé en quatre chapitres. Le premier chapitre comprend en cinq sections et passe en revue les concepts en lien avec l’étude. Les trois premières sections abordent les procédés baromembranaires, les membranes de filtration et les enjeux associés à leurs utilisations en industrie laitière. Les notions sur les spores et les stratégies de prévention associées sont présentées dans les deux dernières sections du chapitre 1. Le deuxième chapitre décrit la problématique et les questionnements ayant mené à la réalisation des travaux de recherche. L’hypothèse de recherche et les moyens entrepris afin d’y répondre y sont également développés. Le troisième chapitre présente la démarche expérimentale des travaux sous forme d’article portant sur l’impact de l’usure membranaire sur l’adhésion de la bactérie Bacillus licheniformis à la surface membranaire suivant l’UF de lactosérum. Cet article est une version préliminaire de l’article révisé qui sera soumis au Journal of
membrane science à l’automne 2020. L’auteure principale de cet article est également
l’auteure du présent mémoire. Enfin, le quatrième chapitre se veut être une discussion générale à propos de la méthodologie et des limites de la présente étude.
Un résumé du contexte et des objectifs contenus dans le mémoire a été présenté sous la forme de Ma thèse en 180 secondes le 16 juin 2018 au Forum Techno Novalait. Une affiche résumant les travaux décrits au chapitre 3 a également été présentée au Colloque STELA les 28 et 29 mai 2019.
1
Introduction
La transformation laitière au Canada représente un important moteur économique. En 2019, les livraisons manufacturières de lait et de produits laitiers s’élevaient à plus de 14,8 milliards de dollars canadiens [1]. Les procédés de transformation du lait impliquant la concentration des caséines, comme la fabrication de fromage et de yogourt ou encore la production de concentrés de protéines caséiques, génèrent pratiquement 90 % de la quantité initiale de lait en lactosérum. Au Canada, en 2019, cette quantité représentait environ 5,5 millions de tonnes de lactosérum issues de la fabrication fromagère seulement [1]. Le lactosérum est devenu au cours des trente dernières années un co-produit à haute valeur ajoutée dont les propriétés nutritionnelles et fonctionnelles sont mises à profit dans les secteurs de la transformation alimentaire et de la santé [2].
L’UF joue un rôle crucial dans la valorisation lactosérum. En effet, ce procédé de séparation membranaire est utilisé pour concentrer les protéines du lactosérum avant le séchage. Cette préconcentration augmente ainsi l’efficacité énergétique du processus de transformation [3]. Toutefois, au fil du temps, les différents constituants du lactosérum s’accumulent et forment une couche d’encrassement à la surface de la membrane. Cet encrassement peut être de nature chimique ou microbiologique (biofilms). Ces deux phénomènes sont à l’origine de baisses d’efficacité du procédé de filtration et causent également une diminution de la rentabilité économique.
En plus d’engendrer des pertes de performances, l’encrassement microbiologique suscite l’inquiétude quant aux problématiques liées à baisse de qualité des produits finis. Dans les usines laitières, les biofilms adhérant aux membranes de filtration contiennent une variété de microorganismes tels que les bactéries psychrotrophes, mésophiles et thermophiles. Une partie importante des biofilms est constituée de bactéries sporulantes. Celles-ci sont capables de produire des spores, une forme dormante très résistance de la bactérie. Ainsi, les spores peuvent éventuellement se retrouver dans les produits finis [4].
La germination des spores est associée aux changements des propriétés organoleptiques et fonctionnelles dans les produits laitiers. Les spores constituent une préoccupation dans l'industrie laitière, car il est difficile les éliminer en totalité une fois présentent à la surface
2
des équipements. Les stratégies conventionnelles comme le nettoyage-en-place (ou en anglais : cleaning-in-place – CIP) ne sont pas suffisantes pour enrayer la présence des spores. Par conséquent, la prévention en amont indispensable pour faire face à ce problème [5].
Les résultats d’une récente étude suggèrent que les bactéries appartenant au groupe Bacillus prévalent à la surface de matériaux membranaires ayant une rugosité plus importante, suite à l’étape d’UF du lactosérum [6]. Il est généralement reconnu que l’utilisation de matériaux non rugueux est préférable, car cette caractéristique aide à prévenir la persistance bactérienne et améliore l’aptitude au nettoyage des surfaces. Cependant, suite des cycles d’utilisation et de nettoyage de la membrane répétés, les propriétés de surface du matériau, comme la polarité, la rugosité et la porosité, changent [7].
L’étude des matériaux de surface des équipements ainsi que de leur impact sur le développement et la composition des biofilms s’inscrit dans une perspective d’amélioration de stratégies de prévention des spores dans les produits laitiers. Il est donc pertinent de s’intéresser aux facteurs contribuant à l’attachement des bactéries sporulantes à la surface membranaire dans un contexte d’usure membranaire. Il convient de comparer les caractéristiques de surface des membranes et en particulier la rugosité, puisque ce paramètre est susceptible d’avoir un impact sur l’adhésion des bactéries sporulantes. Par conséquent, l'objectif de cette étude était de caractériser l'influence de l’usure membranaire sur la performance du procédé d’UF du lactosérum et sur la persistance des bactéries sporulantes à la surface des membranes.
3
Chapitre 1- Revue de littérature
1.1 Les procédés baromembranaires
C’est au 18e siècle que le potentiel des procédés de séparation par membrane a émergé
alors que l’abbé Jean Antoine Nollet décrit le phénomène d’osmose à l’aide d’une membrane semi-perméable d’origine animale. Après la Deuxième Guerre mondiale, un besoin criant mène à l’utilisation de cette technologie pour produire de l’eau potable [8]. Toutefois, l’efficacité du procédé est faible et les essais sont infructueux pour produire des volumes suffisants. Ce n’est qu’au début des années 1960 que Sourirajan et Loeb réussissent à maintenir la performance de filtration grâce à la découverte des membranes asymétriques, générées par application d’un traitement thermique. Cette découverte est une véritable percée scientifique dans le domaine et a permis l’essor des procédés baromembranaires. Aujourd’hui la technologie trouve des applications dans plusieurs secteurs, dont l’agroalimentaire [8, 9].
1.1.1 Principe des technologies baromembranaires
Les procédés baromembranaires sont des technologies de séparation ayant pour but d’isoler les constituants d’un mélange. À l’échelle industrielle, la filtration est réalisée de façon tangentielle, c’est-à-dire que le flux du liquide à filtrer est parallèle à la surface de filtration. C’est l’application d’une pression qui permet le passage de la matrice à travers la membrane semi-perméable. En fonction de la taille des pores et du seuil de coupure de celle-ci, les constituants sont retenus par la membrane. Les molécules retenues par la membrane sont concentrées dans le rétentat tandis que les molécules passant au travers se retrouvent dans le perméat (Figure 1). Les systèmes baromembranaires peuvent être intégrés à un procédé en continu ou discontinu (mode batch) [10].
