Optimization of Thermoplastic Elastomer Foams
Based on PP and Recycled Rubber
Thèse
Paridokht Mahallati
Doctorat en génie chimique
Philosophiae doctor (Ph.D.)
Québec, Canada
iii
Résumé
Cette étude porte sur la production et la caractérisation d’élastomères thermoplastiques (TPE) à base de polypropylène et de caoutchouc vulcanisé recyclé, ainsi que leurs mousses. La première partie de cette étude est liée à la caractérisation de mélanges polypropylène/éthylène-propylène-diène monomère recyclé (PP/r-EPDM) (50/50) avec du polypropylène greffé d'anhydride maléique (PP-g-MA) (0 à 8% en poids). En particulier, l’effet de l'ordre d'alimentation dans une extrudeuse bi-vis et la composition sont étudiées. À partir des échantillons obtenus par moulage en injection, une comparaison est effectuée sur la morphologie et les propriétés mécaniques (impact, tension et flexion), ainsi que la densité et la dureté. Dans la deuxième étape du travail, les mélanges PP/r-EPDM ont été produits par extrusion bi-vis, suivi par un moulage en injection. Dans ce cas, l'effet de la concentration de r-EPDM (jusqu'à 65% en poids), ainsi que la position et l’ordre d'alimentation le long de la vis d'extrusion ont été étudiées pour comparer la morphologie et les propriétés mécaniques. Enfin, les conditions de mise en œuvre optimales obtenues dans les deux premières parties du travail ont été utilisées pour produire des mousses de PP/r-EPDM par moulage en injection. Pour ces échantillons, l'effet de la concentration de r-EPDM (0 à 65% en poids) et de l’agent gonflant chimique (azodicarbonamide) (jusqu'à 1,5% en poids), ainsi que les conditions d'injection (température du moule (30 et 70 °C) et la quantité de matière injectée) ont été étudiées pour la morphologie (taille des cellules, densité cellulaire, et l'épaisseur de la peau), les propriétés mécaniques (impact, tension et flexion), ainsi que la densité et la dureté. Les résultats montrent que l'incorporation de r-EPDM conduit à une amélioration substantielle de la résistance aux chocs du PP (jusqu'à 329%), tandis que l'addition de PP-g-MA comme agent de couplage n'est pas nécessaire dans ce système à cause de la bonne adhésion entre le PP et les particules de r-EPDM. Il a été constaté que l'ordre d’introduction de chacun des composants dans l'extrudeuse a un effet direct sur les propriétés du mélange. Par conséquent, l'alimentation de r-EPDM dans la première zone et du PP dans la quatrième zone de l'extrudeuse conduit à des particules plus petites de r-EPDM en raison du plus long temps de séjour et des contraintes appliquées sur les particules de r-EPDM dans la première section de l'extrudeuse. Enfin, les résultats montrent qu'il est plus difficile de réaliser une bonne structure de mousse avec une teneur élevée en r-EPDM.
v
Abstract
This investigation focuses on the production and characterization of thermoplastic elastomers (TPE) based on polypropylene and recycled vulcanized rubber, as well as their foams.
The first part of this study is related to the characterization of polypropylene/recycled ethylene-propylene-diene monomer (PP/r-EPDM) (50/50) blends modified with polypropylene-graft-maleic anhydride (PP-g-MA) (0 to 8% wt.). In particular, the effect of feeding order in a twin-screw extruder and blend composition are investigated. From the samples produced via injection molding, a comparison is made based on blend morphology and mechanical properties (impact, tension, and flexion), as well as density and hardness. In the second step of the work, PP/r-EPDM blends are produced through twin-screw extrusion followed by injection molding. In this case, the effect of r-EPDM concentration (up to 65% wt.), feeding order and feeding position along the extruder screw are studied and the blends are compared in terms of morphology and mechanical properties.
Finally, the optimum processing conditions obtained in the first two parts are used to produce PP/r-EPDM foams via injection molding. For these samples, the effect of r-EPDM (0 to 65% wt.) and chemical foaming agent (azodicarbonamide) (up to 1.5% wt.) contents, as well as injection conditions (mold temperature (30 and 70 °C) and shot size) are studied with respect to morphology (cell size, cell density, and skin thickness) and mechanical properties (impact, tension, and flexion), as well as density and hardness.
The results show that incorporation of r-EPDM leads to a substantial improvement of PP impact strength (up to 329%), while the addition of PP-g-MA as a coupling agent is not necessary in this system due to good adhesion between the PP matrix and dispersed r-EPDM particles. In addition, it is found that the feeding order of each component in the extruder has a direct effect on blend properties. Consequently, feeding the r-EPDM in the first zone and PP in the fourth zone of the extruder leads to smaller r-EPDM particles because of the longer residence time and direct shear/elongational stresses applied on the r-EPDM particles in the first section of the extruder. Finally, the results show that it is more difficult to produce a good foam structure with increasing r-EPDM content.
