OATAO is an open access repository that collects the work of Toulouse
researchers and makes it freely available over the web where possible
Any correspondence concerning this service should be sent
to the repository administrator:
tech-oatao@listes-diff.inp-toulouse.fr
This is an author’s version published in:
http://oatao.univ-toulouse.fr/21653
To cite this version:
Ferrage, Loïc
and Bertrand, Ghislaine
and Lenormand, Pascal
and Grossin,
David
and Ben-Nissan, Besim A review of the additive manufacturing (3DP) of
bioceramics: alumina, zirconia (PSZ) and hydroxyapatite. (2017) Journal of the
Australian Ceramic Society, 53 (1). 11-20. ISSN 2510-1560
Official URL:
https://doi.org/10.1007/s41779-016-0003-9
A review of the additive manufacturing (3DP)
of bioceramics: alumina, zirconia (PSZ) and hydroxyapatite
L. Ferrage1&G. Bertrand1&P. Lenormand1&D. Grossin1&B. Ben-Nissan2
Abstract The additive manufacturing of bioceramic parts has been investigated since the 1980s. This paper offers an over-view of the present achievements in the production of alumi-na, zirconia and hydroxyapatite parts by means of selective laser sintering/melting of a powder bed or stereolithography. A focus is placed on these specific materials because of their widespread use in the biomedical field. It demonstrates that even though the manufacturing of parts with these processes is possible from pure bioceramics, the use of a binder (or another chemical adjuvant) is required in order to achieve good me-chanical properties. Still, improvements in the raw material preparation and in the comprehension of the physical phenom-ena occurring during the processing remain necessary to be able to prevent the formation of cracks or to be able to control the porosity of the parts.
Keywords 3D printing . Selective laser sintering . Stereolithography . Alumina . Zirconia . Hydroxyapatite
Introduction
Initially developed as a rapid prototyping method, 3D printing (3DP) technologies have been continuously evolving since the 1980s [1]. It is also called additive manufacturing (AM) as an
opposition to the subtractive methods traditionally used to fabricate a part by removing matter from bulk material; 3DP is more and more widely used. The consequences of the en-hancement of these technologies to produce complicated de-signs which are hard to produce with the traditional methods are the improvement of properties and the decrease in the price of the parts fabricated. Indeed, the product development is faster, the design is less constrained, and there is no need to fabricate dedicated tools. Hence, currently, a range of products is manufactured by this method, mainly in the biomedical and the aeronautics fields.
As is well-known, ceramics are inorganic, solid strongly bonded materials. They combine good properties like great chemical resistance and the ability to withstand high temper-atures. However, brittleness and hardness and the need to high temperature processes make them difficult to manufacture. Thus, AM of advanced ceramics has been actively investigat-ed as an alternative production method. Indeinvestigat-ed, the areas in which technical or advanced ceramics are used may require fine structures, complex geometries and/or controlled pores size and interconnectivity. These characteristics are difficult to obtain, although not impossible, with the well-known and mastered traditional methods. The traditional methods for the fabrication of advanced ceramic parts involve many different processes that require long and expensive steps such as mould making, pressing, extrusion, hot and/or cold isostatic pressing, casting and sintering.
Solid freeform fabrication—another name for 3DP— gathers several AM methods that are able to Bbuild up^ parts with fine structures directly from a computer-aided design (CAD) file [2]. The different methods existing in 3D printing can be differentiated by the kind of raw material used (powder, slurry, filament-wire) and the kind of technology implemented (interaction between a laser beam and the raw material, UV curing, or extrusion).
Available online atwww.austceram.com/category/journal/ * L. Ferrage
ferrage@chimie.ups-tlse.fr
1 CIRIMAT, Université de Toulouse, CNRS, INPT, UPS, Toulouse, France
2
Faculty of Science, University of Technology Sydney, Sydney, Australia
In this review, the principal methods used to fabricate ce-ramics and specifically bioceramic parts will be described further.
A CAD file allows the description of the internal and ex-ternal designs of any shape and size of a part in a 3D space. This kind of file is generated from the computer drawing soft-ware or can be obtained from an existing object by 3D scan-ning technologies like normal product scanners, tomography or magnetic resonance imaging (MRI).
For the 3D printing processes, the STL file format is used. STL stands for BStandard Triangle Language^, and this format describes the surface of the 3D object as a combination of triangular normal units of surface, each possessing Cartesian coordinates [3]. The structure designed in the STL file is then virtually sliced into layers of a desired thickness (usually in the range of 10 to 100 μm, depending on the technology employed). The resulting data are subsequently used by the 3DP machine to fabricate, layer-by-layer, the real part.
Like the previous reviews on similar subjects, this paper aims to present the achievements in the field of the additive manufacturing of bioceramics, with a focus on two main 3DP processes: stereolithography (SLA) and selective laser sintering or selective laser melting (SLS/M). SLA and SLS/ M have been chosen among other 3DP processes for their similarities in the physical phenomena involved during the manufacturing—i.e. the interaction between an energetic power source and a powder bed or liquid surface—and be-cause these are the current technologies used in the industry. Emphasis is given on the fabrication of alumina, partially stabilised zirconia and hydroxyapatite parts because of the widespread use of these materials in the biomedical field.
Additive manufacturing processes
Selective laser sintering/selective laser melting
Selective laser sintering (SLS) was developed and patented in 1986 by Dr. Carl Deckard and his academic advisor Dr. Joe Beaman at the University of Texas at Austin [4]. This additive manufacturing process is based on the application of a powder bed on a building platform, and the formation of the part by applying a heating source (a laser beam) on selected areas to build each layer [5] (Fig.1). Five steps are generally needed to achieve the manufacturing of any specific part [6], and these are the following:
1. The 3D part is designed by a CAD method and software, and then sliced into 2D elements corresponding to each layers to build;
2. An appropriate device (a slot feeder, a scraper blade, a roller or a combination of a scraper blade and a roller)
deposits a layer of powder with a controlled thickness on top of the building platform;
3. The laser beam selectively sinters or melts the area de-scribed by the 2D elements generated during step 1; 4. The building platform is lowered by one layer thickness; 5. Steps 2, 3 and 4 are repeated until the fabrication of the
entire part is done, layer-by-layer.
