5*1.'*l'»*»ijpW^iWV".*s *»*
ytf?
?')•'
HD28 .M414 no. 2077-83 1988b '?T\t
MAR
3-1930
Dimensions
of
l/SPlanning
and
Design
Technology
John C.
Henderson
Jay G. Cooprider
Dimensions
of
l/SPlanning
and
Design
Technology
John C.
Henderson
Jay G. Cooprider 90s; 88-059September
1988 SloanWP#
2077-88CISRWP#
181 •1988 J C. Henderson, J. G. CoopriderManagement
in the 1990s Sloan School ofManagement
Management
inthe 1990s
Management
in the 1990s isan industryand governmental agency
supportedresearch program. Its
aim
istodevelop a better understanding ofthemanagerial issues ofthe 1990s
and
how
to dealmost
effectivelywith them,particularly asthese issuesrevolve
around
anticipated advancesin InformationTechnology.
Assistingthe
work
ofthe Sloan School scholars with financial supportand
asworking
partners in research are:American
ExpressCompany
Arthur
Young
and
Company
British Petroleum
Company,
p.I.e.BellSouth Corporation
CIGNA
CorporationDigital
Equipment
CorporationEastman
Kodak
Company
GeneralMotors
CorporationInternational
Computers
Ltd.MCI Communications
Corporation United StatesArmy
United States Internal
Revenue
ServiceThe
conclusionsoropinionsexpressed in this paper are those ofthe authorsand
do
not necessarily reflect the opinion of the Massachussetts Institute ofTechnology, the
Management
in the 1990s Research Program, or its sponsoringorganizations.
Acknowledgements
The
authorswould
like toacknowledge
Mark
Hunsburger
forhiscontributions to thiswork.ABSTRACT
Information technology isincreasingly
an
integral part of the competitive strategiesformany
organizations.As
thistrend continues, itisnot surprising that thereisan
increasingemphasis
placedonthe abilityoforganizations to plan,designand implement
criticalinformation systems.A
major
strategy toimprovetheeffectiveness ofthese processesisto utilizecomputer-based planning
and
designaids.
And
yet,thereis little empirical evidence thatdemonstrates asignificantperformance impactof thistechnology.
One
factorlimiting researchon theimpactoftechnology
on
planningand
designisthemanner
inwhich
thistechnologyhasbeen
conceptualized inordertoprovidemeasures
ofusagebehavior. Thisresearchdevelops a functional
model
ofI/S planningand
design support technology that distinguishesamong
three general functional dimensions: ProductionTechnology, CoordinationTechnology
and
InfrastructureTechnology.An
empirical analysisisused totestthe robustnessoftheproposed
model
and
its abilitytodiscriminatebetween
currentdesign aidsinameaningful
way. Implications fortheuseof thismodel
in the studyofI/Splanningand
design processes are discussed.1.0
Introduction
Intoday's businessenvironment, a critical
management
issueis"time-to-market", that is,the length oftime ittakes
an
organization toconverta productconcept intoa viable product thatisavailable in aspecificmarket.
The
XeroxCorporation, for example, argues that their
improved
abilitytomanage
time-to-market
while retaining orimprovingqualityhasbeen
amajor factor in theirefforts . to rebuild theircompetitiveness.Extending
thisnotion, HewlettPackard
focusesonthe "time-to-break even" as a
measure
of successforproductdevelopment. Thisperspective incorporates directly the aspects ofquality
and
maintainability whilehighlightingthe criticality ofrapidresponse.
Itis not surprising thattheI/S function within a business facesthis
same
challenge.
As
information technologybecomes
an
integral partofan
organization'scompetitivestrategy, theI/S function faces increased
demands
to improve itsability tomanage
the"time-to-market"for I/S productsand
services. In fact,some
(Martin 1988)have
suggested thatthe inabilityofan I/S function toboth reduce the backlogof
demand
for systemsproducts aswell asmeet an
increasingnew demand
forI/Sproducts represents aserious
management
failure.While
many
factors afTectan organization's ability todeliverhigh quality productsin a short time frame(Ancona
and Caldwell 1987), one key tool to addressforexample, Xerox, Ford
and
many
other organizations focusing onthe role ofCAD/CAM
technologiesasonemeans
to radicallychange
theircapacitytoquicklydevelop
and
deliverproducts tospecific markets. Similarly,we
have seen the growthof a
major
industry that seekstodelivercomparabledesign aid technology tothe L'S function. Often referred toasCASE
technology(Computer
AssistedSoftwareEngineering), this technology istargeted at those
who
wish to useautomation toaffectthe timing,costs
and
quality ofproductsand
services delivered by theI/Sfunction.
Beck and
Perkins(1983), for example, found that56outof97organizations theysurveyed used
automated
tools asameans
to improvetheirI/Splanning and
design processes.The
impact
ofthese tools, however, on the productivity ofsoftware developersand, ultimately, on time-to-marketisunclear.
Semprevivo
(1980)and
Neccoetal. (1987),for example,have
reported that designaid technologyimprovestheproductivityofdesigners. Incontrast. Card, etal. (1987)
and
Lempp
and
Lauber(1988) found, aftercontrolling forfactorssuch asexperience
and
task complexity, that the useofsoftwaredevelopment
aidsdid nothave
asignificantefi'ecton productivityand
a relativelyweak
effecton quality.The
explanationsforsuch confiicting resultscould be attributed tomany
factors.For
example,some
ofthe studies thataddress productivityimpact from narrowlydefined tasks such asthe encodingof specifications or the developmentoffiow
representations (Case 1985). In contrast,otherstudies focus on the entiresystem
design life cycle (Cardetal. 1987).
Perhaps
more
fundamental is the lack ofclarityasto thedefinition of
what
constitutes usage of theCASE
tools. It is often unclearwhether
usage refersto access, e.g., such technologywas
available to the team,or, infact,
measures
actual usage behavior. Further, it is notclear that the levelofto actuallypredictperformance impact. Forexample,ifa
macro
usage variable isemployed, ("didI use thispackage"),
teams
may
indicate asimilar usage levelofdesignaidsbututilize quite differentsubsets of functionality.
As
a result, theimpact
of this technology could be easilymixed, leadingto an overallassessmentacross design
teams
thatindicates little orno impact.The
need
to better defineand measure
technologyusage behaviorsuggests a needto develop a
model
ofCASE
technology thathas a correspondencemore
closely to keydesignerbehaviors.
That
is, ratherthan defineCASE
technologyin economic terms(e.g., costs), technologyterms (e.g.,
PC-based
ornetworked),or in termsofgeneral characteristics (e.g.,having an
embedded
design language orstructured code compiler),we
must
develop amodel
ofCASE
technology thatisfunctionality oriented.Such
amodel would
then provideonemeans
todirectly relate usage ofaCASE
tool todesignteam
performance.The
literature onI/Splanningand
design doesofferastartingpoint.Hackathorn
and Karimi
(1988)and
Welke
and Konsynski
(1980),forexample,differentiatebetween
design methodologiesand
designtools.The
formerdefine the logicaldisciplinesunderlyingI/S planning
and
designactivities.The
latterinstantiatethe principlesin a softwareapplication.Hackathorn
and Karimi
(1988),Beck and
Perkins(1983)
and
otherssupportthe notion that softwareengineeringand
information engineeringinvolvesthe applicationofsound engineeringprinciplesto
the task ofI/Splanning
and
design.Understanding
these principlesoffersonemeans
tomap
the functionsofCASE
technology onto key usagebehaviors.The
difficultylies in thediverse setof concepts, principlesand
subsequent methodologies thatcould be used to generate a designaid environment. Chikofskydefinition of
CASE
technology thatsatisfiesthisdiverse range ofdesign conceptsand
methodologies. In a similar vein, Osterweil (1981) recognizesthisinherent diversityand
arguesthat a researchprogram
insoftwareengineeringmust
addressthe full rangeofdesign related activities.