vii
Table of Contents
Résumé ... iii
Abstract ... v
Table of Contents ... vii
List of Tables ... xi
List of Figures ... xiii
Abbreviations ... xv Symbols ... xv Acknowledgments ... xix Foreword ... xxi Chapter 1: Introduction ... 1 1.1. Waste Tires ... 1
1.2. Waste Tires Recycling ... 4
1.3. Ground Tire Rubber (GTR) ... 5
1.4. GTR Production ... 6
1.5. GTR Applications and Characteristics ... 7
1.6. Thermoplastic Elastomers (TPE) ... 8
1.7. GTR in Thermoplastic Elastomers ... 9
1.8. GTR – Particle Size ... 12
1.9. GTR – Adhesion ... 14
1.10. Polymer Foams ... 16
1.11. Fundamental Principles of Foam Formation ... 17
1.11.1. Bubble Initiation or Nucleation ... 17
1.11.2. Bubble Growth ... 17
1.11.3. Bubble Stability ... 18
1.12. Blowing Agent ... 18
1.12.1. Chemical Blowing Agents (CBA) ... 18
1.12.1.1. Endothermic Blowing Agents ... 19
1.12.1.2. Exothermic Blowing Agents ... 19
1.12.2. Physical Blowing Agents (PBA) ... 19
viii
1.13.1. Batch Processing ... 20
1.13.2. Extrusion Processing ... 20
1.13.3. Injection Molding Processing ... 21
1.14. Thermoplastic Elastomer Foams ... 21
1.15. Thermoplastic Elastomer/GTR Foams ... 23
1.16. Thesis Objectives and Organization ... 24
Chapter 2: Effect of Feeding Strategy on the Mechanical Properties of PP/Recycled EPDM/PP-g-MA Blends ... 27 Résumé ... 28 Abstract ... 29 2.1. Introduction ... 30 2.2. Experimental ... 32 2.2.1. Materials ... 32 2.2.2. Blend Preparation ... 32 2.2.3. Characterization ... 34
2.3. Results and Discussion ... 35
2.3.1. Morphology ... 35
2.3.2. Mechanical Properties ... 38
2.4. Conclusions ... 44
Acknowledgements ... 45
Chapter 3: Effect of Feeding Strategy on the Properties of PP/Recycled EPDM Blends ... 47 Résumé ... 48 Abstract ... 49 3.1. Introduction ... 50 3.2. Experimental ... 51 3.2.1. Materials ... 51 3.2.2. Blend Preparation ... 52 3.2.3. Characterization ... 54
3.3. Results and Discussion ... 55
3.3.1. Morphology ... 55
3.3.2. Mechanical Properties ... 58
3.3.2.1. Effect of r-EPDM concentration ... 58
3.3.2.2. Effect of feeding sequences ... 63
ix
Acknowledgments ... 65
Chapter 4: Thermoplastic Elastomer Foams Based on Recycled Rubber ... 67
Résumé ... 68
Abstract ... 69
4.1. Introduction ... 70
4.2. Experimental ... 72
4.3. Results and Discussion ... 74
4.4. Conclusions ... 84
Chapter 5: Conclusion and Recommendations ... 85
5.1. General Conclusion ... 85
5.2. Recommandations for Future Works ... 87
References ... 89
Appendix (A): Materials Specification and Datasheets... 99
A.1. PF814 (PP) ... 99
A.2. Epolene E43 (PP-g-MA) ... 100
A.3. SV955 (PP) ... 101
A.4. CELOGEN 754A (ADC) ... 102
A.5. r-EPDM Mesh Size Distribution ... 103
Appendix (B): Extruder Screw Configuration ... 105
B.1. Screw Elements ... 105
B.2. Screw Profiles ... 106
B.2.1. Profile (1-2) ... 106
B.2.2. Profile (1-4) ... 107
B.2.3. Profile (1-6) ... 108
Appendix (C): Injection Molding Conditions ... 109
C.1. Blends ... 109
xi
List of Tables
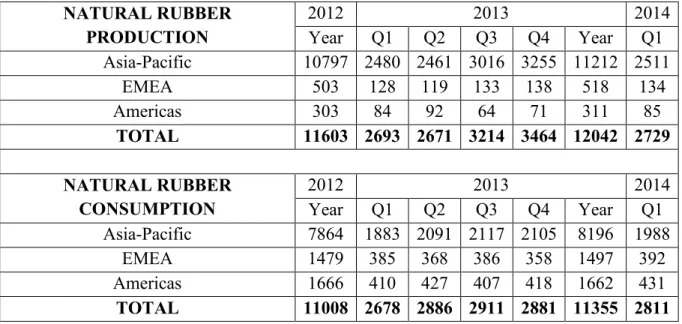
Table 1.1. Summary of world natural rubber situation (103 tons) (International Rubber
Study Group, 2014) ... 1
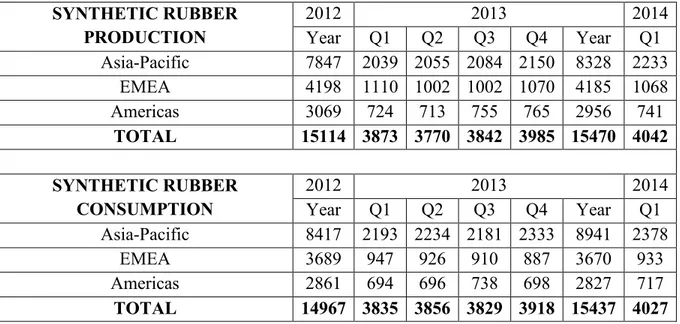
Table 1.2. Summary of world synthetic rubber situation (103 tons) (International Rubber Study Group, 2014) ... 2
Table 1.3. Examples of applications for GTR (Fang et al., 2001) ... 7
Table 1.4. Effects of waste-EPDM on the mechanical properties of 70:30 rubber:plastic blends (Jacob et al., 2001). ... 12
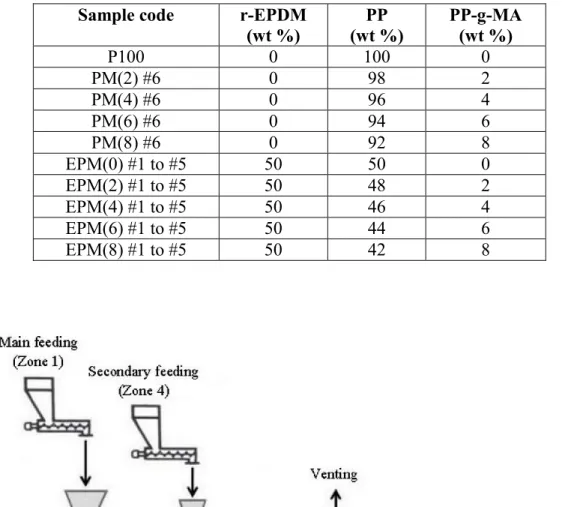
Table 2.1. Sample codes and compositions (wt %). The # value represents the sequence number (1 to 6), see Table 2.2 for more details ... 33
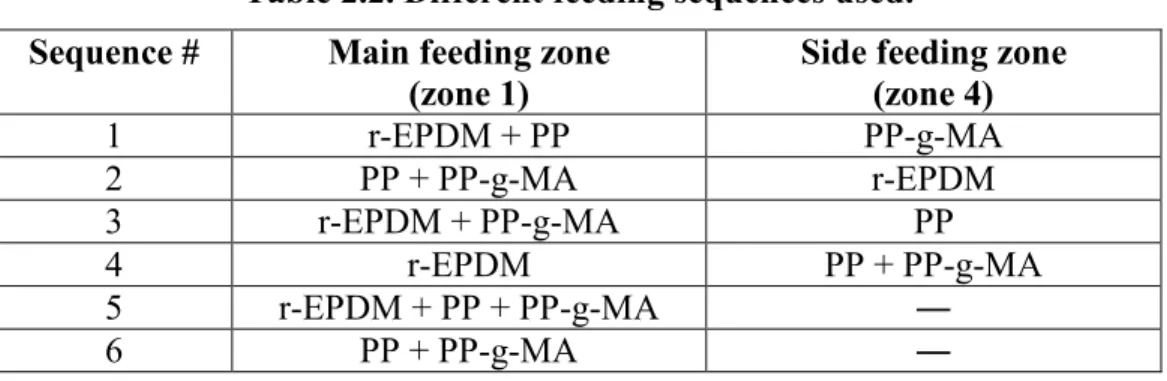
Table 2.2. Different feeding sequences used ... 34
Table 2.3. Density and hardness of the blends ... 44
Table 3.1. Different feeding sequences used on the extruder ... 52
Table 3.2. Sample code and compositions (% wt.). The # is related to the sequence number (see Table 3.1) ... 53
Table 3.3. Density and hardness of PP/r-EPDM blends ... 63
Table 4.1. Formulation, processing conditions and morphological properties of PP/r-EPDM blends ... 76
xiii
List of Figures
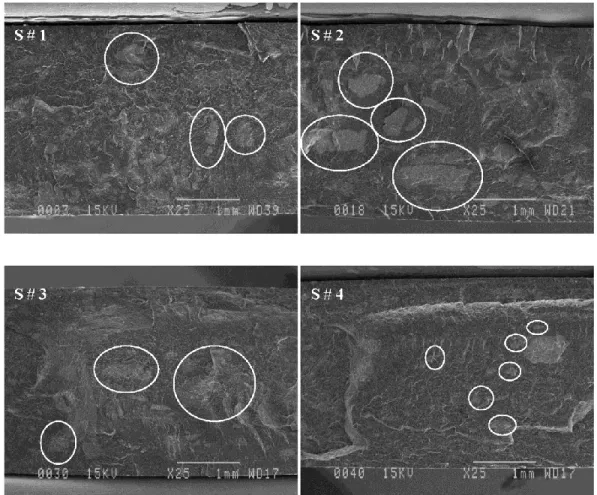
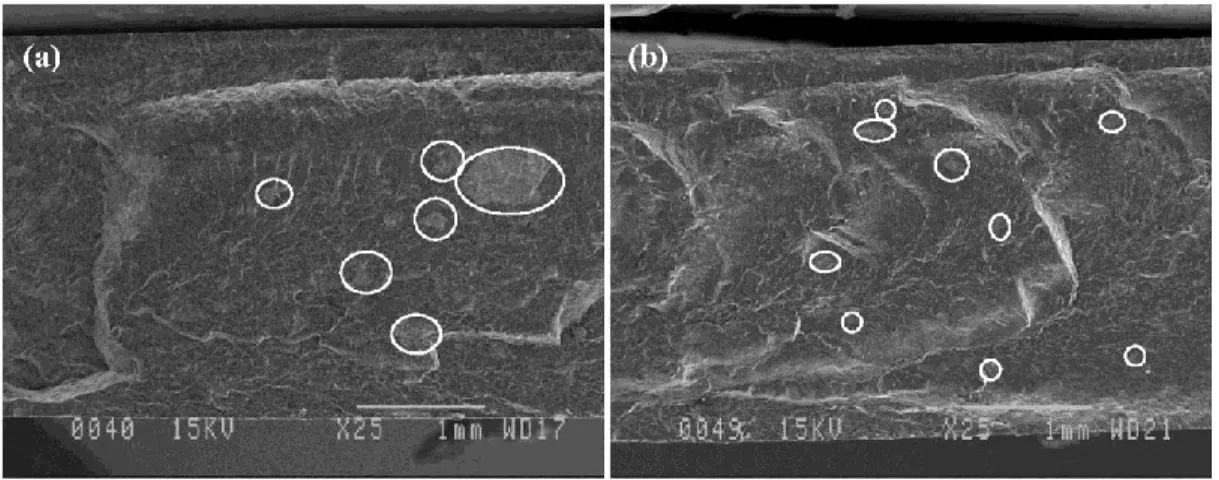
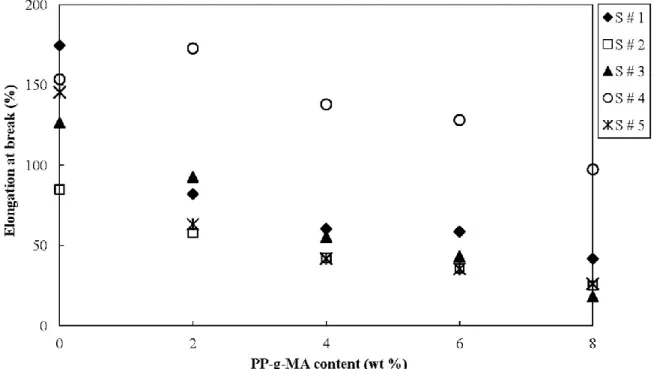
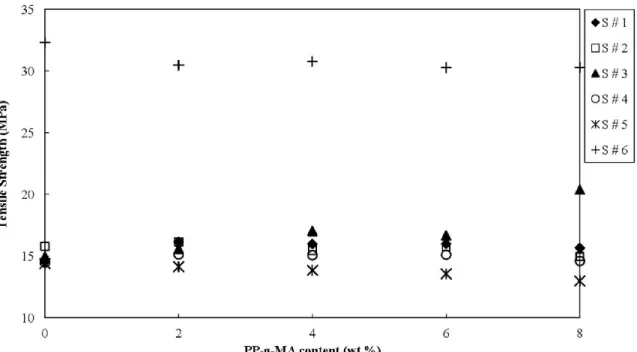
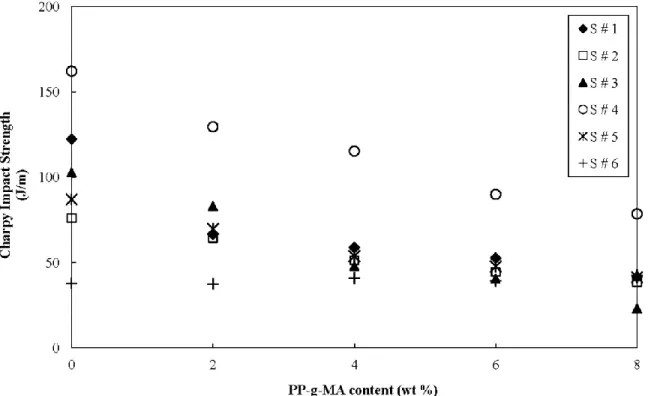
Figure 1.1. Average breakdown in post-consumer tire disposal in EU countries (Karger-Kocsis et al., 2012) ... 3 Figure 2.1. Schematic representation of the twin-screw extrusion set-up ... 33 Figure 2.2. SEM micrographs of PP/r-EPDM samples without PP-g-MA for different sequences ... 36 Figure 2.3. Effect of modifier on r-EPDM dispersion for blends prepared by sequence # 4, (a) without and (b) with PP-g-MA (8 wt%) ... 37 Figure 2.4. r-EPDM particles size distribution before and after the mixing process by different feeding sequences for PP/r-EPDM/PP-g-MA (8 wt%) blends ... 37 Figure 2.5. Elongation at break of PP/r-EPDM/PP-g-MA blends as a function of PP-g-MA content for different feeding sequences ... 39 Figure 2.6. Tensile strength of PP/r-EPDM/PP-g-MA blends as a function of PP-g-MA content for different feeding sequences ... 