4
Figure 1: Principe des procédés baromembranaires. Adapté de Smith [8].
Les quatre principales catégories de filtration baromembranaires sont la microfiltration (MF), la nanofiltration (NF), l’UF et l’osmose inverse (OI). Chacun de ces procédés est différencié par la sélectivité de la membrane utilisée et la pression appliquée lors de la filtration (Figure 2). La MF retient les molécules de plus grande taille (ex. >1 μm), comme les bactéries et les globules de gras. La pression appliquée en MF est la plus faible des quatre types de séparation. À l’opposé, la membrane d’OI ne laisse passer que de l’eau et une très faible fraction des ions monovalents. Comme il y a une grande concentration des solutés à la surface de la membrane, de fortes pressions sont appliquées pour excéder la pression osmotique du fluide à concentrer, et permettre le passage de l’eau à travers la membrane [11]. La NF ressemble à l’OI puisque de fortes pressions sont utilisées dans le cas des deux procédés. Cependant, la membrane de NF laisse passer des ions divalents, contrairement à la membrane d’OI. L’UF est le type de séparation le plus utilisé dans l’industrie alimentaire. Elle permet de retenir les macromolécules comme les protéines, les lipides et les bactéries. Elle laisse toutefois passer les molécules de plus petites tailles, comme les sucres et les minéraux (Figure 2). Les pressions appliquées en UF (1-10 bars) se situent entre celles appliquées en MF et celles appliquées en NF ou en OI [10].
5
Figure 2 : Sélectivité des procédés baromembranaires. Inspirée de Hausmann et al. [12].
1.1.2 Applications en industrie laitière
L’introduction des procédés baromembranaires dans le secteur laitier a révolutionné l’industrie au début des années 1970. En effet, le développement d’un procédé de concentration du lait pour la fabrication fromagère (MMV) breveté par Maubois, Mocquot et Vassal a initié l’application des technologies de séparation baromembranaires en industrie laitière [9, 13]. Par la suite, les progrès dans le développement des matériaux de filtration et l’optimisation des procédés ont permis le développement de nouveaux produits et ont apporté de nombreux avantages pour les transformateurs. Ils seront décrits dans les sections suivantes. L’application des procédés baromembranaires est aujourd’hui largement répandue au sein de l’industrie laitière à l’échelle internationale [14].
1.1.2.1 Microfiltration
La MF possède deux principales utilités en industrie laitière. Premièrement, la MF permet de débactériser les fluides laitiers. Cette application, aussi appelée pasteurisation à froid, est particulièrement utile pour produire les laits de consommation à durée de vie améliorée lorsqu’elle est combinée à une pasteurisation thermique standard [9, 15-17]. Deuxièmement, la MF est utilisée en fromagerie afin de séparer la phase colloïdale (micelles de caséines) de la phase soluble (protéines sériques) du lait. Le perméat généré
6
permet de produire des ingrédients laitiers à haute valeur ajoutée comme les phospholipides et des concentrés de protéines sériques (α-lactalbumine et la β-lactoglobuline) [18].
1.1.2.2 Ultrafiltration
L’UF est principalement utilisée pour concentrer les protéines des fluides laitiers. Il s’agit de la technologie membranaire la plus répandue dans l’industrie laitière. Environ 400 000 m2 de membranes sont utilisés pour la filtration de fluides laitiers à travers le monde, dont les deux tiers de cette surface sont associés à l’UF de lactosérum [19, 20]. L’UF possède des applications dans la fabrication fromagère ainsi que dans la valorisation de coproduits de la transformation du lait. La concentration des protéines du lait est un procédé utilisé dans la fabrication fromagère pour standardiser la teneur en protéines du lait en fonction des variations saisonnières [18]. Les transformateurs laitiers utilisent également l’UF pour augmenter le ratio protéine/solides totaux, favorisant ainsi une augmentation du rendement fromager [10, 21]. Ce même procédé de concentration est aussi appliqué pour la production de produits laitiers fermentés concentrés comme le yogourt grec [22]. Enfin, l’UF permet de générer des concentrés de protéines de lactosérum à divers degrés de pureté [18].
1.1.2.3 Nanofiltration et Osmose inverse
Les applications de NF et d’OI en industrie laitière se rejoignent en raison des fortes similitudes entre les deux procédés. La NF est surtout utilisée pour concentrer et déminéraliser les fluides laitiers, comme le lactosérum et le perméat d’UF, ou concentrer le lactose contenu dans le perméat d’UF [10].
L’OI est également employée pour concentrer les fluides laitiers. De plus, cette technologie possède des applications intéressantes d’un point de vue environnemental. En effet, l’OI est utilisé à l’étape de préconcentration des fluides laitiers avant le séchage, ce qui permet de réduire la consommation d’énergie fossile, mais aussi pour générer de l’eau de procédé, réduisant ainsi la demande en eau potable et les volumes d’effluents générés [10, 12]. Les procédés de filtration baromembranaires ont apporté de nombreux avantages aux transformateurs du secteur laitier. En plus de représenter des alternatives aux procédés conventionnels comme l’évaporation ou la thermisation, les technologies
7
baromembranaires ont contribué à l’innovation de produits, à la résolution de problèmes, à la valorisation des co-produits de transformation ainsi qu’à l’amélioration de l’empreinte environnementale des industries [9, 10]. Bien évidemment, les procédés de filtration comportent également des limites, dont l’encrassement, détaillé à la section 1.3.
1.2 Les membranes de filtration
1.2.1 Types de configuration
Quatre types de configurations sont disponibles à l’échelle commerciale soient les modules plans, tubulaires, à fibres creuses et spiralés. Les membranes spiralées en matériau polymérique sont les plus populaires en industrie du fait de leur faible coût d’achat et de leur efficacité [10]. Cependant, les tubulaires en céramique sont de plus en plus populaire en raison de leur plus longue durée de vie [16].
1.2.2 Matériaux des membranes de filtration
Les matériaux membranaires peuvent être divisés en deux groupes : les matériaux organiques (polymériques) et inorganiques (céramique, alumine, acier inoxydable) [23]. Leur utilisation dépend de la configuration de la membrane, du coût, de leur disponibilité et de leur résistance au procédé. Les membranes polymériques sont davantage utilisées dans l’industrie pour leur faible coût, et la possibilité de les utiliser en modules spiralés [10, 24].