He
states"The
task ofcreatingefi"ective environments isso difficultbecause it istantamount
to understandingthefundamental
natureofthe software processes.A
specificenvironment
does notmerit thename
unless itprovides strong, uniform supportforthe entire processitis intended to
facilitate; thatis notpossible unless the processisfully appreciated
and
understood."(Osterweil, p. 36)In the following sections, the the
development
ofa functionalmodel
ofCASE
technology thatcan be usedto address a wide range ofplanning
and
design activitiesisdescribed.
The
results ofin-depthinterviews with leadingacademicand
industrydesignersof
CASE
products concerning the range of possibleCASE
functionality .serves as astartingpointfordeveloping thisfunctional model. Past research on
CASE
functionalityisthen used toorganize these functionalities intosix generaldimensions
ofCASE
technology.The
ability forthese dimensions toserve as amodel
for
CASE
technologyisevaluated empirically through both a Q-sort studywithI/Splanners
and
designers(familiarwithCASE
technology)and
use ofthe dimensionsto characterizethe strengths
and weaknesses
ofcommercially availableCASE
products. Implications forthe use ofthis functional
model
forresearch onthe impactof
CASE
technology isdiscussed.2.0
A
Functional
CASE
Technology
Model
(FCTM)
There
are several reviewsof the range offunctionality foundacrossvariousCASE
environments.Hackathorn and Karimi
(1988),forexample, categorizeCASE
which
theenvironment
provides fora range ofsupportfrom conceptual toexplicitdesign techniques.
The
functionality of theCASE
technologyisthen implied by themethod(s) incorporated in the
environment
and
the aspectof theplanningand
development
forwhich
the supportenvironment
istargeted. Thus, a toolthatembraces
theGane-Sarson
(Gane
and
Sarson, 1979)method
could be expectedtoprovide features such asfunctionaldecomposition ordata flowdiagram.
Of
course,the tool
might
providemuch
more
incontextofcommunications
or analysis.Such
distinctions, however, are notclear.Reifer
and
Montgomery
(1980) provide amore
generalschema.They
begin witha general
model
ofdesignashaving
three components: input, process,and
output.Each
component
isdecomposed
until a setof52 functionsare identified.They
arguethatthis
taxonomy
permitsclassification ofall current softwaredevelopment tools(given the time of theirstudy)
and
allows easycomparisonand
evaluationoftools.While
one couldargue thevalidity ofsuchan
ambitiousclaim, theirtaxonomy
doesprovide a directlinkage todesign behavior. For example, theyidentifyfeaturessuch
as tuning, structure checking, scheduling, auditing
and
editing. Clearly, suchamodel
can be linked tothe actual behaviorsofdesigners. Similarly approachesare discussedby
Rajaraman
(1982)and
Houghton
and
Wallace(1987).These
models, however, do appearlimited. For example,the functionalityassociated with
teams
isnotclearly identified. Featuressuch as those foundinCOLAB
(Stefik etal., 1987)orPLEXSYS
(Konsynskietal., 1984) thatsupportgroups through structured processesforbrainstorming, communication,voting,
negotiationsor the
key team
behaviorsappearto belacking.To
theextentthat"time-to-break even" will involve the use of
teams
assuggestedbyAncona
and
Caldwell (1987), Cooprider
and Henderson
(1988)and
others, there is aneedtoincorporate these functions into
CASE
technology.-5-In this research,
we
pursuean
objective consistentwith priorresearch thatattempts to characterize the
key
dimension ofdesign support technology.That
is,we
will develop a function
model
ofdesign support(CASE)
technology.To
achieve this objectivewe
used a four step process. First, leading designersofCASE
relatedtechnologywere interviewed to generate a setofcritical functions thatcould be of
value to
an
I/Splanneror designer.The
specificfunctional definition usedwas
required tocorrespond to
an
observable design behavior. Second, this setoffunctions
was
reviewedby 25 practicingdesigners familiarwithCASE
technologytorefine
ambiguous
itemsand
reduceany
obvious redundancies. Third, aclassificationscheme was
developed based on a review ofthe design literatureand
usedas a basistosorteach specific functionalitygenerated during the interviewprocess.
The
Q-sort
was
done
by an
independent group of34 I/SdesignersexperiencedinCASE
technology.
The
intent of this step in the processwas
to evaluate the robustnessof themodel. Finally, themodel
was
used to evaluate currentlyavailableCASE
products. Thisstep representsone testofthe model'sabilityto adequatelyrepresent
and
discriminatebetween
actualCASE
environments.In the firststep, open
ended
interviews with leadingCASE
designers(bothacademics and
practitioners)were
usedto develop a listof possibleCASE
functionalities.
A
totalofeleven interviews, eachlastingfrom two tothree hours,were
conducted.Each
interview subjecthad
extensive personal involvementinCASE
technology research orhad
actualdevelopment
experience with a rangeofcommercial
CASE
products. Subjects included three academicsand
eightpractitioners.
The
interviews consisted ofprovidingthe subject with a listof functionalities extractedfrom the literature.To
ensure adequate discussion, the lists were dividedinto five sections.
The
subjects reviewed each functionaldescription, notingambiguity
or biasin definition.At
the end ofeachsection, problems with definitionswere
discussedand
new
functionalitiesadded.The
orderofpresentation ofeach sectionwas
randomized acrosssubjects.A
total of124distinct functionalitieswere
generatedvia the interview process.The
second stepinvolved a clarificationprocedure tocombine
or eliminatevagueand/or
redundant
functional definitions. In thisefTort, three to five expertusersforeach ofeightexisting
CASE
productswere asked to evaluate theirproductusingthe124 functionalities.
Each
subject indicatedthe ease ofuse of a givenfunction on aone to fiveLikertscale
where
one equalsverydifficultto use ornonexistentand
fiveequals very easyto use or essentially automatic.
The
reliabilityofeach functional definitioncan be assessed by analyzingthe variance (orcorrelation) across subjects fora given product. Ifthedefinition isunambiguous,
subjectexpertsshould assign thesame
ease ofuse ratingtoa given functions. Functional definitionsreceivinghigh
varianceor inter-rate reliabilitybelow .8 were reviewedand
eliminatedor refined.As
a resultofthisprocess, 98 distinct functionalitiesweredefined.The
third step in the process involveddevelopingamodel
thatreflected thescope ofthese98 functions. This model, calledthe FunctionalCASE
TechnologyModel
(FCTM),
was
developedin a twostage process. First, areviewofrelevant design literaturewas
used to define apriori a generalmodel. Then, anew
setof34 expertCASE
userswere
giventhe task ofsortingeach function into oneof the aprioridimensions
definedby
thismodel.The
extenttowhich
thisQ-sortprocess reflecteda consistent sorting pattern across subjects isthentaken as evidence thatthe apriorimodel
isameaningful
abstractionand
can be used to representa wide range ofCASE
functionality.That
is, it ismore
than a unique artifactoftheresearchers interpretation ofexistingliterature.-7-An
alternative approach fordevelopingsuchamodel
isdiscussed bySherifand
Sherif. In thisapproach the subjectis askedtomanually
cluster attributestherebydevelopingasubject specificmodel.