At the end of the fabrication, the part is surrounded by non-irradiated powder, and it is attached to the building platform. The loose powder is brushed away so it can be recycled and used for subsequent fabrication. Then the part is separated from the building platform by a number of methods including manual techniques or electro-erosion.
The laser is certainly the most important part of the SLS/M device. Two kinds of laser are utilised in the commercially available machines: Nd:YAG lasers (also called fibre lasers) and CO2lasers. To optimise the SLS process, the laser
wave-length should be adapted to the chemical composition of the material powder to be sintered, given that laser absorption highly depends on the material and the frequency of the laser light [7]. CO2lasers with a wavelength of 10.6 μm are
well-suited for sintering oxide ceramics, but not the carbide ce-ramics that absorb better than the Nd:YAG wavelength of 1.06 μm. According to Levy et al. [8] and Glardon et al. [9], fibre lasers are a better suited choice for the SLS/M process because of the larger parameter window, the smaller spot size and the higher specific power. Also, as metals absorb much better short wavelengths (Table1), Nd:YAG lasers outperform CO2lasers and are far more widespread nowadays.
The SLS/M process can be applied to a wide range of materials. Metals and polymers are the most common, but polymer-glass composites, metal-polymer powders, cermets or ceramics can also be used [10]. The processing of the pow-der depends on its density, shape, size distribution and flow
rate. Regular, equiaxed and non-porous particles are preferred in order to obtain layers of high density [10]. The density of the powder, given in gram per cubic centimetre or as a relative weight percentage of the theoretical density, is influenced by both the presence of pores in the particles themselves and the density of the loose uncompacted powder (the weight for a reference volume of powder) [11]. The higher the apparent density of the powders in the process, the easier it is to fabri-cate parts with a high relative density. The typical particle size is between 10 and 100 μm.
Ceramics are inherently covalently or ionically or mixed bonded, and this creates different problems during laser heating, due to melting or dissociation of the materials used. Research in the selective laser sintering of ceramics has been particularly challenging because the properties of most ce-ramics do not meet the technological material requirement for the process (for instance, a good thermal conductivity and a low melting point). On the contrary, brittleness, low thermal shock resistance and high refractoriness are intrinsic properties of ceramics [6]. Induced thermal stresses during the SLS process due to high heating and cooling rates also have to be taken into account. Indeed, the thermal stress combined with the low thermal shock resistance lead to the formation of multiple cracks within the sintered part. On the other hand, with high melting point materials such as ceramics, achieving acceptable densities require a process in which solid-state dif-fusion dominates [12].
It was reported by Wilkes [13] that powder bed preheating could reduce thermal stresses and, as a consequence, the for-mation of cracks in the ceramic parts produced by the SLS.
Kruth et al. [14] studied the different phenomena that may happen within the powder bed during the SLS/M process. Indeed, different laser-induced consolidation mechanisms can occur depending on the type of the material (metal, poly-mer or ceramic), its chemical composition and the way it in-teracts with the laser beam.
Solid-state sintering, liquid phase sintering, partial melting dissociation and/or full melting are the main mechanisms
taking place in SLS/M process, which requires a careful con-sideration on 3D printing of ceramic components. Since the selective laser sintering often requires a powder bed preheated to a high temperature (above 800 °C), and since SLS process is not yet fully optimised, to obtain ceramic parts with good mechanical properties, Bindirect SLS/M technique^ has been developed. This technique includes two approaches: in the first approach, a sacrificial polymer binder is used [15, 16] under two different forms; as precoated polymer-ceramic powders or particles or/and as a ceramic and polymer powder mixture. The polymer melting within a short time and at a lower temperature binds the ceramic particles into a polymeric matrix. To obtain a part with good mechanical properties, post-consolidation processes are required. First, a pretreat-ment of the polymer-ceramic mixture is done (generally be-tween 150 and 500 °C, depending on the nature of the poly-mer), then the particles are sintered (generally at a temperature above 1200 °C).
In the second approach, ceramic suspensions can be used in order to obtain green parts with a higher density [17]. In this case, a slurry is prepared, allowing the use of very fine parti-cles that lead to a high density in every layer. When the slurry is spread on top of the previous layer, it has to be dried before the laser scanning. Thus, as a consequence, the laser scans a solid powder bed and not a paste.
Stereolithography (SLA)
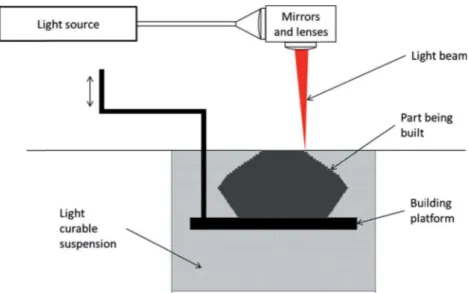
Stereolithography was the first 3D printing process patented by Chuck Hull [18] in 1986. Consequently, Hull cofounded the 3D System company that is nowadays among the leaders in the additive manufacturing market. The SLA process al-lows the manufacturing of complex 3D objects layer-by-layer from a solution containing a photosensitized monomer (Fig.2). In this process, a selected area of the photosensitized liquid surface is exposed to light of a certain wavelength. As a result, monomers at the irradiated area are polymerised to a defined depth and adhere to a support platform. Once polymerised, the first layer moved down the height of a layer with a movable stage on which the support platform is fixed. Subsequently, this first layer is immersed into uncured liquid. Once immersed, the uncured liquid covers up the polymerised surface, thus providing a new liquid surface. The second layer is then polymerised by exposing the part to light. The depth of photopolymerisation being larger than the layer height, a good adhesion between the two layers is obtained. One layer at a time, the entire object is then built.
