Publisher’s version / Version de l'éditeur:
Vous avez des questions? Nous pouvons vous aider. Pour communiquer directement avec un auteur, consultez la première page de la revue dans laquelle son article a été publié afin de trouver ses coordonnées. Si vous n’arrivez pas à les repérer, communiquez avec nous à [email protected]. Questions? Contact the NRC Publications Archive team at
[email protected]. If you wish to email the authors directly, please see the first page of the publication for their contact information.
https://publications-cnrc.canada.ca/fra/droits
L’accès à ce site Web et l’utilisation de son contenu sont assujettis aux conditions présentées dans le site LISEZ CES CONDITIONS ATTENTIVEMENT AVANT D’UTILISER CE SITE WEB.
Proceedings COM2020, 2020-10-14
READ THESE TERMS AND CONDITIONS CAREFULLY BEFORE USING THIS WEBSITE. https://nrc-publications.canada.ca/eng/copyright
NRC Publications Archive Record / Notice des Archives des publications du CNRC : https://nrc-publications.canada.ca/eng/view/object/?id=0912937d-b342-4a1c-bb48-512fcdb86fa1 https://publications-cnrc.canada.ca/fra/voir/objet/?id=0912937d-b342-4a1c-bb48-512fcdb86fa1
NRC Publications Archive
Archives des publications du CNRC
This publication could be one of several versions: author’s original, accepted manuscript or the publisher’s version. / La version de cette publication peut être l’une des suivantes : la version prépublication de l’auteur, la version acceptée du manuscrit ou la version de l’éditeur.
Access and use of this website and the material on it are subject to the Terms and Conditions set forth at
Cold spray technology for transportation applications: a process with
impact
COLD SPRAY TECHNOLOGY FOR TRANSPORTATION APPLICATIONS: A PROCESS WITH IMPACT
*D. Poirier, P. Vo, F. Nadeau, B. Guerreiro, J.G. Legoux, E. Irissou National Research Council
75 de Mortagne, Boucherville, Quebec, Canada, J4B 6Y4 (*Corresponding author: [email protected])
ABSTRACT
Cold Spray is an emerging thermal spray technology where powders are accelerated at supersonic velocities onto the surface to be coated, whereupon they consolidate and bond instantly on impact. This manufacturing process can produce few microns to several centimeters’ thick deposits from a variety of materials displaying a wide range of properties. This paper presents several case studies to illustrate how cold spray flexibility can lead to several promising applications within the transportation industry. Firstly, as a coating process, it can enhance performance of light metals. The specific example of a bilayer steel-based coating for the production of lightweight Al brake rotor discs that show unmatched adhesion and thermal cycling resistance with wear and frictional performance equivalent to cast iron will be presented. As an additive manufacturing method, it will be shown that cold spray can build topologically optimized structural reinforcement on large aluminum panels for surface transportation. Finally, as a localized metal addition technique, its capability to add transition layers to allow the welding of dissimilar materials will be demonstrated for the friction stir welding of aluminum and high strength steel.
KEYWORDS
Additive manufacturing, Cold spray, Light metals, Transportation
INTRODUCTION
Cold spray is an emerging thermal spray technology where powder particles, typically ranging in size from 5 to 40 µm, are accelerated from 300 to 1,200 m/s by injection into a high-velocity stream of gas generated via the expansion of a pressurized and preheated gas in the divergent section of a De Laval nozzle. Propelled particles plastically deform and bond instantly when impacting on a surface, allowing the buildup of a deposit (Villafuerte, 2015). The term “cold spray” refers to the fact that the feedstock remains in a solid state during the consolidation process, leading to unique process characteristics such as conservation of feedstock microstructure (no phase transformation, no grain growth), minimal oxidation, no heat affected zone and minimal thermal tensile stresses generated during cooling (Villafuerte, 2015).
