La mise en forme des poudres d'aciers
Texte intégral
Figure

Documents relatifs
Après avoir détaillé dans une première partie les aspects théoriques de la grossesse prolongée et de la détermination du terme de la grossesse, nous rapporterons une
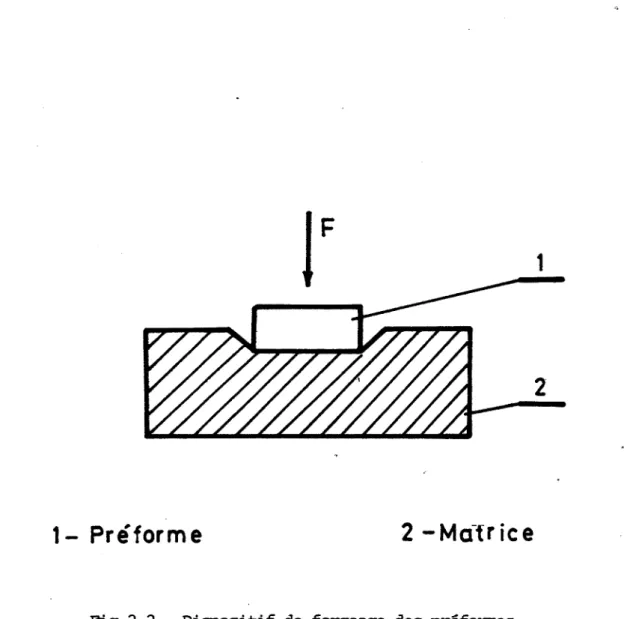
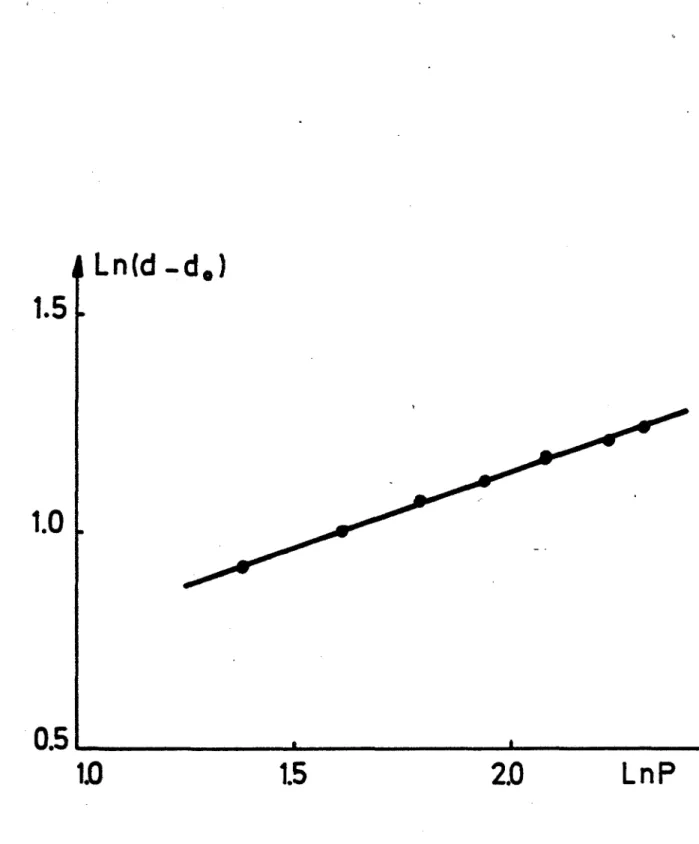
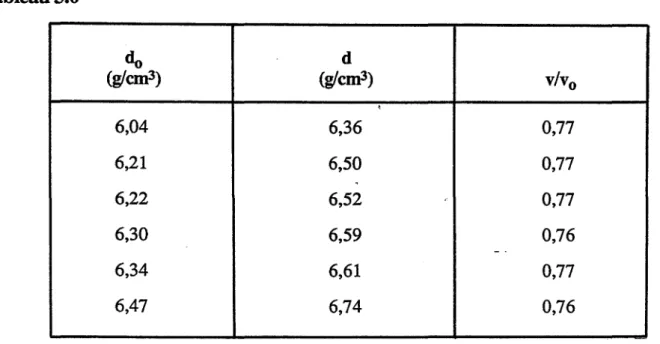
Afin d’analyser et d’étudier l’influence de la teneur en eau sur les résultats d’un essai de compression en matrice, nous avons réalisé un essai sur la poudre
Construire le diagramme d’OM de H 3 en admettant que les deux orbitales les plus hautes en énergie sont dégénérées.. Si A est un élément de la seconde période, quelles OA