The
models generatedby
asetof subjectscanthen
be analyzed for underlyingsimilarities and, hence, formthe basisforgenerating
an
overall model.The
strengthofthisapproach liesin the abilitytoeliminate thebias createdby
an
a priori model.However,
suchan
approach requiresextensive time
and
may
resultin dimensionsthathave
little theoretical grounding. Inthis case, thetimedemand
forthe clustering taskwith approximately 100 itemsexceeded
the time subjectswere
willingto provide. Further,yearsofboth theoreticaland
empirical researchon I/Splanningand
design provide abasis fordevelopingan
a priorimodel.
Given
these two factors, a Q-sorttestingstrategywas
utilized.I
As we
will discuss ,the final step then teststhismodel
by usingittodiscriminatebetween
actualCASE
products. In thefollowingsection, eachdimension oftheFCTM
isdescribedand
the results of the Q-sort processare provided.The
sectionconcludeswith a
summary
oftheadequacy
of thismodel. Section 3 then uses themodel
toevaluateactual productsand
discusses the implicationsofthese results.Finally,Section 4
summarizes
the findingsof thisresearchand
discusses the implications forfuture research.2.1
Three
Dimensions
ofCASE
Technology
Reviews
ofthe organizational literature on technology (Fry (1982),Fryand
Slocum
(1984)Slocum
and
Sims
(1980),Withey
etal. (1983)) reveal a diversity ofapproaches
to themeasurement
oftechnology.Perrow
(1967)definestechnology as the actionsused to transforminputs intooutputs. In thatcontext, technologyisaproduction variable,describingthe
way
inputsare converted todesired outputs.Economists
have
long characterized technologyasproduction technologyconcernedwith creating, processing,
and
handlingphysical goods. Thus, as illustratedinFigure 1, oneperspective of
CASE
technologyistoview
itasan
underlyingproduction technology.
Figure
1Functional
Dimensions
ofI/SPlanning
and
Design
Technology
A
secondconcept thathas been used toevaluate technology iscoordination.Thompson
(1967) arguesthat coordination isneededwhen
interdependenceoccursamong
businessprocesses. Interdependence requires thatperformanceofone ormore
discrete operationshas consequencesforthe completionof others.The
concept ofinterdependence isafundamental
principle indesigningorganizations(McCann
and
Galbraith (1981), Galbraith(1977), Thompson(1967)). Differenttypesofinterdependence create differentcoordination structures
between
participantsinvolved.
Malone
(1988) defines coordination technology asany
useo(technologyto-9-help people coordinatetheir activities. Since a design
team
consistsofmultipleagents with a variety ofgoals
and
skills,coordination technologymay
emerge
asan
important dimension of
CASE
technology.A
lastdimension oftechnologyisinfrastructure. Infrastructure technologyisviewed
asan
organizational supporttechnology.Even
though
there are fewwho
usethisterm, this is
an
importantdimension ofdesign aid technology.A
given designteam
may
interactwith otherteams
in order toobtain resources, coordinate work,make
decisions,and exchange
inputsand
outputs. In this regard, infrastructuretechnology isconcerned with the interaction with personsor units
which
are outside ofa givendesign team, i.e.,key
stakeholders. Thus, amajor differencebetween
coordination technology
and
infrastructure technology isthefocus ofthe infrastructure technologyon providingan
organization-wide design supportenvironment.
Taken
together,technologycan be conceptualizedasproduction technology,coordination technology
and
infrastructure technology. In the followingwe
willbuild from these three perspectivesoftechnologytocharacterize the dimensionsof
CASE
technology. In each sectionwe
willexamine
relevant research onI/Splanningand
design aidsand
define thecomponents
ofproduction, coordinationand
infrastructure technologyfrom thisviewpoint.
In this sectioneachmajor dimension isdefinedin termsofdistinct
sub-dimensions
(Figure 1). Results ofthe Q-sort processare providedin Section 2.2.A
summary
oftheFCTM
is provided in Section2.3.2.1.1
Production Technology:
Representation
As
discussed above, one perspective on technology is action used totransforminputtooutputs
(Kottemann and Konsynski
1984).At
an
individual level,Simon
(1976, 1981) argxies that
bounded
rationality ultimately limits thecapacityofhuman
information processing and, hence, thistransformation process. Thisinformation processing perspective isoften used tocharacterize the planning
and
design task
(Thomas
and
Carroll 1979)and
provides a basisto characterize theproduction dimension ofdesign aid technology.
The
firstcomponent
ofproductiontechnology islabel representation to emphasize the notionofabstractingor conceptualizing a
phenomenon.
Schon
(1984),Zachman
(1986)and
othershaveidentifiedthe process ofevolvingabstractions
and
presentingthem
in acommunicable
form asan
essential activityin planningand
design.Zachman
(1986), forexample, listscategoriesoffunctionalitysuch as processflowdiagrams, functional chartingor entitymodeling
thatreflectalternativemeans
torepresent conceptsorphenomena.
Kottemann
and Konsynski
(1984)identified ahierarchy ofknowledge
representation thatincludednames
orlabels,domain
set specifications,associationor relations
mapping
and
completemeaning
thatsuggestthe needforarange
ofrepresentation functionalities.From
our perspective, eachofthesecategoriessuggests the
need
for specificfunctionality to supportthe process of externalizingand
communicates
a designconcept.Specifically, the representation dimension isdefined as functionalitytoenable theusertodefine, describeor
change
adefinition or description ofan
object,relationship or process.
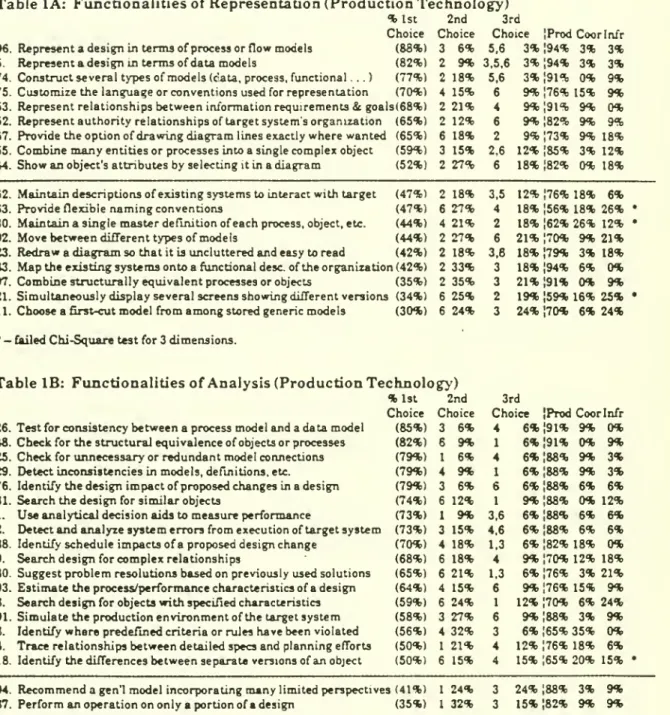
The
interviewsresulted in a range of functionalities thatappear
to operationalize thisconceptual dimension.As shown
in Table lA,these functionalitiesreflecta general notionofknowledge
representationand
acquisition.-11-Table 1'
ComponentsofDesignAidTechnology
Functionalitiessuch as
an
ability tomaintain a single masterdefinition or the ability to describe a process in terms ofaninformation flow reflectbasicrequirements to representknowledge.