In SLA, controlling the depth of cure is essential to obtain geometrical accuracy and good mechanical properties. The cure depth, or depth at which the gel point is reached, depends on the energy to which the resin is exposed during the illumi-nating step. The power of the light source and the time of
Table 1 Absorption of powder materials for Nd:YAG and CO2laser wavelengths [7]
Powder materials Nd:YAG
(1.06 μm) (%) CO2 (10.6 μm) (%) Metals Fe 64 45 Ti 77 59 Cu 59 26 Ceramics Al2O3 3 96 SiO2 4 96 SiC 78 66
exposure are two adjustable parameters allowing the control of the energy sent to the resin.
To correctly execute stereolithography, the material used should be a liquid that rapidly solidifies upon irradiation to the correct wavelength. Several kinds of suspensions have been developed since the creation of SLA. Generally, they contain low molecular weight multifunctional monomers that form cross-linked structures upon polymerisation [19].
To fabricate ceramic parts, a fine ceramic powder is mixed with the monomer containing solution, and a dispersant is often added to create a stable suspension. Griffith et al. [20] started working on the complex issue of suspensions and their compositions in 1996 and tried to combine good viscosity properties with an adequate cure depth. An aqueous acrylamide-based suspension was tested and gave good re-sults with alumina and silica (viscosity under 500 MPa·s and cure depth of more than 300 μm). But the formula could not work with other ceramics; for instance, a silicon nitride sus-pension exhibited a cure depth too restricted in acrylamide, and a viscosity too high in a non-aqueous diacrylate phase. Thus, it was suggested that a specific formulation has to be done individually for each ceramic type or compound.
Most of the ceramic suspensions used in SLA can be di-vided into two groups: acrylamide-based suspensions and resin-based suspensions [21]. The low strength of the green bodies made from aqueous suspensions is the main reason why resin suspensions have been more widely studied. Zhou et al. [21] had the idea of a new aqueous ceramic suspension in which deionised water is replaced by silica sol allowing a better green part strength and a lower viscosity—which is good for thin layers spreading. Indeed, alternatively adding powder inevitably increases the viscosity of the suspension, which may have consequences on the running of the process. The viscosity of a suspension is impacted by several factors including the volume fraction of powder, the particle diameter and the amount of dispersant.
As described previously, the SLA process allows the manufacturing of a composite part with a polymeric matrix and ceramic powders. To obtain a ceramic part, a thermal treatment is required. First, the organic phase has to be re-moved, by a specific treatment step. Then, in order to reach acceptable mechanical properties, a second thermal treatment at a higher temperature is applied. Previous to any thermal treatment, a thermal analysis of the mixture should be carried out, so an appropriate treatment is selected. For instance, when acrylic and silicon monomers are used, a slow burn out of the resin has to be conducted between 200 and 500 °C [22]. The rate at which the resin is removed is important because shrink-age is observed and thermal stresses may affect the final prod-uct. Following this, by heating from 500 to 1550 °C at a rate of 300 °C/h, the sintering step is achieved, reducing the voids in the ceramic and increasing the density of the part.
With the development of SLA over the last two decades, the process is now able not only to fabricate prototypes, but also parts with demanding end-use applications. The mechan-ical properties of the parts are improving [23], and the variety of chemical compositions of photosensitized suspensions is getting wider and wider. Thus, the process can be used to create both in engineering and in biodegradable devices utilised in the medical area.
The additive manufacturing of bioceramics
A biomaterial by definition [24] is Ba non-drug substance suitable for inclusion in systems which augment or replace the function of bodily tissues or organs^. As early as a century ago, artificial materials and devices have been developed to a point where they can replace various components of the hu-man body. These materials are capable of being in contact with bodily fluids and tissues for prolonged amounts of time, while exhibiting little if any adverse reactions [25].
Fig. 2 Schematics of the stereolithography process
There are four basic classes of materials used in clinical practice for biomedical implants and devices. They can be classified as bioceramics, biometals (metals that could be used as biomaterials), biopolymers and biocomposites. These clas-ses of materials have combinations of properties determined by the composition and the production methods utilised, while each set of properties has its own benefits and limitations. The following paragraph deals with the new production methods of bioceramics: the additive manufacturing.
Alumina
Aluminium oxide (Al2O3), more commonly known as
alumi-na is the most widely used oxide ceramic material [24]. As a raw material, Al2O3powder is produced in large quantities
from the mineral bauxite by the Bayer process [26], and its applications are widespread in engineering and in biomedical fields. High purity alumina are normally classified as those with a purity of 99.99% and have been developed as an alter-native to surgical metal alloys for orthopaedic and dental ap-plications such as femoral components in the total hip replace-ment. Due to its high hardness, low friction and excellent wear and corrosion resistance, alumina has been proven to be suit-able to be used as articulating surfaces in orthopaedic applications.
Alumina processed by SLS/M
The selective laser sintering/melting process is not yet com-monly used by manufacturers to shape alumina parts. Even though many difficulties appear during the processing of this material, it is still possible to obtain alumina objects that ex-hibit an acceptable density and/or good mechanical properties. Although a number of problems have to be solved, various ways of performing direct SLS/M of alumina can be envisaged.
The poor absorptivity in the near infrared region (corre-sponding to the wavelength of an Nd:YAG laser) is one of the intrinsic properties of oxide ceramics that has to be over-come. Juste et al. [6] achieve this goal by adding graphite into the alumina powder. Graphite was chosen because it exhibits a very high absorptivity, above 90%, at 1060 nm (the wave-length of an Nd:YAG laser) while alumina alone absorbs less than 10%. Another advantage of using graphite is the fact that it burns around 1100 °C, and it does not react with alumina, even at the high temperatures reached during the SLS/M pro-cess. It was found that even with very small amounts of graph-ite (0.05 vol%), the positive impact on absorptivity remains. By optimising the process parameters, alumina parts with good geometrical accuracy and a relative density over 90% were manufactured.
