HAL Id: tel-01834590
https://tel.archives-ouvertes.fr/tel-01834590v2
Submitted on 11 Jul 2018HAL is a multi-disciplinary open access archive for the deposit and dissemination of sci-entific research documents, whether they are pub-lished or not. The documents may come from teaching and research institutions in France or abroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, est destinée au dépôt et à la diffusion de documents scientifiques de niveau recherche, publiés ou non, émanant des établissements d’enseignement et de recherche français ou étrangers, des laboratoires publics ou privés.
recyclage
Sabine Vassaux
To cite this version:
Sabine Vassaux. Mouillabilité et miscibilité des bitumes : application au recyclage. Matériaux. Uni-versité Montpellier, 2017. Français. �NNT : 2017MONTS008�. �tel-01834590v2�
THÈSE POUR OBTENIR LE GRADE DE DOCTEUR
DE L’UNIVERSITÉ DE MONTPELLIER
En Chimie et Physico-Chimie des Matériaux École doctorale Chimie Balard
Unité de recherche : Département Matériaux et Structures (MAST), Institut Français des Sciences et Technologies, des Transports, de l’Aménagement et des Réseaux (IFSTTAR)
Présentée par Sabine VASSAUX
Le 27 novembre 2017
Sous la direction de
Véronique MONTERO-BARRAGAN et Virginie MOUILLET
Devant le jury composé de
Maurice BROGLY, Professeur, Université de Haute-Alsace Jean-Éric POIRIER, Directeur Scientifique, COLAS Marc CRETIN, Professeur, Université de Montpellier
Ann VANELSTRAETE, Directrice de Recherche, Centre de Recherches Routières, Belgique Vincent GAUDEFROY, Chargé de Recherche, IFSTTAR
Laurence BOULANGE, Responsable Prévention, EIFFAGE Infrastructures
Véronique MONTERO-BARRAGAN, Maître de conférences, Université de Montpellier Virginie MOUILLET, Directrice de recherche, CEREMA Méditerranée
Alexandre MICHELET, Ingénieur, Perkin Elmer
Rapporteur Rapporteur Président Examinateur Examinateur Examinateur Directrice de thèse Co-directrice de thèse Invité
Mouillabilité et miscibilité des bitumes: application au
recyclage
d'essayer de comprendre, avant de juger » Paul van TIEGHEM
déroulée à l’Institut Français des Sciences et Technologies des Transports, de l’Aménagement et des Réseaux, sur le site de Bouguenais (Loire-Atlantique). Au cours des trois années, j’ai pu rencontrer de nombreuses personnes qui m’ont aidé dans mon travail de thèse et que je tiens ici à remercier. Tout d’abord, je remercie M. Ferhat Hammoum, directeur du laboratoire MIT « Matériaux pour les Infrastructures de Transport » pour m’avoir accueillie au sein de son équipe et m’avoir soutenu dans l’avancement de mes travaux tout au long de ces trois ans.
Je remercie également l’ANR (Agence Nationale de la Recherche) pour avoir financé cette thèse dans le cadre du programme de recherche MATETPRO et le projet IMPROVMURE (Innovation en Matériaux et PROcédés pour la Valorisation du Multi-Recyclage des Enrobés) qui regroupe, dans ce programme, l’ensemble des partenaires suivants :
Ainsi, le travail de thèse, présenté dans ce document, a été mené dans le contexte actuel du recyclage des matériaux routiers, en lien avec les entreprises, afin d’apporter des réponses scientifiques aux questionnements techniques associés à la fabrication des enrobés bitumineux tièdes incorporant de fort taux d’agrégats d’enrobés.
De ce fait, je remercie l’entreprise EIFFAGE et particulièrement M. Simon Pouget, coordinateur du projet IMPROVMURE, pour avoir lancé en 2014 une thèse majoritairement basée sur l’étude des phénomènes physico-chimiques se déroulant lors de la fabrication.
Je remercie chaleureusement les membres du jury d’avoir évalué mon travail. Merci à M. Marc Cretin, de m’avoir fait l’honneur de présider ce jury. Toute ma gratitude va à M. Maurice Brogly et M. Jean-Eric Poirier pour avoir accepté de rapporter et de donner un avis sur le travail accompli. Un grand merci à Mme Ann Vanelstraete, d’avoir accepté de faire partie de ce jury, malgré un sujet très orienté « physicochimie ».
Bien entendu, je remercie sincèrement mes encadrants pour m’avoir fait progresser dans l’avancement des travaux et pour avoir fait ressortir le meilleur de moi-même, en termes de capacité de synthèse, rédaction et vulgarisation. Merci à Mme Virginie Mouillet pour sa gentillesse et sa confiance tout au long de ce projet, une pensée va également à Mme Audrey Pévère qui, par son
d’être inscrite à l’école doctorale Chimie Balard de Montpellier et m’avoir aidé dans mes démarches. Je remercie aussi Mme Laurence Boulangé, pour ses précieux conseils et pour m’avoir sensibilisé aux besoins des industriels. Enfin, un grand merci, à M. Vincent Gaudefroy, pour sa présence, son soutien et la très grande qualité de son encadrement. Merci de m’avoir rappelé un jour de mai 2014 pour me convaincre de me présenter tout de même à l’entretien.. ma vie aurait été bien trop calme sans cette thèse !
Je remercie aussi les personnes de l’équipe MIT, avec qui j’ai travaillé et qui ont participé à la bonne ambiance du laboratoire: Gilles Didelet, Olivier Burban, Nadège Buisson, Cédric Petiteau, Sébastien Buisson, Jérôme Demoncheaux, Marion Lambert, Van-Tang Vu, Justine Vinet, Octavio Lopez, Anthony Cussoneau, Julien Le Mouel et Jean-Philippe Terrier. Une attention particulière va à Valérie Creuze pour avoir géré toutes mes missions (et mes annulations) avec beaucoup d’empathie et de professionnalisme.