A
second aspectofthe representationdimensionreflectsrequirementsforadaptingor
changing
representations,and
forstoringorretrieving representations.For example,the ability to propagate a change through a
model
supportsa userinan
adaptation or
change
task.Finally the ability to use alternative
modes
ofrepresentation,e.g., textversus visual representation, isreflected. Infact, assuggestedbyKonsynski
etal. (1984),oursubjects
viewed
the ability toshiftbetween
alternative representationsasan
importanttype of functionality.
Severalobservations
seem
appropriate.As we
willdiscussin Section4,adistinctionoften
made
between
design supportenvironments
isthe easeofuseofa functionality.For
example,two
design aidenvironments
may
support data flowdiagramming.
They
may
differsignificantly,however, in terms of theease ofuse of this functionality.Ease
ofuse canbeviewed
as ameasure
ofeffortrequiredtoexercise the functionality and, thus, arelative
measure
ofcost.Combining
afunctional
model
with thenotion ofeaseofuse will permitthe researchertoexplore the usabilityofCASE
technology.Secondly, the levelofspecificity ofthe functionality reflects the goal ofcreating a
correspondence
between
the functionalmodel
and
usage behavior. For example,intervieweesrejectedas too general the use of"documentation"as a type of functionality. Rather, discussions indicated thatdocumentation isa formof representation (a passive form) that requires particular functionality.
The
needto-15-develop a parsimonious
model
in a research setting (particularlyonethat requires users ofa system to describetheirusage behaviors) argues againsta micro model.The
functionality described herein reflects the subjects'judgment
as toanappropriate level ofaggregation.
Finally, there is no claimthat the functionalitylisted inTable
lA
constitutesan
exhaustive set forthe representationcomponent. Rather,this functional setis
viewed
asspanning
or reflectingthe scope ofthiscomponent.As we
will discuss,theconvergence found in the Q-sort process
and
the ability to discriminate across actual products supportthe conclusion that these functionalitiescanbe meaningful groupunder
the proposed definition ofrepresentation.2.1.2
Production Technology:
Analysis
This
dimension
ofanalysisreflects theproblem-solvingand
decision-makingaspectsofplanning
and
design.Simon
(1981), forexample, portrays designas aproblem-solvingprocess
and emphasized
thecriticalityoftasks involvingevaluation of multiple alternativesand
choicesmade
by thedesigner. In asimilarvein,we
define the analysis dimension to befunctionality thatenables the usertoexplore,
simulate, orevaluatealternaterepresentations or modelsofobjects, relationshipsor processes.
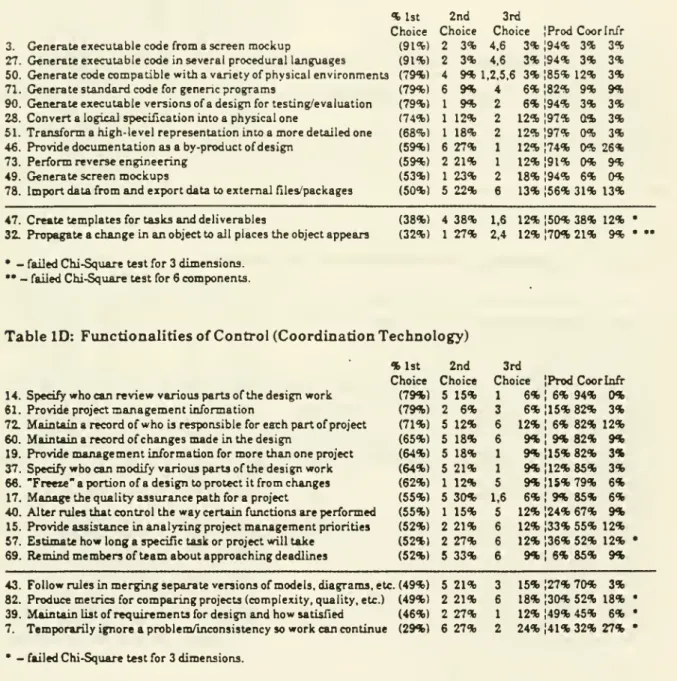
We
see thisrequirement reflected in the functionalitylisted inTable IB. Similartothefunctional building blockof a decision supportsystem (Keen and Scott
Morton
(1978),Treacy(1981),Sprague and
Carlson(1982)), these functionalities reflecttheneed
tocompare, simulate, evaluate, ask"what
if with respecttoa criteria,and
choose oroptimize. It isinterestingtonote that
some
functional definitionsimplyan
embedded
intelligence in thedesign aid. For example, theability toexplainwhy
a-16-desi^
decision isbestreflects the useofexpert systemand AJ
conceptsin thedevelopment
ofdesign aids.In each case, the functionality in thisdimension (Table IB)
assumes
the existence ofaknowledge
base(often a model)and
seeksto manipulate thisknowledge
in orderto investigate alternatives, resolveconflicts orsupport achoice. Itisa proactive analysis process that builds
upon
oradds toknowledge. Thus,we
would
expecttheresult ofusing analysisfunctionality to be the
enhancement
or adjustmentofa given representation (i.e., theuse ofmodeling
functionality).The
significant interactionbetween
these two dimensions suggests thattheyconstitutecomponents
ofthemore
general
dimension
ofProductionTechnology.2.1.3
Production Technology: Transformation
The
nature ofplanningand
design has been conceptualizedasaprocessor seriesoftransformations
(Kottemann and Konsynski
1984,Zachman
1986).A
transformation is
an
internally completeand
consistentchange
indesign conceptorartifact.
The
need
forcompletenessand
consistency reflectsthe attribute thatatransformation is a
non-random
purposeful activity and, hence,isrepeatable. Forexample, convertinga logicaldata
model
intoaset of definitionsrepresented inthelanguage
ofa given data basesystemconstitutesa transformation.In general, the notion oftransformation has been the
mechanism
to representimportant aggregatesor
chunks
ofdesignactivity.At
a macro-level, the system designlife cycle describes a series ofdesign transformations. Researcherssuch asZachman
(1986)and Hackathorn and Karimi
(1988) have suggesteda range oftransformationsthatare central toI/Splanning
and
design processes.We
define thedimension
oftransformation tobefunctionality that executesasignificantplanningordesign task, thereby replacingor substitutingfora hunxan designerIplanner.