Modifying the chemical composition of the alumina pow-der can be done not only for better absorption purposes but
also to decrease the temperature required for the shaping. Wilkes et al. [27] along with Hagedorn et al. [28] successfully manufactured almost fully dense ceramic parts by completely melting ZrO2-Al2O3powder mixtures. This approach does not
involve the sintering of the ceramic, thus eliminating any post-processing needs.
To succeed in the SLM of this material, the powder bed had to be preheated to high temperatures during the pro-cess. The preheating of the powder bed combined with the use of a powder mixture with the eutectic ratio (41.5 wt% zirconia and 58.5 wt% alumina) has led to a significantly reduced temperature difference and gradient during the SLM process. Indeed, the melting temperature of the eu-tectic is 1860 °C, while the melting temperature of pure alumina is 2070 and 2710 °C for pure zirconia. The preheating of the powder bed was done by a CO2 laser,
and the actual melting of the powder was done with an Nd:YAG laser. Also, the parts manufactured by selectively melting the powder mixture had good mechanical proper-ties. Flexural strength above 500 MPa was measured, which is in the same range as comparable materials manufactured by conventional techniques. Although preheating introduces extra production costs, the advan-tage of producing complicated shapes might justify their application in the industry.
The advantage of direct SLS/M is that there is no need to post-process for the parts manufactured. However, to obtain denser parts, a post-thermal treatment is often required. Some studies proved that it is possible to fabricate dense parts by direct SLS/M without any post-processing. The particle size and the layering step are two critical parameters that can help reach a high density when optimised.
Direct SLS/M is used by Deckers et al. [29] to manufacture pure alumina parts from a very fine powder (d50= 0.3 μm).
This was made possible by using a slurry instead of a regular powder bed. It was a denatured ethanol-based slurry with 5 vol% of α-Al2O3. The particularity here is that the layers
were deposited through electrophoretic deposition. They were then preheated to 800 °C, lowering the power needed to fuse the alumina particles together. Indeed, a CO2laser with a
power of only 2 W (and a slow scan speed of 5.2 mm/s) was used to shape alumina.
Another way to layer submicron-sized alumina particles was studied by Wu et al. [30] using an aerosol-assisted spray deposition. Here, alumina with an average grain size of about 0.45 μm was put in suspension using polyacrylic acid as a dispersant. An electrostatic atomiser was used to generate droplets of alumina and prepare the powder bed. After the optimisation of the process parameters, dense alumina parts were obtained.
Based on research work, indirect SLS/M of alumina is also well-documented. As stated earlier, different polymers can be used as binders, and the ceramic-polymer raw material can
come in two different ways—as a composite powder or as alumina powder coated with polymer.
For the composite powders, polypropylene (PP) [31] or polyamide (PA) [32,33] had been used as a polymeric matrix. As spherical particles are recommended for the SLS process, Shahzad et al. [31] used the temperature-induced phase separa-tion technique to produce the composite powder and obtain the desired powder shape. Once the SLS is performed on these powders, the green parts produced with both PP and PA matrix shown modest densities. Thus, even after the debinding and the sintering steps, the density still needs to be improved. Methods such as infiltration or warm isostatic pressing (WIP) can be used for this purpose. Deckers et al. [32] proposed another method to improve the density of alumina parts produced through SLS of alumina-PA composite powder. The idea consisted in the mul-tiple laser scanning of each layer with adapted parameters, thus the density improvement would take place directly during the SLS process and would not represent a post-processing step. However, it was shown that this technique only improved the green density, but not the density of the final part.
Comparable studies concerning the density improvement were made on alumina parts made from coated powders [34,
35]. A final density of 96% was reached by Liu et al. [36] using a combination of processes after indirect SLS was per-formed on alumina powder coated with polyvinyl-alcohol (PVA). Indeed, the green parts were first treated with cold isostatic pressing (CIP). A furnace-sintering step was complet-ed and hot isostatic pressing (HIP) was then uscomplet-ed to obtain parts with a density close to 96%. Even better results can be obtained by combining the use of coated powder and the use of a slurry to spread layers [37]. In this case, after the thermal post-processing needed to remove the organic binder and to sinter the ceramic phase, a mean density of 98% was achieved, and the parts were found to be free of cracks and delamination. Alumina processed by SLA
As it was one of the most difficult issues to deal with, many research groups have worked on the formulation of alumina slurries to be used in stereolithography. It is possible to obtain dense alumina parts using the SLA technique (Fig. 3). Hinczewski et al. [38] worked on diacrylate-based resin con-taining around 53 wt% of alumina powder. They combined two ideas to obtain a low viscosity suitable for SLA. First, a
dispersant acting as both an electrostatic and steric repulsive agent had to be used to obtain a homogeneous suspension. Then, up to 30 wt% of the monomer resin was replaced by diluent, and the temperature was increased to 60 °C to finally obtain a viscosity of 6 Pa·s, in the range of the viscosity values eligible for SLA applications. In another study, Chartier et al. [39] included in the same alumina suspension both a disper-sant (for the same reasons as previously) and a thickener. The thickener plays an important role during the process operation; on the one hand, it helps support the parts during its fabrica-tion, and on the other hand, it prevents the settling of the particles. Chartier et al. also reported [39] the best achievable dimensional resolution. To that extent, fine alumina particles are used (d50between 0.8 and 4.4 μm). Layers of different
thickness have been successfully spread and polymerised, down to 25 μm thick. By optimising both the thickness and the density of energy of the illuminating light, a limited reso-lution of 170 μm was achieved (for an energy density of 30 mJ.cm−2). If a lower energy density were used to improve
the dimensional resolution, the adhesion between the layers would not be good enough to allow the fabrication of a mul-tilayers part. It has also been shown that cure depth and width decrease when the powder concentration increases in the slur-ry, and as a consequence, the dimensional resolution increases as well. Such a result could be expected, as the powder is a non-reactive phase in the slurry. Along with this result, it has been shown that depth and width cure increase with the parti-cle size.