40 Figure 2.7. Tensile modulus of PP/r-EPDM/PP-g-MA blends as a function of PP-g-MA content for different feeding sequences ... 41 Figure 2.8. Flexural modulus of PP/r-EPDM/PP-g-MA blends as a function of PP-g-MA content for different feeding sequences ... 42 Figure 2.9. Charpy impact strength of PP/r-EPDM/MA blends as a function of PP-g-MA content for different feeding sequences ... 42 Figure 3.1. Schematic representation of the twin-screw extrusion set-up ... 53 Figure 3.2. SEM micrographs of PP/r-EPDM (50/50) blends for different sequences ... 56 Figure 3.3. r-EPDM particles size distribution before and after the mixing process by different feeding sequences for PP/r-EPDM (35/65) blends ... 57 Figure 3.4. Elongation at break of PP/r-EPDM blends as a function of r-EPDM content for different feeding sequences ... 58 Figure 3.5. Tensile strength of PP/r-EPDM blends as a function of r-EPDM content for different feeding sequences ... 59
xiv
Figure 3.6. Tensile modulus of PP/r-EPDM blends as a function of r-EPDM content for different feeding sequences ... 60 Figure 3.7. Flexural modulus of PP/r-EPDM blends as a function of r-EPDM content for different feeding sequences ... 61 Figure 3.8. Charpy impact strength of PP/r-EPDM blends as a function of r-EPDM content for different feeding sequences ... 62 Figure 4.1. Typical morphology of selected samples at different magnifications: (a) PP/r-EPDM (65/35), (b) and (d) PP foamed with 0.75%wt. CBA, (c) and (e) PP/r-PP/r-EPDM (65/35) foamed with 0.75%wt. CBA ... 75 Figure 4.2. Tensile strength of PP and PP/r-EPDM blends as a function of CBA content for different mold temperatures (30 and 70 °C). L and H represent the lowest and highest injection shot sizes (see Table 4.1 for details) ... 78 Figure 4.3. Tensile modulus of PP and PP/r-EPDM blends as a function of CBA content for different mold temperatures (30 and 70 °C). L and H represent the lowest and highest injection shot sizes (see Table 4.1 for details) ... 79 Figure 4.4. Elongation at break of PP and PP/r-EPDM blends as a function of CBA content for different mold temperatures (30 and 70 °C). L and H represent the lowest and highest injection shot sizes (see Table 4.1 for details) ... 80 Figure 4.5. Charpy impact strength of PP and PP/r-EPDM blends as a function of CBA content for different mold temperatures (30 and 70 °C). L and H represent the lowest and highest injection shot sizes (see Table 4.1 for details) ... 81 Figure 4.6. Flexural modulus of PP and PP/r-EPDM blends as a function of CBA content for different mold temperatures (30 and 70 °C). L and H represent the lowest and highest injection shot sizes (see Table 4.1 for details) ... 82 Figure 4.7. Shore D hardness of PP/r-EPDM foams and blends as a function of r-EPDM content at a mold temperature of 30 °C and the lowest (L) injection shot size (see Table 4.1 for details). ... 83
xv
Abbreviations
ADC Azodicarbonamide
CBA Chemical blowing agent
EMEA Europe, the Middle East and Africa EPDM Ethylene-propylene-diene monomer
EU European Union
EVA Ethylene-vinyl acetate copolymer GTR Ground tire rubber
HDPE High-density polyethylene LDPE Low-density polyethylene
NR Natural rubber
PBA Physical blowing agent
PE Polyethylene
PP Polypropylene
PP-g-MA Polypropylene-graft-maleic anhydride
PS Polystyrene
PVC Polyvinyl chloride
r-EPDM Recycled ethylene-propylene-diene monomer
RR Recycled rubber
SBR Styrene-butadiene rubber
SEBS Styrene-ethylene-butylene-styrene
SEBS-g-MA Styrene-ethylene-butylene-styrene-graft-maleic anhydride SEM Scanning electron microscopy
SM Injection shot size TCB 1,2,4-trichlorobenzene TPE Thermoplastic elastomer
TPO Ethylene-octene copolymer thermoplastic polyolefin
Symbols
A Area (cm2)
L/D Screw length/barrel diameter (-)
n Number of bubbles (-)
NF Cell density (cells/cm3)
P Pressure (Pa)
PB Back pressure (MPa)
SD Screw decompression (mm)
SM Shot size (mm)
T Temperature (°C)
xvii
To my dear nieces: Mahshid, Anita, and Helia « This universe is not outside of you. Look inside yourself; everything that you want,
you already are » Rumi
xix
Acknowledgments
I would like to take this opportunity to express my gratitude to everyone who supported me throughout my Ph.D. studies.
First and foremost, I express my warm thanks to my supervisor, Professor Denis Rodrigue, for his inspiring guidance, invaluably constructive criticism and friendly advice during this project. My work would never have been completed without his kind leadership.
I would also like to thank all the people who provided me with the facilities required to complete my work in the Department of Chemical Engineering at Université Laval, particularly, Mr. Yann Giroux, the group technician. I also thank Cédric, Hojjat, and Kazem, my colleagues, for their good companionship.
I acknowledge the financial support of the Natural Sciences and Engineering Research Council of Canada (NSERC).
I am sincerely grateful that I found caring and trustworthy friends who have supported me throughout my stay in Canada, especially Pegah, Sébastien, Shyam, Stephen, Luca, Abdel and Firdaouss.
