Méthode de mise en forme par embossage de tôles sous
excitations pour améliorer le comportement vibratoire
d’une structure en basses fréquences
Mémoire
Maxime Lamy
Maîtrise en génie mécanique - avec mémoire
Maître ès sciences (M. Sc.)
Méthode de mise en forme par embossage de tôles
sous excitations pour améliorer le comportement
vibratoire d’une structure en basses fréquences
MémoireMaxime Lamy
Sous la direction de:
Yves St-Amant, directeur de recherche Denis Rancourt, codirecteur de recherche
Résumé
Le contexte automobile actuel pousse les industriels à innover pour réduire à la fois l’impact énergétique et la consommation en hydrocarbure de leurs véhicules. Un accent particulier a donc été mis sur l’allègement structural des véhicules. Dans le cadre des véhicules récréatifs, cet allègement se traduit par l’augmentation de l’utilisation des tôles formées notamment dans les zones de transmission d’effort et amène de nouveaux besoins pour la conception. En effet, des comportements vibratoires problématiques en basses fréquences de ces tôles ont été mis en avant sur des véhicules récréatifs au stade de prototype. Il est alors nécessaire de proposer une méthode de conception de ces tôles réceptrices d’excitation, pour améliorer le comporte-ment vibratoire en basses fréquences d’une structure au stade de prototype. Pour cela trois outils techniques sont développés, le premier pour la prise en compte des efforts à l’aide d’une cartographie de mobilité, le second pour guider les modifications de raideur des tôles avec une cartographie de contraintes différentielles et le dernier avec un outil de mise en forme pour appliquer ces modifications de raideur par embossage. La méthode est alors présentée et appliquée à partir de ces trois outils sur des cas d’application statiques et dynamiques. Pour une tôle seule encastrée excitée dynamiquement, les résultats démontrent une diminution de l’énergie cinétique stockée de 76.07%, ceci sur une bande de basses fréquences ([0,500]Hz) par rapport à un cas de référence. Un cas de véhicule récréatif simplifié est aussi réalisé sous exci-tations moteur réelles sur une bande fréquentielle ([0,500]Hz), l’assemblage de tôles couplées présente alors une diminution de 13.51% de l’énergie cinétique stockée après l’application de la méthode proposée. L’application de la méthode permet donc d’améliorer le comportement vibratoire des structures considérées en basses fréquences.
Table des matières
Résumé ii
Table des matières iii
Liste des tableaux v
Liste des figures vi
Remerciements ix
Avant-propos x
0 Introduction 1
0.1 Mise en contexte du mémoire . . . 1
0.2 Problématique . . . 2
0.3 Objectifs principal et spécifiques . . . 2
0.4 Organisation du mémoire . . . 3
1 État de l’art 5 1.1 Introduction de l’état de l’art . . . 5
1.2 Définition des critères de conception requis pour guider le comportement vibratoire d’une structure au stade de prototype . . . 5
1.3 Prendre en compte les excitations en entrée des tôles pour modifier leur comportement vibratoire . . . 11
1.4 Guider la modification du comportement vibratoire des tôles en basses fré-quences . . . 13
1.5 Génération rapide de solutions de conception par embossage . . . 18
1.6 Résumé de l’état de l’art et étapes de conception proposées . . . 25
2 Développement d’outils pour guider la conception vibratoire des tôles sous excitation dans une structure 27 2.1 Introduction du chapitre . . . 27
2.2 Outil de guidage pour le positionnement des excitations en entrée . . . 28
2.3 Outil topographique pour le ciblage des zones à raidir . . . 43
2.4 Outil de mise en forme par embossage . . . 59
2.5 Conclusion du chapitre . . . 69
3 Proposition et application d’une méthodologie de conception vibratoire
3.1 Introduction du chapitre . . . 71
3.2 Proposition d’une méthode d’aide à la conception vibratoire des tôles
récep-trices d’excitation. . . 72
3.3 Cas 1 : Application de la méthode à un cas statique de la documentation
scientifique . . . 74
3.4 Cas 2 : Application de la méthode à un cas dynamique de tôle encastrée . . 78
3.5 Cas 3 : Cas d’application dynamique d’une structure simplifiée de véhicule 88
3.6 Conclusion du chapitre . . . 95
Conclusion 96
Bibliographie 99
A Hypothèses basées sur l’Analyse Statistique de l’Énergie 103
B Déplacement des déformées modales du mode 1 de la plaque encastrée
formée par embossage 106
C Cartographie de contrainte et mise en forme par embossage pour
l’ap-proche modale 110
D Excitations fréquentielles en entrée du châssis de structure simplifiée
du cas industriel 112
E État des contraintes de Von Mises dans les tôles formées par embossage
Liste des tableaux
1.1 Répartition des types de pièces en nombre et en masse d’un châssis de
Mercedes-Benz SL [1] . . . 6
1.2 Lignes directrices pour la mise en place de l’embossage dans les tôles . . . 23
2.1 Dimensions géométriques et propriétés du matériau pour le modèle du cas de
validation de l’outil de cartographie de mobilité . . . 37
2.2 Répartition des modes au sein des six premières bandes fréquentielles considérées 42
3.1 Dimensions géométriques et propriétés du matériau pour le modèle du cas
d’étude statique. . . 75
3.2 Énergie cinétique moyenne stockée par la tôle encastrée sur la bande de
fré-quence 0-500Hz, selon le cas d’étude . . . 87
3.3 Énergie cinétique stockée par les tôles structurantes et la tôle du châssis sur la
Liste des figures
1.1 Évolution du coût par pièce en kg dans une structure automobile en fonction du volume de production. Tôles formées en rouge, pièces moulées en noir, pièces
extrudées en vert. [1] . . . 7
1.2 Répartition des tôles dans un châssis de Mercedes-Benz SL(R231). [1] . . . 8
1.3 Comparaison du déroulement des phases de conception suivant la rapidité de génération de solutions par simulations. [2] . . . 10
1.4 Cartographie de mobilité entre 100 et 160 Hz sur un plancher de véhicule.[3] . . 13
1.5 Tracé des fonctions de transfert en régime permanent d’une réponse forcée d’un système à un degré de liberté pour différentes valeurs du taux d’amortissement. 15 1.6 Représentation de l’application de la méthode du gradient H1 appliqué à une tôle. [4] . . . 17
1.7 Représentation simplifiée de la modification du moment d’inertie géométrique I~z local par l’ajout d’embossage. . . 19
1.8 Représentation de la déformée statique d’une poutre en porte-à-faux sans (à gauche) puis avec (à droite) un embossage placé en fonction du champ de contrainte principal. [5] . . . 19
1.9 Modélisation FEM du cas d’une poutre en flexion statique et représentation du champ de contraintes principales maximales.. . . 21
1.10 Représentation par blocs du processus d’optimisation de l’embossage pour la fabricabilité.[6] . . . 24
1.11 Représentation de l’amincissement (s1 < s0) d’épaisseur des tôles lors de la mise en forme par embossage .[7] . . . 25
1.12 Schéma de la chaîne de conception établie par la méthode proposée. . . 26
2.1 Modèle à 1 DDL sous un effort appliqué. . . 29
2.2 Modèle à N DDL sous un effort appliqué. . . 30
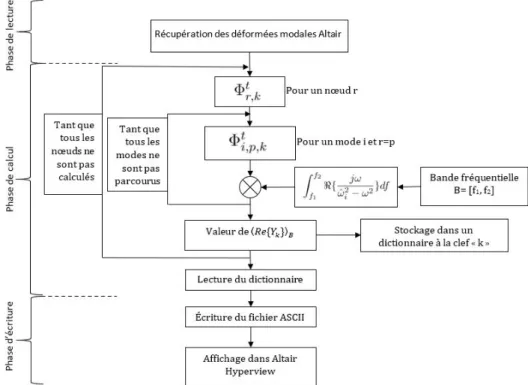
2.3 Architecture simplifiée des étapes effectuées par l’outil de cartographie de mo-bilité codé sous Python. . . 34
2.4 Architecture d’un dictionnaire Python appliquée à la gestion des modes pour la cartographie de mobilité. . . 35
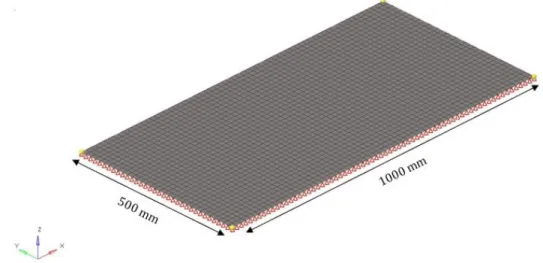
2.5 Modèle élément finis du cas de validation de la cartographie de mobilité. . . 36
2.6 Mise en place du modèle éléments finis pour la réponse fréquence à un effort unitaire au noeud 556. . . 38
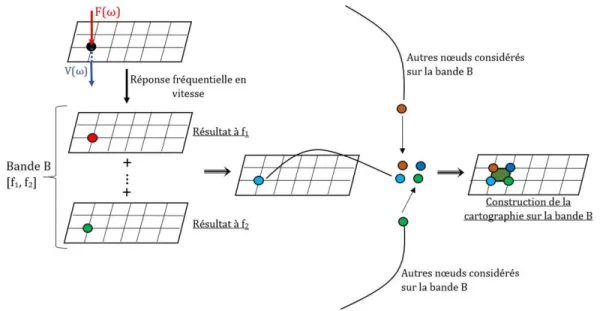