In the last years, cold spray has gradually expand its capabilities. Moving from a coating process to an additive manufacturing (AM) technology, cold spray toolpath can be programmed to either fabricate freestanding parts or to build additional features on existing components with very good mechanical integrity and without the need for assembly. In comparison to other AM techniques, cold spray AM presents several advantages such as very high buildup rates while having virtually no limit in term of final part size (Yin et al., 2018). Cold spray also allows to combine dissimilar materials with minimal interfacial thermal stresses. In a nutshell, cold spray is now a highly flexible manufacturing process: it can produce few microns to several centimeters thick deposits with virtually no limit in thickness; it offers the possibility to couple dissimilar materials with high bond strength; it can be combined with robots, advanced programming and support
processes (machining, laser, etc) to produce complex shapes; and all this, while assuring sound and dense deposits for a variety of materials (Villafuerte, 2015).
The transportation industry is facing several manufacturing challenges related to vehicule lightweighting. According to a BCC Research report in 2015, the transportation’s share of global liquid fuels should account for 61% by 2035 (McWilliams, 2015). In that regard, lightweight materials make a significant contribution to lowering emissions of greenhouse gases. This concept still stands true in vehicle electrification as the actual overall car’s weight are high (2150kg for the Mustang Mach E; 2490kg for the Audi e-tron). From a manufacturing standpoint, the adoption of light-weighting strategies are typically costly reaching 0.5$/lb using high strength steels and up to 1.5-2.0$/lb using aluminum alloys and the introduction of these materials is not as simple as ‘remove and replace’ which dictates an assessment of the manufacturing feasibility for design concept and material selection for the right application (Deptula, 2015; Murinathinam, 2013).
This paper presents several case studies to illustrate how the transportation industry can benefit from cold spray technique and its flexibility. Firstly, as a coating process, cold spray can enhance performance of light metals in a unique way unattainable for other thermal spray techniques, as illustrated by the specific example of a bilayer steel-based coating for the production of lightweight Al brake rotor discs. The add-on of topologically optimized structural reinforcement on large aluminum panels for surface transportation demonstrates the AM capability of cold spray. Finally, as a localized metal addition technique, its capability to add transition layers to allow the welding of dissimilar materials will be demonstrated for the friction stir welding of aluminum and high strength steel.
PERFORMANCE ENHANCEMENT OF LIGHT METALS; LIGHT WEIGHT BRAKES
The substitution of steel or cast iron with aluminum for lightweighting of brake rotors has been an area of extensive research in the last decades. In order to compensate the lower performance of Al in term of wear and heat resistance, use of aluminum-based metal matrix composites (MMC) has been investigated (N. Natarajan, Vijayarangan & Rajendran, 2006; Daoud & Abou El-khair, 2010). Despite improvements in the strength and stiffness, the poor thermal stability of the rotor as well as the presence of the reinforcement causing high degrees of wear on the tooling used to prepare the rotor surfaces after casting remained as unsolved issues. Other alternatives, including a variety of protective coatings, have also been considered but all presented problems in terms of coating debonding, performance, compatibility with current pads, costs and/or productivity (Aranke, Algenaid, Awe & Joshi, 2019).
With the ability to create thermally stable and easily machinable coatings at low cost with easy integration in manufacturing facilities, thermal spray is a promising process for placing protective coatings on lightweight metal parts (Popoola, Zaluzec & McCune, 1998). An example of a commercially implemented thermal spray technology are the thermally-sprayed Fe-based coatings on the surface of Al engine cylinder bores. In order to meet the adhesion requirements of that application, a number of surface preparation methods have been investigated such as surface roughening by machining or laser, water jet, or EDM as well as the addition of fluxes for surface oxide removal (Bobzin et al., 2008, Lugscheider et al., 2004). Overall, the adhesion improvements went from 15-30 MPa with conventional grit blasting to 50 MPa with the best methods investigated. However, the specific application of rotors is even more demanding, requiring the thermal spray coatings to withstand the harsh mechanical and thermal stresses involved during braking, including thermal cycling, as well as to resist to corrosion in atmospheric conditions.