From a mechanical strength point of view, the alumina parts obtained by SLA exhibit good properties. With the optimised parameters, Chartier et al. [39] obtained a flexural strength of 275 MPa, similar to the strength of a part fabricated by classical uniaxial pressing and sintering.
Wang [41] focused his work on the fabrication of high strength alumina parts using the SLA process. In this study, a slurry containing alumina particles with an average size of 0.3 μm, an organic binder and methanol as a solvent was developed. In the exposed area, the binder cured and connect-ed the alumina powder particles. After exposition, the new layer of solvent-based slurry could penetrate into the pores of the subjacent layer. Thus, layer-by-layer, a green block was obtained and was then immersed into methanol to dis-solve the unexposed parts. After high temperature posttreat-ment, the parts with a relative density of 98% and good
Fig. 3 Examples of ceramic parts manufactured by stereolithography. a SiC ceramic mesh manufactured by HRL (Courtesy of HRL Laboratories, Photo by Dan Little) [40] b Alumina parts (Courtesy of CTTC)
mechanical properties (tensile strength of 327 MPa and flex-ural strength of 472 MPa) were obtained. In order to obtain layers connected to each other, an optimization of the process had to be done. Indeed, the depth of transformation of the slurry when exposed has to be one and a half times the layer thickness. This can be achieved by exposing the slurry to light for the right amount of time.
Zirconia
Although increased over the last three decades, interest in zir-conia or more accurately partially stabilised zirzir-conia for bio-medical applications [42] has been controversial due to the failures observed in femoral head components around 15 years ago. The zirconia used in implantation and clinical purposes is partially stabilised zirconia (PSZ) (both yttria and magnesia stabilised). Compared to alumina, PSZ has a higher flexural strength, much higher fracture toughness and high Weibull modulus (better reliability) as well as lower Young’s modulus and the ability to be polished to a superior surface finish. Zirconia processed by SLS/M
Zirconia is a particularly challenging material to process through direct SLS/M, and although difficult, it is not impos-sible to achieve. All powder and process aspects have to be mastered and optimised.
The influence of both powder characteristics and process parameters was studied by Bertrand et al. [43] during the manufacturing of YSZ (yttria stabilised zirconia) with an Nd:YAG laser machine. The study proved that it is possible for sinter zirconia parts by direct SLS, but the mechanical properties are not good enough for potential applications— in particular for medical applications. Among several other conclusions, it can be noted that to correctly process zirconia, a layer thickness ten times larger than the particles could allow an efficient layer spreading. It was also proven by Liu [3] that zirconia parts can be manufactured by selectively melting the powder with an Nd:YAG laser. The two studies agreed on the fact that both SLS and SLM of YSZ requires a preheating of the powder bed to high temperatures to control and reduce the length of the cracks appearing during the process. Still, preheating cannot prevent their formation [44]. Indeed, microcracks appear to be formed during the fabrication be-cause of the uneven distribution of energy within the laser spot, causing different volume contractions during the melting and cooling process [45]. As expected during production, a transformation of the crystallographic structure was observed; the monoclinic and cubic phases were changed into a tetrag-onal structure.
Indirect SLS of PSZ can also be performed, but the appearing of cracks during the process remains an issue. Similar studies that have been done for alumina were
performed on zirconia, concerning the post-processing of in-direct selective laser sintered parts. Shahzad et al. [46] pre-pared PP-YSZ composite powder for SLS. Using WIP, a final density of 92% of the theoretical density was reached but cracks were observed. Pressure infiltration could only increase the density to 54%.
As it has been done with alumina, YSZ-based slurries can be prepared for indirect SLS. Waetjen et al. [47] prepared a water-based solution with zirconia powder, an organic deflocculating agent and PVA as a binder. The layer deposi-tion was performed by an airbrush spray gun, and an infrared heater dried the slurry layers before the laser sintering. 98% of the theoretical density was achieved and the parts exhibited a homogeneous microstructure.
Hydroxyapatite (HA)
Calcium phosphate ceramics, and hydroxyapatite (Ca10(PO4)6(OH)2) in particular, are commonly used as fillers,
spacers and synthetic bone graft substitutes. They have been particularly investigated during the past two decades for ap-plications in orthopaedics and dentistry, primarily because of their biocompatibility, bioactivity and osteoconduction char-acteristics with respect to host tissue.
HA processed by SLS/M
The SLS/M process is really an interesting process to manu-facture porous HA parts because of fabricating patient-matched tissue engineering scaffolds with interconnected po-rous network and shapes.
By mastering and adjusting the SLS process parameters, the manufacturer has the ability to control the microstructure and the morphology of the pores. For hydroxyapatite, the current state of literature search shows that the SLS/M of the pure material has not been done. Alternatively, numerous composite materials can be found, with a polymer matrix and HA filler. In these materials, HA acts as a ceramic sub-strate for regeneration of the bone tissues. It makes the scaf-fold osteoconductive and reinforces it from a mechanical point of view [48]. On the other hand, the biocompatible polymer does not act only as a simple binder, but it is part of the matrix that is not to be removed. Hence, in the literature, direct SLS/ M; and not the indirect SLS/M of HA has been widely reported.
Polyethylene (PE) is one the most widely used polymeric matrix. Choosing HA and high density polyethylene (HDPE) to make a composite material is adequate because the com-posite scaffold exhibit mechanical properties compatible with bone tissue properties [49]. A commercial hydroxyapatite re-inforced polyethylene composite powder was used in a study comparing the performances of an Nd:YAG laser and a CO2
composite parts [50]. Both lasers were able to sinter accept-able specimens, but the CO2laser exhibited a larger operation
window. The CO2laser also has a better processing efficiency
given that the energy density required to sinter the composite powder is between 0.01 and 0.02 J/mm2while it is approxi-mately 1 J/mm2 for the Nd:YAG laser. Finally, parts manufactured with the CO2laser are found to be more porous,
which is considered a disadvantage for other materials (metals, polymers…) but not for this kind of composite mate-rial that can be used as implants and tissue scaffolds.