2.7 Schéma de la construction des valeurs de mobilités par l’approche en réponse fréquentielle. . . 38
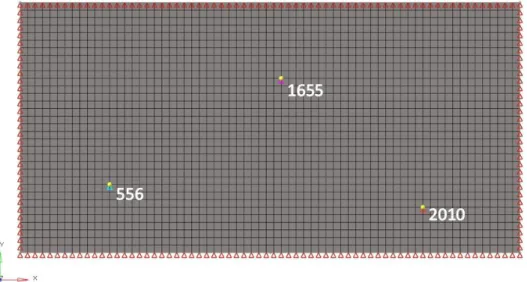
2.8 Répartition des noeuds de validation sélectionnés sur le modèle éléments finis. . 39
2.10 Courbes comparatives de la mobilité obtenue par noeud pour la validation de
l’outil de cartographie de mobilité. . . 41
2.11 Recouvrement modal en fonction des bandes fréquentielles considérées. . . 42
2.12 Tracé de l’amplitude de la composante d’effort suivant l’axe ~z d’un moteur sur
un véhicule récréatif en fonction de la fréquence et des RPM du moteur. . . 49
2.13 Tracé Matlab des amplitudes d’excitation des ordres du moteur Rotax
mono-cylindre en fonction des RPMs et de la fréquence.. . . 50
2.14 Sélection arbitraire d’une plage de RPM du moteur Rotax monocylindre considéré. 51
2.15 Tracé de l’excitation fréquentielle obtenue suite à la sommation de la compo-sante d’effort FΩ
r,x(ω) entre 0 RPM et 8000 RPM . . . 52
2.16 Schéma-bloc de l’architecture de l’outil de cartographie différentiel de contraintes
générales. . . 54
2.17 Modèle par éléments finis du cas de validation de la cartographie de contrainte. 56
2.18 Présentation de l’information modale en déplacement et en contrainte des modes
1,2 et 3 de la tôle encastrée de validation. . . 56
2.19 Représentation schématique de la sommation des champs de contrainte de la réponse fréquentielle entre 50Hz et 80Hz avec les cartographies calculées à 50Hz,
65Hz, et 80Hz. . . 57
2.20 Cartographies de contraintes générales issues de l’outil de cartographie
différen-tiel et de la méthode de validation par FRF.. . . 58
2.21 Approche géométrique appliquée pour la modification des modèles éléments finis. 59
2.22 Illustration de la condition d’orientation du sens d’embossage et de sa limite. . 61
2.23 Fonction de lissage avec la représentation de ses paramètres r et β. . . 63
2.24 Représentation graphique de la détermination de la contrainte seuil en fonction
de la répartition du nombre d’éléments dans les pièces. . . 64
2.25 Architecture de l’outil d’embossage. . . 65
2.26 Cartographie de contraintes principales maximales du champ différentiel de
contrainte pour la tôle encastrée entre 50 et 80 Hz. . . 67
2.27 Tôle embossée obtenue suite à l’application de l’outil d’embossage au cas de la
tôle encastrée entre 50 et 80Hz. . . 68
2.28 Application de l’outil « Element Cleanup » d’Altair pour cibler et corriger les
irrégularités de définition du maillage embossé. . . 69
3.1 Organigramme de la méthode de conception proposée. . . 73
3.2 Modèle par éléments finis du cas d’application statique. . . 74
3.3 Visuels de la simulation de déformation statique de la tôle et du résultat. . . . 75
3.4 Résultat de la cartographie de contraintes principales maximales. . . 76
3.5 Tracé de la fonction de lissage pour la mise en place d’embossage pour
l’appli-cation au cas statique. . . 77
3.6 Comparaison des résultats entre les outils de la méthode proposée et la solution
de Albers et al. . . 78
3.7 Modèle par éléments finis du cas d’application de la tôle encastrée. . . 79
3.8 Cartographie de mobilité suivant ~z appliquée entre 0 et 500Hz au cas de la tôle
encastrée. . . 80
3.9 Représentation de la zone de conception, des zones de plus faible mobilité, et
des noeuds d’application d’excitations sur la cartographie de mobilité. . . 80
3.10 Représentation du cas d’étude de la tôle encastrée avec l’application des
3.11 Représentation des résultats de l’outil de cartographie de contraintes générales. 82
3.12 Fonction de lissage pour la mise en place d’embossage pour le cas 2 - tôle encastrée. 83
3.13 Tôle embossée dans le cas de la tôle encastrée. . . 83
3.14 Définition modèle de tôle encastrée plane pour la FRF avec les noeuds
d’exci-tation (verts) et noeuds en sortie (gris) considérés. . . 85
3.15 Tracé en échelle linéaire et logarithmique des vitesses moyennes quadratiques
de chacun des trois cas de tôle encastrée.. . . 86
3.16 Modèle par éléments finis de la structure initiale du véhicule récréatif
commer-cialisé à l’étude.. . . 89
3.17 Représentation de la structure simplifiée considérée pour le cas industriel et
définition des pièces principales.. . . 90
3.18 Comparaison entre les structures initiales et simplifiées du cas industriel d’un
véhicule récréatif. . . 91
3.19 Représentation éclatée de la mise en forme par embossage de la structure
sim-plifiée d’un véhicule récréatif. . . 92
3.20 Courbes de vitesse moyenne quadratique. . . 93
B.1 Déformée en déplacement de la tôle encastrée référence pour à la première
fréquence propre . . . 107
B.2 Déformée en déplacement de la tôle encastrée après un embossage mémoire à
la première fréquence propre. . . 108
B.3 Déformée en déplacement de la tôle encastrée après un embossage modal à la
première fréquence propre . . . 109
C.1 Cartographie de contrainte du cas de tôle encastrée embossée par l’approche
modale. . . 110
C.2 Embossage appliqué à la tôle encastré pour l’approche modale. . . 111
D.1 Position et référence des noeuds d’entrée des excitations sur la structure simplifiée 112
D.2 Excitations fréquentielles de chaque composante d’effort au plot 904202 . . . . 113
D.3 Excitations fréquentielles de chaque composante d’effort au plot 904203 . . . . 113
D.4 Excitations fréquentielles de chaque composante d’effort au plot 1240960 . . . . 114
D.5 Excitations fréquentielles de chaque composante d’effort au plot 1240959 . . . . 114
D.6 Excitations fréquentielles de chaque composante d’effort au plot 3158420 . . . . 115
D.7 Excitations fréquentielles de chaque composante d’effort au plot 3158412 . . . . 115
E.1 Représentation du champ de contrainte équivalente de Von Mises de la structure
Remerciements
Je tiens à remercier toutes les personnes qui ont contribué à la réalisation de ma maîtrise et qui m’ont aidé lors de la rédaction de ce mémoire.
Je voudrais dans un premier temps remercier mon directeur de recherche Yves ST-AMANT, professeur titulaire au département de génie mécanique de l’Université Laval, pour sa patience, sa pédagogie et sa magnanimité depuis qu’il m’a intégré à son laboratoire. La rigueur, le pragmatisme et la pédagogie exemplaires dont il fait preuve au quotidien m’ont aidé, dans l’accomplissement de cette maîtrise, à monter en compétence et à grandir professionnellement. Je remercie également mon codirecteur de recherche Denis RANCOURT, professeur titulaire au département de génie mécanique de l’Université de Sherbrooke, pour son investissement dans l’orientation de mon projet de maîtrise, et pour son avis précis accompagné de conseils judicieux lors de nos rencontres.
Je présente aussi mes remerciements à Walid BELGACEM, ingénieur en recherche et déve-loppement au Centre de Technologie Avancées de Sherbrooke, pour le support technique qu’il m’a fourni, ainsi que son implication pour l’orientation et le déroulement de ma maîtrise. Je tiens enfin à témoigner toute ma reconnaissance aux personnes suivantes :
Monsieur Simon PAQUIN, tout d’abord pour son aide précieuse à la rédaction de ce mémoire. Ensuite, pour sa disponibilité, sa patience et sa précision tout au long de ma maîtrise afin de me guider lorsque nécessaire et de me procurer des conseils techniques et de méthodes qui ont grandement participé à perfectionner la qualité de mon travail.
Messieurs Benoît DUSSAULT, Marc-Antoine FORTIN et Alexandre TESSIER pour le support technique et moral apporté au quotidien au sein du Laboratoire de Systèmes Mécaniques Intelligents tout au long de ma maîtrise. L’atmosphère corporative et amicale présente grâce à eux a été plus que bénéfique pour le bon déroulement de ma maîtrise.