1.2.1.1 Acétate de cellulose
Les membranes de cellulose sont fabriquées à partir de la pulpe de bois ou de coton. Elles ont donc une bonne perméabilité en raison de leur caractère hydrophile. Ce matériau est également peu coûteux à produire et peut être fabriqué selon une grande variété de taille de pores. Toutefois, la cellulose est une composante très fragile, et ne résiste pas très bien aux hautes températures et au contact avec le chlore (1-50 mg/L de chlore libre), et ne peut être utilisée que dans une gamme étroite de valeurs de pH (idéalement entre pH 4 et 5). [25, 26].
8
1.2.1.2 Polyamide
Le polyamide est un matériau comportant un groupement amide. Ce matériau a la propriété de conserver ses propriétés de séparation à des pH compris entre 3 et 11. Le polyamide a cependant une résistance faible au chlore (1-5 mg/L de chlore libre). Il est plutôt utilisé dans des matériaux de membrane composite qui sont plus adaptés au procédé de NF [10, 25, 27].
1.2.1.3 Polysulfone
Les membranes en polysulfone, incluant le polyéthersulfone (PES) sont peu coûteuses et offrent une bonne résistance thermique et chimique [28]. Ce sont les membranes les plus utilisées en UF dans le domaine laitier [10]. Les membranes de polysulfone comportent un groupe de dioxyde de soufre et leur conformation confère une bonne stabilité au matériau. Cette stabilité est également renforcée par la présence de groupements benzène et de l’effet de résonnance des liaisons doubles (Figure 3). Les membranes de polysulfone tolèrent une étendue de pH et de températures plus larges que les matériaux précédents (résiste à des valeurs de pH entre 1 et 13 et tolère des températures jusqu’à 125°C pour les membranes en PES). Ces membranes ont également une bonne résistance aux agents nettoyants et aux désinfectants, comme le l’hypochlorite de sodium (jusqu’à 200 mg/L de chlore libre). L’hydrophobicité et la faible résistance à la pression du polysulfone constituent toutefois des limites quant à leur utilisation en NF et OI. [25, 26].
9
1.2.1.4 Autres polymères
Le polyfluorure de vinylidène (PVDF) et le polyacrylonitrile (PAN) sont également des polymères utilisés dans les procédés de filtration baromembranaires, mais ces derniers sont moins répandus. Les membranes en PVDF ont une bonne résistance au chlore et aux variations de température [25].
Les matériaux composants les membranes de filtration peuvent être aussi composés de plusieurs polymères afin d’optimiser leurs caractéristiques. Les membranes composites désignent ce type de membrane. Elles ont les caractéristiques d’être minces et denses. Ce type de matériau est plutôt employé pour les procédés de nanofiltration et d’osmose inverse [25].
1.2.1.5 Céramiques
Les membranes en céramique ou membranes minérales sont constituées d’oxydes métalliques (oxydes d’aluminium ou de zirconium) et peuvent être utilisées à de larges intervalles de température et de pH (jusqu’à une température de 130°C et de pH compris entre 0 et 14). Elles conservent également leur intégrité lors des étapes de nettoyage en place des systèmes baromembranaires (type de produits nettoyants et paramètres de nettoyage). Leur sensibilité aux variations de température ainsi que leurs coûts élevés constituent un frein majeur à leur démocratisation en industrie [26].
1.2.3 Propriétés des membranes de filtration et méthodes de
caractérisation
Les propriétés des membranes de filtration sont très importantes quant au choix du matériau membranaire. Ces propriétés influent directement sur le comportement des membranes lors des filtrations et peuvent être optimisées en fonction des besoins du transformateur [30, 31].
1.2.3.1 Propriétés de séparation
Sélectivité
La sélectivité correspond à l’aptitude d’une membrane à retenir des molécules en fonction de leur taille, de leur masse moléculaire, de leur nature chimique ou de leur charge [32].
10
L’eau présente dans la solution aqueuse du fluide d’alimentation passe à travers la membrane tandis que les solutés sont partiellement ou totalement rejetés. Le coefficient de rejet (R) permet de caractériser la sélectivité de la membrane puisque celui-ci indique la proportion de soluté retenue par la membrane [33].
Équation 1. 𝑹 = 𝟏 − (𝒄𝑷 𝒄𝑹)
Où CP et CR correspondent à la concentration en soluté du perméat et du rétentat,
respectivement.
Un autre indicateur de sélectivité est le seuil de coupure (ou en anglais : molecular weight
cut-off – MWCO). Il est défini par le poids moléculaire auquel la membrane rejette 90 %
des molécules du soluté d’une solution [30, 31]. En pratique, le seuil de coupure d’une membrane est déterminé à la suite des tests de passage d’une gamme de molécules possédant des valeurs de poids moléculaire connues. On établit la valeur de MWCO au poids moléculaire pour lequel le coefficient de rejet R est de 0,90.
Il est possible de déterminer le seuil de coupure par mesure directe de la concentration des solutés dans le perméat en filtrant avec une solution dont le poids moléculaire du soluté ajouté est connu [34].
Flux de perméation
Le flux de perméation (J) exprime le débit d’un fluide calculé par unité de surface membranaire et pour un temps donné.
Équation 2. 𝑱 = 𝒗𝒑 𝑨 ∙ 𝜟𝑻
Où le flux de perméation (J) est défini par le volume de perméat (vp) récolté à travers l’aire
de surface membranaire (A) dans un intervalle de temps donné (𝛥T). Les valeurs de J sont typiquement exprimées en L/m2h.
11
Les paramètres d’opération (pression, température, durée) et la nature du fluide d’alimentation (viscosité, composition) ainsi que la membrane vont influencer le flux de perméation [31].
Perméabilité
La perméabilité d’une membrane correspond à la capacité d’un fluide à traverser la membrane (flux de perméation) par rapport à une force appliquée. Dans le cas des procédés baromembranaires, la force appliquée est représentée par le différentiel de pression (𝛥P). Ainsi, la perméabilité à l’eau (Lp) est définie comme suit [35]:
Équation 3. 𝑳𝒑 =
𝑱𝑽 𝜟𝑷 Où JV correspond au flux de perméation à l’eau.
La perméabilité est principalement déterminée de façon directe, c’est-à-dire que le volume d’eau passé à travers la membrane est récolté pour un intervalle de temps donné.
1.2.3.2 Propriétés de surface
Les propriétés de surface regroupent l’ensemble des caractéristiques reliées à la surface de la membrane, soit la topographie, la rugosité, la polarité et la charge.
Rugosité
La topographie représente la texture d’une surface quelconque. Différents indicateurs de la rugosité permettent de la décrire. Les indicateurs associés à l’amplitude d’une surface sont généralement plus utilisés [36]. Les valeurs moyennes d’amplitude comme la rugosité moyenne (Ra) et la rugosité quadratique (Rq) sont pratiques et simples à interpréter. [37].