Toute ma gratitude va également aux autres personnes avec qui j’ai pu aussi travailler au sein de l’IFSTTAR: M. Patrick Maisonneuve (pour les mesures de rugosité au microscope 3D), M. Michel Grasset (pour les essais de microscopie électronique à balayage), M. Erwann Rayssac (pour son expertise sur les roches et la mise à disposition des équipements), Mme Liliane Jean-Soro (pour les essais de micro fluorescence X). Je remercie aussi M. Thierry De Sars, de la société Fayat, pour avoir consacré un peu de son temps précieux à me fournir les informations techniques du fonctionnement des centrales d’enrobage industrielles. Toute ma reconnaissance va, enfin, à M. Alexandre Michelet, de la société Perkin Elmer, pour m’avoir formé à la microscopie infrarouge en mode d’imagerie ATR et m’avoir donné tous les éléments me permettant de maîtriser la technique.
Je remercie les laboratoires partenaires du projet, le service Chimie du Cerema d’Aix-en-Provence et le centre d’étude et de recherche d’Eiffage Infrastructures, pour m’avoir accueillie lors de courts séjours au sein de leur établissement.
Last but not least, je tiens à remercier mes amis et ma famille qui m’ont encouragé et apporté leur
soutien durant ces trois années. Je remercie de tout cœur mes parents, qui m’ont soutenue tout au long de mes études et m’ont sans cesse encouragé à faire de mon mieux.
1
Glossaire ... 7
Introduction générale ... 9
Contexte et problématique du recyclage des enrobés bitumineux ... 13
I. Contexte sociétal de la transition écologique ... 13
A. Enjeux sociétaux ... 13
B. Transition énergétique et écologique ... 13
C. Economie circulaire ... 14
II. Application au matériau routier ... 14
A. L’enrobé bitumineux ... 14
1. Composition d’une chaussée routière ... 14
2. L’enrobé bitumineux et les performances ... 15
3. Formulation du mélange en laboratoire ... 17
4. Fabrication industrielle pour la mise en œuvre ... 17
B. Développement des enrobés tièdes : valorisation énergétique ... 19
1. Procédés de fabrication ... 19
2. Gains énergétiques et écologiques ... 20
C. Recyclage : valorisation des agrégats d’enrobés (AE) ... 21
1. Utilisation d’agrégats d’enrobés ... 21
2. Gains écologiques et budgétaires de l’emploi des agrégats d’enrobés ... 21
III. Verrous techniques ... 23
A. Détermination des propriétés du liant d’apport ... 23
B. Détermination de la teneur en liant d’apport... 23
C. Variation des performances mécaniques et de la durabilité ... 25
IV. Problématique et objectifs de la thèse ... 31
A. Positionnement du problème ... 31
B. Objectifs de thèse ... 32
C. Démarche expérimentale d’étude et structuration du mémoire ... 33
Chapitre I. Etude bibliographique sur les interactions entre constituants ... 37
I. Les constituants de l’enrobé bitumineux tiède incorporant des agrégats d’enrobés ... 37
A. Les granulats ... 37
1. Nature minéralogique et propriétés physico-chimiques ... 37
2. Caractéristiques géométriques et texturales ... 37
B. Le bitume ... 38
1. Description du bitume ... 38
2. Conditionnement et vieillissement du bitume ... 41
C. Les agrégats d’enrobés (AE) ... 43
D. Les additifs ... 44
2
II. Interactions « bitume/granulat » : étude de la qualité d’adhésion ... 47
A. Théorie sur l’adhésion ... 47
1. Mécanismes d’adhésion ... 47
2. Théorie thermodynamique ... 47
B. Application au domaine routier ... 49
1. Relation entre la performance de l’enrobé et la qualité d’adhésion bitume/granulat ... 49
2. Détermination du travail d’adhésion ... 50
3. Mécanismes d’adhésion à l’interface bitume/granulat ... 50
C. Mouillage des surfaces complexes ... 51
D. Bilan & Apports ... 53
1. Bilan ... 53
2. Apports ... 53
III. Interactions « liant vieilli/liant d’apport »: état de l’art des études évaluant le degré de mélange des enrobés recyclés ... 54
A. Degré de mélange à l’échelle des enrobés ... 55
1. Estimation du degré de mélange à partir des propriétés mécaniques ... 55
2. Utilisation et suivi de traceurs pigmentés au sein de l’enrobé ... 55
3. Evaluation de la distribution d’agrégats au sein de l’enrobé par tomographie ... 56
B. Degré de mélange à l’échelle de l’espace intergranulaire ... 58
1. Techniques d’imagerie ... 58
2. Techniques de microscopie ... 58
C. Degré de mélange : étude des propriétés du liant ... 62
1. Désenrobage total ... 62
2. Désenrobage séquencé ... 62
D. Degré de mélange à l’interphase entre les liants... 66
E. Bilan & Apports ... 67
1. Bilan ... 67
2. Apports ... 67
IV. Miscibilité : état de l’art ... 70
Chapitre II. Matériaux et techniques d’investigation... 73
I. Matériaux d’étude ... 73
A. Liants ... 73
1. Bitumes vierges et additivés ... 73
2. Bitumes vieillis et additivés ... 75
3. Bitumes du projet ... 76
B. Substrats étudiés ... 76
II. Techniques d’investigation ... 76
A. Essais conventionnels ... 77
1. Etude de la consistance des liants routiers ... 77
2. Viscosité ... 78
3. Détermination du taux d’asphaltènes ... 78
B. Spectroscopie et microscopie InfraRouge à Transformée de Fourier (IRTF) ... 78
1. Principe ... 78
3
C. Essais de tensiométrie : propriétés de surface des matériaux ... 85
1. Principe de l’essai ... 85
2. Caractérisation des propriétés de surface des substrats ... 87
3. Evaluation de la qualité de mouillage à l’interface bitume/granulat et bitume/bitume ... 87
D. Techniques d’analyse de surface complémentaires ... 88
1. Microscope 3D ... 88
2. Micro fluorescence X ... 88
3. Microscope électronique à balayage (MEB) ... 90
III. Synthèse des bitumes et des techniques d’investigation utilisés ... 92
A. Bitumes testés... 92
B. Techniques de caractérisation ... 93
Chapitre III. Etude du mouillage à l’interface « bitume/granulat » ... 97
I. Objectif du chapitre ... 97
A. Objectif et démarche expérimentale ... 97
B. Structuration du chapitre ... 97
II. Développement de l’étude de mouillage... 97