Enfin je souhaitais remercier mes parents et ma soeur, pour leur soutien indéfectible et leurs encouragements permanents malgré l’éloignement.
Avant-propos
Ce mémoire s’inscrit dans le cadre d’un partenariat de recherche entre l’Université Laval et le Centre de Technologies Avancées de Sherbrooke. Ce partenariat s’organise autour d’un projet de conception de structure nommé ATLAS qui vise à faire évoluer les méthodes de conception de nouveaux véhicules récréatifs. Le projet s’inscrit dans l’évolution suivie par l’industrie automobile ces dernières années, soit une volonté d’allégement structural des châssis. L’allègement structural affecte le comportement vibratoire ce qui a mené à définir une tâche de travail sur le confort vibratoire dans l’organisation du projet. Le besoin de conception soulevé et qui est au coeur de cette tâche touche particulièrement les pièces réceptrices des excitations en basses fréquence du moteur dans la structure.
Chapitre 0
Introduction
0.1
Mise en contexte du mémoire
Le contexte automobile actuel pousse les industriels à innover pour réduire à la fois l’impact énergétique et la consommation en hydrocarbure de leurs véhicules. Au cours de la dernière décennie, un accent particulier a donc été mis sur l’allègement structural des véhicules. Cet allègement structural est actuellement réalisé de deux manières. La première consiste à diver-sifier le choix des matériaux ce qui mène, entre autres, à une augmentation de l’utilisation de l’aluminium dans les châssis automobiles. La seconde consiste à réduire le nombre d’élé-ments rapportés et de pièces (p. ex. boulons, pièces intermédiaires) au profit de l’utilisation de pièces extrudées ou formées plus grandes. Ces deux solutions pour l’allègement amènent alors généralement la nécessité d’apporter des modifications géométriques à la structure afin de rencontrer les exigences de tenue mécanique (résistance, fatigue, etc.).
L’allègement et, a fortiori, la modification structurale d’un châssis impacte considérablement sa rigidité, et donc le confort vibratoire du véhicule. En effet, dans le cas de certains véhi-cules récréatifs, les modifications structurales du châssis dans les zones de transmission d’effort (telles que les zones d’ancrage du moteur) entraînent une détérioration notable du comporte-ment vibratoire du châssis. Il devient alors complexe de concevoir un nouveau véhicule à partir d’une version précédente, et de préserver un comportement vibratoire acceptable. L’ingénieur fait donc face à un défi de conception considérable pour améliorer le comportement vibratoire et la masse d’un châssis, à partir d’une structure de véhicule au stade de prototype.
En effet, dans le cadre de la conception d’une nouvelle structure de véhicule, les différentes étapes de conception requièrent un investissement d’ingénierie conséquent pour le développe-ment de solutions viables. Désormais les équipedéveloppe-mentiers automobiles veulent tendre vers une conception juste du premier coup et aboutir à la fabrication d’un seul prototype. La validation de la conception est alors à moindres coûts avant une mise en production éventuelle. À cet effet, dans l’industrie automobile actuelle, les méthodes de conception pour solutionner des
problèmes de comportement vibroacoustique existent pour améliorer des châssis de véhicule. Cependant, il est ardu de permettre la prise en compte du comportement vibratoire dès la phase de conception.
Les méthodes actuelles tendent principalement vers la résolution de problèmes apparents post-conception. L’industrie présente donc le besoin d’anticiper de potentiels comportements vi-bratoires problématiques, et de guider les modifications structurales avenantes dès le cycle de conception.
0.2
Problématique
Dans le cadre d’une nouvelle version de véhicules récréatifs, l’allégement du châssis peut ame-ner à une augmentation des vibrations causées par le moteur en basse fréquence, notamment en raison des modifications structurales du châssis autour du bloc moteur. Dans l’optique de la conception d’un nouveau véhicule récréatif, la problématique de ce mémoire est la suivante. Comment intégrer le comportement vibratoire en basses fréquences, dans la concep-tion des pièces réceptrices des efforts du moteur d’un véhicule récréatif au stade de prototype.
La problématique soulève donc le besoin d’établir une méthode de conception.
0.3
Objectifs principal et spécifiques
L’objectif principal du mémoire est alors de :Proposer une méthode de conception des tôles sous excitation moteur, pour amé-liorer le comportement vibratoire en basses fréquences d’une structure au stade de prototype.
Afin d’atteindre cet objectif principal, le mémoire passe à travers la validation de trois objectifs spécifiques qui sont :
— Réaliser un état de l’art qui permette de déterminer et détailler les étapes requises pour guider la phase de conception des pièces sous excitation dans une structure au stade de prototype.
— Développer des outils techniques qui permettent de réaliser ces étapes de conception pour des tôles réceptrices des excitations.
— Proposer et appliquer une méthode de conception qui se base sur ces outils afin de générer des solutions de conception.
0.4
Organisation du mémoire
Ce mémoire s’articule autour de trois parties qui répondent respectivement aux objectifs spé-cifiques précédents.
Chapitre 1 : État de l’art
Le mémoire s’organise tout d’abord autour d’un état de l’art. Ce dernier a pour but de détermi-ner et détailler les étapes requises pour guider la phase de conception des tôles sous excitation dans une structure au stade de prototype afin d’améliorer le comportement vibratoire du châssis. Ainsi, l’état de l’art porte d’abord l’attention sur l’évolution des châssis allégés en aluminium ces dernières décennies. Le choix de porter le travail de ce mémoire sur les tôles ré-ceptrices d’excitation est alors justifié. Des travaux supportent ensuite la définition de critères de conception requis pour considérer le comportement vibratoire des tôles réceptrices d’exci-tation d’une structure. Les résultats et développements d’articles présentés permettent alors de définir les étapes de conceptions liées à chacun de ces requis. Enfin le besoin de développer trois outils techniques pour appliquer ces étapes de conception est mis en avant.
Chapitre 2 : Développement d’outils pour guider la conception vibratoire des tôles sous excitation dans une structure
Ce chapitre développe des outils techniques qui permettent de réaliser les étapes de conception présentées précédemment pour des tôles réceptrices des excitations. Pour cela, les trois outils techniques nécessaires à la réalisation des caractéristiques requises établies lors de l’état de l’art sont définis. Pour chaque étape de conception correspondante, l’outil technique est donc développé dans ce chapitre. Ainsi, un outil de guidage pour le positionnement des excitations appliquées aux tôles est développé. Il permet de prendre en compte ces excitations pour modi-fier le comportement vibratoire des tôles. Ensuite, un outil topographique de ciblage des zones à raidir permet de guider la modification du comportement vibratoire des tôles. Enfin, un outil de mise en forme par embossage des tôles permet de générer une solution de conception. Ces outils sont validés indépendamment les uns des autres avec des résultats de référence. Le concepteur a donc la capacité d’adapter son utilisation des outils pour mieux cibler ou anticiper certains problèmes vibratoires auxquels il est confronté. Afin de réaliser les requis de conception formulés, une méthode qui respecte les étapes de conception correspondantes est proposée.
Chapitre 3 : Proposition et application d’une méthodologie de conception vibra-toire pour les structures de tôles sous excitation
Basé sur les étapes de conception définies au chapitre 1 et les outils définis au chapitre 2. Ce chapitre propose d’abord une méthodologie de conception vibratoire pour les structures qui présentent des tôles réceptrices d’excitation. La méthode proposée est d’abord appliquée sur un cas de tôle en déformation statique et comparée à des travaux existants. Un cas dynamique de
tôle réceptrice d’excitation est ensuite réalisé. Dans ce cas, la méthode proposée est comparée à une approche plus classique de conception des tôles, i.e une approche modale. Enfin, pour élargir le champ d’application de la méthode, un cas plus complexe de structure simplifiée de véhicule récréatif est réalisé avec l’application d’excitations de moteur. Ce chapitre vient clore les objectifs spécifiques définis et permet de conclure sur l’applicabilité de la méthode proposée vis-à-vis de l’objectif général du mémoire.
Chapitre 1
État de l’art
1.1
Introduction de l’état de l’art
Cet état de l’art a pour objectif de déterminer et détailler les critères requis pour guider la phase de conception des tôles sous excitations dans une structure au stade de prototype. Dans un premier temps, la section 1.2vise à définir les pièces les plus pertinentes à étudier dans la construction des châssis actuels, et établir des critères de conception requis pour considérer leur comportement vibratoire. Ceci permet notamment de dégager une tendance de la conception automobile actuelle vers l’utilisation abondante des tôles. Dans un second temps, la section 1.4 a pour but de guider la modification du comportement vibratoire des tôles en basses fréquences. La section1.5 présente alors des travaux afin de générer rapidement des solutions de conception dont le comportement vibratoire est modifié. Enfin la section1.3présente des travaux qui permettent de prendre en compte les excitations en entrée des tôles pour modifier leur comportement vibratoire.