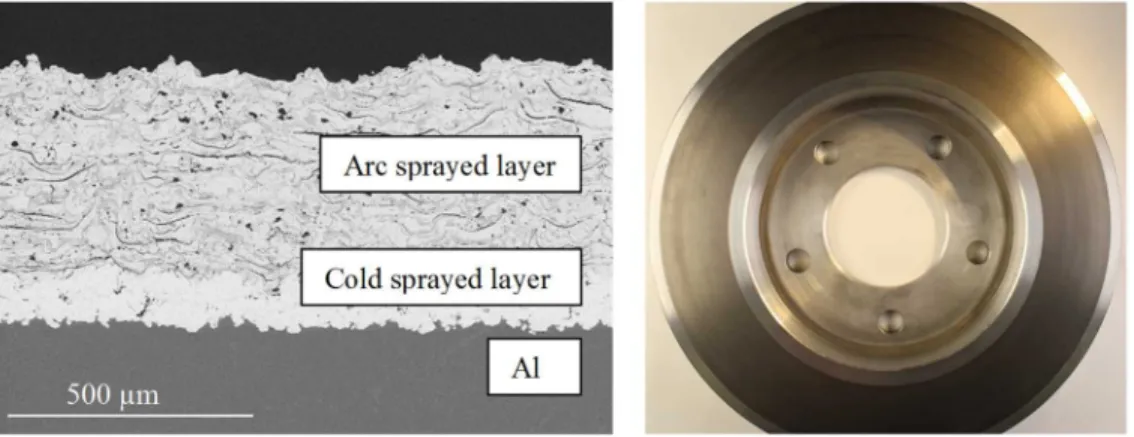
Cold spray coatings typically present higher adhesion than arc sprayed coatings and have the potential to act as an efficient barrier against penetration of saline-based moisture due to their high density. However, preliminary work involving Fe-based cold spray coatings has shown that their wear performance is inferior to Fe-based arc-sprayed coatings (Poirier, Legoux, Irissou, Gallant & Jiang, 2019). As a consequence, the concept of a duplex, or bi-layer, coating with a cold spray bond coat and an arc spray top coat has been investigated. Microstructure of the duplex coating is shown in Figure 1 a). The cold spray bond coat is sprayed directly on the Al substrate without any surface preparation. A thicker arc sprayed layer is
then added to the as-sprayed cold spray layer. The cold-sprayed bond coat was found to significantly improve the coating adhesion strength on aluminum A356 and resistance to thermal cycling compared to arc-sprayed only coating (Table 1). In addition, it provided enhanced protection against corrosion by inhibiting blistering and debonding (Poirier, et al., 2019). The arc-sprayed top coat offered wear resistance similar to the single layer arc sprayed coatings. In summary, the results from this study showed that stainless steel coatings on aluminum substrates could be viable substitute for the cast iron in future brake rotors (Poirier, Irissou, Legoux & Gallant, patent WO2015186095A1). A prototype rotor produced with this technology can be seen in Figure 1 b).
Figure 1. (a) Duplex coating microstructure (BSE) (b) Prototype rotor (coating is the dark phase present) Table 1. Coating initial adhesion and number of thermal cycles prior to spalling.
Coating Adhesion (MPa) # cycles before
spalling Arc 39(failure at the coating/substrate interface) 1,620 Bilayer 58(failure between the cold spray and the arc spray layers) >10,000
ADDITIVE MANUFACTURING; STRUCTURAL REINFORCEMENT
Panels used for vehicle structures (wall, floors, etc) present uneven stress distribution due to structural discontinuities such as windows and doors. The option to locally reinforce the panels rather than thickening them evenly can significantly reduce panel weight. However, such additions can cause assembly problems and can even worsen stress states (Farley, 2004). Cold spray presents several advantages vs conventional reinforcement techniques such as riveting. Cold spray ensures continuous/even bonding of the reinforcement with no assembly steps and much more flexibility in term of reinforcement pattern, allowing a better match with the stress field. Yet, in order to deploy the cold spray technology for this application, few challenges are still to be overcome such as deposit mechanical properties improvement, especially for aluminum alloys, and the development of the build strategies and toolpath planning to produce more complex geometries with shape fidelity.