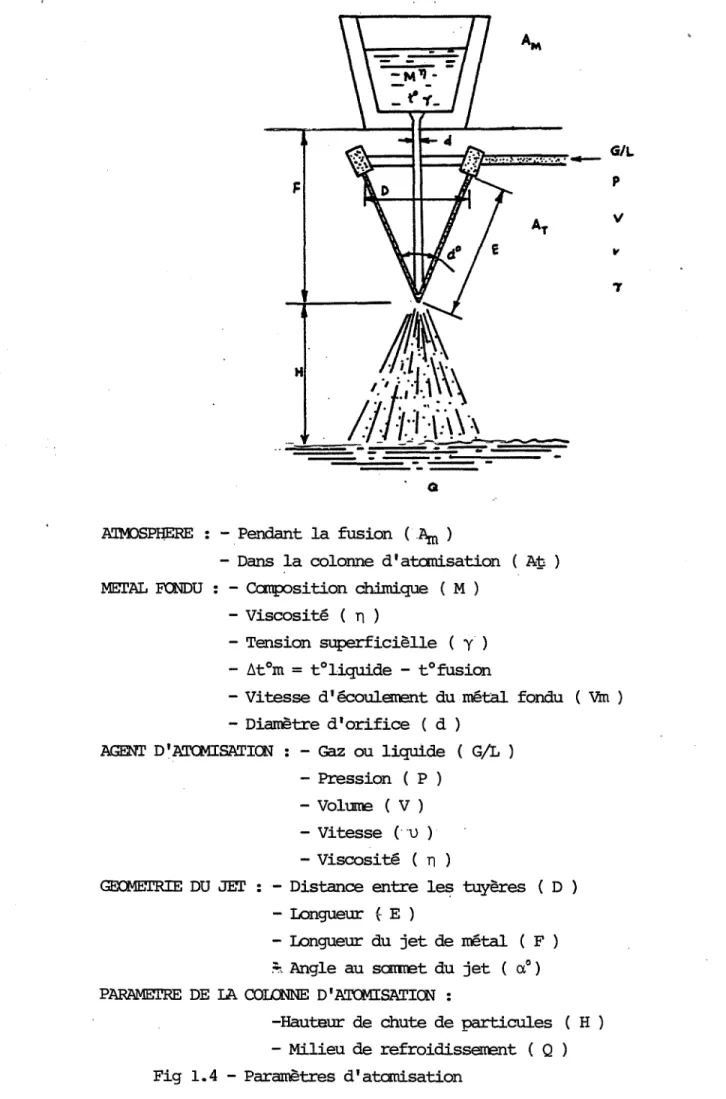
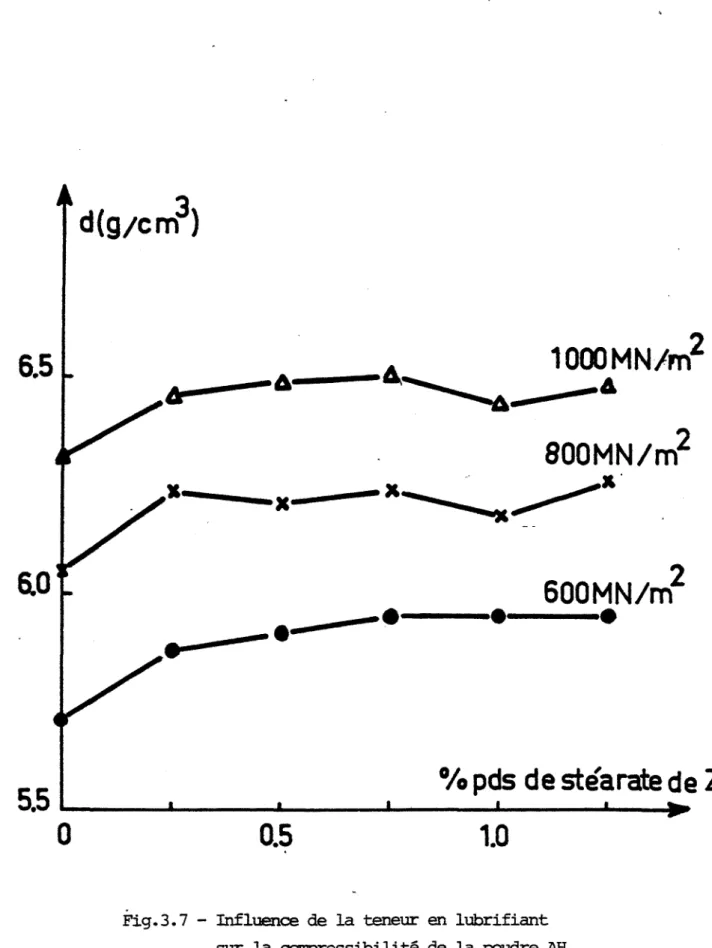
Un moyen efficace de pallier ces difficultés au niveau du procédé ou de l'utilisation des produits consiste à mettre en forme les poudres, et
De plus dans cette procédure de résolution, comme nous l'avons fait remarquet dans l'introduction générale, formuler le problème à résoudre dans un cadre quadratique
If the leader has chosen to associate a syndicate, a specialized syndicate will improve project profitability in the case of a good project, and an experienced syndicate
Cette baisse est observée pour chaque tranche d’âge, indépendamment de maladie rénale primitive, et était particulièrement importante pour l’activité des greffes préemptives