1.2
Définition des critères de conception requis pour guider le
comportement vibratoire d’une structure au stade de
prototype
L’attention est d’abord portée sur l’évolution des châssis allégés en aluminium ces dernières décennies, afin de justifier le travail de ce mémoire sur les tôles réceptrices d’excitation. Les critères de conception requis pour considérer le comportement vibratoire de telles tôles dans une structure sont ensuite abordés.
1.2.1 Les tôles : pièces charnières des structures de véhicules allégés
L’évolution vers un allégement des châssis automobile est le sujet principal du rapport de l’Association Européenne de l’Aluminium (AEA) [1]. Depuis les années 80, l’industrie a mis
un fort accent sur l’introduction de l’aluminium dans les châssis pour la grande distribution. En effet, l’aluminium permet de faciliter grandement l’allégement des structures. Il est à noter que les informations présentées dans cette sous-section proviennent essentiellement du rapport de l’AEA.
Une prépondérance des tôles pour alléger les structures
Afin de rencontrer des caractéristiques mécaniques convenables pour les tôles en aluminium, des modifications structurales sont nécessaires (p.ex la modification des épaisseurs des tôles, la mise en place d’extrusions d’aluminium à sections variables, l’utilisation de tôles formées ou de pièces moulées en aluminium, etc.). Ces modifications structurales impactent plus particu-lièrement trois types de pièces autour desquelles s’articule l’évolution récente de la conception des châssis :
— des tôles formées qui rigidifient la structure ;
— des pièces extrudées qui supportent les charges (pièces structurales) ; — des pièces moulées en aluminium de jointure .
Comme le montre le tableau 1.1 tiré du rapport de l’AEA pour un châssis de Mercedes-Benz SL, les tôles formées représentent plus de 49% des pièces du châssis pour seulement 18% de la masse embarquée. À l’inverse, tous les autres types de pièce présentent un ratio de participation en masse plus élevé que la participation en pièce. De plus, le rapport met en avant que les tôles formées en aluminium accèdent à des raideurs en flexion similaires à celles de l’acier lorsque leur épaisseur est augmentée de 40%, la diminution de masse peut alors atteindre 50%. TABLEAU 1.1 – Répartition des types de pièces en nombre et en masse d’un châssis de
Mercedes-Benz SL [1]
Nombre Masse des Participation Participation de pièces pièces (kg) en masse en pièce
Tôles formées Alu 75 46.26 18% 49%
Pièces extrudées Alu 28 74.53 29% 18%
Pièces moulées Alu 33 115.65 45% 22%
Acier 16 20.56 8% 11%
Total 152 257 kg 100% 100%
Une solution de construction adaptée aux volumes de production des véhicules récréatifs
Dans le cadre d’une production à très faible volume dans un domaine, les tendances présentées par l’AEA et reprises à la figure1.1soulignent qu’un coût élevé intervient lors la fabrication de tôles formées et nécessite donc un investissement important. Les coûts des pièces extrudées et moulées sont alors moins importants. Toutefois, ces tendances montrent aussi que le coût des tôles formées devient rapidement inférieur à celui de pièces moulées pour les faibles volumes
de production, puis à celui des pièces extrudées pour les productions de taille moyenne dans un domaine. Ceci rend alors cette solution intéressante en considération de sa proportion d’utilisation et des volumes de production considérés pour les véhicules récréatifs. Toutefois, les tendances de coût indiquées dans la figure 1.1 pour les tôles en aluminium ne donnent qu’une indication approximative. En pratique, le coût réel des composants en aluminium variera considérablement puisque les formes des composants, les tolérances géométriques et les propriétés mécaniques requises influent sur le coût.
Figure 1.1 – Évolution du coût par pièce en kg dans une structure automobile en fonction du volume de production. Tôles formées en rouge, pièces moulées en noir, pièces extrudées en vert. [1]
Ces informations se traduisent en effet dans les proportions d’utilisation des tôles en aluminium dans les conceptions de ces dernières décennies. Un concept est présenté à la figure 1.2 avec un châssis ouvert de Mercedes-Benz SL qui traduit l’utilisation abondante des tôles par le constructeur. Les pièces extrudées en aluminium (en bleu) sont uniquement utilisées dans les zones réceptrices de charges comme le support du bloc moteur ou les attaches de suspension. Elles assurent donc la rigidité principale du châssis en tant que charnière pour le plancher ou l’habitacle. Les tôles moulées (en rouge) servent comme éléments de liaisons avec l’habitacle ou pour des pièces spécifiques (p.ex pièces de raccord). Enfin les tôles formées (en vert) complètent le châssis avec de grandes surfaces couvertes dans les zones structurales et utilitaires. Elles sont par ailleurs la principale composante de la frontière entre l’habitacle et le bloc moteur du véhicule.
Figure 1.2 – Répartition des tôles dans un châssis de Mercedes-Benz SL(R231). [1]
Le choix de s’intéresser aux tôles formées sous excitations d’excitations
Les tôles en aluminium sont donc un élément essentiel de la conception des châssis depuis quelques années. Dans le cadre des véhicules récréatifs spécifiquement, les tôles formées re-présentent un volume de production important et elles sont utilisées pour la réception des excitations ainsi que la rigidification des structures. De plus, les tôles formées présentent, de réels avantages en termes de coûts et de gain de masse. Il s’agit donc d’atouts majeurs pour la conception qui sont décisifs pour le comportement vibratoire d’une structure. Toutefois, le comportement vibratoire des structures est souvent peu expliqué et exploré, bien que garanti par les constructeurs à travers un critère de raideur globale des structures [1]. En outre, l’ajout de tôles allégées (i.e en aluminium) dans un châssis s’accompagne de modifications structu-rales, cela amène à penser que la raideur globale est un critère insuffisant pour garantir un comportement vibratoire décent. L’utilisation des tôles en aluminium nécessite donc d’explorer des solutions pour considérer les problématiques vibratoires lors de la phase de conception. En lien avec le domaine des véhicules récréatifs, le travail de ce mémoire portera donc sur la consi-dération de tôles formées réceptrices d’excitations pour l’amélioration du comportement vibratoire de structures au stade de prototype.
1.2.2 Caractéristiques requises pour guider la phase de conception des tôles sous excitation dans une structure au stade de prototype
L’insertion de tôles structurantes dans les châssis de véhicules est donc une réalité qui s’ac-croît. Toutefois, peu de travaux traitent des besoins que soulève la prise en compte de leur
comportement vibratoire lors de la phase de conception. Der Auweraer [8] est un des auteurs qui propose d’approcher la phase de conception par la prise en compte du comportement vi-bratoire des structures. Dans cette étude, pour guider son approche, Der Auweraer [8] propose alors quatre axes d’étude principaux. Ces axes sont détaillés ci-dessous et servent de support pour la définition des critères de conception qui sont considérés par la suite.
1. Prendre en compte des chargements fiables. La considération des excitations sur le châssis est importante dans le cadre de tôles structurantes. Les excitations issues de la chaîne de transmission doivent être prises en compte dans l’approche. Il y a alors trois différents niveaux d’intervention pour la conception autour de la chaîne de transmission des excitations (p.ex d’un moteur) :
— le bloc moteur ;
— les tôles structurantes de l’interface entre le bloc moteur et le châssis ; — les tôles non structurantes du châssis.
L’interface bloc moteur et châssis est la zone d’action qui présente le plus d’intérêt, puis-qu’elle fait intervenir les excitations du moteur et le comportement des tôles réceptrices. Des modèles simples peuvent être établis afin de prévoir les efforts injectés dans le châs-sis par ces tôles. Lors d’une nouvelle conception, les charges mesurées sur un véhicule de génération précédente ou un moteur similaire peuvent être utilisées. Toutefois, les modifications structurales apportées pour le comportement vibratoire et la modification probable du positionnement des tampons moteurs redéfinissent les efforts transmis. Ils sont alors spécifiques à la nouvelle conception du véhicule. Des échanges d’information entre la phase de positionnement des tampons moteur et de modification vibratoire du châssis sont donc habituellement nécessaires.
2. Fournir un ou plusieurs objectifs de conception qui servent de guide et de support de décision. En phase de conception les contraintes sont souvent multidisci-plinaires (p.ex : tenue en fatigue, comportement vibratoire, acoustique, tenue mécanique, etc.), et peuvent mener à des solutions de modification structurales divergentes. Pour y remédier, le procédé classique est d’avoir recours à des analyses de sensibilité. Plusieurs objectifs de disciplines distinctes sont alors pris en compte pour déterminer les critères de conception prépondérants et les optimiser. Il est donc nécessaire qu’une approche propose un critère de conception plutôt qu’une solution optimisée.
