Publisher’s version / Version de l'éditeur:
International Thermal Spray Conference and Exposition 2010, Thermal Spray:
Global Solutions for Future Application (DVS-ASM), pp. 821-826, 2010-05-03
READ THESE TERMS AND CONDITIONS CAREFULLY BEFORE USING THIS WEBSITE. https://nrc-publications.canada.ca/eng/copyright
Vous avez des questions? Nous pouvons vous aider. Pour communiquer directement avec un auteur, consultez la
première page de la revue dans laquelle son article a été publié afin de trouver ses coordonnées. Si vous n’arrivez pas à les repérer, communiquez avec nous à PublicationsArchive-ArchivesPublications@nrc-cnrc.gc.ca.
Questions? Contact the NRC Publications Archive team at
PublicationsArchive-ArchivesPublications@nrc-cnrc.gc.ca. If you wish to email the authors directly, please see the first page of the publication for their contact information.
NRC Publications Archive
Archives des publications du CNRC
This publication could be one of several versions: author’s original, accepted manuscript or the publisher’s version. / La version de cette publication peut être l’une des suivantes : la version prépublication de l’auteur, la version acceptée du manuscrit ou la version de l’éditeur.
Access and use of this website and the material on it are subject to the Terms and Conditions set forth at
THE PROTAL® process applied on Cold Spraying to improve interface
adherence and coating cohesion – case of titanium and nickel based
alloys
Costil, S.; Irissou, E.; Danlos, Y.; Legoux, J.-G.; Wong, W.; Yue, S.; Moreau,
C.; Coddet, C.
https://publications-cnrc.canada.ca/fra/droits
L’accès à ce site Web et l’utilisation de son contenu sont assujettis aux conditions présentées dans le site LISEZ CES CONDITIONS ATTENTIVEMENT AVANT D’UTILISER CE SITE WEB.
NRC Publications Record / Notice d'Archives des publications de CNRC:
https://nrc-publications.canada.ca/eng/view/object/?id=e187ad07-94e3-42b0-b4b6-e2ed7b06ec47 https://publications-cnrc.canada.ca/fra/voir/objet/?id=e187ad07-94e3-42b0-b4b6-e2ed7b06ec47THE PROTAL
®process applied on Cold Spraying to improve interface adherence and
coating cohesion – case of titanium and nickel based alloys
S. Costil1*, E. Irissou2, Y. Danlos1, J.-G. Legoux2, W. Wong3, S. Yue3, C. Moreau2, C. Coddet1
1-Université de Technologie de Belfort-Montbéliard, LERMPS, Belfort, France
2-National Research Council Canada - Industrial Materials Institute, Boucherville, QC, Canada 3-McGill University, Mining and Materials Engineering, Montréal, QC, Canada
*Corresponding author: tel: 33(0)3 84 58 32 35 ; fax: 33(0)3 84 58 32 86 ; e-mail: sophie.costil@utbm.fr
Cold spraying is particularly suitable for elaborating heat and oxidation sensitive coatings. Due to the fact that the particles are not melted during the spraying process, it is thus possible to elaborate coatings without chemical modifications. Nevertheless, according to the materials considered, some interface defects can be detected inducing an inadequate adhesion between the substrate and the coating. Bonding mechanisms are not only strongly dependent on the particle velocity but also on the state of the surfaces. By this way, surface pre-treatments can be necessary to improve adhesion.
From all the surface modification technologies, laser ablation process is very interesting due to its flexibility by using optical fibers and due to the perfect control over the treated area. It is then possible to interact with the material during all the spraying process on the substrate surface as well as on the interface layers.
This is particularly the aim of this study which consists in exploring the laser influence, implementing the PROTAL® process, on the different interfaces quality for coatings elaborated by cold spray on metallic substrates. By controlling the chemical composition of the materials, the coating cohesion as well as the adhesion level, coatings were sprayed on pure titanium and titanium and nickel based alloy substrates.