A. Introduction ... 97
1. Caractérisation des matériaux ... 97
2. Discussion autour de la caractérisation des substrats ... 98
3. Résultats obtenus à l’interface bitume/granulat ... 100
B. Développement : article de valorisation ... 101
Chapitre IV. Etude de la remobilisation du bitume vieilli par le bitume neuf ... 117
I. Objectif et démarche d’étude ... 117
A. Problématique et objectif ... 117
B. Démarche d’étude ... 117
II. Développement des méthodologies expérimentales ... 119
A. Préparation des échantillons testés ... 119
1. Echantillons pour l’étude à l’interface ... 119
2. Echantillons pour l’étude à l’interphase ... 119
B. Techniques d’analyse ... 121
1. Etude de mouillage ... 121
2. Micro fluorescence X ... 122
3. Microscopie infrarouge en mode d’imagerie ATR ... 126
III. Résultats : étude de la remobilisation du bitume vieilli par le bitume neuf ... 130
A. Evaluation de l’interface et comparaison des évolutions de mouillage ... 130
B. Etude de l’interphase par différentes techniques microscopiques ... 132
1. Démarche d’étude ... 132
2. Principaux résultats obtenus ... 133
3. Développement des résultats : article de valorisation ... 133
4
V. Bilan ... 157
Chapitre V. Evaluation de la miscibilité des bitumes ... 161
I. Objectif et démarche d’étude ... 161
A. Rappel des termes de mélange et objectif du chapitre ... 161
B. Démarche d’étude ... 162
1. Démarche d’étude d’évaluation de la miscibilité ... 162
2. Choix du traceur ... 163
II. Matériaux et méthodes ... 164
A. Préparation des mélanges de bitumes sélectionnés ... 164
1. Description de la préparation des mélanges ... 164
2. Formulations des mélanges testés ... 164
B. Méthode ... 165
1. Procédure de prélèvement des échantillons ... 165
2. Procédure d’analyse des échantillons ... 166
III. Elaboration d’une méthode de suivi de la miscibilité ... 168
A. Suivi de miscibilité des mélanges de bitume par cartographie infrarouge ... 168
1. Analyse du mélange « témoin » de bitumes identiques ... 168
2. Analyse du mélange H2V/H3A/40/120... 168
B. Quantification de l’homogénéité sur les cartographies ... 170
1. Indicateurs recherchés ... 170
2. Protocole de traitement statistique ... 171
3. Analyse de l’homogénéité du mélange « témoin » : validation de la méthodologie ... 172
IV. Influence du temps d’agitation et de la température du liant vieilli sur la miscibilité des bitumes ... 173
A. Détermination de l’homogénéité du mélange H2V/H3A/40/120... 173
B. Influence du temps d’agitation ... 173
C. Influence de la température du bitume vieilli ... 175
V. Discussion ... 176
A. Discussion de la méthodologie développée ... 176
B. Identification des facteurs influençant la miscibilité ... 177
C. Lien entre remobilisation et miscibilité ... 177
VI. Conclusion ... 178
Chapitre VI. Application aux enrobés bitumineux incorporant des recyclés ... 181
I. Objectif du chapitre et démarche d’étude ... 181
A. Présentation du projet MURE et IMPROVMURE ... 181
B. Objectif du chapitre et démarche d’étude multi-échelle utilisée ... 182
C. Décomposition de l’étude multi-échelle de la remobilisation, de l’homogénéité et de l’oxydation des mélanges « liant d’apport/liant vieilli » ... 183
II. Matériaux et méthodes ... 185
A. Matériaux d’étude sélectionnés ... 185
5
C. Méthodes ... 187
1. Méthodologies microscopiques développées à l’échelle des liants ... 187
2. Méthodologie microscopique adaptée à l’échelle des surfaces d’enrobés ... 188
3. Description de l’essai de désenrobage séquencé à l’échelle des enrobés foisonnés ... 192
III. Etude multi-échelle de la remobilisation du liant vieilli par le liant d’apport ... 194
A. Etude microscopique de la remobilisation à l’échelle des liants ... 194
B. Etude macroscopique de la remobilisation à l’échelle des enrobés foisonnés ... 195
IV. Evaluation multi-échelle de l’homogénéité et de l’oxydation des mélanges de bitumes ... 198
A. Evaluation microscopique de l’homogénéité du mélange pur de bitumes ... 198
B. Evaluation microscopique de l’homogénéité du mélange de bitumes au sein des enrobés. ... 199
C. Evolution macroscopique des propriétés d’oxydation des mélanges de bitumes lixiviés par rapport à celles des liants utilisés ... 202
V. Bilan ... 204
Chapitre VII. Conclusions et perspectives de recherche ... 209
I. Contexte de recherche ... 209
II. Principaux résultats ... 209
III. Apport technique ... 212
IV. Perspectives de recherche ... 214
7 Un glossaire a été défini et introduit les termes en lien avec les matériaux étudiés et le développement des études. Ils font l’objet d’un vocabulaire spécifique utilisé dans le domaine routier et dans ce manuscrit.
Enrobé bitumineux : Matériau de chaussée composé de granulats (95 %) et de bitume (5 %) Bitume : Liant hydrocarboné, issu de la distillation sous vide du pétrole
Mouillage : Phénomène décrit par l’étalement d’une substance A sur une substance B
Mouillage initial : Phénomène caractérisé par le contact instantané à t=0 lors de l’étalement d’une substance A sur une substance B
Interface : Surface créée lors du contact entre deux substances de composition et propriétés différentes et formant une frontière 2D
Degré de mélange :
Terme couramment utilisé pour désigner le pourcentage de liant d’agrégat d’enrobé remobilisé dans le mélange bitumineux, s’associe au « degree of blending » dans les articles scientifiques liées aux enrobés
Remobilisation : Phénomène par lequel le liant d’apport rend mobile le liant vieilli accroché à la surface du granulat vieilli de l’agrégat d’enrobé
Remobiliser : Rendre à nouveau mobile et disponible dans le mélange
Espace de mélange :
Espace 3D créé lors du phénomène de remobilisation, représente la zone de transition séparant les deux liants de composition distincte, dans laquelle la composition varie graduellement de celle d'un liant à l’autre.