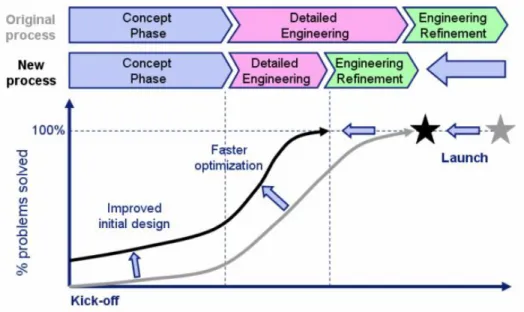
3. Réduire le temps de calcul. Une manière de procéder est de minimiser les itérations de conception pour diminuer au maximum le prototypage et ainsi diminuer les coûts. Le recours à de longues simulations et phases d’optimisations est donc à éviter. Des moyens comme l’identification de zones critiques dans la structure de châssis et la représentation simplifiée des modèles sont à privilégier pour guider les modifications de conception. La figure 1.3tirée des travaux de Donders et al.[2] met en avant la réduction du temps du processus de conception avec l’utilisation de ce type d’outil. La méthode est appliquée
afin d’améliorer les performances vibroacoustiques d’un habitacle simplifié (la fonction de transfert du bruit est observée) par optimisation d’embossage. La définition des zones critiques pour le comportement vibroacoustique permet d’améliorer significativement le concept initial (zone bleue) et donc d’augmenter la quantité de problèmes résolus dès la phase de conception. Par la suite, des simulations plus rapides basées sur des hypothèses justifiées (p.ex une base de décomposition modale) permettent d’accélérer le processus d’optimisation mené dans la phase d’ingénierie détaillée (zone rose). Par conséquent, une réduction du temps de réalisation des phases d’ingénierie est notée et un prototype peut être développé plus tôt (zone verte et sigle d’étoile). Toutefois, il est visible que l’application des travaux de Donders et al.[2] n’affecte que très peu la phase de conception initiale, c’est donc dans cette optique que le mémoire se place afin de proposer une méthode.
Figure 1.3 – Comparaison du déroulement des phases de conception suivant la rapidité de génération de solutions par simulations. [2]
4. Utiliser de l’information disponible. En phase de conception préliminaire, aucun modèle de départ n’est en principe disponible. Dans la réalité industrielle, très peu de projets démarrent à partir de rien et le développement est davantage un processus évolutif. La plupart des nouveaux concepts sont basés sur des structures précédentes définies par des modèles par éléments finis (FEM). L’approche peut alors s’orienter vers la modification de ces modèles FE suivant un ou des critères de conception à définir, pour améliorer le comportement vibratoire.
L’intégration du comportement vibratoire d’une structure en phase de conception s’effectue donc, avec l’information disponible, autour de trois critères de conception inspirés des travaux de Der Auweraer et al. [8] :
— Prendre en compte les excitations en entrée pour modifier le comportement vibratoire ; — Guider la modification du comportement vibratoire des tôles ;
— Générer rapidement une solution de conception . Ces trois critères sont précisés aux sections 1.3,1.5,1.4.
1.3
Prendre en compte les excitations en entrée des tôles pour
modifier leur comportement vibratoire
Lors de la phase de conception, le comportement vibratoire est souvent pris en compte avec une approche modale qui ne tient pas compte des excitations. Une solution de conception qui intègre le comportement vibratoire à la phase de conception d’une structure sans prendre en compte les excitations est d’abord présentée. Celle-ci justifie la nécessité de prendre en compte les excitations dans le cadre de ce mémoire. Ensuite, la prise en compte des excitations au sein de travaux d’optimisation de raideur des tôles issus de la documentation scientifique est présentée. La nécessité de considérer des excitations dynamiques sur une bande fréquentielle et de définir le positionnement des excitations est alors mise en avant. Enfin, les outils de conception existants qui permettent de prendre en compte des excitations dynamiques sont analysés.
1.3.1 Outils de conception vibratoire basés sur une analyse modale
L’utilisation d’outils topographiques pour soutenir la mise en place d’embossage pour améliorer des performances vibratoires est déjà mise à l’oeuvre dans de nombreux articles, sur la base d’utilisation du contenu modal des structures. Entre autres, Balasubramanian [9] applique une méthode modale basée sur les travaux de Subramanian [10] afin de raidir les planchers de véhicules automobiles. L’information topographique qui guide la mise en place d’embossage est alors basée sur la sommation de l’énergie de déformation des modes propres de la structure. Cette méthode repose donc sur des informations normalisées issues de l’analyse modale qui n’ont pas une grandeur concrète et ramène à la nécessité de prendre en compte des excitations réelles.
1.3.2 Prise en compte des excitations moteur dans les optimisations
Dans la documentation scientifique, lorsque la conception de tôles prend en considération les efforts moteurs, l’objectif majoritairement ciblé est de minimiser la puissance reçue par les pièces structurantes. Celui-ci se traduit alors souvent par la volonté de maximiser la raideur aux points d’application d’entrée des excitations. Ainsi, dans le cadre d’une plaque encastrée, Bordasch [11] fait intervenir un effort statique pour maximiser la raideur de la tôle suivant sa contrainte statique équivalente de Von Mises. Maressa et al.[12] sortent du cadre statique et considèrent un moment dynamique d’amplitude unitaire sur la plage de fréquences à l’étude
pour optimiser la fonction de transfert du bruit et diminuer la pression acoustique dans un habitacle. Ce type de considération des efforts moteurs réapparaît, avec Lee et al. [13] qui, dans un but vibratoire plutôt qu’acoustique, utilisent des efforts harmoniques unitaires. Une bande fréquentielle est alors considérée afin de définir la rigidité optimale des tampons moteurs et de la tôle structurante, ainsi que l’épaisseur de la tôle. Enfin, la prise en considération d’un effort non unitaire, qui est plus réaliste est proposée par Lu et al.[14]. Trois pics d’amplitude d’une excitation fréquentielle obtenue sur la plage d’activité du deuxième rapport de vitesse d’un véhicule sont considérés. Ces trois pics sont injectés dans le modèle afin de minimiser un pic fréquentiel de réponse en accélération à quatre points de contrôle du véhicule. Ces trois pics sont donc sélectionnés suite à l’étude du comportement critique du véhicule en fin de conception, une information qui n’est pas accessible au stade de prototype.
L’évolution de la prise en compte des efforts moteurs dans les apports de solutions vibratoires ces dernières années montre l’importance de la prise en compte du contexte fréquentiel réel d’excitation. Ensuite, la considération dynamique des efforts moteurs réels requiert d’évaluer une plage fréquentielle d’application. Toutefois les différentes approches présentées dans cette section s’inscrivent toutes dans le cadre de l’amélioration ou de la résolution de problèmes sur des véhicules existants. Or, en phase de conception le comportement critique du véhicule est rarement accessible, il est donc nécessaire de considérer les excitations sur l’intégralité de bandes fréquentielles choisies, que l’on soupçonne problématiques.
Cette prise en considération nécessite alors que l’emplacement des entrées d’excitations moteur sur les tôles soit déterminé. Il est donc nécessaire de définir le positionnement des entrées moteur sur le châssis.
1.3.3 Méthodes de conception vibratoire sous excitation
De nombreux outils utilisés en phase de conception permettent de tenir compte des excitations en entrée lorsqu’elles sont pleinement définies. Toutefois, au stade de prototype le position-nement des excitations (e.g l’emplacement des tampons moteurs) n’est habituellement pas bien défini. Ceci soulève la nécessité d’avoir un retour d’information sur le bon ou mauvais emplacement pour positionner ces excitations.
D’une part, l’analyse de premier ordre employée par Nishigaki et al. [15], Yannou et al. [16], Nakagawa et al.[17], Jang et al.[18], [19], se révèle très efficace pour modifier rapidement des paramètres de conception de modèles sous excitation. Elle consiste à assimiler des structures par la simplification des modèles qui caractérisent les pièces (p.ex représenter un cadre de châssis par un ensemble de poutres). Cependant l’application des efforts moteurs est faite sans évaluation ou remise en question de leur positionnement vis à vis des modifications apportées au modèle. Ce type d’outil ne donne donc pas de retour d’information pour le positionnement des excitations.
D’autre part les analyses de contribution faites par Mohanty et al.[20] évaluent les chemins de transfert dans une structure en fonction des excitations en entrée. Elles traduisent la partici-pation critique des pièces à une réponse acoustique ou vibratoire pour un effort donné, mais pas de guider le positionnement de cet effort.
Finalement, l’approche hybride par éléments finis et analyse statistique de l’énergie (FE-SEA) permet de simuler le comportement de modèles sur une bande fréquentielle plus large. Pour cela la combinaison de la précision des éléments finis en basses fréquences et d’une approche énergétique en plus haute fréquence est utilisée. Une approche qui est particulièrement per-tinente dans notre cas est alors celle de l’article de Gagliardini et al.[3]. Une cartographie de mobilité basée sur l’approche de FE-SEA est proposée pour déterminer le positionnement des efforts au sein d’une plage d’excitation fréquentielle tel qu’illustré à la figure1.4pour la bande de fréquence de 100 à 160 Hz. Les zones en bleu correspondent aux zones ayant la plus faible mobilité et où il est propice de positionner les excitations pour minimiser les vibrations sur cette plage de fréquence.
