Versatile molecular silver ink platform for printed flexible electronics
Texte intégral
Figure
Documents relatifs
In this paper we prove (see theorem 2.7) that a divisor D consisting of a union of curves of a pencil of degree n plane curves with a smooth base locus (i.e. the base locus consists
Dans une étude monocentrique française publiée en 2008 [11], 37 enfants sortis vivants d ’un service de réanimation pédiatrique après avoir fait l ’objet d’un questionnement
Dans cette dynamique, nous envisageons ici une analyse comparée de deux modules de formation qui intègrent l’appropriation d’un artefact comme élément déterminant du processus
The study of Norman coinage in the 10th century shows a large and well- managed production and a firm control of the circulation.. Exchange fees provided income for the
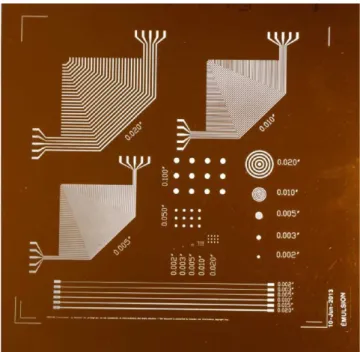
To take full advantage of printing some parts of electronic components with sufficient quality of printed traces sintering of the printed traces has to be well examined and
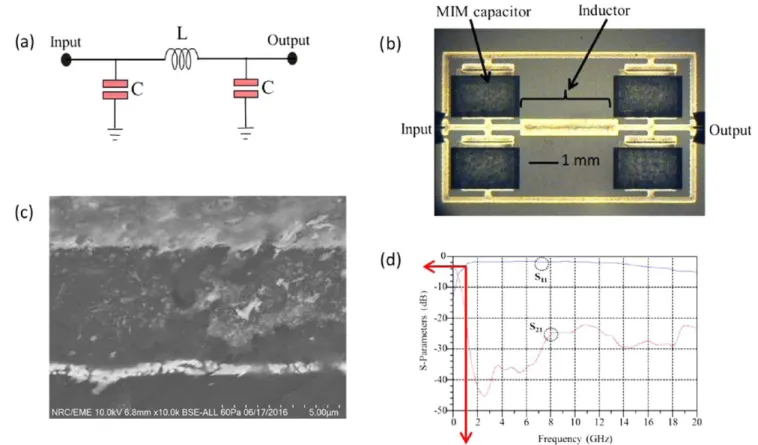
Based on the composition and morphology of the corroded surface, it can be suggested that the surface colour variation is related to the size and shape of the Ag 2 S particles and
It is suggested that the observed maxima in the curves of peff against atomic per cent tin along lines of constant maganese content in the ternary system result from