As-sprayed cold spray deposit are brittle and require heat treatment to recover bulk-like strength and ductility (Vo, Irissou, Kudapa & Nestler, 2013). Although being a very strategic material for structural applications in numerous fields of the manufacturing industry, aluminum alloys are very challenging for cold spray due to technical issues. Cold spray of aluminum alloy powders using nitrogen process gas can produce dense deposits with reasonable strength levels (Widener, Ozdemir, Carter 2018). However, the ductility is low for many cold sprayed aluminum alloys and additionally, a low deposition efficiency and bond strength to the substrate are also barriers for many applications. Furthermore, the efficacy of sintering heat treatment for aluminum alloys is often limited as a stable oxide layer inhibits diffusion/sintering between powder particles (Lumley, 2018). In this regard, the quality of the as-sprayed deposit and degree of clean metal-metal contact between powder particles during spraying impact the ductility obtained after heat treatment.
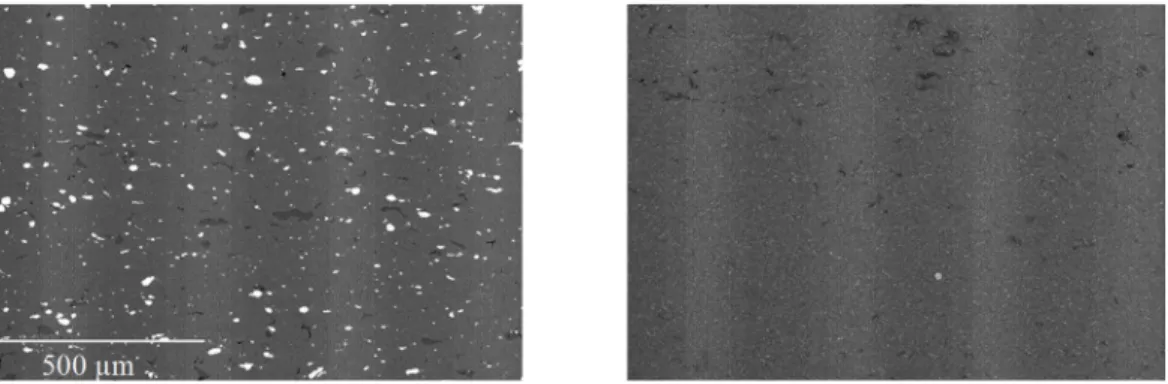
The efficacy of deposit heat treatment on ductility can be improved through powder modification. The use of elemental blends instead of pre-alloyed powders drastically improves cold spray deposition. Sample characterisation after heat treatment has shown that deposit compositions can be controlled through the fine tuning of initial feedstock and that microstructures can be homogenised after heat treatment (Figure 2). Work done at NRC and elsewhere shows that standard or tailored solid solution and ageing heat treatments can be performed on Al cold spray deposit as a second step to complete deposit mechanical properties optimisation (Rokni, Widener, Champagne, Crawford & Nutt, 2017).
In terms of complex geometries, the conventional AM strategy; namely, starting with a CAD drawing, slicing the CAD geometry into a layered structure, and performing a layer-by-layer build, needs to be adapted for cold spray. In particular, an effective build strategy and toolpath offline programming are critical for producing parts with minimal overspray (Vo & Martin, 2017). Cold spray deposition profile typically takes the shape of a triangle, which limits edge precision. It is possible to compensate this effect by spraying at different angles to produce square building blocks (Figure 3a). This technique allows the production of tall walls requiring minimal machining (Figure 3b). More complex shapes needs further development in term of intersection handling and thermal management for instance. Figure 3 c) demonstrates cold spray build feasibility for reinforcement structures on a large scale (30 X 95 cm panel with linear, curved, and joined sections shown).