•17-This dimension of
CASE
technology reflectsa straightforwardcapital/labor substitution. Itdiffersfrom analysisinthatit replaceshuman
activityratherthan providingsupport. In this sense, itis analogous tothe distinctionbetween
decisionsupportsystems
and
process automation.Of
course, transformation technologycanenhance
the overall performance ofhumans
by allowingredistribution ofhuman
resources. Still, at task level, the intentoftransformation functionality isdirectsubstitution forthe
human
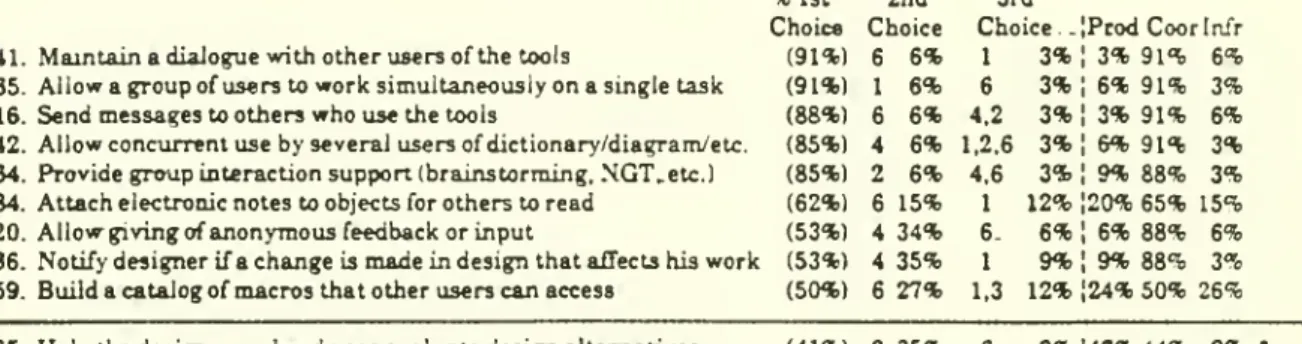
resource.The
functionalities listed in Table IC correspond to the transformationdimension. Several observations are appropriate.
As
might
be expected, the bulk ofthese functionalities addressactivities late in the design cycle,e.g.,code generation.
As
such, these functionalities often depend onaminimum
setof functionsbeing *available in the representationcomponent.
However,
aswe
willdiscuss in Section4,current technology often does noteflectivelylink these two functionalcomponents.
A
second observation is thatthe abilityto delivertransformation functionality often impliesembedding
intelligence into theCASE
technology. For example, the ability to automatically normalize adatamodel
isan emerging
typeoftransformation functionality that
makes
extensive use ofexpertsystemsand AI
technology.
As
we
seeincreased use of intelligentCASE
technologywe
might
expectto see
new
typesoffunctionalityemerge
forthisdimension. Thus, the setof functionalityshown
inTableIC
should be viewedasa currentbenchmark.
2.1.4
Coordination
Technology:
Control
The
focus ofthedimensionsoftechnology discussed thusfar has been production-oriented.That
is, the technology hasprovided a directimpactonthe abilityofanindividual to produce aspectsof the design. In thiscapacity, the technology
-18-represents aclassic productivity-enhancing investment, i.e., a capital/labortradeofT.
Through
the investments in technologythe task of a designteam
is accomplishedwith less resources.
Williamson (1975) notes , however, thatthe constraints on
human
informationprocessingcan arise from both
bounded
rationality of a particular agentand
fromthe
communication
requirementsstemming
from interactionbetween
agents.Bakos
and
Treacy (1986) also identifythe needto reflectbothbounded
rationality of individualsand communication
costs in a generalmodel
ofinformation technology.Malone
(1988) defines coordination as "the additional information processingperformed
when
multiple,connected actors pursue goals that a single actorpursuingthe
same
goalswould
not perform".The
use oftechnologyto reduce the cost of *coordination can enable an organization to utilize alternative organizational structures in pursuitoftheir strategies, and, thereby, achieve
new
levelsofefficiency
and
eflectiveness. Forexample, Applegate, etal. (1986) andStefik, etal. (1987) describe technology thatisintended to improve the productivity ofmeetingsin partthrough
enhanced communication
functionality.Such
technologycan notonlyafTectthe efTiciency or effectiveness of a given
meeting
but alsoenableorganizationsdecision
making
orproblem
solving processes thatmaximize
the useofteamsortask forces.
The
intervieweesalso identified a range oftechnology that focusedon the need toeffectivelycoordinate individuals. It
was
interesting to note thatduringthe interviewssubjectsseemed
to shift from conceptualizingthe planningordesign process asan individual activity to one involvinga group orteam.When
this shiftoccurredthe design aid functionality discussed reflected issuessuch as the need to
•19-exchange
information, enforcepolicies orsecuritymeasures, orunderstand or resolve conflicts.Itis not surprising thatone aspectofdesign aidtechnology thatemerges from the design literature reflects a
component
ofcoordination: control. Thiscomponent
reflects a notion ofa
manager/employee
orprincipal/agent relationshipin a planningordesignprocess.
That
is,design activitiesoften involvean
explicitcontracttodeliver aproductor service toacustomerfor a given price. In orderto ensure that thecontract isfulfilled, acontrol systemormonitoring system isrequired.
Similarly, with the activitiesof a design team, a projectleadermaycontractwith
an
individual. Again, the projectleaderrequiressome
informationtoensure thatthisindividual does, in fact,carry outthe contractin the intendedway.
I
In additionto the need tomonitor, the principal or
manager
may
want
to imposerestrictionson the activitiesofa givenagentoremployee. For example, he/she
may
want
torestrictaccess toparticular dataor preventchanges tosome
aspectofan
existingorproposedsystem.At
amore
abstractlevel, theprojectleaderneedsan
ability tocommunicate
projectgoals (even themeans
to achievegoals)and
toensurethat the resourcesofthe
teams
are allocated in amanner
thatbestachievesthe goals.Of
course, requirements tocontrol theactivitiesof a grouphave
longbeenrecognized
by
the developersofcomputer-aideddesign technology.Houghton and
Wallace
(1987),Reiferand
Montgomery
(1980)and
others identify arangeoffunctionality
spanning
notionsofprojectmanagement,
configuration control,and
access control.We
define the control dimensionto bethe functionality thatenables theusertoplan
forand
enforcerules,policiesorprioritiesthat willgovernorrestricttheactivitiesof
team
members
during theplanningordesignprocess.-20-The
functionalityofthisdimension identified in the interviews isshown
in Table ID.There
appearto be two general typesofrelations tothisdimension: resourcemanagement
and
access control. Resourcemanagement
pertains to thatfunctionalitythat enables a
manager
toensure that the behaviorofindividualsand
hence, resource utilizationbythe
team
isconsistent with organization goals.The
capabilityto budget, toidentify a critical path orsetofactivities, tomonitorprogress orservicelevels, orto
communicate
orenforce appropriategoals are examplesof thistype offunctionality. In essence, itisfunctionality that supports arange of traditional control activities.
As
will be discussedlater, the potential forCASE
technology to enable effective internalcontrol, i.e.,substitute individual control
behaviorfor
managerial
control,has majorimplicationsforperformance.A
secondtype involves access orchange
control. Thisfunctionality assumes that issuesofsecurityand
accessmust
be carefullymanaged.