Pour les études en laboratoire, les techniques utilisées donnent accès à une zone de mélange 2D de dimension associée à la longueur de mélange 1D ou BZL (pour Blending Zone Length)
Interphase :
Correspond à la zone de mélange des liants. Les études en laboratoire donnent accès à une interphase 2D (visible sur les cartographies chimiques), dans laquelle la composition est différente de celles des liants mis en contact
Diffusion :
Phénomène par lequel deux substances se mélangent (au niveau moléculaire), les chaînes de molécules se déplacent les unes par rapport aux autres, le produit se disperse dans le milieu continu
Mélange : Produit résultant de la présence simultanée de deux ou plusieurs substances différentes
Dispersion (ou état de dispersion) :
Caractérisation de la distribution spatiale du liant vieilli dans le liant d’apport après mélange des deux liants
8 point de la zone observée
Homogénéité du mélange de liants
Caractérisation du mélange de liants, basée sur le critère d’homogénéité : indique la variabilité des propriétés d’oxydation du mélange produit
Mélange biphase :
Produit résultant du mélange de plusieurs substances et caractérisé
par la présence de deux phases d’état différent ou de composition différente
Mélange monophase :
Produit résultant du mélange de plusieurs substances et caractérisé par l’existence d’une seule phase continue et chimiquement homogène.
Traduit que les substances mises en mélange sont miscibles Miscibilité des liants : Capacité de deux liants à former un mélange homogène Enrobé bitumineux
compacté :
Transformation de l’enrobé bitumineux fabriqué en un matériau compact aux dimensions et au pourcentage de vides définis
Enrobé bitumineux foisonné :
Enrobé bitumineux non compacté, conditionné sous la forme sous laquelle il a été produit en sortie de malaxeur
Lixiviat : Solution de bitume, obtenu après le désenrobage d’un enrobé bitumineux à l’aide d’un solvant chloré
9 Dans le contexte sociétaire actuel du développement d’infrastructures de transport plus respectueuses de l’environnement, l’utilisation d’enrobés bitumineux tièdes incorporant de forts taux d’agrégats d’enrobés constitue une solution durable. Elle associe des économies en énergie et en ressources non renouvelables (bitume, granulat) et des réductions d’émissions de gaz à effet de serre. Cependant, malgré un potentiel environnemental hautement valorisable, l’utilisation de ces techniques combinées tarde à se généraliser car des questions subsistent quant à la performance et la durabilité de ces matériaux, comparées à celles des enrobés bitumineux chauds traditionnels.
C’est donc pour répondre à ces verrous techniques que le Projet National MURE (Multi-Recyclage des Enrobés tièdes) a été initié en 2014. Son but est d’apporter les savoirs et savoir-faire à la communauté routière française à travers des chantiers pilotes. En complément, le projet est complété par un programme d’études, réalisé en laboratoire et mené dans le cadre d’un second projet IMPROVMURE (Innovation en Matériaux et PROcédés pour la Valorisation du Multi-Recyclage des Enrobés), financé par l’Agence Nationale de la Recherche. Le travail de doctorat présenté dans ce manuscrit s’inscrit dans le second projet (IMPROVMURE). L’objectif de la thèse est de comprendre les phénomènes de mouillage, remobilisation et miscibilité des liants intervenant au cours de la fabrication des matériaux bitumineux incorporant des recyclés et d’identifier les facteurs influents.
Ce mémoire se divise en sept chapitres dont trois sont réservés à l’étude des phénomènes de mélange préalablement cités.
- Le chapitre I décrit la problématique routière liée à la fabrication des enrobés bitumineux tièdes incorporant de fort taux d’agrégats d’enrobés. Les problématiques de mélange sur lesquelles la thèse se concentre sont identifiées. Une étude bibliographique est menée sur les phénomènes de mouillage, de remobilisation et de miscibilité, afin d’établir les connaissances existantes et mieux introduire les manquements auxquels des réponses vont être apportées.
- Le chapitre II présente les matériaux sélectionnés pour les études et décrit les techniques utilisées pour caractériser les matériaux organiques et inorganiques.
- Le chapitre III présente les résultats obtenus concernant le mouillage à l’interface bitume/granulat. L’influence du vieillissement du liant est étudiée. Les régimes de mouillage sont comparés entre un substrat modèle (le verre) et un substrat réel (le granulat poli) pour mettre en évidence les facteurs influents. Un premier article de valorisation est inclus dans ce chapitre et détaille les résultats obtenus.
- Le chapitre IV est dédié à l’étude de la remobilisation du liant vieilli d’agrégat d’enrobé par le liant d’apport. L’étude se divise en deux parties : la première partie de l’étude se positionne à l’interface pour déterminer les propriétés d’étalement du liant d’apport sur le liant vieilli. La deuxième étude concerne l’interphase afin d’observer la façon dont le liant d’apport pénètre dans le film de liant vieilli. Trois méthodologies microscopiques ont été développées pour suivre la migration du liant vieilli dans le liant d’apport. A partir de la technique la plus adaptée, les influences de la température, de la nature du liant vieilli et de l’effet d’un régénérant sont étudiées sur la remobilisation. Un second article (soumis au moment de la rédaction du manuscrit) est attaché à ce chapitre et présente les résultats obtenus.
- Le chapitre V termine le processus de compréhension du phénomène de mélange des bitumes neuf et vieilli en évaluant la miscibilité des bitumes au sein des mélanges. A partir d’une
10 - Les techniques développées sur les liants d’échantillons modèles élaborés dans les chapitres IV et V sont appliquées à l’étude des matériaux de chantier dans le chapitre VI. L’étude a été prolongée jusqu’à l’échelle de l’enrobé pour observer l’évolution de la remobilisation et de l’homogénéité du mélange de liants, en présence de granulats neufs et vieillis. Les résultats obtenus entre les échelles microscopique et macroscopique sont comparés et discutés.
- Le chapitre VII constitue la dernière partie du manuscrit et vise à conclure sur l’ensemble des méthodologies développées dans ce manuscrit qui ont permis d’identifier les facteurs influençant les phénomènes de mélange intervenant lors de la fabrication d’enrobés bitumineux incorporant des agrégats d’enrobés. Pour terminer, des perspectives sont proposées, en vue de poursuivre les développements méthodologiques menant à une meilleure caractérisation des propriétés chimiques des matériaux routiers.
13
Contexte et problématique du recyclage des enrobés bitumineux
I.