Most importantly, I would like to express my utmost and eternal appreciation to my parents and family members in Iran for their encouragement during this period of my life journey and always.
xxi
Foreword
This Ph.D. dissertation is based on three journal papers and consists of five chapters:
Chapter 1
In the first chapter, a general introduction on ground tire rubbers, thermoplastic elastomers and polymer foams is presented. The introduction of ground tire rubber in the production of thermoplastic elastomers and their foams is discussed by reviewing the literature. Following this, the objectives of this thesis are listed.
In the following three chapters, the collected data and characterized properties of the samples based on my experimental work are reported in the form of published or accepted journal articles for which the initial version of the manuscript was written by myself (first author).
Chapter 2
P. Mahallati and D. Rodrigue, “Effect of Feeding Strategy on the Mechanical Properties of
PP/Recycled EPDM/PP-G-MA Blends”, International Polymer Processing, 29, 280-286 (2014). DOI: 10.3139/217.2855
In this chapter, a methodology for the production of thermoplastic elastomers based on polypropylene (PP) and recycled ethylene-propylene-diene monomer (r-EPDM) is presented from works performed on a twin-screw extruder. The use of a surface modifier (coupling agent) such as polypropylene-graft-maleic anhydride (PP-g-MA) is included and the effect of feeding strategy, materials introduction order along the extruder screw, as well as modifier concentration (0, 2, 4, 6 and 8% wt.) are investigated. Characterization of the resulting blends is performed via mechanical measurements (tensile, flexion, and impact), as well as density, hardness, and morphology. The results indicate that introduction of
xxii
recycled rubber leads to a significant increase in impact strength. Morphological analysis showed that good dispersion and compatibility between PP and r-EPDM particles was obtained. Based on the data gathered, feeding conditions and processing parameters for melt compounding of PP/r-EPDM (50/50) blends are optimized.
Chapter 3
P. Mahallati and D. Rodrigue, “Effect of Feeding Strategy on the Properties of
PP/Recycled EPDM Blends”, International Polymer Processing, accepted (2014).
This chapter investigates further the effect of extrusion conditions on the properties of PP/r-EPDM blends. Following the results presented in Chapter 2, it was found that the addition of a coupling agent is not necessary for the processing conditions selected since good adhesion between PP and r-EPDM rubber particles was observed. Furthermore, it was concluded that feeding r-EPDM in zone 1 and PP in zone 4 of the twin-screw extruder produced samples (50/50) with the best mechanical properties.
So, in this chapter, the effects of r-EPDM content (0, 20, 35, 50 and 65% wt.), as well as feeding strategy (component introduction order and feeding position along the extruder) are discussed. The morphology, mechanical properties (tensile, flexion, impact) along with density and hardness are analyzed for injection molded samples. The results show that for a fixed blend composition, enhanced mechanical properties and good dispersion of the rubber particles in the PP matrix are achieved if the r-EPDM is fed before the PP in the extruder with r-EPDM introduced in the first zone while PP is supplied in the fourth zone of the extruder.
Chapter 4
P. Mahallati and D. Rodrigue, “Thermoplastic Elastomer Foams Based on Recycled
Rubber”, Cellular Polymers, 33, 233-248 (2014).
In chapter four, the production of PP/r-EPDM foams by using a chemical blowing agent through injection molding is analyzed. Firstly, to produce the thermoplastic elastomer blends based on PP and r-EPDM (0, 35, 50 and 65% wt.), a twin-screw extruder was used
xxiii and the optimum conditions obtained in Chapters 2 and 3 were selected. Then, to establish the effect of blowing agent content (0, 0.75 and 1.5% wt.) and mold temperature (30 and 70 °C), the injection molding process was optimized. Finally, a discussion of the results is made through mechanical characterizations, as well as morphological analyses. It can be concluded that increasing r-EPDM content makes the blends more difficult to foam.
Chapter 5
As the final chapter, general conclusions based on the work performed are presented, followed by some suggestions for future works.
In addition to the above mentioned articles, more results obtained from this thesis were also presented in the following conference presentations:
P. Mahallati and D. Rodrigue, “Rheology of Thermoplastic Elastomers Based on Recycled Rubber Waste”, 8th Annual European Rheology Conference (AERC), Leuven, Belgium, Paper 15 (2-5 April 2013).
P. Mahallati and D. Rodrigue, “Thermoplastic Elastomer Foams Based on Recycled
Rubber”, International Blowing Agents and Foaming Processes Conference (BAFP), Vienna, Austria, Paper 16 (13-14 May 2014).
1
1.
Chapter 1:
Introduction
1.1. Waste Tires
Day after day, with the growth of the chemical industry, large amounts of different products are manufactured. One example of this increasing trend is the world production and consumption of rubber (natural and synthetic) according to a rubber statistical report by the International Rubber Study Group (2014) as shown in Tables 1.1 and 1.2.
Table 1.1. Summary of world natural rubber situation (103 tons) (International
Rubber Study Group, 2014). NATURAL RUBBER PRODUCTION 2012 2013 2014 Year Q1 Q2 Q3 Q4 Year Q1 Asia-Pacific 10797 2480 2461 3016 3255 11212 2511 EMEA 503 128 119 133 138 518 134 Americas 303 84 92 64 71 311 85 TOTAL 11603 2693 2671 3214 3464 12042 2729 NATURAL RUBBER CONSUMPTION 2012 2013 2014 Year Q1 Q2 Q3 Q4 Year Q1 Asia-Pacific 7864 1883 2091 2117 2105 8196 1988 EMEA 1479 385 368 386 358 1497 392 Americas 1666 410 427 407 418 1662 431 TOTAL 11008 2678 2886 2911 2881 11355 2811
2
Table 1.2. Summary of world synthetic rubber situation (103 tons) (International
Rubber Study Group, 2014). SYNTHETIC RUBBER PRODUCTION 2012 2013 2014 Year Q1 Q2 Q3 Q4 Year Q1 Asia-Pacific 7847 2039 2055 2084 2150 8328 2233 EMEA 4198 1110 1002 1002 1070 4185 1068 Americas 3069 724 713 755 765 2956 741 TOTAL 15114 3873 3770 3842 3985 15470 4042 SYNTHETIC RUBBER CONSUMPTION 2012 2013 2014 Year Q1 Q2 Q3 Q4 Year Q1 Asia-Pacific 8417 2193 2234 2181 2333 8941 2378 EMEA 3689 947 926 910 887 3670 933 Americas 2861 694 696 738 698 2827 717 TOTAL 14967 3835 3856 3829 3918 15437 4027
The majority of polymers used in tire industry will, sooner or later, become waste after their end of life. One area of awareness for most of the developed countries is the comprehensive use of waste tires to achieve goals like protecting the environment and recycling of resources. The most important disposal ways for post-consumer tires in the European Union (EU) countries are illustrated in Fig.1.1 (Karger-Kocsis et al., 2013). These waste materials cannot return to the natural environment via usual biological degradation, hydrolyzation or decomposition, like plants or animals, because it is not possible for them to degrade by themselves (Fang et al., 2001). They belong to the class of non-environmental resources. Environmental resources refer to those materials which can preserve ecological balance. In addition, they have greater properties and better ecological compatibility.
3
Figure 1.1. Average breakdown in post-consumer tire disposal in EU countries (Karger-Kocsis et al., 2013).
Disposal of solid waste is a growing worldwide problem. Earlier, most of them were buried in landfills (Garfort et al., 2004). Nevertheless, in the case of polymer materials, this leads to serious effects on environment as the majority of the polymers are not biodegradable and day by day, the space available to fill with those materials is reduced. Landfill disposal is now an environmental problem and many countries banned this practice because it provides homes and breeding grounds for disease-spreading vectors such as mosquitoes and rats (Liu et al., 2000).
In fact, management of waste tires is a great environmental challenge. Recent European regulations not only forbid the burning and landfilling of waste tires, but also set recycling objectives.
Grinding of tires and separation of metal and rubber components is one of the most attractive waste management techniques developed (Sonnier et al., 2008). Moreover, tire stocks present other hazards like self-sustaining fires causing air and water pollution along with relatively expensive to extinguish and clean up. The cost of energy acquired from tire burning is on the higher side, in comparison with usual energy sources (Naskar et al., 2001). Rubberized asphalt is better than conventional asphalt in performance, but its extended use is hindered by high costs.
Material recycling 21% Retreading 12% Export, reuse 11% Landfill, stockpile 34% Energy recovery 22%
4
A huge quantity of valuable rubber is used throughout the world. But after its life, this material is generally reused as thermal energy source (Kim et al., 2006). But recycling of these waste rubbers is another concern not only because of the possible environmental dangers they represent, but also because of the valuable hydrocarbon resource they can offer.