Figure 2. BSE microstructures of cold spray deposit (Al 7075-type, produced from an elemental blend) (a) As-Sprayed (b) After heat treatment at550°C for 5h in air
Figure 3. Structural reinforcement (a) Build-up strategy (b) Wall feature, before and after machining (c) Reinforced panel
LOCALIZED METAL ADDITION TECHNIQUE; WELDING OF DISSIMILAR MATERIALS
Dissimilar metal joining, such as aluminium to steel, retained much attention in the last decade from the ground transportation industry in order to improve light-weighting. As an example, in the automotive domain, potential future trends in joining includes a full aluminium assembly line, a steel and aluminium assembly line or a steel to aluminium hybrid lines (Spinella, 2013). Mechanical fastening or solid-state joining processes tackled this opportunity as they are best suited to deal with large fusion metal differences and undesirable intermetallic phase formation due to high heat input. Friction stir welding has been demonstrated as a very effective joining method, mainly in overlap joint configuration, for aluminium to steel which includes many variants and applications (Ohhama et al. 2013; Curtis et al. 2015; Reza-E-Rabby et al. 2018). However, the intermetallic compound thickness as well as tool wear in high strength steel remains a constant challenge. Regarding tool wear, NRC developed a predictive phenomenological equation for aluminium to steel joining which showed medium tool lifetime in high strength austenitic stainless steel (≈150m) to very low values in boron steel (≈7m) using WC-Co-based tools (Tremblay, Nadeau & St-Georges, 2018).
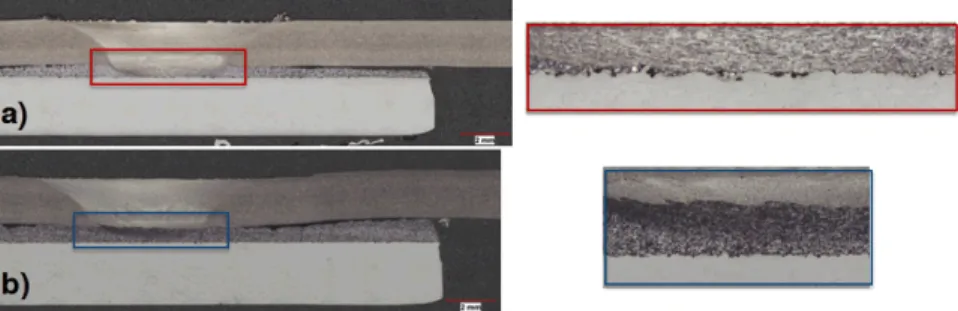
To overcome these challenges, a new friction stir welding lap joint technique was reported and patented using the cold spray process as a pure aluminum tierce material was coated on the surface of the hard steel (Amira, Gougeon , Legoux & Nadeau, patent US20180221985A1; Li, Chen, Kang, Amirkhiz & Nadeau, 2019). The cold spray minimum thickness was stated as 150µm and the pin length needed to extend 0.15mm out of the cold spray interface in order to not damage the initial interface by the mixing action that took place beneath the pin tool (Figure 4).
Figure 4. Aluminium to steel friction stir welding using cold spray tierce material (a) Tool pin protruding into the cold spray deposit (b) Tool pin extended of 0.15mm from the cold spray interface
Using this technique, high travel speeds (ranging from 4-5m/min), were obtained as well as decent lap shear tensile strength (390N/mm of weld length) making the joint failed in the heat affected zone (HAZ) for Usibor 1500 steel and 201LN ¼ hard stainless steel (Figure 5).