Contexte sociétal de la transition écologique
A. Enjeux sociétaux
Au cours de ces dernières décennies, la planète a été impactée par des changements climatiques répétés dont l’homme et son activité industrielle sont responsables. Sur ce constat, réduire l’impact de l’activité industrielle est devenu nécessaire. En 1992, la conférence de Rio désigne le premier évènement mondial où les Etats ont pu témoigner leur engagement vis-à-vis de cette nécessité. Au cours des discussions, le terme de développement durable a notamment été introduit et un long processus d’élaboration d’un accord international a été initié. Il a conduit en 1997 à la signature du protocole de Kyoto. Cet accord stipule la réduction des émissions de gaz à effet de serre. En 2011, il avait été ratifié par 191 pays et le nombre de pays signataires continue de croître. Depuis, les démarches écologiques n’ont cessé également d’évoluer et sont en cours d’application au niveau international et national. Initié en 2007 en France, le Grenelle de l’environnement a eu pour objectif de garder une cohérence écologique afin d’insuffler une responsabilité environnementale vers tous les acteurs sociétaux. Dans le cadre de ces rencontres, un ensemble d’engagement a été pris pour promouvoir un mode de vie en lien avec le développement durable. Les secteurs de l’énergie, du bâtiment, des transports et du recyclage des déchets ont été particulièrement concernés.
B. Transition énergétique et écologique
Dans le secteur de l’énergie, des plans d’actions ont par exemple été mis en place au niveau local pour garantir une meilleure efficacité énergétique des foyers. A plus grande échelle, l’autre enjeu consiste à s’appuyer davantage sur l’exploitation des énergies renouvelables tels que le solaire, la géothermie ou l’éolien, de façon à abandonner progressivement les ressources d’énergie traditionnelles telles que les énergies fossiles, émettrices de gaz à effet de serre.
Cette vision souhaitée s’intitule la transition énergétique et constitue un des volets d’un concept plus large, nommé « transition écologique ». La transition écologique se fonde sur la construction d’un modèle économique et social qui répond aux grands enjeux environnementaux d’aujourd’hui. Pour faire face à ce passage, deux piliers importants doivent être développés, ils concernent :
- d’une part, l’innovation sociale et sociétale incluant les nouvelles pratiques citoyennes d’agir, de produire et de consommer,
- d’autre part, l’innovation technologique et la recherche pour développer des procédés industriels plus écologiques.
Au travers de l’innovation technologique, toutes les solutions sont recherchées pour réduire les impacts environnementaux et économiser les ressources naturelles.
14 C. Economie circulaire
Dans ce contexte, l’économie circulaire désigne la production de biens en limitant la consommation de matières premières non renouvelables. Ce concept s’inscrit dans le développement durable et recherche le « zéro déchets » : de la conception des produits jusqu’à leur recyclage. Le cycle de vie des biens produits forme donc une boucle fermée.
L’économie circulaire est un terme qui a été médiatisé lors du Grenelle de l’environnement (2007, France). Un des piliers essentiels réside dans la gestion des déchets et dans la volonté de lutter contre le gaspillage (texte de
loi relatif à la transition énergétique pour la croissance verte, loi N° 2015-992 du 17 août 2015). L’objectif est
aussi de diminuer les quantités de déchets mis en décharge de 50 % d’ici 2025 avec le recyclage et le traitement des déchets issus du bâtiment de 70 % d’ici 2020 (cadre du conseil national des déchets). A cet effet, un engagement, connu sous le nom de « Convention d’Engagement Volontaire (CEV) » (du 25 mars 2009) a été signé entre les collectivités locales, les acteurs industriels de la construction et l’Etat pour promouvoir le développement d’infrastructures de transport respectueuses de l’environnement. En termes d’application et à titre d’exemple, l’ensemble des acteurs concernés s’engage à développer des matériaux de chaussée toujours aussi performants, durables et 100 % recyclables.
Par la suite, la thèse s’intéresse plus spécifiquement au réemploi de recyclés dans la fabrication des matériaux routiers.
II.
Application au matériau routier
A. L’enrobé bitumineux
1. Composition d’une chaussée routière
La route constitue une infrastructure incontournable pour transporter des personnes et des marchandises. Sur l’ensemble du réseau routier français (≈980 000 km), il est donc nécessaire d’entretenir l’état des routes et de renouveler certaines parties vieillissantes pour le confort et la sécurité des automobilistes. Face à ce challenge coûteux, la fabrication de matériaux performants et durables est nécessaire et doit répondre à l’ensemble des contraintes que l’extérieur impose. Avec un trafic de plus en plus croissant, le matériau de chaussée doit pouvoir résister aux sollicitations mécaniques (imposées par le trafic) mais également aux aléas climatiques (froid, gel, pluie, chaleur…).
Pour répondre à l’ensemble de ces exigences, la chaussée se compose de différents types de matériaux qui se répartissent en plusieurs couches, chaque couche de la chaussée possède une fonction précise (figure 1) :
15 Figure 1 : Structure multi-couche d’une coupe de chaussée (photographies IFSTTAR)
A partir d’une coupe transversale de la structure (figure 1), la chaussée comprend des couches d’assise et des couches de surface :
- les couches d’assise doivent protéger le sol des effets de gel par temps de froid et ont aussi pour rôle de fournir la rigidité à l’ensemble de la chaussée. Elles se composent d’une couche de fondement et de base.
- les couches de surface comprennent la couche de roulement et de liaison. La couche de roulement est la couche visible de la chaussée sur laquelle s’exercent les sollicitations mécaniques (trafic) et climatiques (rayonnement UV, eau, température ...). Les couches de surface doivent protéger les couches d’assises des infiltrations d’eau qui réduisent la durabilité des chaussées. Son second rôle est également d’apporter l’adhérence nécessaire avec le pneu de façon à assurer confort et sécurité pour les usagers de la route.
Ainsi, selon leur localisation dans la chaussée, les matériaux sont spécifiquement formulés pour répondre aux exigences demandées. Par la suite, on s’intéresse aux matériaux traités avec un liant bitumineux, appelé « enrobé bitumineux ».
2. L’enrobé bitumineux et les performances
Concernant la fabrication des matériaux routiers, l’enrobé bitumineux est un matériau composite, constitué en masse de 95 % de granulats et de 5 % de bitume (figure 2).
16 Les granulats désignent l’ensemble des parties
minérales : gravillons, sables et fillers. Ils se décomposent en plusieurs fractions granulaires minérales de proportions bien définies, de façon à occuper l’ensemble des vides et assurer la compacité du matériau (figure 2). Une courbe granulométrique est ainsi obtenue. Selon l’emplacement des granulats dans la couche et les performances visées, des normes (NF EN 13043, NF EN 13242+A1) sont utilisées pour sélectionner les matériaux minéraux.