1.2. Waste Tires Recycling
Nowadays, finding applications for waste tires has become a new challenge for researchers. A number of reviews have already discussed this disposal problem in general and several approaches have been proposed. The main problem lies in finding solutions that are both economically and environmentally sound.
Polymer recycling has several advantages from both processing and economic points of view since it diverts polymers waste into a useful product while avoiding the problem of landfill and burning. The perfect solution to polymer waste disposal is recycling that must be both environmentally acceptable and economically possible (Jose et al., 2007). Lately, the importance of recycling waste materials has been growing for all industries around the world. In case of rubber products, the automotive and transportation industries are the main consumers of raw rubber worldwide. Rubber waste is generally generated throughout the manufacturing process of products for these industries and by disposal of retired products, largely including scrap tires.
On the other hand, the nature of polymer materials presents particular challenges to successful recycling, and currently the door is open to advanced recycling methods. However, the structure of rubber itself makes recycling difficult (Liu et al., 2000). Tire rubber is a thermoset (vulcanized) which means the polymer is crosslinked into a solid network. Generally, these crosslinks are covalent bonds between polymer chains that are not easy to break by simple means. Since the polymer chains are crosslinked, it is not possible to simply reform the material by heating. Recycling methods such as grinding must be used to recycle a thermoset polymer and ground rubber can be blended with
5 thermoplastics to achieve most wanted properties such as toughness improvement. These materials can then be used in conventional thermoplastics processing equipment.
The first step in rubber recovery is grinding to obtain a rubber powder known as ground tire rubber (GTR). The product can be used as bitumen modifier/additive for motorways construction, filler in artificial grass fields, playpens, and as a toughener in plastics. The opportunity to convert a usual elastomer (thermoset) into a thermoplastic elastomer through blending presents great potential for new market applications of waste tires.
1.3. Ground Tire Rubber (GTR)
The waste generated from tire rubbers is a foremost environmental crisis throughout the world (Li et al., 2003; Tantayanon and Juikham, 2004).This problem is attributed to the great volume of worn tires generated every year and the fact that tires are thermosets and resistant to natural degradation. Numerous approaches have been proposed to deal with the problem of used tires. For instance: converting to tire-derived fuel in solid-fuel burners, using pyrolysis to recover valuable chemical components, incorporation in various non-rubber tire applications, and their use as tougheners in plastics. Waste tires have been generally recycled by cutting/grinding into small pieces, called ground tire rubber, for blending with different thermoplastics. Other names are used in the literature: scrap tire rubber, crumb tire rubber, rubber powder and size reduced rubber.
One application with potential to be economical and to use large volumes of tires is blending ground tires and to use it as fillers in polymer blends (Da Costa et al., 2006; Scaffaro et al., 2005). The disposal of ground tire rubber and its economic recycling represent an important challenge due to gradually increasing environmental awareness. A typical process generally involves tire splitters to cut the tire initially, followed by a two-roll grooved-rubber mill or hammer mill (Oliphant et al., 1993). The bead wires is removed by hand or with magnets and fibers are removed with hammer mills, reel beaters, and air tables which blow a steady stream of air across the rubber to separate the fiber. Insights of
6
quality, pricing, and mesh size requirements of end-user markets are significantly different between processors, and there is a small number of standards for this growing industry (Sunthonpagasit and Duffy, 2004).
Besides, the mechanical properties of these polymer-GTR blends are poor because of the lack of adhesion between both phases (Canavate et al., 2011; Naskar et al., 2002). This is related to the large GTR particle size, its surface characteristics, and its crosslinked structure which hinders molecular entanglement with the thermoplastic matrix. GTR cannot be used at high concentration in a rubber compound because of poor mechanical properties and processability. Also, this typically causes a major drop of the blends mechanical properties even when a compatibilizer is added (Tantayanon and Juikham, 2004). As reported in various studies, the compatibilizer mostly improves the blend impact strength (impact modifier).
1.4. GTR Production
The technology to produce GTR consists of the following steps: shredding, separation of steel and textile, granulation, and categorization (Karger-Kocsis et al., 2013). GTR can be produced by several techniques as described below (Karger-Kocsis et al., 2013):
- Grinding at ambient temperature: Usually done in two-roll cracker-type mills. The temperature may rise up to 130 °C during milling and the average particle size is about 200 μm.
- Grinding at ambient temperature under wet condition: The scrap rubber is cooled by water spraying, then water is separated from GTR and the GTR is dried.
- Grinding at high temperature: Temperature as high as 130 °C have been used to induce some devulcanization. This technique can produce GTR with less than 100 μm in average particle size.
7 - Grinding at cryogenic temperature: By cooling the rubber below its glass transition temperature which is type dependent but usually between -30 and -80 °C, the energy required for grinding will be reduced. The frozen parts pass an impact-type mill and get shattered. Later, the GTR is dried, the fibers and metals are separated, and particles are categorized in order to the needed mesh sizes.
1.5. GTR Applications and Characteristics
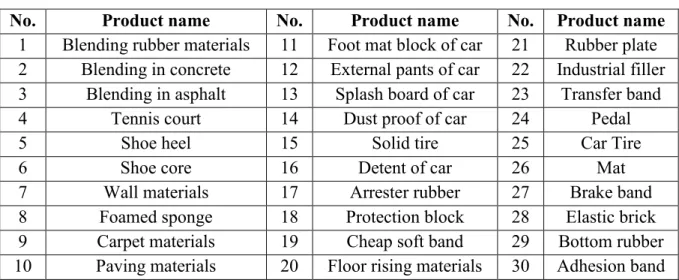
As a widely applied regenerated material, ground rubber is mainly used as a modifying agent for thermoplastic resins, as well as an elastomer to improve the impact resistance of elastomers, thermoplastic materials, and functional composites needing characteristics like safety, water permeability and water resistance. Some products and applications for GTR are listed in Table 1.3 (Fang et al., 2001).
Table 1.3. Examples of applications for GTR (Fang et al., 2001).
No. Product name No. Product name No. Product name
1 Blending rubber materials 11 Foot mat block of car 21 Rubber plate 2 Blending in concrete 12 External pants of car 22 Industrial filler 3 Blending in asphalt 13 Splash board of car 23 Transfer band 4 Tennis court 14 Dust proof of car 24 Pedal
5 Shoe heel 15 Solid tire 25 Car Tire
6 Shoe core 16 Detent of car 26 Mat
7 Wall materials 17 Arrester rubber 27 Brake band 8 Foamed sponge 18 Protection block 28 Elastic brick 9 Carpet materials 19 Cheap soft band 29 Bottom rubber 10 Paving materials 20 Floor rising materials 30 Adhesion band
The influences of grinding technology, rubber origin, chemical composition, physical properties, mean particle size, particle size distribution, and impurity levels in GTR/polymer blends vary from supplier to supplier (Fang et al., 2001; Karger-Kocsis et al., 2013; Oliphant et al., 1993). Also, there are important differences in blend properties for
8
GTR of similar mesh (particle) size sourced from different suppliers. It is the complex nature of GTR particles that make its use as a filler in polymer blends more complex. As tires contain a high number of different rubbers (styrene butadiene, butyl, natural, and polybutadiene), carbon black, filler, antioxidants, and additional additives, the exact composition depends on the type of tire and the part of the tire. Basically, a typical tire consists of carbon black (83%), hydrogen (7%), ash (6%), oxygen (2.5%), sulfur (1.2%), and nitrogen (0.3%).
1.6. Thermoplastic Elastomers (TPE)
The use of TPE has been increasing over the past decade because of their unique processing and characteristics. The great properties of thermoplastic elastomers are mostly attributed to their specific microstructure, which consists of a continuous plastic matrix with small rubber particles dispersed throughout the matrix (Goharpey et al., 2001). This enables the blend to be melt-processed even though the rubber particles are crosslinked. Thermoplastic elastomers combine the ease of processability of a thermoplastic with the properties of conventional crosslinked elastomers. By heating, they are melted or softened, then shaped, formed, welded, and solidified when cooled. Even multiple cycles of heating and cooling can be repeated without harsh damage, allowing reprocessing and recycling.
Nowadays, thermoplastics play a major role for a wide range of engineering products and are involving a large spectrum of different polymers. According to a new study from the Freedonia Group Inc. (2011), global orders for TPE is forecast to rise 5.5 percent per year to 5.8 million metric tons in 2017, valued at more than $20 billion. Advances will be driven by current product improvement on the part of TPE manufacturers allowing these materials to continue displacing conventional elastomers and thermoplastics in a variety of applications. Thermoplastic elastomers markets are: automotive, building and construction, footwear and foot care, appliances and house-wares, medical and hygiene, wire and cable, electrical and electronics, mechanical gears, soft touch and ergonomics, sporting goods, toys, writing instruments, consumer and industrial sealing, packaging, food contact materials, gaskets, seals, stoppers, rollers, valves, bumpers, wheels, pads, strain reliefs,
9 switch contact points, bellows, fuel line covers, wrist straps, cushions, airbag doors, cosmetic cases, handles, grips, pushbuttons, knobs (Apstpe, 2014; Dupont, 2014; RTP Co., 2014; Smithers Rapra, 2014b).