Figure 1.4 – Cartographie de mobilité entre 100 et 160 Hz sur un plancher de véhicule.[3]
1.4
Guider la modification du comportement vibratoire des
tôles en basses fréquences
Dans cette section on considère que les excitations sont définies autant au niveau de leur contenu fréquentiel que de leur positionnement. Dans cette situation, la modification du portement vibratoire des tôles, les propriétés physiques d’un système qui définissent ce com-portement sont d’abord revues. Dans le même temps, l’analyse de ces propriétés permet de mettre en avant celle qui présente le plus d’intérêt afin d’apporter des modifications en basses fréquences, soit la raideur. Enfin des solutions qui permettent de guider la modification des tôles pour modifier la raideur avec cette propriété sont évaluées.
1.4.1 Influence des propriétés du système
Dans le cadre d’une structure continue dissipatrice, le comportement vibratoire d’un système à 1 degrés de liberté en régime permanent se caractérise par l’équation 1.1. Dans le cadre d’une excitation forcée le rapport entre le déplacement X(ω) et l’effort appliqué F (ω) traduit alors une fonction de transfert qui s’écrit [21] :
X(ω) F (ω) =
1
k − mω2+ cω (1.1)
où ω est la pulsation d’excitation, = √−1 et m, c et k sont respectivement la masse, l’amortissement visqueux et la raideur du système. Une pulsation particulière caractérise alors la résonance du système. Elle est appelée pulsation naturelle et dépend de la raideur k et de la masse m du système, i.e. :
ω0 =
r k
m (1.2)
L’étude de la masse, de la raideur et de l’amortissement du système permet de conclure sur leur intérêt pour la modification du comportement vibratoire en basses fréquences.
Influence de l’amortissement: La figure1.5représente le comportement de la fonction de transfert X(ω)
F (ω) en fonction de la pulsation naturelle réduite r pour différentes valeurs de taux
d’amortissement ζ où :
r = ω
ω0 (1.3)
ζ = c
2√km (1.4)
La figure illustre avec l’équation 1.1, que la modification du taux d’amortissement joue sur l’amplitude du pic de réponse d’un système à la fréquence propre du mode considéré (f
f0 = 1). Un système non amorti présente un pic infini à ζ = 0 alors qu’un système suramorti à ζ = 0.5 n’en présente aucun. D’ordre général il est utile d’ajouter de l’amortissement dans les struc-tures pour en améliorer le comportement vibratoire. Toutefois, celui-ci s’applique une fois la structure conçue puisqu’il est compliqué d’anticiper son comportement final pendant la phase de conception. Une application industrielle actuelle répandue est l’application de matériau viscoélastique comme le détail Rao et al. [22]. De plus, l’équation 1.1 démontre que l’ajout d’amortissement est plus efficace à haute fréquence, car la matrice d’amortissement multiplie la pulsation d’excitation. À titre d’exemple, le Quietsteel [20] [23], utilisé principalement dans le domaine de l’automobile, consiste en un ajout d’amortissement par l’insertion de couches contraintes et est efficace sur un spectre fréquentiel supérieur à 1000 Hz.
Figure 1.5 – Tracé des fonctions de transfert en régime permanent d’une réponse forcée d’un système à un degré de liberté pour différentes valeurs du taux d’amortissement.
Influence de la masse : La modification de la de masse du système permet d’une part de modifier la fréquence propre des modes suivant l’équation 1.2, et donc leur participation au comportement vibratoire dans une bande fréquentielle donnée. Comme le montre l’équation
1.1, afin de minimiser la réponse en déplacement d’un système, il est intéressant d’augmenter sa matrice de masse. Avec la présence du terme ω2, l’effet apporté par la masse sera peu
intéressant en basses fréquences et contraire à la volonté d’allégement structural. Il est donc possible de considérer la masse comme une caractéristique physique fiable pour traiter le comportement des tôles en basses fréquences mais ce n’est pas le moyen le plus simple. Influence de la raideur : La modification de la raideur du système amène aussi à modifier les fréquences propres par une augmentation des raideurs équivalentes (équation 1.2). Cette volonté d’augmentation de la raideur concorde avec la participation de la matrice de raideur au sein de l’équation 2.1, afin de diminuer la réponse vibratoire de la structure. Ainsi, une augmentation de la raideur permet d’avoir un impact important en basses fréquences, avec la diminution de la réponse en déplacement du système et du nombre de modes propres. Pour finir, la modification de la raideur d’une tôle est simple à appliquer (p.ex modification de forme par matriçage) sans avoir d’impact conséquent sur sa masse et son amortissement.
Dans le cadre de plusieurs degrés de liberté, le système est caractérisé par K,M, C qui sont respectivement les matrices de raideur, de masse et d’amortissement du système. Ces matrices se diagonalisent dans la base constituée des vecteurs propres du système, appelée base modale. Ces vecteurs propres (appelés formes propres ou modes) sont orthogonaux entre eux. Ainsi, les équations comportementales du système se découplent et chacune caractérise un mode avec sa déformée propre. Chacun de ces modes participe et conditionne le comportement vibratoire
de la structure à travers trois données physiques : une masse modale mi, un amortissement
modal et une raideur équivalente ki. La pulsation propre de chaque vecteur propre ou mode
est alors définie par [21] :
ωi =
r ki
mi (1.5)
En résumé, la modification de raideur se présente comme la propriété du système la plus pertinente pour modifier le comportement fréquentiel des tôles en basses fréquences. L’état de l’art se poursuit alors sur les différentes solutions qui permettent une modification de la raideur des tôles.
1.4.2 Solutions et procédés pour modifier la raideur d’une tôle
Trois solutions sont principalement utilisées afin de modifier la répartition de raideur d’une tôle formée, soit : les optimisations topologiques, les optimisations de gradient forme (« Shape and Sizing ») et les optimisations topographiques. Il est donc intéressant d’évaluer à travers quels procédés ces différents types d’optimisation impactent la raideur.
Optimisation topologique d’homogénéisation :Les optimisations topologiques ont pour objectif de réorganiser la matière et sont utilisées de deux manières différentes pour modifier la raideur. D’une part, elles servent à inclure une anisotropie des propriétés des pièces, afin d’indiquer les zones à raidir. Cette approche est d’abord appliquée par Yang et al.[24] qui modifie la raideur d’une plaque par l’ajout et l’optimisation d’éléments poutre sur la surface. Au lieu d’ajouter des éléments poutre qui raidissent la structure suivant une direction précise, Luo et al.[25] réalisent des essais sur des tôles en intégrant des propriétés orthotropes de matériaux. L’optimisation de répartition de ce matériau orthotrope permet alors de traduire une modification locale de raideur. Ces travaux sont poursuivis en 2006 avec Jung et al.[26] qui appliquent des inclusions de matériel orthotrope par optimisation topologique pour chaque matériel considéré, ce qui permet d’affiner la structure suivant le chemin le plus raide. D’autre part, Lee et al. [27] utilisent l’optimisation d’homogénéisation pour cibler des zones de densité de matière qui, avec un fonction objectif de flexibilité, traduisent les zones propices à l’ajout de raideur. Dans ce cas l’optimisation topologique ne sert plus à disposer différents matériaux pour raidir une pièce, mais plutôt à répartir un même matériau pour cibler des zones à raidir. Optimisation de gradient de forme : Ce type d’optimisation revient régulièrement dans les articles récents avec l’utilisation de la méthode du gradient H1. Cette méthode expliquée et utilisée par Azegami [28], permet d’optimiser et de générer des formes lisses suivant une fonction objective. Azegami et al. utilisent cette méthode dans un cas poutre en flexion afin de maximiser sa raideur statique. Afin d’assurer une continuité entre la modification de forme et les conditions aux limites en présence, le gradient de forme des tôles est modifié par la méthode de traction appliquée dans un espace de Hilbert [29]. La figure 1.6 représente concrètement la mise en application de cette méthode qui consiste à modifier une surface suivant l’inverse
de son gradient de forme −Gn (souvent assimilé à son champ de vitesse). Une distribution d’efforts proportionnels à −Gn (illustrée par les flèches noires) est appliquée à la surface pour modifier sa forme A d’origine suivant une fonction objectif. Enfin, Shintani et al.[30] appliquent la méthode du gradient H1 à une tôle en porte-à-faux pour cibler topographiquement les zones propices à l’apport d’embossage sous différents efforts statiques. Dans ce même cadre, la méthode est reprise par [31] afin de maximiser la première fréquence propre d’une tôle en porte-à-faux.
Figure 1.6 – Représentation de l’application de la méthode du gradient H1 appliqué à une tôle. [4]
Optimisation topographique :D’ordre général, les optimisations topographiques donnent accès aux zones critiques vis-à-vis d’un critère de conception ou d’une fonction objectif pour mettre en place des modifications de forme (p.ex embossage, poinçonnage, etc.). Park et al. [32] définissent une optimisation topographique afin d’implémenter progressivement de l’em-bossage. Celui-ci se propage par éléments voisins critique suivant une fonction objectif de flexibilité. Par la suite, Maressa et al. [12] effectuent l’optimisation topographique d’une tôle pour un effort statique, afin de diminuer la fonction de transfert du bruit . Dans la même idée, ce type d’optimisation est employé par Donders et al. [2] afin de diminuer la pression sonore dans un habitacle, par l’ajout d’embossage sur les tôles à l’aide de l’outil TOSCA disponible commercialement.