Ra correspond à la moyenne de l’écart des pics et des vallées par rapport à la ligne moyenne
d’une surface tandis que Rq se rapporte à leur moyenne quadratique (Tableau 1). Les
valeurs extrêmes sont des paramètres également employées pour décrire la topographie d’une surface en raison de leur sensibilité. En effet, les valeurs extrêmes apportent, entre autres, des informations sur la distribution et la variation des pics et des vallées présentes à une surface. La distance entre la hauteur maximale d’un pic et la ligne moyenne de la
12
surface (Rp) en est un exemple [36]. D’autres indicateurs, comme l’espacement entre les
variations d’amplitude (Sm) peuvent compléter l’analyse de la texture d’une surface.
L’indicateur de rugosité le plus utilisé dans les études en lien avec l’encrassement de surface est la rugosité moyenne [36, 37]. D’ailleurs, les normes des matériaux employées en industrie alimentaire sont établies par rapport à cette valeur, qui ne doit pas dépasser 3,2 μm [38].
Tableau 1 : Description de différents paramètres de rugosité.
Ra Rq Sm 𝑅𝑎 = 1 𝑛∑|𝑧𝑖| 𝑛 𝑖=1 𝑅𝑞= √1 𝑛∑ 𝑧𝑖 2 𝑛 𝑖=1 𝑆𝑚 = 1 𝑁∑ 𝑆𝑖 𝑛 𝑖=1
Source: Gadelmawla, E. S., et al. [37].
La rugosité est une propriété de surface qui peut être déterminée par microscopie ainsi que par profilométrie. La microscopie correspond à un ensemble de techniques qui permettent d’augmenter la résolution de l’œil. Ainsi, la microscopie rend possible l’observation d’éléments ou de détails microscopiques autrement non visibles à l’œil nu [39]. La microscopie par force atomique (AFM) et la microscopie électronique à balayage (SEM) sont des exemples de techniques de microscopie employées pour analyser les membranes. Ces méthodes permettent d’obtenir des images précises, en plan de profil ou transversal. Elles génèrent également des données sur la topographie des membranes, telles que la rugosité et l’épaisseur [40, 41].
La profilométrie est une technique employée au moyen d’un profilomètre. La pointe d’un stylet qui se déplace à la surface du matériau étudié enregistre les modulations de la surface, générant des données sur la topographie et la rugosité des membranes. Bien que cette technique soit moins précise que les techniques de microscopie, elles permettent d’obtenir
13
une représentation globale de la topographie de surface puisque l’aire de la surface mesurée est plus grande. Comparativement à l’AFM, cette méthode est avantageuse quand la surface de la membrane n’est pas homogène [42].
Porosité
Par définition, la porosité correspond au rapport entre un volume occupé par le vide dans un matériau sur le volume total ce même matériau pour un espace déterminé (Eq. 4). La notion de porosimétrie est plus large puisque peuvent être également étudiées la distribution des pores, leur taille, leur forme ainsi que leur densité [43].
Équation 4. 𝑷𝒐𝒓𝒐𝒔𝒊𝒕é =𝑽𝒑𝒐𝒓𝒆𝒔 𝑽𝒕𝒐𝒕𝒂𝒍
La porosité est directement reliée à la sélectivité de la membrane et, par conséquent, joue un rôle dans l’efficacité du procédé de filtration [43].
La porosité est déterminée par porosimétrie. Un gaz ou un liquide est injecté dans le matériau, puis celui-ci est extrait. En fonction des paramètres employés, les résultats peuvent être plus ou moins précis. Une méthode simple et rapide est la méthode par immersion. La méthode consiste à imbiber un volume de matériaux déterminé avec de l’eau et ensuite de le faire sécher. La différence de masse entre le matériau sec et imbibé permet d’obtenir le volume occupé par les pores et ainsi calculer la porosité telle que décrite plus haut [44]. Les porosimètres à mercure ou à gaz donnent des informations plus précises comme la taille des pores et leur distribution en plus de la porosité [45]. Les données obtenues par porosimétrie peuvent également servir à calculer le seuil de coupure des membranes à l’aide de modèles statistiques [46].
Polarité et charge
La polarité d’une membrane se rapporte essentiellement à son caractère hydrophile ou hydrophobe. Cette propriété est déterminante lors du choix du matériau membranaire puisqu’elle influence la capacité du fluide d’alimentation à traverser la membrane (perméabilité) [31]. La polarité d’une membrane peut être déterminée par une mesure d’angle de contact. L’angle de contact est une mesure de la tension de surface entre un
14
liquide et la surface. Cette technique évalue l’hydrophobicité des membranes et par conséquent, elle permet d’évaluer indirectement la perméabilité à l’eau de la membrane. Généralement, plus l’angle de contact est faible, plus la surface est perméable [41]. La charge d’une membrane est associée à la charge nette des molécules composant sa surface [30]. Les groupements composant la surface des membranes polymériques sont ionisables. La charge de la surface peut donc changer en fonction de la présence d’autres molécules chargées se retrouvant dans les solutions alimentant le système de filtration [41]. La charge de la surface membranaire influence non seulement les propriétés de séparation, mais aussi l’encrassement de la membrane, présenté à la section 1.3. La charge est déterminée en évaluant le potentiel de diffusion des molécules adsorbées à la surface de la membrane à différents pH, communément appelé potentiel zêta. Ce potentiel est créé en trempant la membrane dans une solution électrolytique. Un calcul suivant l’équation de Smoluchowski permet de connaître la charge de la surface [47].
1.2.3.3 Autres propriétés
La structure et la composition moléculaire font également partie des propriétés membranes. Ces caractéristiques peuvent être déterminées à l’aide des techniques de spectroscopie. Ces techniques utilisent la radiation et la fluorescence pour générer des informations sur les molécules et les atomes présents dans un objet. Une technique de spectroscopie connue et employée en analyses des propriétés de surface est la spectroscopie par infrarouge (IR). L’absorption des rayons infrarouges par les molécules de surface permet de déterminer la composition moléculaire de la structure membranaire ainsi que l’orientation des molécules les unes par rapport aux autres. D’autres techniques de spectroscopie peuvent être employées telles que la spectroscopie photoélectronique X (XPS) et par annihilation de positron (PAS). De manière générale, ces techniques permettent d’obtenir des informations concernant la structure de la membrane [40].
La compréhension des propriétés des membranes et de leur caractérisation, en particulier celle des propriétés de séparations, est essentielle aux opérations en milieu industriel. Par exemple, le flux de perméation fournit des informations quant à la performance des membranes en cours de procédé. Une diminution progressive du flux de perméation est associée aux phénomènes d’encrassements, qui sont décrits dans la section suivante [31].