1 Introduction
Cold spraying is particularly known for elaborating dense and thick coatings from metallic powders [1]. Based on the acceleration of small particles in a solid state (ranging in size approximately from 5 to 50 μm) to high velocities (typically 300 to 1200 m/s) a deposit can then be elaborated on an appropriate substrate by an impacting process [1][3][4][5]. Compared to conventional thermal spray processes, the distinguishing features of Cold Spray is its ability to produce coating with preheated gas temperatures lower than the melting temperature. Consequently, deleterious effects of high temperature oxidation, evaporation, residual stresses and other associated to other spray methods employing a liquefaction step are minimized or eliminated. The mechanisms by which the solid state particles deform and bond to the substrate or to each other is not well understood yet [6][7][8][9] Nevertheless, it is thought that the high velocity impact disrupts the oxide films on the particle and substrate surfaces, pressing their atomic structures into intimate contact with one another under momentarily high interfacial pressures and temperatures [10][12][13]. According to this hypothesis, it is more understable that various ductile materials including metals or polymers have been cold spray deposited while attempts to deposit brittle and hard materials (such as ceramics or specific alloys) have not been successful [14][15]. Of course, several operational parameters have to be defined to optimise the structure in terms of physico-mechanical properties as well as interfacial adherence [16]. If the typically influencing parameters include the gas preheat temperature, the pressure and the nozzle geometry, the substate preparation steps have to be
considered too [17][20][9][19][18]. Operational parameters are typically selected to achieve the most suitable coating for its intended application [6][7][9][12]. By this way, considering the interfacial behavior, alternative pre-treatment operations can be developed to improve the adherence between the coating and the substrate [21][22]. To enlarge the cold spray applications, it can be interesting to investigate specific conditions. This aspect concerns the main objectives of this study. By employing alternative processes for the substrate preparation before spraying, coating adherence were evaluated for different materials. The influence of laser cleaning pre-treatment (by implementing the PROTAL® process) was then estimated in the case of pure titanium, titanium alloys and nickel based alloys associations.
2 Experimentatal procedure
2.1 Materials
To explore all the cold spray potentialities, research and developments efforts are still needed to develop engineered coatings with desired properties for specific applications. Then, by choosing materials, appropriate characteristics have to be selected to investigate different domains. This aspect was particularly developed when selecting pure titanium or titanium and nickel based alloys materials for biomedical or aerospace applications respectively. To explore new applications considering the interface behavior as well as the coating cohesion, uniform associations of materials were investigated. By this way 3 kinds of compositions have been selected such
as pure titanium, titanium based alloy: TA6V (Ti: 90%, Al: 6%, V: 4%) and nickel based alloy (Ni: 52.5%, Cr: 19%, Fe: 18.5%, Mb: 5.1%, Mo: 3%, Ti: 0.9%, in mass). The substrates used, presenting a surface rough machining, are 25mm diameter and 10mm thick button-type samples. Considering the powders, 3 commercial feedstocks have been supplied. Presenting a spherical morphology to optimise their casting, all powders are characterised by a low range size distribution lower than 45μm for the pure titanium and titanium based alloy sets (Raymor) and lower than 30μm for the nickel (HC Stark).
2.2 Surface pre-treatment
To evaluate the impact of the substrate surface on the coating-substrate adhesion, several treatments were tested. First, coatings were sprayed just after a degreasing with alcohol. In a second setp, substates were treated in a conventional way by a degreasing and sand-blasting. Finally a laser treatment was carried out by implementing the PROTAL® process to induce an ablation of the surface[23][24]. For this last operation, two laser energy densities were tested according to the specific ablation threshold of the materials. Then, two parameters were fixed below (at 1.1 J.cm-2) and above (at 2.2 J.cm-2) the ablation threshold [25]. The implemented source in this case (PROTAL® process) is a Q-switched Nd:YAG laser with a 10 ns pulse duration and a 150 Hz repetition rate (i.e. Laserblast 1000 from Quantel1).The source maximum average power is in the order of 40 W. The beam is carried out through SiO2 fiberoptics. In order,
to adapt the process to the powder jet diameter, four laser sources were combined in two single laser heads delivering a rectangular beam [26]. Then, by associating the two laser spots on the top of each other, an homogeneous treatment of the parts can be apply.
2.3 Spraying operations
Implementing this system, coatings were deposited using a kinetics 4000-M system (CGT-GmbH, Ampfing Germany). A WC nozzle (MOC24, CGT-GmbH) was supplied for the spraying materials. This nozzle has round exit of 5.3 mm diameter, expansion ratio of 3.94 and a divergent section length of 120mm. All the spraying experiments were carried out by using nitrogen (N2) as a propelling gas. Considering the
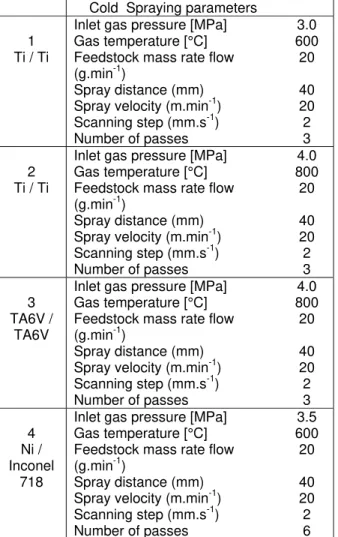
spraying parameters, all the details are mentioned in the Table 1. For this treatment (cold spray), it is known that the maximum particle velocity is obtained at the maximum inlet gas temperature and pressure. The inlet gas temperature was then adjusted to the powder nature and to avoid any degradation of the nozzle material. Nevertheless, to investigate the influence of the spraying gas conditions on the
1
QUANTEL, avenue de l’Atlantique, Z.A. de
Courtaboeuf, B.P. 23, 91 941 Les Ulis cedex, France.