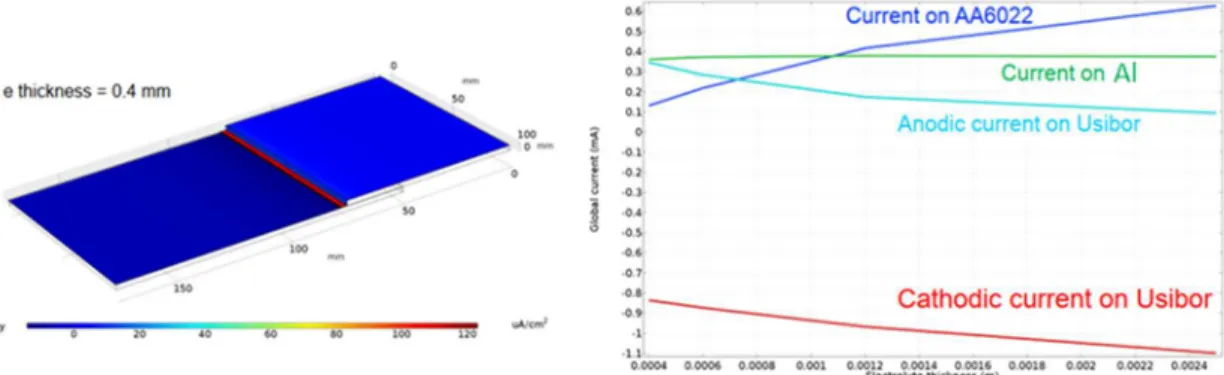
The corrosion behavior of the dissimilar metal joint was also investigated. The numerical models developed on the basis of in-service exposure suggests that the galvanic coupling with either the stainless steel or Usibor 1500 material as cathodes will first lead to the attack of the pure aluminium cold spray deposit (Fields, 2018). The suitable practice, in service, would be to exceed the edges with the cold spray process for a few millimeters (Figure 6).
Figure 5. 2.0mm thick AA6022-T4 friction stir lap welded to 1.85mm thick Usibor 1500 boron steel using a pure aluminium cold spray deposit; post-joint paint-baking process reaching T6 showing a HAZ lap shear
failure
Figure 6. Numerical model in COMSOL showing the best practice output; few millimeters cold spray coating extended a few millimeters from the edge
CONCLUSIONS
Cold spray is a flexible manufacturing technique for which several promising applications have been identified within the transportation industry. Its capability to produce dense and adherent coatings makes it an attractive solution for the performance enhancement of light metals, as it has been demonstrated for the production of lightweight Al brake rotor discs. In that specific application, cold spray is key to ensure the bi-layer coatings can withstand the harsh mechanical and thermal stresses involved during braking, including thermal cycling, as well as to prevent coating debonding due to corrosion.
As an AM method, it has been shown that cold spray can build thick structural reinforcement showing a complex geometry on large aluminum panels. Recent developments on the powder feedstocks show promising results in term of improving powder deposition efficiency and aluminum cold sprayed deposit soundness.
Finally, as a localized metal addition technique, cold spray process can be used to coat a pure aluminum tierce material on the surface of hard steel to facilitate friction stir welding of hard steel with aluminum alloys. The added cold spray layer prevents or minimises the formation of a detrimental intermetallic layer while the wear of the friction stir welding machine pin-tip is reduced.
REFERENCES
Amira S., Gougeon P., Legoux, J.G., Nadeau F., Joined incompatible metallic parts and method of joining US20180221985A1.
Aranke, O., Algenaid, W., Awe S., Joshi, S. (2019). Coatings for Automotive Gray Cast Iron Brake Discs: A Review, Coatings, 9 (9), 552.
Brummer, R. K., & Andrieux, P. (2008). Risk: quantitative decision making under technical uncertainty – evaluating probability of occurrence and cost of failures. In J. Hadjigeorgiou (Ed.), Strategic vs. tactical approaches in mining (pp. 173–183).
Bobzin, K., Ernst, F., Zwick, J., Schlaefer, T. Cook D., Nassenstein K., Schwenk, A. Schreiber F., Wenz T., Flores G. and Hahn, M. (2008). Coating Bores of Light Metal Engine Blocks with a Nanocomposite Material using the Plasma Transferred Wire Arc Thermal Spray Process, Journal of Thermal Spray and Technology, 17(3), 344-351.
Curtis T., Widener C., West, M., Jasthi, B., Hovanski, Y., Carlson, B., Szymanski, R., Bane, W. (2015). Friction Stir Scribe Welding of Dissimilar Aluminum to Steel Lap Joints, Friction Stir Welding and Processing VIII, 163-169.