It is now established that the properties of thermoplastic elastomer blends depend on blend morphology, state of cure, and degree of packing of the finely dispersed rubber phase (Jacob et al., 2001). It was also reported that the addition of fillers can strengthen the resulting blend.
1.7. GTR in Thermoplastic Elastomers
High consumption of waste rubbers could be made by incorporating waste rubber into plastics to obtain impact-resistant plastics and thermoplastic elastomers. Properties of GTR-filled thermoplastics depend on the nature of GTR and the plastic matrix, GTR loading and the adhesion between GTR and the matrix (Naskar et al., 2001).
Over the last 10 years, some attempts to use GTR in blend formulations have been made. Scaffaro et al. (2005) developed a method to prepare blends based on recycled polyethylene and ground tire rubber without using expensive treatment of the GTR or additives. The results show that the blends have good properties providing that a relatively small GTR concentration and proper thermal conditions are adopted. Also, a filler-like effect because of the partial carbonization of the GTR has been shown mainly at high processing temperatures.
In a work by Canavate et al. (2011), it was reported that for TPE based on high density polyethylene (HDPE) and ground tire rubber, increasing GTR content led to mechanical properties loss due to incompatibility between both phases.
In a work by Luo et al. (1998), the results showed that GTR provides good improvement in PP impact strength: 45.8 J/m for neat PP compared to 133.3 J/m for 40/60 PP/GTR blends prepared by twin-screw extrusion. The presence of soft and flexible rubber particles in rigid
10
PP leads to absorption of more energy during fracture. Also, this probably reflects the longer path of a propagating crack around the GTR particles.
Mechanical properties such as tensile strength, Young’s modulus and elongation at break for various blend ratios of polypropylene/natural rubber (PP/NR) and polypropylene/recycled rubber (PP/RR) were studied and compared by Ismail et al. (2002). Mechanical properties of TPE developed from recycled rubber and polypropylene were better compared to TPE based on natural rubber and polypropylene. Tensile strength and Young’s modulus of the blends decreased with increasing rubber content from 20 to 60% wt. In PP/RR blends at lower rubber content (20% wt.), the elastomer phase remained as dispersed particles. Smaller size and uniform dispersion of the dispersed phase contributed to the higher tensile strength and Young’s modulus of PP/RR blends. For PP/NR blends the reduction of tensile strength and Young’s modulus with increasing NR content was related to decreasing blend rigidity which is a common observation in this case. On the other hand, tensile strength and Young’s modulus of PP/RR blends were slightly higher than PP/NR blends at similar rubber content. In PP/NR blends, the molecular entanglements in the rubber chains alone were unable to prevent rapid flow and fracture in response to the applied stress. Consequently, this resulted in lower tensile strength and Young’s modulus for PP/NR blends. For PP/RR blends, the presence of the crosslinked rubber powder and others curatives in RR allowed the rubber particles to reach higher strains and mechanical strengths. For both blends, elongation at break increased with increasing rubber content. Conversely, elongation at break for PP/NR the blend was higher than PP/RR blend at a similar rubber content. Also this observation can be related to the presence of crosslinked rubber particles and other components in RR limiting the mobility of the PP/RR blends. In general, it was reported that simple addition of GTR to most polymers resulted in important mechanical properties decreases due to poor adhesion and large particle sizes. Even though some of these materials will possibly find limited application in low level uses, it is necessary to improve the properties of GTR-polymer blends for them to become a large volume material. Since lowering particle size (higher surface area) results in only small improvements in material properties and increased grinding costs, strategies to overcome the effects of GTR addition to thermoplastics focused on methods to improve
11 adhesion. It was proposed that careful selection of a compatibilizing agent could lead to materials with reasonable mechanical properties at significant GTR levels as high as 50-60% wt. (Oliphant et al., 1993). At the same time, the compatibilizer levels are low (4-7% wt.) and no specialized processing steps are necessary. So, higher value-added blends could be produced with small additional costs over simple GTR-polymer blends.
The use of GTR in thermoplastic polymer matrices maintains processability and end-use properties. Various thermoplastics were blended with GTR including polyethylene (PE), polypropylene (PP), polystyrene (PS), polyvinyl chloride (PVC), and ethylene-vinyl acetate copolymer (EVA) (Li et al., 2003).
The possibility of preparing blends of recycled polyethylene and GTR without any addition of additives, and only varying the processing parameters has been studied by Scaffaro et al. (2005). The viscosity of the samples prepared at higher temperature (300 °C) was lower than the respective blends prepared at lower temperature (180 °C). This feature can be understood by considering the extreme degradation of the recycled polyethylene phase at higher temperatures causing a drop in viscosity. The recycled polyethylene processed at higher temperature (300 °C) showed almost the same values of the elastic modulus whilst strong differences were displayed by the ultimate properties; i.e. the tensile stress was almost cut by half and the elongation at break decreased by about 35%.
Jacob et al. (2001) reported that blends of raw-EPDM/waste-EPDM/PP at a constant rubber/plastic ratio of 70/30 showed characteristic thermoplastic elastomer morphology with a finely dispersed rubber phase in a continuous PP phase. As shown in Table 1.4, although addition of waste-EPDM to raw-EPDM/PP blend causes an initial drop in the mechanical properties, thermoplastic elastomers with enhanced properties were obtained at higher waste-EPDM loadings. At lower waste-EPDM concentrations, the effect of raw-EPDM crosslinking was important in the matrix. It was found that when the extent of replacement of raw-EPDM by waste-EPDM is high, the effect of crosslinking degree is overshadowed by the filler effect, causing higher modulus and strength.
12
Table 1.4. Effects of waste-EPDM on the mechanical properties of 70:30 rubber:plastic blends (Jacob et al., 2001).
Property F0 F10 F20 F30 F35 F40 F45
Tensile strength (MPa) 4.83 4.30 4.20 4.20 4.87 5.50 6.10 Elongation at break (%) 220 183 215 216 205 239 249 Modulus at 100% elongation (MPa) 3.51 3.77 3.32 2.99 3.62 3.79 3.89
Ratios of powdered waste-EPDM to raw-EPDM in different mixture: Fo, 0:100, F10, 10:90,
F20, 20:80; F30, 30:70; F35, 35:65; F40, 40:60, F45, 45:55.
1.8. GTR – Particle Size
Large rubber particle size is reported to be one of the two main factors contributing to the poor mechanical properties generally observed for GTR-polymer blends (Oliphant et al., 1993). In general, for optimum properties, a low particle size is desired to improve surface contact area between each phase. But the problem is that little (or no) breakdown of the particles under normal melt blending conditions occurs due to the highly crosslinked nature of GTR. Basically, the particle size is controlled by the grinding process, which is influenced by process choice and economics.
As reported in an investigation by Liu et al. (2001), the smaller the rubber particle size is, the greater the contact surface area will be and the enhanced elongational capability. This is believed to be related to the larger surface area of the small rubber particles providing better compatibility, and consequently superior elongational capability.
Oliphant et al. (1993) found that decreasing GTR particle size from 350 µm to 100 µm resulted in 20% impact strength improvements and 40-50% in tensile elongation. It is well known that the addition of solid particles to a polymer increases the melt viscosity and this effect is more obvious for smaller particle size.
In a work by Tantayanon et al. (2004), PP/GTR blends with and without sulfur crosslinking agent were prepared for comparison. All PP/GTR blends with and without vulcanization had slightly higher impact strength than that of PP (3.07 kJ/m2) due to the impact energy
13 absorption of GTR, which is a softer material than PP. But, the impact strength of vulcanized PP/GTR blends (up to 3.75 kJ/m2) was only slightly higher than that of the unvulcanized blends (up to 3.30 kJ/m2). This was attributed to the fact that GTR is a mixture of styrene butadiene rubber, natural rubber, and butyl rubber, which has already been vulcanized in the tire manufacturing process, and thus only a slight degree of further crosslinking may occur. It was also reported that GTR particle size slightly influenced the impact strength of the blends. On the other hand, the vulcanized PP/GTR 70/30 blend using GTR mesh size of 40 had 20% higher impact strength than that of PP (3.07 kJ/m2), while other blends (with GTR mesh size of 16 and 8) showed only 6% improvement. This can be explained by the fact that GTR with smaller particle size could be vulcanized more easily. In another work by Sonnier et al. (2007), the influence of GTR mean particle size and specific surface area on PE/GTR blend (GTR content between 0 and 70% wt.) properties was investigated. The tensile properties dropped with GTR incorporation (powder mean size = 380 µm) in PE and these properties decreased with GTR content. On the other hand, elongation at break decreased by increasing GTR content up to 70% wt. This substantial decrease of mechanical performances could happen due to poor interfacial adhesion. The researchers concluded that the control of the morphology and the size of GTR particles could not achieve a considerable improvement in mechanical properties. These results can be explained by the very low specific surface area, and in particular the weak adhesion between the rubber particles and the PE matrix.