Figure 2 : Carotte d'un enrobé bitumineux (http://imagesdubtp.iutrs.unistra.fr/picture.php?
/8605/category/3771)
Le bitume est un liant hydrocarboné (figure 3),
issu de la distillation sous vide du pétrole. Par ses propriétés adhésives et hydrophobes, il sert à lier les granulats entre eux. Avec l’ajout du liant, le mélange permet de garder la cohésion du squelette granulaire. Le bitume est un produit qui se caractérise par sa nature et son grade, traduisant la dureté du liant. Des bitumes plus ou moins durs seront choisis en fonction des critères d’utilisation (couche de chaussée, trafic) et des conditions climatiques.
Figure 3 : Bitume utilisé pour lier les granulats (société SABOR)
Ainsi, en fonction des sollicitations extérieures imposées au matériau, l’enrobé bitumineux doit être formulé. Compte-tenu de la complexité des phénomènes simultanés existants sur la route, les étapes de formulation s’orientent vers une approche d’étude expérimentale en laboratoire. A partir d’une formulation donnée, il s’agit de valider les performances mesurées en laboratoire pour qu’elles se rapprochent au mieux des performances que l’on pourra retrouver sur la chaussée (manuel LCPC d’aide à la formulation des enrobés). Pour cela, une série d’essais mécaniques normalisés est effectuée sur les mélanges compactés. Ces essais concernent :
- l’essai d’orniérage (EN 12697-22) : l’essai simule le risque de déformation permanente des couches de surface sous chargement. Une roue est appliquée sur le matériau testé dans des conditions de températures à 60 °C (figure 4A). Le passage répété de la roue peut provoquer la formation d’une ornière dont la profondeur est mesurée en fonction du nombre de passage.
- la résistance à l’eau de l’enrobé bitumineux est également une propriété essentielle à déterminer car l’eau conduit à un désenrobage de l’interface bitume/granulat. Cette propriété est donc reliée directement à la durabilité des matériaux de chaussée (Dinis-Almeida and Afonso, 2015). L’évaluation de la résistance à l’eau se fait par un essai d’écrasement (figure 4C) (EN 12 697-12) de lots d’éprouvettes. Le 1er lot est immergé 7 jours dans un bain à 18 °C. Le 2e lot d’éprouvette est conservé à l’air à la même température pendant 7 jours. La résistance à la compression de chacun des lots est mesurée, un rapport r/R des résistances moyennes (avant et après immersion) est calculé et évalue la tenue à l’eau de l’enrobé. Plus le rapport est proche de 1, meilleure est la résistance à l’eau.
17 Figure 4 : Essais normalisés de caractérisation de performance et durabilité des enrobés bitumineux
(photographies IFSTTAR)
- la mesure de module complexe (EN 12697-26) : la rigidité de l’enrobé bitumineux est caractérisée à partir d’essais de flexion ou de traction (directe et indirecte). Le matériau bitumineux compacté est soumis à un chargement. L’application d’une contrainte génère une déformation de l’éprouvette. Le rapport de la contrainte sur la déformation équivaut au module (MPa). Le module de référence est mesuré en France à 15 °C, 10 Hz.
- la résistance à la fatigue (EN 12697-24) : l’essai consiste à mesurer le niveau de déformation de la chaussée après un certain nombre de cycles (figure 4B). Un essai complet doit se faire à plusieurs niveaux de déformations dont la modalité 10 °C, 25Hz, chaque modalité inclue un lot de 6 éprouvettes. L’ensemble des résultats conduit à calculer la déformation maximale permettant de résister à un million de chargements. La valeur déterminée est alors appelée « microdéformation (ε6) ».
3. Formulation du mélange en laboratoire
Les essais en laboratoire ont pour objectif de prédire le comportement du matériau sur chaussée, notamment vis-à-vis de la tenue à l’eau et de la résistance aux déformations. Pour atteindre ces performances, un travail de formulation doit donc être mené en amont. Le squelette minéral et la teneur en liant déterminent les caractéristiques mécaniques et fonctionnelles du matériau (Di Benedetto and Corté, 2004a). La nature et la teneur en liant, la teneur en vide et en fines ainsi que la nature minéralogique des granulats sont autant de paramètres influents.
Pour l’enrobé bitumineux standard, l’objectif principal consiste aussi à ce que le bitume enrobe tous les granulats de façon satisfaisante. Le liant bitumineux doit pouvoir mouiller et enrober chaque grain d’un film continu, afin d’assurer une cohésion au mélange dans son ensemble. Après enrobage, l’épaisseur de film de liant est estimée à quelques micromètres (1 à 3 µm) (Cavalli et al., 2016).
Comme le bitume est un produit sensible à la température, la pratique traditionnelle, dite « à chaud » est de le chauffer à des températures élevées. Pour un bitume dur de grade 35/50, la température est proche des 160°C pour assurer une viscosité optimale de 0,2 Pa.s et un bon enrobage des grains.
4. Fabrication industrielle pour la mise en œuvre
Après les études de formulation en laboratoire, la fabrication se fait industriellement, en centrale d’enrobage, de façon à ce que les matériaux produits soient rapidement acheminés par camion vers les chantiers de construction.
18 La centrale d’enrobage désigne une installation en capacité de délivrer rapidement des tonnages importants d’enrobés bitumineux (figure 5).
Figure 5 : Installation d'une centrale d'enrobage (Eiffage Route)
Globalement, une centrale d’enrobage se compose d’une zone de stockage des matières premières (granulats, liant, additif) et d’une installation de séchage et malaxage des matériaux, appelée « tambour sécheur enrobeur » (TSE) dans lequel la fabrication est effectuée
(figure 6). Les caractéristiques dimensionnelles du TSE dépendent de la capacité de production de la centrale et du fabricant. Les matériaux minéraux (de plusieurs fractions granulaires) sont entreposés dans des plateformes de stockage à l’air libre (ou sous hangar) tandis que le bitume est maintenu en température dans des cuves de stockage.