15
1.3 L’encrassement des membranes de filtration
L’encrassement correspond à un processus d’accumulation de matériel organique, inorganique et/ou biologique à la surface d’une membrane de filtration, et qui conduit à une chute du flux de perméation [48]. L’encrassement peut donc être de nature chimique ou microbiologique. Le terme encrassement englobe plusieurs phénomènes comme le colmatage, l’adsorption, la concentration de polarisation et la précipitation [10, 49]. L’encrassement est dit réversible lorsque l’ajustement des paramètres de filtration ou le simple rinçage de la membrane avec de l’eau rétablit le flux de perméation initial. Il est considéré irréversible lorsque la restauration du flux de perméation nécessite un arrêt du système et un nettoyage de la membrane [10].
1.3.1 Notions sur l’encrassement chimique
1.3.1.1 Définition
L’encrassement chimique réfère aux phénomènes d’encrassement engendrés par des composés organiques (protéines, lipides) et inorganiques (minéraux, ions monovalents et divalents) présents dans le fluide d’alimentation. Ce type d’encrassement est associé à la formation d’un gel à sa surface, mais aussi au blocage des pores de la membrane [48].
1.3.1.2 Principes
Le flux convectif de molécules retenues par la membrane lors des filtrations de fluides induit un phénomène de concentration de polarisation à la surface de la membrane. Lorsque leur concentration atteint le point de saturation, ils peuvent cristalliser ou former un gel [50]. Plusieurs modèles d’encrassement des membranes sont proposés dans la littérature. Globalement, trois mécanismes sont à l’origine de l’encrassement chimique (Figure 4).
Figure 4 : Phénomènes d’encrassement. Inspirée de Wang et al. [51].
Bactéries/lipides
Protéines Lactose Minéraux
16
1. Gradient de concentration : La pression du fluide sur la membrane entraîne la
formation d’un gradient de concentration à la surface. Ce phénomène est aussi appelé concentration de polarisation [48].
2. Adsorption : Le dépôt de certaines espèces (ex: protéines) à la surface de la membrane
conduit à leur adsorption et à leur accumulation, diminuant les performances de filtration. Dans le cas du lait, les protéines adsorbées à la surface interagissent avec d’autres constituants du fluide, comme les minéraux, contribuant ainsi au renforcement de la structure d’encrassement et à la modification de la sélectivité et de la perméabilité de la membrane. Une accumulation multicouche de protéines adsorbées à la surface de la membrane conduit à la formation d’un gel, communément appelé « gâteau » [52, 53].
3. Colmatage : L’encrassement peut être également provoqué par le colmatage, ce qui
réfère à l’obstruction des pores de la membrane par des constituants du fluide filtré [49, 54].
1.3.2 Notions sur l’encrassement microbiologique
1.3.2.1 Définition
Le terme encrassement microbiologique fait référence à un type d’encrassement causé par la formation d’une couche microbienne ou d’un biofilm à la surface de la membrane. Un biofilm correspond à une communauté de microorganismes située dans une matrice d’exopolysaccharides (EPS) attachée de façon irréversible à une surface [55]. Un biofilm contient également des protéines, des lipides et de l’ADN extracellulaire. Ces molécules jouent un rôle dans le réseau d’échange permettant la régulation physiologique des microorganismes ainsi que dans la structure de la matrice. Ainsi, les microorganismes composant le biofilm peuvent interagir socialement et physiquement les uns aux autres afin de mieux s’adapter à leur environnement tandis que la matrice protège physiquement la communauté. Ces deux caractéristiques expliqueraient en grande partie la résistance des biofilms aux phages, aux antibiotiques, et surtout, aux agents nettoyants [56].
17
1 2 3
Le fluide d’alimentation, l’air, l’eau et la surface des équipements sont des sources potentielles de contamination microbiologique. La présence de nutriments dans le fluide d’alimentation combinée à des conditions de croissances favorables peut mener à la formation de biofilms à la surface des membranes [57-60]. Généralement, trois étapes conduisent au développement d’un biofilm (Figure 5).
Figure 5 : Étapes de formation d’un biofilm. Inspirée de Monroe [61].
1. Phase d’attachement : La première étape de formation d’un biofilm s’effectue
lorsqu’une bactérie entre en contact avec une surface et y adhère. Cet attachement semi-permanent est caractérisé par de faibles liaisons électrostatiques ou hydrophobes [62].
2. Phase de développement : Une fois que la bactérie a adhéré à la surface, elle se
multiplie. En présence de conditions favorables (température, nutriments), la bactérie commence à produire des EPS. Lorsqu’il y a assez de cellules, les bactéries peuvent amorcer des fonctions physiologiques spécifiques. Ainsi, ces fonctions physiologiques sont régulées par les interactions au sein de la communauté du biofilm et incluent, par exemple, la sporulation et la production d’EPS [3].
3. Phase de dispersion : Lorsque le biofilm devient mature, des cellules bactériennes et
des spores présentes dans la matrice du biofilm sont relarguées. Ces bactéries ont alors la capacité de former un biofilm sur une autre aire de surface et le cycle recommence [63].
18
1.3.2.3 L’encrassement microbiologique dans l’industrie laitière
Dans le secteur laitier, un écosystème bactérien complexe est présent à la surface de membranes tel que montré par Chamberland et al. [64]. Ces bactéries se divisent en trois principaux groupes : les thermophiles, les mésophiles et les psychrotrophes (Tableau 2). Tableau 2 : Caractéristiques des microorganismes retrouvés dans l’environnement laitier.
Groupe Température de
croissance (°C)
Microorganismes associés
Psychrotrophes 0-15 Pseudomonas, Paenibacillus, Listeria, Aeromonas, Klebsiella, Acetinobacter
Mésophiles 10-45 Campylobacter ssp, Salmonella, Staphylococcus aureus, Lactobacillus
ssp.
Streptococcus thermophilus.
Thermophiles 45-70 Bacillus ssp., Geobacillus ssp., Anoxybacillus flavithermus,
Source: Seale, B., et al., 2015 [65]
La présence de ces microorganismes est influencée par l’environnement de production et de transformation laitière. En effet, les microorganismes présents dans l’air, le sol et la végétation en milieu d’élevage des vaches laitières ont une incidence sur la composition de la flore endogène du lait [66]. Une partie de ces microorganismes résistent à la pasteurisation thermique et peuvent adhérer à la surface des membranes pour y former des biofilms [63, 67, 68]. Toutefois, la formation de biofilms n’est pas seulement causée par les microorganismes présents dans les fluides laitiers. L’environnement de production (air, surfaces, personnel, eaux de lavage, etc.) et les cultures microbiennes utilisées pour la transformation du lait peuvent aussi avoir un impact dans la formation d’encrassement microbiologique à la surface des membranes [59, 64].