Several other polymeric compounds have been reported to have the ability to act as a composite matrix for the fabrication of parts for biomedical applications. Along with PE, polyam-ide was investigated, and it was proved that SLS could be used to manufacture porous composite structures (interconnected pores with a size up to 200 μm), with a CO2laser machine
[51]. Other examples of polymeric compounds can be given: p o l y - ε - c a p r o l a c t o n e [5 2, 5 3] ( a F o o d a n d D r u g Administration—FDA—approved bioresorbable polyester that has shown sufficient mechanical properties, no decompo-sition below 300 °C, a degradation time of about 2 years (de-pendent on size) and potential applications for bone and car-tilage repair); polyetheretherketone [54] (PEEK—suitable and stable polymer to be processed at a high temperature, remains stable at about 200 °C for prolonged amount of time so it can be sterilised without significant damage, shows excellent chemical resistance, is insoluble in most solvents and it is radio opaque, so when it is implanted as a scaffold, it can be investigated by means of X-rays).
Other kinds of composite have been investigated, as for instance materials using a bioactive-glass phase matrix [55] but further investigations have to be done in order to develop optimal processing conditions and to obtain parts with ade-quate mechanical properties.
HA processed by SLA
Scalara et al. [56] demonstrated the feasibility of an HA scaf-fold for tissue engineering by SLA and studied the rheology of the suspension and the kinetics of photochemical reaction. For the study, they formulated an epoxy-based resin. Since a good SLA resin must exhibit a high reactivity, fast reaction kinetics is required. Their research showed that a suspension loaded with up to 60 wt% of HA powder (with a small particle size of 300 nm) suits well for the SLA process. Indeed, for such a powder concentration, the cure depth is equivalent to the one of the unloaded epoxy resin.
Concluding remarks
Additive manufacturing of bioceramics and more precisely stereolithography and selective laser sintering/melting
represent promising techniques for their industrial applica-tions. They can be considered not only as rapid prototyping methods, like they were first designed for, but as real manufacturing processes. Already established for metals (SLM) and polymers (SLS, SLA), these 3PD methods allow investigations on the manufacturing of new materials, such as bioceramics. Using such manufacturing processes combine several advantages, like a decrease in the fabrication times and product costs, and a less constrained design of the parts.
Dissociation of ceramics and partial melting are serious material issues and have to be properly investigated for the 3D printing process. New tools and methods need to be de-veloped to investigate these multifaceted implications. Therefore, improvements in the process and further scientific research still need to be achieved. A better understanding of the laser/material interactions would allow a better control through an easier adjustment of the process parameters. This might also help control residual thermal stress which is cur-rently causing the formation of cracks in most of the produced ceramic parts, and sometimes their crumbling.
Dimensional accuracy and surface finish are to be en-hanced as well. Indeed, the post-thermal treatments often re-quired after SLS and SLA can result in a dimensional shrink-age that is difficult to predict. The surface of the finished parts can suffer from the Bstaircase effect^: given that the parts are built layer by layer, each layer has to be as thin as possible so it cannot be distinguished from one another. A bad surface finish results in the need of grinding or polishing the parts, which add a step to the manufacturing procedure. Stereolithography is the 3DP method with the best resolution and thus the best surface finish. Still, by optimising raw materials, the robotic systems involved in the process and the process parameters, it is possible to decrease the size of the minimal constitutive element of the printed part, hence the surface finish.
Unlike 3D printed metal and polymer parts, the ceramic parts built by SLS or SLA are not Bready-to-use^ as they require posttreatments (thermal treatments for debinding and sintering) to reach acceptable mechanical properties. This eliminates one of the main advantages mentioned above of 3DP for the processing of ceramics.
As they are well-identified, these problems are being solved step-wise. The technologies as well as the understand-ing of the phenomena occurrunderstand-ing keep improvunderstand-ing. But the most difficult limitations to overcome are set by the materials used. Progress in materials sciences and materials engineering could be the key to a better absorbance of a laser wavelength by a powder bed, or to a better slurry viscosity.
Knowing its advantages on the ability to produce bio-medical parts based on patient’s anatomy (patient matched by CT scan) and the use of complicated interconnected porous designs, the 3DP process has a lot to offer to help surgeons to design implants and help patients to reduce pain and suffering.
Acknowledgments The authors would like to acknowledge and thank the support of the European Union’s Horizon 2020 research and innova-tion programme under the Marie Skłodowska-Curie (grant agreement No. 645749) and the Australian Academy of Science joint Grants. The con-sortium includes the University of Technology, Sydney, the University of New South Wales, Toulouse University, France, Birmingham University, UK, Institut National Polytechnique de Toulouse (INPT), Joseph Ducuing Hospital, France (JDH) and BresMedical Pty Ltd. (BRESMED).