Figure 6 : Illustration d'un tambour sécheur enrobeur TSE
(http://atlante-btp.blogspot.fr/p/controle-et-ingenierie.html)
Le tambour sécheur enrobeur se compose de trois zones (figure 7) :
- une zone de combustion : elle contient la flamme du brûleur,
- une zone de séchage : elle est consacrée au séchage des matériaux granulaires. Le séchage est assuré par un tambour rotatif où les matériaux sont soumis aux flux gazeux générés par le brûleur. Une aspiration des gaz de combustion est présente à l’extrémité du tambour (Sebben Paranhos, 2007), - une zone d’enrobage dans laquelle les granulats sont mélangés et enrobés par le bitume.
19 Les constituants de l’enrobé sont introduits dans le tambour sécheur enrobeur à différents endroits (figure 7).
- les granulats sont introduits à la température ambiante dans la zone de combustion/séchage. Ils sont séchés et chauffés tout le long du tambour par le gaz chaud du brûleur qui est alimenté par un carburant,
- le bitume est introduit ensuite au début de la zone d’enrobage à une température contrôlée, garantissant la fluidité du liant et le bon enrobage des granulats,
- des agrégats d’enrobés peuvent être ajoutés dans le tambour pour la fabrication de matériaux recyclés
(cf contexte, II, C).
Figure 7 : Exemple de centrale d'enrobage type tambour sécheur enrobeur équicourant (Sebben Paranhos, 2007)
Les enrobés sortent en fin de tambour à une température donnée, relative au procédé de fabrication (≈160 °C pour un procédé chaud avec un bitume d’apport dur de grade 35/50).
Dans tous les cas de fabrication, les enrobés produits sortent à l’extrémité de la centrale à une température élevée et sont chargés dans les camions. Ils sont ensuite acheminés vers les chantiers où ils seront mis en place. Lors de sa mise en œuvre, la température de l’enrobé bitumineux doit être assez élevée pour assurer une bonne maniabilité et mise en place du matériau sur la chaussée.
Dans une installation d’enrobage, le brûleur a un rôle central car il permet de sécher et chauffer les matériaux tout au long du processus, il est le plus gros consommateur d’énergie. En opposition au procédé de fabrication chaud, il convient alors de développer des procédés de fabrication plus écologiques et moins consommateurs d’énergie, afin de permettre une meilleure gestion de l’énergie.
B. Développement des enrobés tièdes : valorisation énergétique
1. Procédés de fabrication
Pour réduire à la fois l’énergie consommée et les émissions de gaz générées, de nouveaux procédés de fabrication des enrobés bitumineux ont été développés depuis une vingtaine d’années (figure 8).
20 Figure 8 : Classification des technologies associées à la température de fabrication des enrobés bitumineux
(D’Angelo et al., 2008)
Les technologies introduites se définissent par leur température de fabrication. En comparaison au procédé de fabrication traditionnel chaud (150-180 °C), les nouveaux procédés ont des températures de fabrication réduites (Rubio et al., 2013):
- les enrobés tièdes sont fabriqués entre 110 et 140 °C, - les enrobés semi-tièdes, entre 70 et 95 °C,
- les enrobés froids sont fabriqués à température ambiante.
Selon le procédé de fabrication utilisé, l’état du liant varie. En effet, comme il convient toujours de garder une viscosité d’enrobage optimale, les propriétés des liants sont à ajuster :
- pour les enrobés tièdes et semi-tièdes, des additifs peuvent être ajoutés au bitume. Ils permettent de garder une bonne qualité d’enrobage et une compacité du matériau satisfaisante,
- pour les enrobés à froid, une émulsion de bitume est utilisée. Elle désigne la dispersion de gouttelettes de bitume dans une matrice aqueuse et permet de fabriquer le matériau à froid.
Par la suite, nous nous intéressons au procédé de fabrication tiède.
2. Gains énergétiques et écologiques
Actuellement, pour concurrencer les performances mécaniques élevées de l’enrobé bitumineux chaud, l’alternative choisie est l’enrobé bitumineux tiède. En effet, le procédé de fabrication tiède a été développé pour ne pas compromettre la performance mécanique des enrobés (Capitao et al., 2012; D'Angelo et al., 2008; Dinis-Almeida and Afonso, 2015) tout en réduisant les émissions en CO2 et en énergie consommée (Rubio et al., 2012). Typiquement, la température de fabrication d’un enrobé bitumineux tiède est 20 à 40 °C plus faible que la température de référence du procédé « chaud ». (EAPA, 2014). La production des mélanges bitumineux
21 s’effectue donc dans une gamme de températures comprise entre 110 et 140 °C (Dinis-Almeida and Afonso, 2015; EAPA, 2014)
Par cette diminution de température, les études ont montré :
- des réductions d’énergie de fabrication assurant un coût financier réduit : l’analyse complète du cycle de vie d’un enrobé tiède montre un gain d’énergie de 5 à 18 % (Zaumanis, 2010). Dans une autre étude, les économies liées à la chauffe du brûleur sont comprises entre 11 et 35 % (D’Angelo et al., 2008). - des bénéfices environnementaux garantissant moins d’émissions de fumées : de nombreuses études
ont évalué les réductions des émissions de fumées (Capitão et al., 2012; D’Angelo et al., 2008; Dinis-Almeida and Afonso, 2015; EAPA, 2014; Gaudefroy et al., 2010; Rubio et al., 2012; Zaumanis, 2010). Durant le procédé de fabrication en centrale, des réductions significatives d’émissions ont été observées et indiquent des taux réduits de : 30-40 % pour le CO2 and SO2, 50 % pour les COV (composés organiques volatiles), 10-30 % pour le monoxyde de carbone CO, 60-70 % pour les composés azotés et 25 à 55 % de poussières. Les émissions en aérosols et HAP ont également été réduites de 30 à 50 % (Capitão et al., 2012).
L’ensemble de ces réductions d’émissions conduisent à de meilleures conditions de travail (Dinis-Almeida and Afonso, 2015) et un environnement plus sain. L’exposition aux fumées est moindre pour les équipes en centrale et lors de la mise en œuvre sur chantier (D’Angelo et al., 2008; Dinis-Almeida and Afonso, 2015; EAPA, 2014). Pour plus d’économies, une deuxième solution a été retenue pour le secteur routier et consiste à valoriser et recycler les matériaux de déconstruction routière.