Les températures des procédés de transformation jouent un rôle de sélection des microorganismes susceptibles de former les biofilms [65]. Par exemple, le refroidissement du lait est associé au développement de microorganismes psychrotrophes. Les mésophiles utilisés entre autre en fabrication fromagère peuvent également se retrouver dans les biofilms [64]. Les bactéries thermophiles correspondent à un groupe de bactéries particulièrement important en industrie laitière puisqu’elles ont la capacité de subsister au
19
sein des différents éléments (tubulure, échangeurs, etc.) composant les opérations unitaires telles que la pasteurisation, la thermisation et le séchage [3].
Les bactéries ayant la capacité de sporuler sont généralement présentes à la surface des membranes de filtration. Ces bactéries sporulantes peuvent être psychrotrophes (Paenibacillus ssp.), mésophiles (Bacillus ssp.) et thermophiles (Anoxibacillus ssp.,
Geobacillus ssp. et Bacillus ssp.).
1.4 Les bactéries sporulantes
1.4.1 Notions sur les bactéries sporulantes
1.4.1.1 Définition
Une spore bactérienne (ou endospore), correspond à la forme dormante d’une bactérie. Le matériel génétique de la spore est protégé par des couches successives de membranes et de constituants qui lui permettent de résister à des conditions environnementales extrêmes.
Figure 6 : Spore bactérienne. Inspirée de Seale et al. [69].
Le centre de la spore, appelé appareil nucléaire, contient le matériel génétique de la bactérie. Il contient également du diplicolinate de calcium ainsi que des protéines. Le diplicolinate de calcium contribue à la résistance à la chaleur, à l’eau et aux rayons ultraviolets de la spore tandis que les protéines protègent le matériel génétique d’agents
20
extérieurs en se liant à l’ADN. Ce centre est entouré d’une membrane imperméable appelée paroi sporale. À l’extérieur de cette paroi se trouve le cortex, formé de deux couches de peptidoglycanes. Après le cortex se situe la tunique, constituée de deux épaisseurs de molécules de protéines. La couche extérieure est particulièrement dense, ce qui permet de protéger le matériel génétique contre l’hydrolyse enzymatique ainsi que les agents chimiques. Enfin, certaines spores bactériennes, comme celles de Bacillus cereus et de
Bacillus anthracis sont entourées d’exosporium. Cette couche supplémentaire
contribuerait à l’attachement des spores à la surface de matériaux, mais ne jouerait pas de rôle significatif dans la résistance de la spore [69, 70].
1.4.1.2 Étapes de sporulation
La sporulation d’une cellule bactérienne est un mécanisme de survie engendré à la suite d’un stress environnemental. L’augmentation de l’acidité dans un milieu, un changement de température et une diminution de l’accès aux nutriments sont des exemples de stress déclenchant la sporulation de la bactérie. La sporulation requiert énormément d’énergie et n’est employée qu’en dernier recours [70].
Figure 7 : Étapes de sporulation d’une cellule bactérienne. Inspiré de Driks [71]. Lorsque la cellule manque de nutriments ou qu’il y a des stimuli environnementaux (ex : variation de température), la cellule produit des signaux qui induisent l’expression du gène
spo0A. Ce gène agit comme régulateur de transcription et permet d’activer ou non la
21
de la cellule est d’abord répliqué. Ensuite, ce réplicon migre vers l’un des pôles de la cellule où il y a septation. La nouvelle division contenant le réplicon constitue le précurseur de la spore, aussi appelé préspore. Après, la cellule originale, appelée cellule mère engouffre la préspore. À la suite de cette étape, l’ADN de la cellule mère se désagrège pour former, le cortex, la tunique et, chez certaines bactéries, l’exosporium. Enfin, la cellule absorbe du diplicolinate de calcium afin d’assécher la spore, puis la cellule-mère s’autolyse pour la libérer [69]. Ce processus peut prendre une dizaine d’heures [72].
La présence de nutriments permet d’amorcer la germination. La cellule végétative ainsi formée peut alors se reproduire et fonctionner normalement [73].
1.4.2 Principales bactéries sporulantes dans l’environnement laitier
Les bactéries thermophiles sporulantes forment le groupe de contaminants bactériens le plus important en industrie laitière [74, 75]. En effet, les procédés thermiques utilisés en industrie laitière favorisent la présence de ces microorganismes [65, 76]. Les espèces les plus retrouvées appartiennent aux classes Bacilli et Clostridia [73]. Ces espèces sont autant retrouvées dans l’environnement de transformation que dans les produits finis comme les concentrés de protéines de lactosérum (WPC), les poudres de lait, le lait pasteurisé, le yogourt et les fromages [4, 77-79].
La présence de bactéries sporulantes dans les produits finis ne représente généralement pas un danger pour la santé publique, sauf pour quelques exceptions tels que Bacillus cereus et Clostridium botulinum [80]. Cependant, la présence de ces microorganismes dans les produits finis engendre des problématiques de conservation de l’aliment. Dans le produit, les spores ont le potentiel de germer en conditions favorables et de métaboliser, par exemple les protéines ou les sucres [67]. Les bactéries végétatives générées suite à l’étape de sporulation peuvent également produire des enzymes, comme des lipases et des protéases [81]. Ces phénomènes contribuent à la diminution de la qualité des produits laitiers.
22
Tableau 3 : Principales bactéries sporulantes dans l’environnement laitier.
Classe Espèce Produits associés
Bacilli Geobacillus
stearothermophilus
Poudre de lait, Fromage à tartiner [4, 82]
Anoxybacillus flavithermus
Poudre de lait, Fromage à tartiner [4, 82]
Bacillus licheniformis Poudre de lait, Fromage à tartiner, WPC, Lait pasteurisé [4, 76-78, 82]
Bacillus subtilis Poudre de lait, WPC, Yogourt, Lait pasteurisé [77, 79]
Clostridia Clostridium tyrobutyricum
Fromages affinés à pâte ferme et semi-ferme [83, 84]
1.4.3 Impact des bactéries sporulantes sur la qualité des produits
laitiers
La qualité d’un aliment est définie par un ensemble de propriétés qui lui sont attribuées. Ces propriétés englobent les propriétés sensorielles (goût, odeur, couleur), nutritionnelles, fonctionnelles et de salubrité. Toute modification des propriétés d’origine d’un produit constitue une baisse de qualité. [85].