As shown
inTable ID, this functionalityincludes configuration control, authorizationmanagement,
and
the ability toidentifyand
audit the activityof designers, particularlywhen
theseactivities
change
existingwork
or directlypertain toateam
policy. In essence,these types of functionalityassume
thatthe designteam
utilizesand
producesa valuableasset. Hence,accessto or
changes
to those assetsmust
bemonitoredand
controlled.2.1.5
Coordination Technology:
Cooperative
FunctionalityThe
controldimension addresses the needto establishand
enforce goals, policy,procedures,standards
and
prioritiesduring adesign process. It isthe traditionalconceptof
manager/employee
thatassumes
the needtoenforce awork
contract.Information isrequired both to ensure effectiveexecution oftask
and
to monitorthe contract.An
alternativemode
ofcoordinationassumes
thatthe participants operate ata peerto peerlevel. In thismode,
the interactionamong
individualsis basedon asharedset ofgoals
and
a perception ofmutual
gain froma given interaction. Thus,cooperative behavior isnot enforced byasetofrules. Rather, such interaction reflects a sense ofpeerinvolvement
where exchange
isoften voluntary.Davis
and
Smith
(1983),Henderson
(1988)and
Malone
(1988) describe the conceptofcooperativebehaviorin thismanner.
For example, Davisand
Smith(1983)
argue
thattheneed
forcooperationamong
experts arisesfromboth shared goalsand
knowledge
interdependenceamong
the experts with respectto thesegoals.Inthis research
we
willdefine the dimensionofcooperative functionality asfunctionality thatenables the userto exchange information with another
indwiduaKs)
*for thepurposeof influencing(affecting) theconcept,processorproduct ofthe
planning/design team.
The
interviewprocessgenerated a rangeof functionalities thataremodeled
ascooperative functionality (Table IE).
These
functionalitiesreflectarole ofCASE
technology both asa
communication
channeland
as a facilitation aid. Reiferand
Montgomery
(1980) identifycommunication
functionality asan importantaspect ofcomputer-aideddesign technology. Certainlyin a groupcontext
communication
isakey
issue.The
basiccommunication
functions inTableIE
address the needforarange
ofcommunication
functionality from basicmessaging
toenhancements
suchas theabilityto attach a note to a diagram. In essence, thisfunctionality provides a
platformfor electronic interaction
among
members
of a team.The
second classofcooperative functionalityuses technology to help facilitategroup interaccion. Thisincludes functionality that providesforelectronic
brainstormingor
manages
thedegreeofanonymity
ofinput(i.e.,votes). Applegate,-22-et al. (1986) describe technology that provides this type of functionality.
The
userofPLEXSYS
technology can choosebetween
several structured group processesand
adaptthe technology to facilitatethe execution of the particular approach used.
The
technology has
an
impact on the process both through efilciency, e.g., the ability tocapture the outputof a brainstormingsession,
and
also by changing parametersofthegroup processwithin an efilciencylevel. Forexample, the technology can permit
significantly largergroup size than isoften associated with abrainstormingsession.
To
the extent that participationand
involvementafi'ects the successofa project,thisincreased capacity could
have
significant benefits.These
functionalities,particularly those that
implement
structured group process, have aspects of controlembedded
in them. For example, electronicbrainstormingenforcesan
interactionprotocol
on
members
ofthe team. Thisassociationbetween
controland
cooperative Ifunctionalityis tobe expectedsince theyare both
components
of thecommon
dimension
ofcoordination.The
key
distinction is that cooperativefunctionalityassumes
a peer relationshipamong
participantsand
isbasedona conceptofsharing.The
technology functionsprimarily as a conduitorenablerofinformation exchange.Control functionality,in contrast,
assumes
that ahierarchical relationshipexistsand
provides amechanism
toexchange
information necessarytoestablish, monitorand
enforce this hierarchy.Each
relates to coordinationbutdoesso from adifi"erentperspective.
2.1.6 Infrastructure
Technology:
Support
Simon
(1976) notes thatbounds
ofrationalitycanbe increased not onlyby
increasing individualcomputational power, butalsobyinstitutionalizing
organization-wide standards to help individual performance. Thiscapability,
we
term
infrastructure technology, canbe defined as organization-widemechanisms
groups to
overcome
theircognitive burdensofinformation processing.March
and
Simon
(1958) argue thatbyestablishing organization infrastructures, whichtheycall standardoperating procedures, the organizationcan reduce burdensof
information processingbecause search proceduresare
automated
in the standardoperating procedures to
some
extent. Similarly, Galbraith (1977)arguesthatimplementing
avertical informationsystemand
the implied standardsofdataand
language
associated with such asystem isonestrategy to increase theinformation processing capacity ofthe firm.Malone
(1988) extendsthisnotion todescribe arange
oforganizational structuresenabledby
the use ofcoordination technology.Computer
based design toolscan also provide organization-wide infrastructure forthedevelopment
ofcomplex
software. Often,complex
software isbuiltmodule by
module
by
several design teams. Iftheteams
donotproceedcarefully, theidiosyncrasiesof
an
undisciplinedteam
can leadto expensivefailure. Design aid toolshelp thedesignteam
manage
complexitiesofdevelopment
byprovidingacommon
foundation forthedevelopment
ofI/S.As
aresult, theorganizationgainsthe potential to introduce parallelism aswell astime share scarce talent
among
teams.
The
design aid tools also help train designersin advance techniquesand
enforce consistent techniquesusagethroughouttheorganization.However,
because enforcementoforganization-wide infrastructurecomes
primarily
by
limitingwhat
designteams
cando with the tools, there isthe potential thatan
inflexible infrastructure can stand in theway
ofdesigningeffectivesystems. Therefore, while theultimatepower
ofinfrastructuretechnology liesin theability towiden
asfaraspossible the range ofsolutionsand
approaches thatcan be handled byinfrastructure technology, the actual impact on the
development
process isunclear.24-One
component
of the infrastructure dimension addresses the skillsto use technology rather than the task ofplanningand
design.At
issue is the rangeof support required to help the design aid user learn aboutand
utilize the design aid in themost effectiveway
possible.We
define thisdimensionto be thefunctionality tohelpan individual user understand
and
useeffectivelyaplanningand
design aid.Table
IF
lists the range offunctionality relating to thisdimension. Thesefunctions range frompassive functionality,e.g., an on-line help function,to describe
parameters ofa function, to proactive functionality that uses
domain knowledge
orpast user behavior patterns to diagnoseor
recommend
appropriate action, e.g., the ability toexplainwhy
a particular functionality should be used.I
Many
characteristics of"userfriendly"systemsincorporate these types ofsupportfunctionality. Forexample,
Houghton
and
Wallace (1987)describe a range ofsupport functions that reflect the range ofskills (expert to novice) of a typical user population. Itshouldbe noted that thegeneral interface technology isnot
incorporated as asupportfunction. Forexample, the use ofa
mouse
orpoint-and-click is a feature thataffects the effortnecessaryto exercise a functionality (either physicalormental).
As
such thisaspectofthedesignenvironment
shouldbe incorporated into themeasure
ofease ofuse of asetof functions.2.1.7 Infrastructure:
Standards
Ultimately, the need todevelop
and
sustain an organizational infrastructuredemands
attention to the need for standards.As
suggested above, standardsofTer the potential both to increase organizational flexibilityand
to limit the creative process ofplanningand
design. For example,Lempp
and Lauber
(1988)have
arguedpractice is a strategic concern toorganizations thatdepend
upon
information technology.A
major functionof the standardcomponent
functionality isto provide portability ofskillsand
data. Portable skillsand
data will be promoted through standardized relationshipsbetween various activitiesofdesign life cycle.The
abilityto introducesimultaneous design processesisenhanced. For example, adopting a standard
structure for representingthe
knowledge
generated in adesign process increases the ability to share thisknowledge
with other teams. Similarly, itprovides a basis totraindesigners asto
what knowledge
is availableand
how
other teamsfunction.As
aresult, increased organization performance can be achievedbya given team'sability to anticipate
when
coordination is required.I
The
intervieweesgenerated fewexamples
offunctionality that couldbe thoughtofasstandards. In general,there isa potential standards issuein
many
of theelements of the coordination functionality.