References
1. Huang, S.H., Liu, P., Mokasdar, A., Hou, L.: Additive manufactur-ing and its societal impact: a literature review. Int J Adv Manuf Technol. 67(5–8), 1191–1203 (2012)
2. Zocca, A., Colombo, P., Gomes, C.M., Günster, J.: Additive manufacturing of ceramics: issues, potentialities, and opportunities. J Am Ceram Soc. 98(7), 1983–2001 (2015)
3. Liu, Q.: Etude sur fusion laser sélective de matériau céramique Zircone Yttriée. phd thesis, Université de Technologie de Belfort-Montbeliard (2013)
4. Deckard, C. R., Beaman, J. J., Darrah, J. F.: Method for selective laser sintering with layerwise cross-scanning. Patent US 5155324 A (1992)
5. Guo, N., Leu, M.C.: Additive manufacturing: technology, applica-tions and research needs. Front Mech Eng. 8(3), 215–243 (2013) 6. Juste, E., Petit, F., Lardot, V., Cambier, F.: Shaping of ceramic parts
by selective laser melting of powder bed. J Mater Res. 29(17), 2086–2094 (2014)
7. Kruth, J.P., Wang, X., Laoui, T., Froyen, L.: Lasers and materials in selective laser sintering. Assem Autom. 23(4), 357–371 (2003) 8. Levy, G.N., Schindel, R., Kruth, J.P.: Rapid manufacturing and
rapid tooling with layer manufacturing (LM) technologies, state of the art and future perspectives. CIRP Ann. - Manuf. Technol. 52(2), 589–609 (2003)
9. Glardon, R., Karapatis, N., Romano, V.: Influence of Nd : YAG parameters on the selective laser sintering of metallic powders. Cirp Ann-Manuf Technol. 50(1), 133–136 (2001)
10. Kumar, S.: Selective laser sintering: a qualitative and objective ap-proach. JOM. 55(10), 43–47 (2003)
11. Van der Schueren, B., Kruth, J.P.: Powder deposition in selective metal powder sintering. Rapid Prototyp J. 1(3), 23–31 (1995) 12. Travitzky, N., et al.: Additive manufacturing of ceramic-based
ma-terials. Adv Eng Mater. 16(6), 729–754 (2014)
13. Wilkes, J. I., Poprawe, R.: Selektives Laserschmelzen zur generativen Herstellung von Bauteilen aus hochfester Oxidkeramik 02.10.2009. Publikationsserver der RWTH Aachen University (2009)
14. Kruth, J.-P., Levy, G., Klocke, F., Childs, T.H.C.: Consolidation phenomena in laser and powder-bed based layered manufacturing. CIRP Ann. - Manuf. Technol. 56(2), 730–759 (2007)
15. Harlan, N., Park, S.-M., Bourell, D., Beaman, J. J.: Selective laser sintering of zirconia with micro-scale features (1999)
16. Nelson, J.C., Vail, N.K., Barlow, J.W., Beaman, J.J., Bourell, D.L., Marcus, H.L.: Selective laser sintering of polymer-coated silicon carbide powders. Ind Eng Chem Res. 34(5), 1641–1651 (1995) 17. Klocke, F., Derichs, C., Ader, C., Demmer, A.: Investigations on
laser sintering of ceramic slurries. Prod Eng. 1(3), 279–284 (2007) 18. Hull, C.W.: Apparatus for production of three-dimensional objects
by stereolithography. Patent US 4575330 A (1984)
19. Melchels, F.P.W., Feijen, J., Grijpma, D.W.: A review on stereolithography and its applications in biomedical engineering. Biomaterials. 31(24), 6121–6130 (2010)
20. Griffith, M.L., Halloran, J.W.: Freeform fabrication of ceramics via stereolithography. J Am Ceram Soc. 79(10), 2601–2608 (1996) 21. Zhou, W., Li, D., Wang, H.: A novel aqueous ceramic suspension for
ceramic stereolithography. Rapid Prototyp J. 16(1), 29–35 (2010) 22. Greco, A., Licciulli, A., Maffezzoli, A.: Stereolitography of ceramic
suspensions. J Mater Sci. 36(1), 99–105 (2001)
23. Mansour, S., Gilbert, M., Hague, R.: A study of the impact of short-term ageing on the mechanical properties of a stereolithography resin. Mater Sci Eng A. 447(1–2), 277–284 (2007)
24. Ben-Nissan, B., Choi, A.H., Cordingley, R.: ‘Alumina ceramics’ in Bioceramics and their clinical applications, Chapter 10. In: Kokubo, T. (ed) Bioceramics and their Clinical Applications, pp. 223–242. Woodhead Publishing (2008)
25. Doremus, R.H.: Bioceramics. J. Mater. Sci. 27(2), 285–297 (1992) 26. Hind, A.R., Bhargava, S.K., Grocott, S.C.: The surface chemistry of Bayer process solids: a review. Colloids Surf Physicochem Eng Asp. 146(1–3), 359–374 (1999)
27. Wilkes, J., Hagedorn, Y.-C., Meiners, W., Wissenbach, K.: Additive manufacturing of ZrO2-Al2O3 ceramic components by selective laser melting. Rapid Prototyp J. 19(1), 51–57 (2013)
28. Hagedorn, Y.-C., Wilkes, J., Meiners, W., Konrad, W., Poprawe, R.: Net shaped high performance oxide ceramic parts by selective laser melting. Laser Assist Net Shape Eng 6 Proc Lane 2010 Part 2. 5, 587–594 (2010)
29. Deckers, J., Meyers, S., Kruth, J.P., Vleugels, J.: Direct selective laser sintering/melting of high density alumina powder layers at elevated temperatures. Phys Procedia. 56, 117–124 (2014) 30. Wu, Y., Du, J., Choy, K.-L., Hench, L.L.: Laser densification of
alumina powder beds generated using aerosol assisted spray depo-sition. J Eur Ceram Soc. 27(16), 4727–4735 (2007)
31. Shahzad, K., Deckers, J., Kruth, J.-P., Vleugels, J.: Additive manufactur-ing of alumina parts by indirect selective laser sintermanufactur-ing and post pro-cessing. J Mater Process Technol. 213(9), 1484–1494 (2013) 32. Deckers, J., Kruth, J.-P., Shahzad, K., Vleugels, J.: Density
im-provement of alumina parts produced through selective laser sintering of aluminapolyamide composite powder. CIRP Ann -Manuf Technol. 61(1), 211–214 (2012)