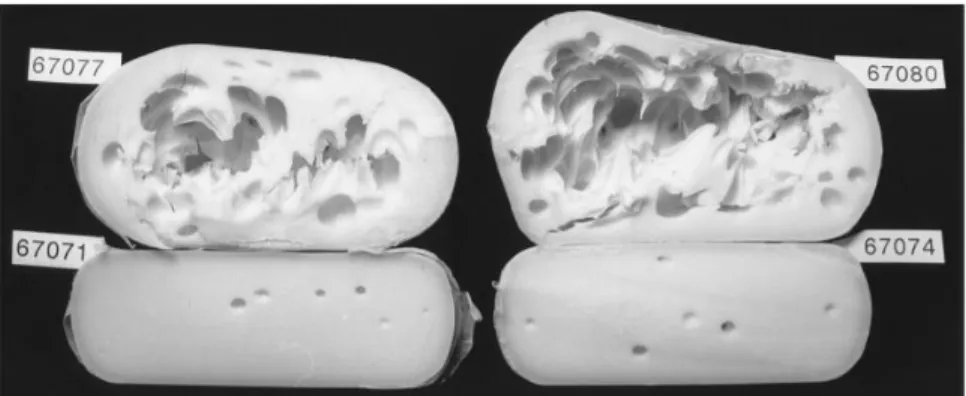
Les bactéries sporulantes ont la capacité d’altérer la qualité des aliments et plus particulièrement celle des produits laitiers. Tel que mentionné plus haut, les bactéries sporulantes modifient davantage les propriétés sensorielles et fonctionnelles dans les produits laitiers. À titre d’exemple, la présence de Clostridium tyrobutyricum dans les fromages à pâte ferme et semi-ferme affinés sur des périodes de plus d’un mois engendre le gonflement et la fissuration du fromage, ainsi que le développement d’arômes rances (Figure 7) [86] [84]. Ces changements sont associés à la production d’hydrogène, de dioxyde de carbone et d’acide butyrique [87].
23
Figure 8 : Gonflement de fromages (67077 et 67080) en présence de Clostridium
tyrobutyricum. Intégral de Klijn et al. [84].
Les bactéries sporulantes produisent également des enzymes thermostables, principalement des lipases et des protéases, qui peuvent être retrouvées sur les équipements de production ou directement dans les produits finis [81, 88]. La présence de ces enzymes conduit à la dégradation des protéines et des lipides, ce qui a pour effet l’apparition d’amertume et la modification de la texture des produits contaminés [80]. D’ailleurs, la présence de Bacillus sporothermodurans dans le lait UHT est associée à la dégradation des protéines du lait [89]. Des souches de Bacillus ssp. sont également capables de métaboliser le lactose en acide, entraînant le développement de saveurs aigres dans les produits laitiers [80, 90].
Il est connu que certaines souches de Bacillus cereus produisent des entérotoxines ayant des effets pathogènes connus chez l’humain [91]. D’autres espèces isolées de produits laitiers, dont B. licheniformis et B. subtilis, présentent des gènes associés à la production de toxines thermolabiles. Toutefois leur pathogénicité a été peu étudiée [92].
Enfin, l’altération des produits finis associés à la présence de bactéries sporulantes a le potentiel d’engendrer des pertes économiques importantes, en plus de nuire à la réputation des industriels du secteur laitier [4].
1.4.4 Méthodes de détection des bactéries sporulantes
1.4.4.1 Microscopie
Tel que mentionné précédemment, les techniques de microscopie sont employées pour caractériser la surface des matériaux membranaires. La microscopie est également un outil
24
essentiel pour observer les microorganismes. Les techniques de microscopie les plus accessibles sont celles employant la lumière visible pour l’observation du champ. Les microscopes à fond clair ou à contraste de phase en sont des exemples. Des techniques plus récentes, où le champ d’observation est généré par un balayage de la surface avec une sonde (AFM) ou des électrons (SEM), ont l’avantage de produire des images à haute résolution [39, 93]. Par exemple, Bassi et al. ont pu observer la germination de spores de
Clostridium tyrobutyricum et décrire les changements structurels associés à cette
transformation en employant la SEM combinée aux rayons X [94]. Il est également possible de dénombrer les microorganismes à l’aide d’un microscope en employant un hématimètre. La quantité de cellules présentes dans un milieu est estimée à partir du dénombrement effectué dans un volume d’échantillon dilué sur la cellule de l’hématimètre [39].
La microscopie est un outil intéressant en recherche pour mieux comprendre l’évolution des biofilms sur les surfaces [55]. Par exemple, la microscopie confocale à balayage au laser (MCBL) permet de visualiser la structure d’un biofilm, dont les spores, les cellules végétatives et la matrice d’EPS. Cette visualisation est réalisée à l’aide de divers colorants fluorescents qui se lient aux composés présents dans les biofilms en fonction de leur nature [95, 96].
1.4.4.2 Méthodes de culture
Les méthodes de culture permettent de détecter et de quantifier les microorganismes au moyen de techniques favorisant leur croissance dans un milieu contrôlé. Il n’y a pas de méthode de culture standard pour énumérer les bactéries sporulantes [69]. Généralement, la poudre de lait (MCPA) et les géloses de dénombrement (PCA) sont les milieux employés pour leur énumération [69]. Les spores peuvent également être énumérées lorsque le milieu initial est d’abord chauffé entre 80°C et 100°C pendant une dizaine de minutes avant d’être étalé sur plaque de Pétri [97]. Cette étape détruit les cellules végétatives et permet de garder uniquement les spores résistantes à la chaleur. Après la période d’incubation, le nombre d’unités formatrices de colonies est effectué. Ce nombre estime la quantité de spores initialement présente dans la matrice [97].
25
Les méthodes de culture sont de plus en plus délaissées au profit de la biologie moléculaire. Le temps d’incubation relativement élevé (24 à 72 h) et le manque de précision associés à ces méthodes ont laissé place à d’autres méthodes décrites plus loin. De plus, chez certains microorganismes comme Pseudomonas aeruginosa, ce ne sont pas toutes les cellules viables qui peuvent croître sur gélose, résultant à des faux négatifs [98, 99].
1.4.4.3 Biologie moléculaire
Bien que les techniques de biologie moléculaire impliquent du personnel spécialisé et des équipements coûteux, elles sont de plus en plus employées en raison de leur rapidité et de leur polyvalence [69].
Amplification en chaîne par polymérase
L’amplification en chaîne par polymérase (PCR) est un outil qui peut servir à détecter et quantifier les microorganismes dans des échantillons où le matériel génétique a été concentré et extrait. Pour les bactéries sporulantes, un gène associé à la sporulation est généralement amplifié (Ex. spo0A) [69, 100]. Une électrophorèse sur gel du produit PCR permet de confirmer la présence du gène cible dans la matrice initiale. La quantification par PCR (qPCR) est également possible. Le gène cible amplifié est alors détecté en temps réel grâce à l’emploi de fluorophores. La quantité initiale de copies de gène présente dans les échantillons est déterminée à l’aide d’une comparaison à une courbe standard [101]. Métagénomique
Les progrès réalisés dans le domaine de la biologie moléculaire permettent de caractériser en détail la diversité microbienne d’un écosystème complexe. Plus spécifiquement, la métagénomique permet d’identifier une multitude d’espèces microbiennes d’un seul échantillon grâce à l’amplification et au séquençage d’un gène commun pour un groupe de microorganismes (Ex : Gène 16s chez les procaryotes) [102]. Concrètement, la métagénomique est surtout employée pour l’étude d’écosystèmes microbiens complexes. Elle a d’ailleurs apporté une meilleure compréhension de la composition des biofilms en industrie laitière. [103].