However,
during debriefingwithorganizations, the issueofstandards
was
highlighted.The
discussion ofstandardsfunctionality often reflected system utilities
and
architectures. Forexample, onefunctionality focused on the ability to port
between
technology platforms.Another
focusedon the ability to function in a highlydistributed environment.The
issue of the consistency ofthe structure used to store data definitions with theemerging
standards for a central repository
was
also highlighted.In essence, the feedback
was
to incorporate a dimension ofdesign aid technology thatreflects a potential to support organization changeand
fiexibility.As
suchwe
define the standards
component
as functionality thatpromotesportabilityofskills,knowledge, or methodsacross the organization(s).
-26-2.2
Summary
A
finalconcern in thedevelopment
ofthe functionalityitems istheability toreliably associate a particular functionality with actual
CASE
product.As
discussed in Section 2, areliability checkresulted in atotalof98functionsformingthe poolwith
which
to define thefunctional dimensiondescribed above. In the followingsection, a Q-sorttest usedto
examine
the robustness ofthe proposedmodel isdiscussed.
The
testconsists ofgivingindependentexpertsinCASE
technologythe definitions ofeachcomponent^
and
askingthem
tosortthe 98 functionsinthese categories.The
listingoffunctionsby eachcomponent
shown
inTablelA-lF
isthe result of this Q-sortexercise.To
the extent that the subjectssortthe functions in thesame
way,
there isevidence that theproposedmodel
isameaningful I characterization ofwide range ofCASE
technology.A
secondtestexaminestheextentto
which
themodel
actually discriminatesbetween
CASE
productsinan
interestingand
useful way.The
followingsection presents the results ofthisQ-sortand
the application ofthemodel
toevaluate eightcommercially availableCASE
products.3.0
Evaluating
theFCTM
The
resultsofthe Q-sorttest areshown
in the right-hand columnsofTable 1.A
total of34 subjects (notinvolved in previous
development
ofthismodel)sorted the98functionalities accordingtothe definition described in Section 2.
The
resultsare tabulatedbased on the categoriesreceivingthemost
frequent assignments.^
As
discussed in Section 2.1.7,the standardcomponent
resulted from feedbackFunctionalityis listed in orderofdecliningfrequency
among
the 34 subjects.Each
column
has twonumbers.
The
firstindicates the specificcomponent most
receivingmost
assignments, the second indicates the percentage ofthe total assignmentsfollowingin thatcomponent.
The
first, secondand
third frequencyare shown. This accounts for almost100%
ofassignment
inall cases.A
second aspectofthemodel
canalso beexamined
with thisdata.Even
ifassignmentsdo not indicate
agreement
asto aprimary component, theremay
beagreement
atthemore
general dimensionofproduction, coordination orinfrastructure. Ifthis istrue then there issupportforthatthese
more
generaldimensions
adequately reflectcurrentCASE
technology.A
simple chi squaretestis used to testthe hypothesis that assignments arerandom.
The
results ofthissimple test in Table 1 can beevaluatedat boththecomponent
level, i.e., thesixcomponent
thatwere
usedin the sort,and
atthedimension
level,i.e., production, coordinationand
infrastructure.At
thecomponent
level, there are onlytwofunctions for
which
a chi squaretest ofuniformdistributionisnotrejected (transformation,
#32
and
support, #24).Although
thisisaweak
test,itdoessupport the conclusion that the six
component
dodifiersignificantly.At
thedimension
level,seven functionsfailed to reject the testof arandom
assignment.Again,thissupports the conclusion thatthese dimensionsdiffer.
A
reviewoftheassignment
pattern ismore
revealing. Forrepresentation, onlynineofthe eighteen items received
more
than50%
as a primarysort.However,
as indication inthecomments
section, five ofthe functionsbelow50%
appeartohave
consensus as a general production functionality.
The
sorting resultsforanalysis appearmore
consistentwith seventeen ofnineteen function receiving
more
than50%
primary assignments.Again
the two-28-items below SO'To appear to reflecta general production functionality with afairly
uniformdistribution across representation, analysis
and
transformation.The
transformationcomponent
haselevenofthirteen functionsexceeding50%
.In general the functions appearto be clearlywithin the production dimension.
The
two functions thatare below
50%
is ambiguous. Both functions 47and
32 failtorejectthe chi square test at the dimension level,suggesting that there is significant overlap with
between
the productionand
control implications for these functions.In the control component, twelve ofsixteenfunctionsreceive
more
than50%
primary
assignments.The
distribution ofassignmentsuggests a supportofthiscomponent and
a consensus with respectto a coordination dimension. For the fourfunctions not receiving
more
than50%
assignment,#43
appears toreflecta general |coordination perspective, while functions83,39
and
7fail to rejectthechi square for differences atthedimension
levels.These
functionsappeartohave
overlap with supportand
analysis, suggestingasignificantlevelofambiguity in the functional description.The
cooperative functionalitycomponent
receiveonly total ten assignments but nine ofthe ten receivedmore
than
50%
as aprimary
assignment. In general, these functions appearto reflecta coordination perspectivebutsubjectsdistinguishedthem
from
the control component. Function 85 didnot receivemore
than50%
primary assignment and
also failed torejectthe chi square test at the dimensionlevel.
The
component shows
significantoverlap with both analysisand
support.Finally,the support
component had
22 functionalitieswith only thirteen ofthe 22receivingprimary assignment. This
component
appearsto be difficult forsubjects toclearlydifferentiate.
Although
there aresix functionsthat have strongagreement
as support, theremaining
functions refiectboth aspects ofproductionand
coordination .
Two
ofnine functions receivingless than 50'7c primary assignmentfail the chi square test. Function 98fails to reject the test at the dimension level and
function 24 fails to reject at the
weaker component
level test.The
sortpattern across those assignments with less than50%
primarysort appearsto reflectsignificant overlap with at leastone otherdimension. These resultssuggest a need to refine the definition forthe supportcomponent.In
summary,
the sorting results provide supportforeach ofthecomponent
concepts.Only
thirteen ofthe 98 functionsfail to rejectthe chi square test atthedimension level or
component
level.Twenty-seven
functions receive less than50%
asa primarysort. Again, fourteen ofthese 27 have supportas the firstor second choice, reflecting the difilculty with the definition ofthiscomponent.
Of
theI
remaining
thirteen functions, six reflect a general production perspectiveand
one a general coordination perspective thereby providing additional supportfor thedimension level concepts.