coating structure, two sets of temperature-pressure have been tested for the pure titanium material.
During the spraying operation, the laser heads and the spraying torch were fixed on the flange of a robot. Specimens were fixed on a sample holder mounted on an other robot which moved with a rectangular shape in front of the torches, “Fig.1”. The two spots induced by the laser beam and the particles jet were adjusted to permit a cleaning of the substrate surface just before impacting the particles flow. Whatever the conditions used, the dimensions of the laser impact are fixed (4 * 13.5mm for the two laser impacts) to have a complete coverage of the cleaning process adapted to the particle jet dimensions (8mm in diameter). Then, according to the repetition rate of the laser impact on the surface as well as the scanning step and the treatment velocity, an overlapping around 55% of the laser beam has been obtained on the surface.
Table 1: Spray parameters for the powders and laser parameters for the surface activation.
Cold Spraying parameters
1 Ti / Ti
Inlet gas pressure [MPa] Gas temperature [°C] Feedstock mass rate flow (g.min-1)
Spray distance (mm) Spray velocity (m.min-1) Scanning step (mm.s-1) Number of passes 3.0 600 20 40 20 2 3 2 Ti / Ti
Inlet gas pressure [MPa] Gas temperature [°C] Feedstock mass rate flow (g.min-1)
Spray distance (mm) Spray velocity (m.min-1) Scanning step (mm.s-1) Number of passes 4.0 800 20 40 20 2 3 3 TA6V / TA6V
Inlet gas pressure [MPa] Gas temperature [°C] Feedstock mass rate flow (g.min-1)
Spray distance (mm) Spray velocity (m.min-1) Scanning step (mm.s-1) Number of passes 4.0 800 20 40 20 2 3 4 Ni / Inconel 718
Inlet gas pressure [MPa] Gas temperature [°C] Feedstock mass rate flow (g.min-1)
Spray distance (mm) Spray velocity (m.min-1) Scanning step (mm.s-1) Number of passes 3.5 600 20 40 20 2 6
Of course, several passes are necessary to reach the proper coating thickness and were adjusted according to the spraying system to obtain around 300 μm coating thickness.
2.3 coating characterizations
Several levels of characterizations were implemented during this work. After cutting and infiltrating with epoxy (impregnation technique), samples were polished (following standard metallographic techniques) to perform micrographic observations and microstructure characterizations using SEM (FEG SEM Hitachi S-4700) on the cross section and particularly on the interface.
Fig. 1. Experimental set-up.
The adhesion strengths was characterized according to the standard tensile test method (ASTM 633-79). The adhesive glue was a polyamide-epoxy film from Cytec Fiberite (FM1000) and 3 measurements were implemented in each conditions to estimate the mean value with the standard deviation.
3 Results and discussion
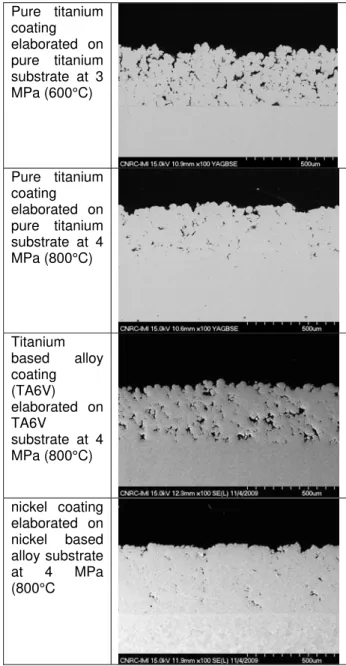
To estimate the interface behaviour and then the influence of the surface treatment implemented before the spraying step, SEM observations were investigated on the sample cross-sections. As illustrated in figures, various effects can be detected. First, of course, the spraying parameters seem control the coating microstructure, “Fig.2”. According to the sprayed material, coatings with a variable density can be elaborated when implementing varying gas pressures (which correspond to varying gas temperature). The different characteristics of the materials in terms of density, hardness, melting temperature, etc. which lead the building process of cold spray coatings illustrate all their influence. Loocking now more precisely at the interface coating-substrate, a strong influence of the surface pre-treatment can be detected too, “Fig.3, Fig.4, Fig.5, Fig.6”. Depending on the material associations considered, the interface quality seem more and less effective.