33. Shahzad, K., Deckers, J., Boury, S., Neirinck, B., Kruth, J.-P., Vleugels, J.: Preparation and indirect selective laser sintering of alumina/PA microspheres. Ceram Int. 38(2), 1241–1247 (2012) 34. Cardon, L., et al.: Polystyrene-coated alumina powder via
disper-sion polymerization for indirect selective laser sintering applica-tions. J Appl Polym Sci. 128(3), 2121–2128 (2013)
35. Deckers, J., Kruth, J.-P., Cardon, L., Shahzad, K., Vleugels, J.: Densification and geometrical assessments of alumina parts pro-duced through indirect Selective Laser Sintering of alumina-polystyrene composite powder. Stroj Vestn - J Mech Eng. 59(11), 646–661 (2013)
36. Liu, K., Shi, Y., He, W., Li, C., Wei, Q., Liu, J.: Densification of alumina components via indirect selective laser sintering combined with isostatic pressing. Int J Adv Manuf Technol. 67(9–12), 2511– 2519 (2012)
37. Tang, H.-H., Chiu, M.-L., Yen, H.-C.: Slurry-based selective laser sintering of polymer-coated ceramic powders to fabricate high strength alumina parts. J Eur Ceram Soc. 31(8), 1383–1388 (2011) 38. Hinczewski, C., Corbel, S., Chartier, T.: Ceramic suspensions suit-able for stereolithography. J Eur Ceram Soc. 18(6), 583–590 (1998) 39. Chartier, T., Chaput, C., Doreau, F., Loiseau, M.: Stereolithography of structural complex ceramic parts. J Mater Sci. 37(15), 3141– 3147 (2002)
40. Eckel, Z.C., Zhou, C., Martin, J.H., Jacobsen, A.J., Carter, W.B., Schaedler, T.A.: Additive manufacturing of polymer-derived ce-ramics. Science. 351(6268), 58–62 (2016)
41. Wang, J.-C.: A novel fabrication method of high strength alumina ceramic parts based on solvent-based slurry stereolithography and sintering. Int J Precis Eng Manuf. 14(3), 485–491 (2013)
42. Cordingley, R., Kohan, L., Ben-Nissan, B., Pezzotti, G.: Alumina and zirconia bioceramics in orthopaedic applications. J Australas Ceram Soc. 39(1), 20–28 (2003)
43. Bertrand, P., Bayle, F., Combe, C., Goeuriot, P., Smurov, I.: Ceramic components manufacturing by selective laser sintering. Appl Surf Sci. 254(4), 989–992 (2007)
44. Liu, Q., Danlos, Y., Song, B., Zhang, B., Yin, S., Liao, H.: Effect of high-temperature preheating on the selective laser melting of yttria-stabilized zirconia ceramic. J Mater Process Technol. 222, 61–74 (2015) 45. Liu, Q., Song, B., Liao, H.: Microstructure study on selective laser melting yttria stabilized zirconia ceramic with near IR fiber laser. Rapid Prototyp J. 20(5), 346–354 (2014)
46. Shahzad, K., Deckers, J., Zhang, Z., Kruth, J.-P., Vleugels, J.: Additive manufacturing of zirconia parts by indirect selective laser sintering. J Eur Ceram Soc. 34(1), 87–95 (2014)
47. Waetjen, A.M., Polsakiewicz, D.A., Kuhl, I., Telle, R., Fischer, H.: Slurry deposition by airbrush for selective laser sintering of ceramic components. J Eur Ceram Soc. 29(1), 1–6 (2009)
48. Mazzoli, A.: Selective laser sintering in biomedical engineering. Med Biol Eng Comput. 51(3), 245–256 (2012)
49. Salmoria, G.V., Fancello, E.A., Roesler, C.R.M., Dabbas, F.: Functional graded scaffold of HDPE/HA prepared by selective la-ser sintering: microstructure and mechanical properties. Int J Adv Manuf Technol. 65(9–12), 1529–1534 (2013)
50. Savalani, M.M., Hao, L., Harris, R.A.: Evaluation of CO2 and Nd: YAG lasers for the selective laser sintering of HAPEX®. Proc Inst Mech Eng Part B J Eng Manuf. 220(2), 171–182 (2006) 51. Zhang, Y., Hao, L., Savalani, M.M., Harris, R.A., Tanner, K.E.:
Characterization and dynamic mechanical analysis of selective laser sintered hydroxyapatite-filled polymeric composites. J Biomed Mater Res A. 86A(3), 607–616 (2008)
52. Wiria, F.E., Leong, K.F., Chua, C.K., Liu, Y.: Poly-ε-caprolactone/ hydroxyapatite for tissue engineering scaffold fabrication via selec-tive laser sintering. Acta Biomater. 3(1), 1–12 (2007)
53. Eosoly, S., Brabazon, D., Lohfeld, S., Looney, L.: Selective laser sintering of hydroxyapatite/poly-ε-caprolactone scaffolds. Acta Biomater. 6(7), 2511–2517 (2010)
54. Tan, K.H., et al.: Scaffold development using selective laser sintering of polyetheretherketone–hydroxyapatite biocomposite blends. Biomaterials. 24(18), 3115–3123 (2003)
55. Lorrison, J.C., Dalgarno, K.W., Wood, D.J.: Processing of an apatite-mullite glass-ceramic and an hydroxyapatite/phosphate glass composite by selective laser sintering. J Mater Sci Mater Med. 16(8), 775–781 (2005)
56. Scalera, F., Esposito Corcione, C., Montagna, F., Sannino, A., Maffezzoli, A.: Development and characterization of UV curable epoxy/hydroxyapatite suspensions for stereolithography applied to bone tissue engineering. Ceram Int. 40(10), 15455–15462 (2014)

![Table 1 Absorption of powder materials for Nd:YAG and CO 2 laser wavelengths [7]](https://thumb-eu.123doks.com/thumbv2/123doknet/3030600.85276/4.892.75.435.157.368/table-absorption-powder-materials-nd-yag-laser-wavelengths.webp)
![Fig. 3 Examples of ceramic parts manufactured by stereolithography. a SiC ceramic mesh manufactured by HRL (Courtesy of HRL Laboratories, Photo by Dan Little) [40] b Alumina parts (Courtesy of CTTC)](https://thumb-eu.123doks.com/thumbv2/123doknet/3030600.85276/7.892.209.686.961.1073/examples-manufactured-stereolithography-manufactured-courtesy-laboratories-alumina-courtesy.webp)