En résumé, les optimisations topologiques, par homogénéisation et par gradient de forme sont utiles pour fournir des solutions optimales en phase de conception avancée. Elles sont par ailleurs gourmandes en itération et moins adaptées à la modification de forme des tôles. Au contraire notre contexte d’étude nécessite un outil qui fournit un support rapide et adapté au début de la phase de conception. L’objectif est de fournir une information concrète des zones à raidir dans un temps de calcul réduit, afin que le concepteur puisse considérer d’autres critères (fatigue, structuraux, etc.) en parallèle de ses choix de conception vibratoires. Pour ces raisons, l’optimisation topographique est plus adaptée à la prise en compte du comportement vibratoire des tôles pour ce mémoire. Elle peut être utilisée pour définir, suivant un objectif de conception, les zones propices à l’ajout d’embossage sur les tôles pour modifier leur raideur. La mise en place de ces schémas d’embossage permet par ailleurs de ne pas impacter la masse totale.
Ce mémoire se tourne donc vers l’utilisation d’une solution topographique pour guider la modi-fication du comportement vibratoire des tôles en basses fréquences. Désormais, il est nécessaire de déterminer un procédé qui permette de générer rapidement des solutions de conception où la raideur est modifiée. Pour cela, l’attention est portée sur la solution d’embossage déjà men-tionnée plus tôt.
1.5
Génération rapide de solutions de conception par
embossage
Afin de générer rapidement des solutions de conception pour lesquelles la raideur des tôles est modifiée, le procédé d’embossage est étudié. Ainsi, son lien avec la raideur est d’abord expliqué. Afin de maîtriser son utilisation pour générer des solutions, des travaux issus de la documentation scientifique supportent une stratégie de mise en application de l’embossage. Enfin, les lignes directrices pour une application technique efficace de l’embossage sont pré-sentées. En aparté, une section sur la fabricabilité des solutions vient justifier la non-prise en considération de l’étape de fabrication dans le cadre de ce mémoire.
1.5.1 Impact géométrique de l’embossage sur la raideur
Il est d’abord nécessaire de comprendre le lien entre le processus d’embossage et l’apport local de raideur. La figure 1.7 illustre, à titre indicatif, le cas d’une poutre en flexion en porte-à-faux. La poutre A présente un embossage de hauteur h(x) qui décale la fibre neutre et modifie localement le moment d’inertie géométrique I~z(x). La poutre B est une poutre droite
de référence. Le théorème Huyghens-Steiner, avec la définition du terme de déplacement δ, permet de démontrer que l’apport d’embossage augmente le moment d’inertie géométrique :
IA= I~z0(x) + δ (1.6a)
IB = I~z(x) (1.6b)
avec δ le terme de déplacement ou coefficient de Steiner [33] tel que :
Figure 1.7 – Représentation simplifiée de la modification du moment d’inertie géométrique I~z local par l’ajout d’embossage.
La raideur en flexion de chacune des poutres A et B présentées est respectivement égale à EIAet EIB, où E est le module de Young. L’augmentation de hauteur d’embossage cause une
augmentation du moment d’inertie géométrique local qui se traduit alors par l’augmentation de la raideur locale dans la poutre [34].
1.5.2 Critère de positionnement de l’embossage basé sur un champ de contraintes
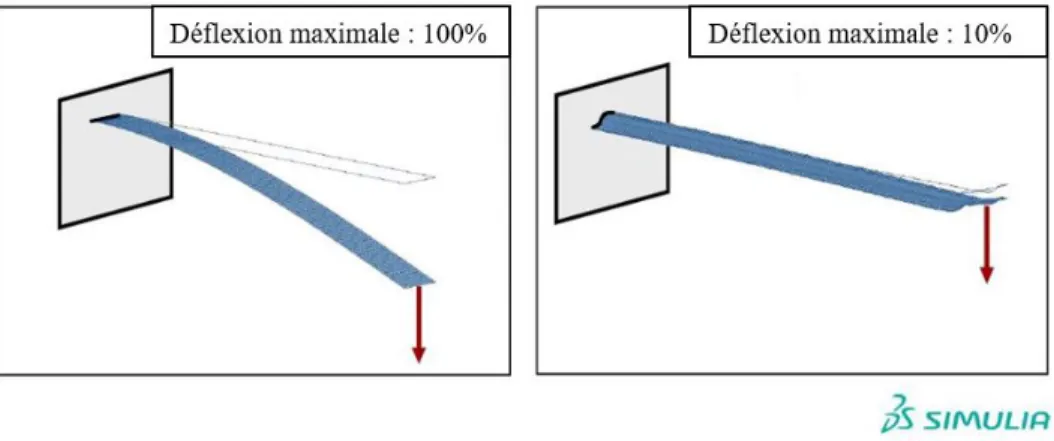
Utiliser l’embossage pour améliorer le comportement vibratoire nécessite d’établir un critère de conception qui guide la mise en place des bosses. L’amélioration du comportement vibratoire peut notamment se traduire par la diminution de l’amplitude du déplacement en flexion d’une pièce. La figure 1.8 illustre une application d’embossage tirée du guide de l’utilisateur de Dassault Tosca [5] basée en partie sur les travaux de Albers [33]. Elle représente une poutre en flexion statique en porte-à-faux avec un effort en bout considéré avant puis après application d’embossage. Dans ce cas une diminution de l’amplitude de déplacement en flexion de 90% est observée.
Figure 1.8 – Représentation de la déformée statique d’une poutre en porte-à-faux sans (à gauche) puis avec (à droite) un embossage placé en fonction du champ de contrainte principal. [5]
L’apport d’embossage permet donc d’observer une diminution importante de l’amplitude de la déformée en flexion. Il est maintenant nécessaire de mieux comprendre comment disposer l’embossage pour impacter le déplacement en flexion. Soit, le cas d’une poutre en flexion. La résistance des matériaux permet d’établir la relation entre l’amplitude de déplacement en flexion uy(x) et le moment d’inertie géométrique, soit :
d2uy(x)
dx2 =
σxx(x)
Ey (1.8)
où x est la position en abscisse considérée sur une fibre située à une distance en ordonnée y de la fibre neutre. Si la poutre est homogène et de section constante, l’intégration de l’équation (1.8) permet de définir le déplacement en flexion de la poutre uy(x) dans le cadre de petites
déformations, soit : uy(x) = Z Z x σxx(x) Ey dx 2 + ax + b, (a,b) ∈ R2 (1.9)
Cette équation souligne donc que dans un cadre statique à une fibre donnée y, l’importance de la déformée à une abscisse x de la poutre est corrélée avec la valeur de contrainte σxx à cette
abscisse. Afin d’atténuer le déplacement il est donc nécessaire de diminuer la contrainte σxx(x)
locale. Or géométriquement, le lien entre la contrainte principale en flexion σxx, le moment de
flexion Mf~z et le moment d’inertie géométrique I~z d’une poutre en déformation statique en flexion est donné par :
σxx =
Mf~z I~z
y (1.10)
Selon cette équation, l’augmentation locale du moment d’inertie géométrique I~z(x)permet de
diminuer la contrainte σxx(x). Donc, l’ajout d’embossage dans les zones de fortes contraintes
permet de diminuer efficacement l’amplitude de la déformée en flexion.
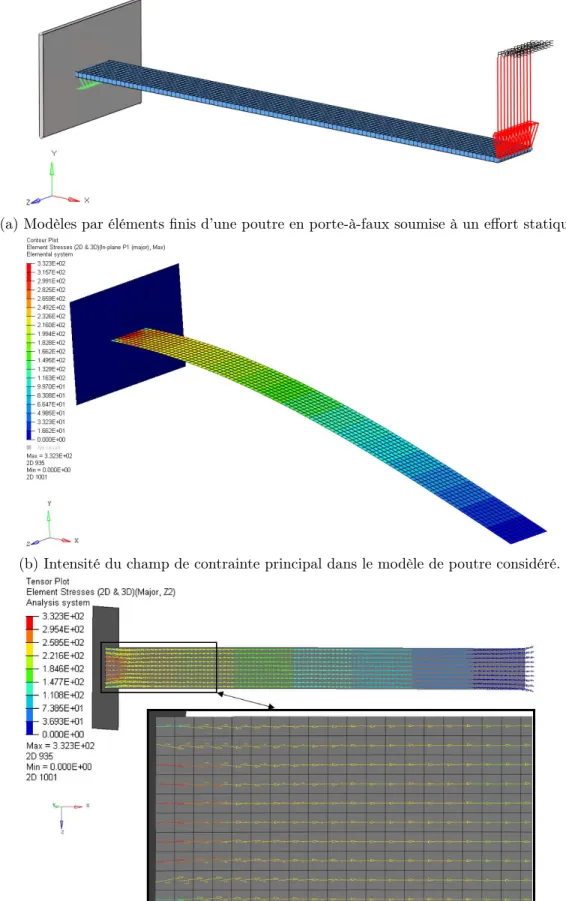
Comme l’explique Albers [33], considérer le champ de contraintes principales maximales comme critère de conception se généralise aux tôles avec un comportement dynamique. Dans un pre-mier temps, un tenseur différentiel des contraintes générales entre la membrane supérieure et inférieure est calculé et traduit les zones en flexion les plus importantes. Dans un second temps, la diagonalisation de ce tenseur donne accès aux contraintes principales correspondantes. La contrainte principale maximale permet donc de localiser la zone à laquelle l’embossage doit être appliqué. L’utilisation de l’intensité et de la direction du champ de contraintes principales maximales du tenseur différentiel est alors un critère pertinent, pour orienter la mise en place de l’embossage. À titre d’exemple, la figure1.9illustre (a) le modèle statique par éléments finis de la poutre en porte-à-faux étudiée à la figure 1.8, (b) l’intensité du champ de contraintes principales maximales dans la poutre ainsi que (c) leur orientation.