As
a nextstep in the analysis, the sevencomponents
are usetocompare
eightcommercially available
CASE
products.The
comparisonwill be used to determine if theFCTM
providesa useful tool toevaluate potentialCASE
environments.3.1
Comparison
ofCASE
Products
In thissection, the
FCTM
is used tocharacterizeeight commercially availableCASE
products.The
products were selected inan
attempt tocoverthe full span of the systemdevelopment
lifecycle.The
life cyclewas
divided into three general categories: planning, designand
construction.Two
products that appear totargeteach ofthese were selected forcomparison. In addition, two products that purportto
provide integration acrossall three
components
were selected forevaluation.To
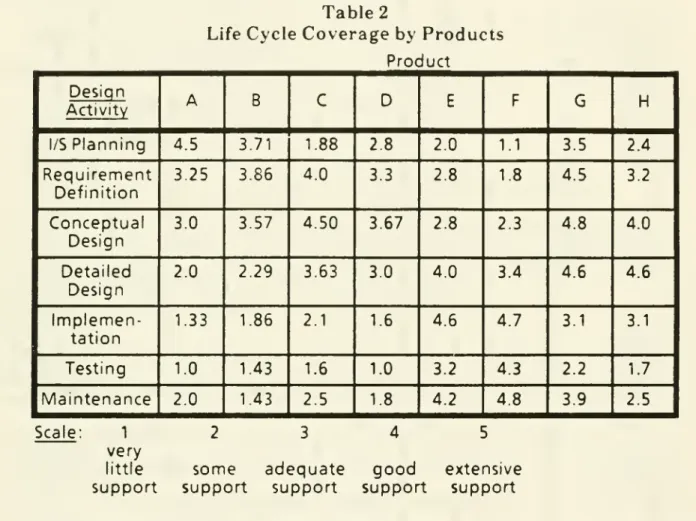
ensure theproducts did infact reflect thesecomponents, 25 experts userswere asked
-30-to indicate the level ofsupport provided by the productfor the seven tasks
shown
inTable 2. These perceptions supportthe conclusion that the toolsselected for
evaluation both span the life cycle
and
have distinctive product features.Table
2Life
Cycle
Coverage
by Products
ProductDesign
functionalityon representation while beingrelatively
weak
ontransformation.Similarly, those products targeting construction provide transformation
functionality
and
areweaker
on representation.Secondly,onlyone product providessignificantcoverage forcontrol functionality. Further, all productsare
weak
on cooperative functionality. Thisresultssuggeststhecurrent products
may
have
limited impactonteam
performance issues. Thispointwill be discussed in
more
depth in the nextsection.Finally,the products do provide supportfunctionalitybutthere is,in fact,
significantvariation across product.
As
we
will discuss, amore
detailed analysisshows
there existsgeneral level ofsupportin the form of basichelpcommands
but advanced, intelligentsupportfunctionalityisquite limited. 'The
detail analysisbycomponent
isshown
in Table4.At
this level,onea
ncompare
functionality across products. For example,in support, thefunctionof**provideon linehelp"
and
"quick reference to basiccommands"
(#56 and
77) isgenerally available acrossthe lifecycle.
More
sophisticatedand
intelligentbasedsupportsuch as"the ability to anticipate usermistakes based onpasterrors"(#58) is totally lacking.
A
final observation isreflected in thesummary
total used forTable4. Thisrow
indicatesthe
number
and
percentage ofthe total possible functionality thatappearsin atleastone product.
The
resultssuggest that claims forintegrationand
coverage byCASE
productsare at best limited to notions ofproduction technology.There
is a significantgap between
possibleand
available functional in coordination, analysisand
intelligent formsofsupport.Furthermore
as the detail analysis suggesttheThese
resultssuggesttheFCTM
isameaningful
way
tocharacterize design aid technology.While
clearly notthe only possible perspective, thismodel
doesappearto reflect a reliable
and
validmodel
for awide range of functionality.The
model does diflerentiate across products. In the followingsection, the implication foruse ofthismodel
oftechnology to study the impactofI/Splanningand
design are discussed.4.0 Implications
and
Future
Research
This research has led tothe
development
of amodel
ofCASE
technologythat hasthree general dimensions: production, coordination
and
infrastructure.The
FCTM
appears to be a useful
mechanism
to assess the range offunctionality available in agivendesign support environment.
A
more
general issue relates to the implications ofthemodel
forstudying the impactofCASE
technology on I/Splanningand
designteams. Figure 2 provides one
model
thatsuggestshow
theCASE
may
resultin arangeofperformanceimpacts.
Figure
2Impact
ofTechnology on
I/SPlanning
and
Design
and
product quality(e.g., onemeasure
often used isnumber
ofdefect&'function point).As
discussed in Section 2, thesemeasures
reflect a task, perspectiveand
may
be associated with only a marginal impact on overall performance in the life cycle.
One
source ofthis limited impactmay
be reflectedby the factthatcurrent toolshavelimited analysis functionality.
The
toolsevaluated in thisresearch reflectpotentialfor a broadcoverage ofrepresentation functionality (17/18)
and
transformation(11/13).
However,
examination ofthese functionssuggesta relatively passive design aidenvironment.That
is, the functionalityenables a designer to captureand
present
an
idea orto transform a well defined design concept. Functionality to aid thecritical thinking processes that often constitute a majorcontributionofthedesignerappear to be lacking. Thus,
we
might
expectemerging
functionality in thisarea to
have
a major impact on the efficiencyand
efTectiveness ofindividuals.At
theteam
level, coordination technologycan help to efYectsynergyamong
teanrmembers
(or at leastreduce the loss in productivity often associated with groupinteractions)
and
increase the validity of the product.Synergy
might
occurthroughboth production efficiencies, (as
measured
by increasednumber
ofalternatives considered)and
social/political impactssuch asincreased involvementofkeyorganization roles (as
measured
by participation orinfluence in the design process).The
potential foran
increased validity arises fromthe ability ofthe design process tobetter
meet an
actual organizational need. This hypothesis arguesthat if coordination technology increasesthe ability oftheteam
to effectivelymanage
relationshipswith key stakeholders, this will increase the likelihood that a validneed(asperceived bythe organization)ismet.
An
important interaction effect between the individualsand team
levelcan also occur.The
use ofproduction technologymay
effectivelyempower
a keyorganizational role orstakeholder by reducing the skill levelor time required to
participate
and
infiuence thedesign process.As
such, production technologymay
have a significantimpactin that itcan change both the composition ofthe
team and
-36-the
way
inwhich
roles on ateam
interrelate. Both ofthese impactshold promise forsignificantperformance improvement.
Finally atthe organization level, the ability to use
CASE
technology tobuild aninfrastructure could increase the flexibilityofthe product
development
processand
enable the organization design products across
teams
tooffera significantperformance impact. Thispotential arises in partfrom the potentialtodecentralize the
knowledge
necessary tocoordinate the activitiesofmultiple teams.Decentralizingthe coordination
knowledge
requires individualteams
toknow
orhave
accessto informationabout goals,critical proceduresand
resourceemployedor requiredby
ateam
(Durfee, etal. 1987).The
potential foraCASE
environmenttoprovide access to such
knowledge
via shareddesignknowledge
bases,throughtheuseofstandardsdesign practices orbycreatingthe
means
totime sharingkeyhuman
resources across projectsofTers the potential foramajor performance impact.Of
course,the ability to attribute performance impact toCASE
technologybecomes
increasingly difilcultasonemoves
from theindividual unitofanalysis tothe organization.
However,
the abilitytomap
usage behaviorofthetechnology toboth individual
and
team
processes suggeststhe use of theFCTM
may
helptobetterunderstand theperformance impactof
CASE
atthese two levels.The
functions reflectingan
infrastructure dimension extend themodel
from theteam
to theorganization