In a work by Da Costa et al. (2006), blends of PP/GTR (GTR content between 0 and 45% wt.) and PP/EPDM (EPDM content up to 45% wt.) were prepared using a single-screw extruder. They showed that with increasing EPDM concentration in PP/EPDM (55/45) blends, there was a considerable improvement of impact strength: over 500% that of virgin PP. However, when GTR (45% wt.) was incorporated in PP, there was no major change in the impact strength of PP alone due to poor adhesion between the phases and the large GTR particle size. Conversely, for PP/GTR/EPDM 50/30/20, when EPDM was in smaller quantities, it acted as an emulsifier at the surface of GTR particles and both additives had a tendency to form composite EPDM-GTR particles in the PP matrix. This resulted in impact strength comparable to PP/EPDM (55/45) blends. As a result, it is necessary to improve
14
both the uniformity of rubber particles in PP, the interfacial adhesion and morphological structure between the matrix and fillers, as well as suitable particle size and distribution to achieve the objective of a good toughening effect.
1.9. GTR – Adhesion
Weak interfaces, resulting in poor stress transfer, generally leads to poor overall mechanical performance. Poor adhesion is generally believed to be the main factor (in addition to large particle size) leading to substantial mechanical property decreases observed upon incorporation of GTR into most polymers (Oliphant et al., 1993). This poor adhesion is due to a high degree of crosslinking in GTR particles. The highly crosslinked nature of these particles inhibits molecular diffusion across the interface leading to limited or no interpenetration between the phases, resulting in a sharp interface.
The quality of a blend is dependent on the degree of phase separation and the particle size of the dispersed phase. A high degree of incompatibility between both materials results in poor mechanical properties and large domains of the dispersed phase. Frequently, compatibilization systems are used to improve the quality of the blend and enhance the mechanical properties (Navarro et al., 2010). An alternative approach to improve GTR-thermoplastic properties is to add materials that will enhance the properties of the matrix, and thus the overall behavior. Ideally these modifiers would produce a synergistic effect; i.e. the improvement in blend properties being greater than those of the matrix alone (Oliphant et al., 1993). An even more attractive method is to use additives that will not only modify the matrix properties, but also increase interaction and adhesion between the matrix and GTR particles.
Sonnier et al. (2008) studied the compatibilization between recycled HDPE matrix and GTR powder, by adding a peroxide through a free radical mechanism. Mechanical tests showed competition between HDPE crosslinking and the formation of interfacial bonds. The addition of more than 1% wt. of peroxide resulted in an improvement of interfacial adhesion and elongation at break. The resulting blends exhibited better elongation at break
15 and impact energy than uncompatibilized blends. However, the best combination of mechanical properties was still lower than those of virgin HDPE. Consequently, it is important to find out if compatibilization could really provide innovative materials with interesting properties or if it is not possible to obtain better performance than that of the virgin polymer.
In a work by Magioli et al. (2010), the mechanical performance of PP/GTR and PP/styrene-butadiene copolymer/GTR blends were investigated. SBR was used in combination with GTR because it is one of the most abundant rubber in tires, and can present some compatibility. Almost all the PP/GTR blends presented higher modulus values compared with PP/SBR/GTR blends. These results may be because of the higher crosslink density in PP/GTR blends, due to the lower amount of rubber related to the quantity of crosslinking agents, and because of the presence of fillers in GTR. PP/SBR/GTR blends showed a considerable enhancement of elongation at break although the tensile strength did not show any change. The properties improvement may be attributed to the presence of curing co-agent, which acts as a compatibilizing system as well.
Awang et al. (2007) used 10% of trans-octylene rubber as the compatibilizing agent for PP/GTR blends cured with a sulfur system and obtained an improvement of elongation at break, while the values were around 25-30%, which is too low to be considered as a thermoplastic vulcanizate.
In a work by Lee et al. (2007), it was observed that addition of small amounts of compatibilizers like SEBS-g-MA to GTR/PP-g-MA blends can result in better mechanical properties than the blends with PP. Tensile strength and elongation at break of the PP-g-MA/GTR blends were found to be much better than those of the PP/GTR blends. It could also be seen that the tensile strength of the PP-g-MA blend increased by adding SEBS and SEBS-g-MA. Tensile strength increase is expected as the result of PP-g-MA reacting with GTR powder and further enhanced due to better compatibility of SEBS or SEBS-g-MA. In a work by Kim et al. (2006), the effect of SEBS-g-MA compatibilizer on LDPE/GTR and PP-g-MA/GTR blends was studied. An increase in elongation at break, from 200 to 340% for PP-g-MA/GTR blends, and from 125 to 220% for LDPE/GTR, was observed.
16
Also, the surface morphology clearly showed that the rubber forms a dispersed phase with a continuous matrix.
In a work by Luo and Isayev (1998), the mechanical properties of PP/GTR blends made by internal batch mixer and twin-screw extruder were compared. It was found that the samples prepared by the combination of twin-screw extruder and injection molding produced blends with superior mechanical properties than those made by other methods such as internal mixer-compression molding and twin-screw extruder-compression molding. This is because injection molding may induce orientation in the blends which leads to better properties. Besides, Young’s modulus and tensile strength of the compression molded blends prepared by twin-screw extrusion were slightly higher than those prepared by internal mixer. This is because mixing in the twin-screw extruder is more effective and results in a small particle size of the dispersed rubber. SEM photomicrographs showed that the rubber particles in the blends prepared in a twin-screw extruder are smaller and more uniform than those made in an internal mixer. For example, the size of the rubber particles decreased from 7 μm to 4.5 μm. This indicates that a twin-screw extruder has better mixing efficiency than an internal mixer.
1.10. Polymer Foams
Polymer foams are generally composed of a solid polymer matrix and a dispersed gas phase resulting from a blowing agent. Nowadays, the use of polymer foams continues to grow at a fast rate throughout the world. According to a new market report by Smithers Rapra (2014a), the worldwide market for polymer foams totaled 19.1 million tons in 2013, representing about $87 billion, including foams used in automotive, construction, packaging, and comfort applications. This growth is expected to slightly accelerate over the next five years with an average annual growth in volumes of 4.8% from 2014 until 2019. By 2019 the market is predicted to consume 25.1 million tons (Smithers Rapra, 2014a). Several reasons for this growth are: light weight, excellent strength/weight ratio, energy absorbing performance, and comfort characteristics. Polymer foams encompass a wide range of materials and become an important part of our daily life.
17 Polymer foams are broadly used in all types of different applications because they can be manufactured from numerous polymers and several different blowing agents are available to produce foams following particular requirements. Their most important applications include transportation, furniture, shoes, bedding, textiles, carpet underlay, food and drink containers, shock and sound absorbing applications, packaging, toys, and sport applications (Klempner and Frisch, 1991).
The cell geometry may be open-(tunnels between the cells) or closed-cell. The cell geometry, size and shape, significantly affect the foam properties. Closed-cell foams are best for thermal insulation and are generally rigid, while open-cell foams are generally flexible and are suitable for car seating, bedding, acoustic insulation, and furniture (Klempner and Frisch, 1991).
1.11. Fundamental Principles of Foam Formation
1.11.1.
Bubble Initiation or Nucleation
The first step in producing a foam is the formation of gas bubbles in a liquid system. The process is called self-nucleation if the bubbles are formed throughout the liquid (homogeneous nucleation) liquid. If a second phase is present, mainly in the form of finely divided solids, the bubbles will usually form at the liquid-solid interface (heterogeneous nucleation) and the solid particles are called nucleating agents. In many processes without solid nucleating agents, the liquid phase may actually contain micro-bubbles which can serve as sites for bubble growth, while the formation of new bubbles is not necessary (Klempner and Sendijarevic, 2004; Matuana et al., 1997).
1.11.2.