If the contact between the coating and the substrate appears quite good in the degreasing and sand-blasting conditions, observations realized with a
higher magnification illustrate cracks and different contaminants (particularly after sand-blasting) which can affect the interface.
Inversely, by implementing the laser treatment before the spraying step, interface appear smooth and clear whatever the parameters used (2 energy densities). Nevertheless, a better affinity between both materials can be detected when selecting stronger conditions (above the ablation threshold).
Pure titanium coating elaborated on pure titanium substrate at 3 MPa (600°C) Pure titanium coating elaborated on pure titanium substrate at 4 MPa (800°C) Titanium based alloy coating (TA6V) elaborated on TA6V substrate at 4 MPa (800°C) nickel coating elaborated on nickel based alloy substrate at 4 MPa (800°C
Fig.2: SEM cross-section observations of coatings elaborated by cold-spray.
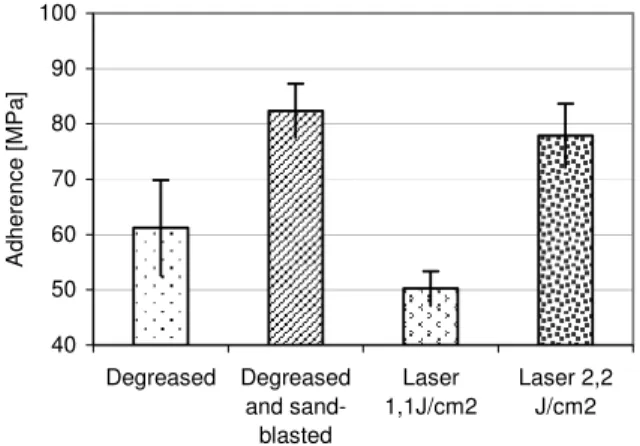
In order, to quantify such interface behaviour, tensile adhesion tests were implemented for each material associations elaborated in the different conditions. If a short tendency to decrease the tensile adhesion strength can be detected when the substrate were just degreased, the influence of other conditions is
Laser heads Cold Spray gun
Sample holder
relatively difficult to estimate. Except specific conditions (case of Titanium association treated by the laser at 1.1 J.cm-2 energy density), the adherence level measured after sand-blasting or laser treatments is quite high and most of the time in the limit of the tensile resistance of the glue (around 80 MPa with a standard deviation of 5).
- a - - b -
- c - - d -
Fig.3: SEM observations at the sample cross-sections for system Ti-Ti treated at 3 MPa (600°C) after degreasing and sand-blasting (a), degreasing (b), laser treatment at 1.1 J.cm-2 (c) and 2.2 J.cm-2 (d).
- a -
- b -
- c -
Fig.4: SEM observations at the sample cross-sections for system Ti-Ti treated at 4 MPa (800°C) after degreasing and sand-blasting (a), degreasing (b) and laser treatment at 2.2 J.cm-2 (c).
- a - - b -
- c - - d -
Fig.5: SEM observations at the sample cross-sections for system TA6V-TA6V treated at 4 MPa (800°C) after degreasing and sand-blasting (a), degreasing (b), laser treatment at 1.1 J.cm-2 (c) and 2.2 J.cm-2 (d).
- a - - b -
- c - - d -
Fig.6: SEM observations at the sample cross-sections for system Ni-Ni based alloy treated at 3 MPa (600°C) after degreasing and sand-blasting (a), degreasing (b), laser treatment at 1.1 J.cm-2 (c) and 2.2 J.cm-2 (d).
By this way, whatever the processes carried out, it is not possible (by implementing such kind of test) to estimate the surface pre-treatment effect. In spite of the microscopic observations, the interface bonding appears relatively high whatever the elements considered. Then, other tests have to be implemented to quantify more precisely the influence of the specific surface conditions (such as the LASAT test by implementing a laser shock system). Moreover, according to the favorable affinity between materials, it seems reasonable to imagine different bonding phenomena when implementing all the surface pretreatments. Some TEM analyses have also to be implemented.