26
Les phénomènes d’encrassement microbiologiques et la présence de bactéries sporulantes à la surface des membranes sont à l’origine des baisses de performance des procédés baromembranaires, mais aussi à la contamination des produits finis. La détection des bactéries sporulantes dans les systèmes de filtration représente un enjeu important pour les industriels puisque que leur présence peut entraîner des pertes économiques importantes associées à la détérioration des produits finis, en plus de porter atteinte à la réputation de l’entreprise [58, 104]. Il est donc primordial pour les industriels et d’appliquer des stratégies afin de contrôler et minimiser leur persistance [17].
1.5 Stratégies de contrôle des bactéries sporulantes à la surface
des membranes
1.5.1 Procédures de nettoyages appliquées en industrie
1.5.1.1 Procédure de nettoyage classique
Le nettoyage des membranes en industrie est généralement réalisé sur une base journalière via l’application des procédures de nettoyage en place (Figure 9). L’utilisation d’agents chimiques est la stratégie la plus employée en industrie pour retrouver l’intégralité initiale des membranes, tant sur le plan chimique que microbiologique. En effet, par diffusion au sein de la couche d’encrassement, les agents chimiques dissolvent ou augmentent la solubilité des espèces encrassés. Failles et al [105] ont d’ailleurs montré que l’hydroxyde de sodium, employé comme agent nettoyant est efficace pour déloger les spores adhérées à des surfaces en acier inoxydable. Le choix des agents chimiques pour le nettoyage des membranes se base sur la composition de la couche d’encrassement, le coût du produit, sa stabilité (quoi pH, température, etc) , sa sécurité pour la manipulateur ainsi que ses effets sur les propriétés du matériau de membrane [106]. Les agents nettoyants comprennent différentes catégories : les agents alcalins et acides, les surfactants et les séquestrants. Les agents alcalins (hydroxyde de sodium et hydroxyde de potassium) sont efficaces pour déloger les protéines, les lipides et les autres composés organiques tandis que les agents acides (acide nitrique, phosphorique ou citrique) dissolvent les minéraux. L’emploi de surfactants ou de séquestrants limite la formation de mousse et aide à la solubilisation de l’encrassement dans la solution de nettoyage [104].
27
Les paramètres du procédé de nettoyage comme, le pH de la solution, le temps de circulation, la pression, la température et le débit sont évalués lors du choix de la stratégie de nettoyage afin d’optimiser le nettoyage, la durée de vie de la membrane ainsi que sa performance [107]. Par exemple, le rinçage à contre-courant (backflushing) permet de déloger les particules coincées dans les pores des membranes à fibres creuses [108].
Figure 9 : Procédure de nettoyage classique des membranes.
1.5.1.2 Nettoyage enzymatique
Cette stratégie de nettoyage implique l’utilisation d’enzymes pour hydrolyser les constituants adsorbés de façon irréversible à la surface de la membrane. Les enzymes réduisent ainsi le nombre d’interactions entre les constituants et la surface de la membrane, ce qui facilite le nettoyage. Le nettoyage enzymatique est surtout employé lorsque l’encrassement de la membrane est important, car les coûts d’une telle méthode sont trop élevés pour un nettoyage quotidien. L’utilisation d’enzymes protéolytiques s’avère efficace pour hydrolyser les liaisons peptidiques à la suite de l’UF de lactosérum. Toutefois, l’emploi de cette méthode pour contrer les biofilms est peu répandue puisqu’il est difficile de prévoir l’efficacité des enzymes utilisées sur l’élimination des biofilms en raison de leur complexité et de la diversité des EPS. Un mélange de plusieurs enzymes serait nécessaire pour défaire ce réseau et même dans un tel cas, la viabilité des microorganismes serait peu affectée [62, 109].
Bien qu’essentiels pour assurer l’innocuité des systèmes de filtration et la récupération des propriétés initiales des membranes, les cycles de nettoyage répétés à la suite des opérations
![Figure 1: Principe des procédés baromembranaires. Adapté de Smith [8].](https://thumb-eu.123doks.com/thumbv2/123doknet/2896570.74305/17.918.197.731.117.349/figure-principe-des-procédés-baromembranaires-adapté-de-smith.webp)
![Figure 2 : Sélectivité des procédés baromembranaires. Inspirée de Hausmann et al. [12]](https://thumb-eu.123doks.com/thumbv2/123doknet/2896570.74305/18.918.217.685.118.415/figure-sélectivité-procédés-baromembranaires-inspirée-hausmann-al.webp)
![Figure 3 : Structure chimique du polyéthersulfone. Intégral de Hoek et al. (2013) [29]](https://thumb-eu.123doks.com/thumbv2/123doknet/2896570.74305/21.918.211.708.781.935/figure-structure-chimique-polyéthersulfone-intégral-hoek-al.webp)

![Figure 4 : Phénomènes d’encrassement. Inspirée de Wang et al. [51].](https://thumb-eu.123doks.com/thumbv2/123doknet/2896570.74305/28.918.141.795.912.1021/figure-phénomènes-encrassement-inspirée-wang-al.webp)
![Figure 5 : Étapes de formation d’un biofilm. Inspirée de Monroe [61].](https://thumb-eu.123doks.com/thumbv2/123doknet/2896570.74305/30.918.209.705.311.572/figure-étapes-formation-biofilm-inspirée-monroe.webp)
![Figure 6 : Spore bactérienne. Inspirée de Seale et al. [69].](https://thumb-eu.123doks.com/thumbv2/123doknet/2896570.74305/32.918.196.694.614.848/figure-spore-bactérienne-inspirée-seale-al.webp)
![Figure 7 : Étapes de sporulation d’une cellule bactérienne. Inspiré de Driks [71]. Lorsque la cellule manque de nutriments ou qu’il y a des stimuli environnementaux (ex : variation de température), la cellule produit des signaux qui induisent l’expressio](https://thumb-eu.123doks.com/thumbv2/123doknet/2896570.74305/33.918.276.643.639.888/sporulation-bactérienne-nutriments-environnementaux-variation-température-induisent-expressio.webp)