Bubble Growth
Once a bubble is formed, it may grow by gas diffusion from the liquid phase into the bubble. The bubble growth rate is limited by the stiffness of the viscoelastic polymer/gas mixture (Naguib et al., 2004). The control of cell growth depends on the following factors: the use of an appropriate amount of blowing gas, minimum gas diffusion, and suppression
18
of cell coalescence, cell coarsening, and cell collapse (Faruk et al., 2007). Cell growth is affected by the time allowed for the cells to grow, the temperature of the system, the hydrostatic pressure or stress applied to the polymer matrix, and the viscoelastic properties of the polymer/gas mixture (Naguib et al., 2004).
1.11.3.
Bubble Stability
Bubble growth will continue until the bubble stabilizes or ruptures. Bubble stabilization is a physical process which happens by cooling the molten polymer. During bubble stabilization, viscosity increases and mobility decreases until foam solidification happens. The bubbles may frequently get bigger until the polymer solidifies or the bubbles may coalescence or rupture (Yao, 2011).
1.12. Blowing Agent
Different compounds can be used to foam polymers and may be classified in several ways. The most common classification is based on the mechanism by which the gas is released from these compounds, called blowing agents (Klempner and Sendijarevic, 2004; Gendron, 2005).
1.12.1.
Chemical Blowing Agents (CBA)
Chemical blowing agents are made of solid or liquid compounds that decompose to form gases under processing conditions. Most of the CBA are solids and decompose within a given temperature range.
Inorganic and organic CBA are (Klempner and Sendijarevic, 2004; Gendron, 2005): ammonium carbonate, carbonates of alkali metals, azo and diazo compounds, urea derivatives, N-nitroso compounds, sulfonyl semicarbazides, sulfonylhydraziades, azides, esters, triazines, triazoles and tetrazoles, sulfonyl semicarbazides, and guanidine derivatives.
19 There are two advantages to use CBA. First, it is easy to set them up into the composition to be foamed and they are easily processed with common equipment. They do not need any change of the existing equipment and they can be added with the polymer matrix in the hopper. As a result, production costs are significantly lower for CBA than for volatile liquids and gases which must be stored in specific equipment.
CBA are also divided into two classes: endothermic and exothermic (Klempner and Sendijarevic, 2004; Gendron, 2005).
1.12.1.1. Endothermic Blowing Agents
Endothermic blowing agents absorb heat during their chemical reaction which imparts some kind of auto-cooling to the process. In addition, it is necessary to generate heat to ensure complete reaction. The main endothermic blowing agent is a blend of citric acid and sodium bicarbonate. It reacts to form water vapor, carbon dioxide, and a solid residue (sodium citrate dehydrate). Other general characteristics of endothermic blowing agents are: better nucleation, smaller cells, no discoloration, better surface, and mostly yield carbon dioxide gas (Alliance Polymers & Service/APS Compounding, 2014).
1.12.1.2. Exothermic Blowing Agents
Exothermic blowing agents release heat while decomposing. They are faster and more efficient decomposition of the chemical agent. On the other hand, external cooling may be required to stabilize the foam. Some general characteristics of exothermic blowing agents are: higher gas yield than endothermic ones, larger cells, can discolor, and mostly yield nitrogen (Alliance Polymers & Service/APS Compounding, 2014). CBA selection depends on the decomposition temperature and the gas yield of the compound.
1.12.2.
Physical Blowing Agents (PBA)
Physical blowing agents are compounds that release gases as a result of physical processes like evaporation and desorption at high temperatures or reduced pressures. PBA do not undergo chemical transformation themselves. They are low-boiling, volatile liquids such as aliphatic and halogenated hydrocarbons (chlorofluorocarbons and
20
hydrochlorofluorocarbons), low-boiling alcohols, ethers, ketones, aromatic hydrocarbons, and solid adsorbents with gases or low-boiling liquids. These days, carbon dioxide and nitrogen are more and more in demand as physical foaming agents due to environmental benefits.
1.13. Foam Processing
Several new technologies have been introduced for foam processing. In a review by Faruk et al. (2007), different foaming processes such as batch, extrusion, injection molding, and compression molding process were compared.
1.13.1.
Batch Processing
During the batch process, a polymer is placed in a high-pressure chamber and then the sample is saturated with CO2 or N2 under high pressure at room temperature (Faruk et al., 2007). Next, by rapidly lowering the solubility of the gas in the polymer, the pressure releases and heats the sample, so that the nucleation of a large number of microcells followed by nucleated cells growth produce foam expansion. A very long time is required for the diffusion of polymer with gas due to the small rate of gas diffusion into the polymer sample at ambient temperature. This is an important disadvantage of the batch process.
1.13.2.
Extrusion Processing
Foam extrusion is a polymer processing application where additives, sometimes a nucleation agent and a foaming agent (CBA or PBA) are mixed with a polymer in an extrusion system. A foamed product is made by suitable design and operating conditions in the equipment and the die of the extruder. To obtain the desired foamed product properties, a uniform dispersion, distribution and control of the foam cells are important. Hence, a good mixing of the foaming agent in the polymer is very important. The foam extrusion mixing process is very essential in some cases such as: gentle dispersive mixing of the nucleating agent and other additives with the polymer system, good distributive mixing of chemical foaming agents, quick incorporation and good distribution mixing of physical
21 blowing agents. The stability of mechanical energy input and thermal energy transfer and the balance of heating and cooling are important concerns for a successful and efficient low density foam extrusion. Common extrusion processes for foaming includes: long single extruder (L/D = 38-42), tandem extruders (L/D = 24-32 and 28-30), twin-screw extruders (L/D = 25 and higher). Each process has some advantages and disadvantages. For example, some advantages of twin-screw extruder are: easy to control, good mixing and good heat transfer, while its disadvantages are: cooling limited and narrow melting/cooling range (Lee, 2000).
The extrusion process needs a polymer with a higher molecular weight for better melt strength, while the injection molding process requires a low molecular weight polymer with a low viscosity (Faruk et al., 2007).
1.13.3.
Injection Molding Processing
The benefit of injection molding is that polymer foams can be prepared with a standard injection molding machine using different chemical blowing agents (Faruk et al., 2007). Also, it was found that exothermic blowing agents lead to a better cell size distribution compared to endothermic chemical blowing agents. In addition, injection molding was shown to produce better foams in comparison with extrusion and compression molding, especially in terms of cell size distribution uniformity, cell density and cell size (Bledzki and Faruk, 2006a; 2006b). Therefore, good structures and low density leads to better mechanical properties.
1.14. Thermoplastic Elastomer Foams
Thermoplastic elastomer foams have received a lot of attention over the last decade because of their specific properties like chemical resistance, low density, energy-absorbing performance, recyclability, low temperature flexibility, ease of coloring, fast economical processing, as well as thermal and acoustic insulation. Their most important applications
22
are in industries such as textile, electronics, automotives, packaging, and buildings (Rodrigue and Khodabakhsh, 2005; Ding et al. 2013).
Several investigations in this area have been done by researchers over the last years. In 1992, Dutta and Cakmak studied the foaming process of PP/EPDM blends by using chemical blowing agents. Matuana et al. (1997) reported that cell density increased with foaming time and temperature. But, at a higher foaming temperature or a longer foaming time, the cell density was lower because of cell coalescence. This behavior indicates that optimum conditions must be searched.
Wong et al. (2007) studied the effects of processing parameters on the cellular morphologies and mechanical properties of foamed PP/ethylene-octene copolymer thermoplastic polyolefin (TPO) while using a two-stage batch process method. The results showed that the mechanical properties were considerably affected by the foaming parameters. Increasing foaming time and foaming temperature increased the average cell size. Also, the cell density increased with foaming temperature, but decreased with increasing foaming time. Furthermore, it was shown that mechanical properties of the TPO foams were related to the processing parameters. For example, the tensile strength of PP/ethylene-octene copolymer 70/30 decreased by 13% as foam density decreased by 22%. Ding et al. (2013) investigated a new process to prepare PP and PP/nano-composites foams using carbon dioxide as a physical blowing agent. They showed that the foaming temperature had more effect on the morphology of PP foams than nano-composite foams. With increasing foaming time, there was a decrease in the foam cell size.
Gómez-Gómez et al. (2013) studied the effect of different injection molding parameters such as shot volume (47, 50, and 54 cm3), injection speed (70, 90, and 110 cm3/s), and mold temperature (10, 40, and 60 °C) on the foam morphology of ethylene-propylene copolymer. They showed that shot size and mold temperature have a major effect on the thermal-mechanical properties of the foams. Also, it was found that lower mold temperature leads to smaller cell sizes.