40 50 60 70 80 90 100 Degreased Degreased and sand-blasted Laser 1,1J/cm2 Laser 2,2 J/cm2 A d her enc e [ M P a ]
Fig.7: Effect of the surface pre-treatments on the Ti-Ti tensile adhesion strength (case at 3 MPa (600°C)).
40 50 60 70 80 90 100
Degreased Degreased and
sand-blasted Laser 2,2 J/cm2 A d her enc e [ M P a]
Fig.7: Effect of the surface pre-treatments on the Ti-Ti tensile adhesion strength (case at 4 MPa (800°C)).
40 50 60 70 80 90 100 Degreased Degreased and sand-blasted Laser 1,1J/cm2 Laser 2,2 J/cm2 A dher enc e [ M Pa]
Fig. :Effect of the surface pre-treatments on the TA6V-TA6V tensile adhesion strength.
40 50 60 70 80 90 100 Degreased Degreased and sand-blasted Laser 1,1J/cm2 Laser 2,2 J/cm2 A d her enc e [ M P a ]
Fig. :Effect of the surface pre-treatments on the Inconel-Ni tensile adhesion strength.
4 Conclusion
This study focused on the effect of pulsed laser ablation pre-treatment on the adhesion of cold-sprayed titanium based systems as well as nickel based associations. Comparing to degreased or sand-blasted surfaces, the cross section micrographs revealed a good interface behaviour when implementing the laser process. Inversely to the conventional pre-treatments where cracks and contaminants (residual particles due to the sand-blasting process) have been detected, an homogeneous interface was observed on the laser treated samples. Morever, comparing the two tested laser energy densities (below or above the ablation thresholdof the substrate materials), a better contact was estimated when applying the optimized laser ablation conditions (2.2 J.cm-2). A continuous layer was then elaborated inducing a less and less detectable interface. Unfortunately, the tensile adhesion test implemented during this study was not sufficient to quantify the interface behavior and evaluate the effects of the different pre-treatments. In most cases, results demonstrated bonding strength in the higher limit of the glue film (80 MPa). By this way, further tests have to be implemented such as laser shock test (LASAT) and TEM analyses.
5 Acknowledgements
The authors would like to thank Mr J.F. Alarie, F. Belval, B. Harvey, M. Lamontagne and M. Thibodeau, all of the Industrial Material Institute (CNRC, Boucherville, Canada) for cold-spray process, samples preparations and microscopic observations. The present project was carried out in the framework
of the Cold-Spray Club (http://www.mat.ensmp.fr/clubcoldspray).
6 Literature
[1] A. Papyrin, V. Kosarev, and S. Klinkov, Cold Spray Technology. Oxford (2007): Elsevier. 328p. [2] F. Gartner, T. Stoltenhoff, T. Schmidt, al. , „the
industrial applications“, JTST, 15 (2006), pp. 223-232.
[3] [J. Karthikeyan, “Evolution of the cold spray technology”, Advanced Materials and processes, 164 (2006), pp. 66-67.
[4] W. Kroemmer, P. Heinrich, “cold spraying-potential and new application ideas”, B.R. Marple, C. Moreau, ITSC conference, Oh:ASM International, (2006).
[5] S. Marx, A. Paul, A. Kohler, al., „Cold spraying: innovative layers for new applications“, JTST, 15 (2006), pp. 177-183.
[6] H. Assadi, F. Gärtner, T. Stoltenhoff, H. Kreye. « Bonding mechanism in cold gas spraying ». Acta
Materalia, 51 (2003), pp. 4379–4394.
[7] H.Y Lee, Y.H. Yu, Y.C. Lee, Y. Pyo, K.H. Ko. « Interfacial studies between coldsprayed WO3-Y2O3 ». Applied Surface Science, 227 (2004), pp. 244–249.
[8] M. Grujicic, J.R. Saylor, D.E. Beasley, W.S. Derosset, H. Helfritch. « Computational analysis of the interfacial bonding between feed-powder particles and the substrate in the cold-gas dynamic-spray process ». Applied Surface
Science, 219 (2003), pp. 211–227.
[9] T. Schmidt, F. Gärtner, H. Assadi, H. Kreye. « Development of a generalizes parameter window for cold spray deposition ». Acta Materalia, 54 (2006), pp. 729–742.
[10] F. Raletz, M. Vardelle, G. Ezo’o. « Critical particle velocity under cold spray conditions ». Surface
and Coating Technoloy, 201 (2006), pp. 1942–
1947.