(a) Modèles par éléments finis d’une poutre en porte-à-faux soumise à un effort statique.
(b) Intensité du champ de contrainte principal dans le modèle de poutre considéré.
(c) Direction du champ de contrainte principale dans la poutre en flexion statique considérée.
Figure 1.9 – Modélisation FEM du cas d’une poutre en flexion statique et représentation du champ de contraintes principales maximales.
Afin de diminuer la déformée statique, l’équation1.10montre qu’une augmentation du moment d’inertie géométrique local tend à diminuer la contrainte. Il est donc pertinent de s’intéresser à la contrainte en flexion pour la mise en place d’embossage. En conséquence, l’orientation de l’embossage appliqué à la figure1.8suit l’orientation du champ de contrainte principal présent sur la figure1.9. La possibilité d’utiliser le champ de déformation principal comme critère de positionnement de l’embossage a déjà été amené par Alshabtat [35]. Toutefois, bien que cette approche soit valide, Cheng [36] met en avant que l’utilisation du champ de contraintes permet d’obtenir de meilleurs résultats de raideur, notamment dans des problèmes où une ou plusieurs fréquences propres servent d’objectif.
En résumé, l’utilisation du champ de contrainte principal en intensité peut servir de critère de conception pour la localisation de l’embossage sur les tôles. De plus, ce gradient des contraintes principales maximales permet d’orienter les schémas d’embossage sur la tôle. Afin de compléter l’information nécessaire pour définir complètement la mise en place de l’embossage, il reste à définir les caractéristiques géométriques que doivent respecter les bosses pour maximiser l’apport de raideur.
1.5.3 Lignes directrices de la géométrie d’une bosse
La mise en place de bosses a été largement étudiée dans la documentation scientifique et une grande quantité d’information est disponible pour la conception de schémas d’embossage simplifiés. Certains travaux ont permis de définir des lignes directrices de conception afin d’augmenter efficacement la raideur de la tôle (voir tableau 1.2). Ces lignes directrices se basent sur des tests physiques [37], sur des propositions de conception générées par l’utilisation d’outils de simulation et d’optimisation [34], [35], ou sur des fondements théoriques [38], [7]. Ces lignes directrices sont illustrées au tableau 1.2et définissent la géométrie des bosses afin d’augmenter efficacement la raideur de la tôle. Ces principales lignes directrices sont des points clés pour baser l’application d’embossage sur le comportement physique des tôles et éviter de nombreuses itérations de conception, accélérant ainsi la génération de solutions. Il est à noter que d’ordre général, un embossage doit présenter au minimum un décalage supérieur à deux fois l’épaisseur de la tôle pour avoir un effet significatif [7].
1.5.4 Fabricabilité et hypothèses de l’embossage
En aparté, il est nécessaire de garder à l’esprit que le concepteur est aussi confronté à des géométries de tôle et des conditions de chargement complexes [39]. Dans ces circonstances, la complexité des géométries impacte et limite la mise en place de l’embossage lors de la conception et joue un rôle sur sa fabricabilité. La fabricabilité des schémas d’embossage a largement été étudiée dans la documentation scientifique [40], [41]. Des démarches récentes de validation de la fabricabilité de l’embossage sont notamment détaillées par Cha et al.[42],[6]. La figure 1.10 présente les trois principaux blocs du processus de mise en place d’embossage définis par Cha et al.[6]. Le bloc A traduit la définition des zones à raidir, le bloc B donne les caractéristiques de génération de l’embossage et le bloc C détaille la prise en compte de la fabricabilité. L’étude de la fabricabilité est donc un processus qui se positionne en fin d’étude (bloc C). Or, le contexte de ce mémoire se positionne principalement dans le bloc A avec quelques prémices de génération d’embossage du bloc B. Par conséquent, la fabricabilité n’est pas prise en compte dans le cadre des travaux présentés dans le mémoire, mais les démarches issues des ressources présentées pourraient y être appliquées.
Figure 1.10 – Représentation par blocs du processus d’optimisation de l’embossage pour la fabricabilité.[6]
Un autre élément important au niveau de la fabrication est la réduction de l’épaisseur de la tôle qui a pour conséquences de modifier le comportement du matériau. La figure1.11montre que la mise en place de l’embossage crée des zones d’amincissement locales par l’étirement de la matière et engendre de l’anisotropie dans les pièces. Les stratégies de mise en place de l’embossage sont peu développées en dehors des méthodes d’optimisations vues précédemment et tiennent peu compte de ces problèmes. Bien que le problème d’amincissement peut être réglé à l’aide d’une bonne qualité de tôle et de l’utilisation des processus de fabricabilité
vus précédemment, l’anisotropie amène une forte non-convexité des optimisations et risquent de converger vers des minimas locaux [33],[35]. Cette information renforce l’intérêt d’une approche topographique qui minimise les itérations, et peut-être utile sans optimisation par le concepteur.
Figure 1.11 – Représentation de l’amincissement (s1 < s0) d’épaisseur des tôles lors de la
mise en forme par embossage .[7]
1.6
Résumé de l’état de l’art et étapes de conception
proposées
L’état de l’art a d’abord permis de porter l’attention sur l’évolution des châssis allégés en aluminium ces dernières décennies. Le choix de porter le travail de ce mémoire sur les tôles réceptrices d’excitation a alors été justifié. Afin de guider la phase de conception, des tôles sous excitation dans une structure au stade de prototype ont alors été déterminées et détaillées. Le premier requis mis en avant est de prendre en compte les excitations en entrée pour modifier le comportement vibratoire des tôles. L’étude des travaux présentés montre alors que l’étape de conception correspondante est de positionner les excitations sur les tôles dans des zones propices à l’amélioration du comportement vibratoire de la structure. Le second requis présenté est alors de guider la modification du comportement vibratoire des tôles. Pour cela, des études montrent qu’il est nécessaire d’effectuer une étape de ciblage des zones à raidir pour modifier le comportement vibratoire des tôles. Enfin le dernier requis abordé consiste à générer rapidement une solution de conception, pour cela une solution technique répandue qu’est l’embossage a été détaillée avec le support de plusieurs travaux. Ces trois étapes de conception permettent de considérer le comportement vibratoire des tôles réceptrices d’excitations, afin de guider le concepteur dans les modifications d’une structure au stade de prototype. Afin de répondre à chaque étape de conception définie par l’état de l’art, le développement d’outils techniques est nécessaire. Pour le premier requis, un outil de guidage pour le positionnement des excitations en entrée, pour le second requis, un outil topographique pour le ciblage des zones à raidir, et enfin un outil de mise en forme par embossage pour le dernier requis présenté. La figure1.12résume alors l’organisation définie suite à l’état de l’art et la structuration du mémoire établie en conséquence pour les chapitres 2 et 3.
![Figure 1.2 – Répartition des tôles dans un châssis de Mercedes-Benz SL(R231). [ 1 ]](https://thumb-eu.123doks.com/thumbv2/123doknet/2917530.76175/19.918.198.715.113.443/figure-répartition-tôles-châssis-mercedes-benz-sl-r.webp)
![Figure 1.4 – Cartographie de mobilité entre 100 et 160 Hz sur un plancher de véhicule.[ 3 ]](https://thumb-eu.123doks.com/thumbv2/123doknet/2917530.76175/24.918.195.716.498.684/figure-cartographie-mobilité-hz-plancher-véhicule.webp)
![Figure 1.10 – Représentation par blocs du processus d’optimisation de l’embossage pour la fabricabilité.[ 6 ]](https://thumb-eu.123doks.com/thumbv2/123doknet/2917530.76175/35.918.198.720.504.805/figure-représentation-blocs-processus-optimisation-l-embossage-fabricabilité.webp)