Daoud, A., Abou El-khair, M.T. (2010). Wear and Friction Behavior of Sand Cast Brake Rotor Made of A359-20vol% SiC Particle Composites Sliding Against Automobile Friction Material, Tribology International, 43, 544-553.
Farley, G. (2004). Selective reinforcement to enhance the structural performance of metallic compression panels, Proceedings of the Structures, Structural Dynamics & Materials Conference, Palm Spring, California.
Fields S. (2018), Lightweighting with aluminum: Corrosion apps guide leading design, COMSOL News 2018,12-15.
Li, S., Chen, Y., Kang, J., Amirkhiz, B.S., Nadeau, F. (2019). Friction stir lap welding of aluminum alloy to advanced high strength steel using a cold-spray deposition as an interlayer, Materials Letters, 239, 212-215.
Lugscheider, E., Dicks, R., Kowalsky K., Cook D., Nassenstein K. and Verpoort C., (2004). A Materials System and Method of its Application for the Wear Protection of Aluminium Engine Cylinder Bore Surfaces, Proceedings of the Internal Thermal Spray Conference, Osaka, Japan, p 334-340
Lumley, R. (2011). Fundamental of Aluminum Metallurgy; Production, Processing and Applications, Cambridge: Woodhead.
Natarajan, N., Vijayarangan, S., Rajendran, I. (2006). Wear Behavior of A356/25SiCp Aluminum Matrix Composites Sliding Against Automobile Friction Material, Wear, 261, 812–822.
Ohhama S., Hata T., Yahaba, T., Kobayashi, T., Miyahara, T., Sayama, M. (2013). Application of an FSW Continuous Welding Technology for Steel and Aluminum to an Automotive Subframe, SAE International.
Poirier, D., Legoux, J.G., Irissou, E., Gallant, D., Jiang, J. (2019). Development of Protective Thermal Spray Coatings for Lightweight Al Brake Rotor Discs, Journal of Thermal Spray and Technology, 28, 291-304.
Poirier, D., Irissou, E., Legoux, J.G., Gallant, D., Bi-layer iron coating of lightweight metallic substrate WO2015186095A1
Popoola, O.O., Zaluzec, M.J., McCune, R.C. (1998). Novel Powertrain Applications of Thermal Spray Coatings, Surface Engineering, 14 (2), 107-112.
Reza-E-Rabby Md., Ross K. , Overman, N.R. , Olszta, M.J., McDonnell, M., Whalen, S.A. (2018). Joining thick section aluminum to steel with suppressed FeAl intermetallic formation via friction stir dovetailing, Scripta Materialia, 148, 63-67.
Rokni, M.R., Widener C.A., Champagne, V.K., Crawford, G.A., Nutt, S.R. (2017). The effects of heat treatment on 7075 Al cold spray deposits, Surface and Coatings Technology, 310, 278-285 Spinella D.J. (2013). Common Joining Methods Used in Aluminum Structures, Alcoa Technical Center,
United States.
Tremblay F., Nadeau F., St-Georges, L. (2018), Proceedings of the 12thInternational Symposium in Friction
Stir Welding, Saguenay, Canada.
Villafuerte, J. (2015). Modern Cold Spray; Materials, Process and Applications. New York: Springer. Vo, P., Irissou, E., Kudapa, S., Nestler, M. (2013). Strength and Wear Properties of Stainless Steel Coatings
Produced by Cold Spray with Various Powder Sizes, Proceedings of the Internal Thermal Spray Conference, Busan, Korea, 235-240.
Vo, P., Martin, M. (2017). Layer-by-layer buildup strategy for cold spray additive manufacturing, Proceedings of the Internal Thermal Spray Conference, Dusseldorf, Germany.
Widener, C.A., Ozdemir, O.C., Carter M. (2018). Structural repair using cold spray technology for enhanced sustainability of high value assets, Procedia Manufacturing, 21, 361-368
Yin S., Cavaliere, P., Aldwell, B., Jenkins R., Liao, H., Li, W., Lupoi, R. (2018). Cold spray additive manufacturing and repair: Fundamentals and applications, Additive Manufacturing, 21, 628-650.