[11] C-J. Li, W-Y. Li, Y-Y Wang, G-J. Yang, H. Fukanuma. « Freezing-induced splashing during impact of molten metal droplets with high weber numbers ». Thin solid film, 489 (2005), pp. 79–85. [12] R. Morgan, P. Fox, J. Pattison, S. Sutcliffe, W. O’Neill. « Analysis of cold gas dynamically sprayed aluminium deposits ». Materials letters, 58 (2004), pp. 1317–1320.
[13] W-Y. Li, C. Zhang, X. Guo, C-J. Li, H. Liao, C. Coddet. « Study on impact fusion at particle interfaces and its effect on coating microstructure in cold spraying ». Applied Surface Science, 254 (2007), pp. 517–526.
[14] P.H. Gao, C.J. Li, G.J. Yang, Y.G. Li C.X. Li. « Influence of substrate hardness on deposition behavior of single porous WC-12Co particle in cold spraying ». Surface and Coatings
Technology, 203 (2008), pp. 384–390.
[15] D. Zhang, P.H. Shipway, D.G. McCartney, “cold gas dynamic spraying of aluminum: The role of substrate characteristics in deposit formation,
Journal of Thermal Spray Technology, 2005, 14
(1), p. 109-116.
[16] S. Guetta, M.H. Berger, F. Borit, V. Guipont, M. Jeandin, M. Boustie, Y.Ichikawa, K. Sakaguchi, and K. Ogawa, Influence of particle velocity on adhesion of cold-sprayed splats, J. Thermal Spray Technol. 2009, 18 (3), p331-342
[17] T. Schmidt, F. Gaertner, H. kreye, “New developments in cold spray based on higher gas and particle temperatures” JTST, vol. 15 (2006), pp. 488-494.
[18] T. Hussain, D.G. McCartney, P.H. Shipway, and D. Zhang, Bonding Mechanisms in Cold Spraying: The Contributions of Metallurgical and Mechanical Components, J. Thermal Spray Technol., 2009, p. 1-16
[19] B.T. Golesich, K. Anderson, Effects of Surface Preparation on the Performance of Cold Spray Coatings, Proceeding of 19th AeroMat Conference
& Exposition, 23-26 June 2008, Austin, Texas, USA
[20] W.Y. Li, H.T. Wang and al., “optimisation design of a convergent-barrel cold spray nozzle by numerical method”, Applied Surf. Scien., 253 (2006), pp. 708-713.
[21] M. Jeandin, D. Christoulis, F. Borit, M.H. Berger, S. Guetta, G. Rolland, V. Guipont, E. Irissou, J. G. Legoux , C. Moreau, M. Nivard, L. Berthe, M. Boustie, K. Sakaguchi, Y. Ichikawa, K. Ogawa, and S. Costil, « lasers and thermal spray”, International conference on processing and manufacturing of advanced materials, THERMEC, 25-29 août 2009 Berlin, Allemagne. [22] D.K. Christoulis, V. Guipont, M.H. Berger, M.
Jeandin, L. Berthe, M. Nivard, S. Costil, Y. Ichikawa, K. Ogawa, E. Irissou, J.-G. Legoux and C. Moreau, “Cold Spraying Combined to Laser Surface Pre-treatment using PROTAL®”, proceedings of ITSC 2009 International Thermal Spray Conference and exhibition, Las Vegas USA, 4-7/05/2009.
[23] H. Li, S. Costil, V. Barnier, R. Oltra, H. Liao, C. Coddet, “Surface preparation by laser cleaning in
thermal spray – an introduction to the PROTAL®
process”, Journal of Laser Applications vol.20 (1)
(2008), pp.12-21.
[24] S. Costil, M. Verdier, G. Montavon, C. Coddet “Laser surface treatment for subsequent thermal
spray deposition“, Laser in Engineering, vol 11,
(2001), pp. 91 – 108.
[25] Coddet, G. Montavon, S. Ayrault-Costil, O. Freneaux, F. Rigolet, G. Barbezat, F. Folio, A. Diard, P. Wazen “Surface Preparation and
Thermal Spray in a Single Step : the PROTAL®
Process - Example of Application for an Aluminum Base Substrate“, Journal of Thermal Spray
Technology, vol 8(2) (1999), pp 235-242.
[26] S. Costil, H. Li, C. Coddet, “New developments in
the PROTAL® process”, Proceedings, ITSC 2004,
International Thermal spray conference and exhibition – pub. ASM , DVS, IIW, Osaka Japon, mai 2004.