C. Recyclage : valorisation des agrégats d’enrobés (AE)
1. Utilisation d’agrégats d’enrobés
Le recyclage des matériaux routiers se traduit par l’utilisation d’agrégats d’enrobés (AE). Définis selon la norme NF EN 13108-8, les agrégats d’enrobés désignent les matériaux provenant de la démolition des infrastructures routières. Ce sont des matériaux granulaires, composés de granulats, de fines et de bitume vieilli. Ils sont générés après fraisage et concassage des matériaux issus d’anciennes chaussées (Karlsson and Isacsson, 2003a). Concernant la fabrication en centrale d’enrobage, le tambour sécheur enrobeur est adapté pour introduire les agrégats d’enrobés (AE). Pour des taux inférieurs à 60 % (IDRRIM, 2013), les agrégats d’enrobés sont ajoutés au niveau de la partie médiane du tambour équi-courant (figure 7), là où les matériaux sont séchés et chauffés. Par conséquent, l’utilisation des agrégats d’enrobés représente une technologie à part-entière qui permet de réduire la quantité de bitume et de granulats lors de la fabrication des matériaux bitumineux (Giani et al., 2015). Face à la rareté des matériaux granulaires dans certaines carrières et le coût croissant du bitume, l’utilisation des agrégats d’enrobés est considérée comme une solution alternative à favoriser pour économiser les ressources naturelles (Al-Qadi et al., 2007).
2. Gains écologiques et budgétaires de l’emploi des agrégats d’enrobés
Un énorme potentiel se cache en effet sous ces matériaux à valoriser qui représentaient en 2012 un stock disponible de 50 Mtonnes en Europe (EAPA 2012). Des études d’évaluation du cycle de vie des matériaux routiers recyclés ont ainsi montré des baisses d’énergie consommée équivalent respectivement à 26, 33 et 40 % (Aurangzeb et al., 2014) pour des mélanges incorporant 30 %, 40 % et 50% d’agrégats d’enrobés. L’utilisation
22 d’agrégats d’enrobés réduit donc les coûts énergétiques mais les bénéfices environnementaux sont aussi à considérer. Dans ce cadre, une analyse du cycle de vie d’un enrobé 100 % recyclé a été conduite par Zaumanis (Zaumanis et al., 2014a). Pour cela, les émissions (mesurées en CO2 eq) et l’énergie consommée (en MJ/t) ont été extraites de la bibliographie pour toutes les activités de :
- production et acheminement des matériaux - production de sable et concassage de granulats - fraisage d’agrégat d’enrobés
- production du bitume et de l’additif utilisé pour le recyclage.
Confirmées par les développeurs des technologies associées, les valeurs d’émissions et d’énergie consommée ont été utilisées pour calculer les coûts environnementaux (figure 9A) et énergétiques (figure 9B) d’un enrobé vierge standard et d’un enrobé incorporant 100 % d’AE. Pour plus de simplicité, la distance de transport des matières minérales a été fixée à 50 km du site de carrière ou du stock des AE.
Figure 9: Comparatif d'émissions (A) et de l’énergie consommée (B) entre un enrobé vierge et 100 % recyclé (Zaumanis et al., 2014a)
Les calculs obtenus de cette analyse environnementale indiquent une réduction de 18 à 35 % d’équivalents CO2
(figure 9A) et un gain d’énergie de 20 % (figure 9B) par rapport à un mélange bitumineux vierge (Zaumanis et al., 2014a).
Enfin, l’utilisation de fort taux de recyclés représente un gain financier par rapport à la production d’enrobés. Selon (Zaumanis et al., 2014a), la réduction du coût (par tonne) d’un enrobé incorporant 100 % de recyclés serait comprise entre 32 et 48 dollars, soit un coût réduit de 50 à 70 % par rapport la production d’un enrobé standard vierge.
Les procédés tièdes et des techniques d’enrobage incorporant des agrégats d’enrobés constituent deux solutions routières respectueuses de l’environnement, permettant de réduire l’émission des gaz à effet de serre et des coûts de production. En combinant ces deux technologies, une étude basée sur le cycle de vie a mis en évidence une réduction de 12 % d’équivalent CO2, 15 % en énergie consommée et 15 % d’eau utilisée (Giani et al., 2015). Cependant, le développement de ces deux technologies peut entraîner des verrous techniques quant au travail de formulation et à l’évolution de la performance et la durabilité des matériaux produits.
23
III.
Verrous techniques
A. Détermination des propriétés du liant d’apport
Le développement d’enrobés bitumineux incorporant des recyclés suggère qu’une certaine teneur de liant vieilli est déjà présente dans le mélange. Comme un enrobé bitumineux standard comporte en moyenne 5 % de liant bitumineux, il est nécessaire d’ajuster la teneur et les propriétés du liant vierge à apporter. Le choix du liant d’apport se fait alors en fonction des propriétés du liant vieilli d’agrégat d’enrobé. Face à des liants vieillis d’AE très durs, un liant mou ou une huile regénérante peuvent être utilisés.
Pour déterminer la teneur et les propriétés du liant vierge, il est donc nécessaire de connaître la teneur et les propriétés du liant vieilli d’agrégat d’enrobé déjà présent. Les méthodes utilisées en laboratoire consistent à dissoudre (par voie solvant) le liant vieilli de l’agrégat d’enrobé. Après évaporation du solvant, le liant vieilli est récupéré et est caractérisé afin d’en déterminer ses propriétés. La nature et la teneur en liant d’apport se calculent ensuite à partir de lois empiriques de mélange telles que les « blending charts », outil utilisé aux Etats-Unis ou les lois « log/log » utilisées en France selon la norme EN 13108-8 (équations 1 et 2).
Selon la consistance souhaitée du liant final, la consistance du liant d’apport est estimée : - pour la valeur de pénétrabilité :
log !"#$ =100 log !"#%& &+'100 log !"#%() () (équation 1) :
- pour la température de ramollissement «Bille-Anneau » :
*(,-.$ =100 *%& (,-.&+100 *%() (,-.() (équation 2)
Où b0 et bRA désignent respectivement les pourcentages du liant vierge et du liant vieilli d’agrégat d’enrobé dans le mélange de liant total, bo+ bRA =100
Pour un pourcentage d’agrégat d’enrobé donné, les lois empiriques de mélange permettent donc de déterminer les propriétés du liant d’apport à ajouter en termes de consistance afin d’obtenir un liant final à la consistance connue.
B. Détermination de la teneur en liant d’apport
A partir des lois de mélange, il reste à déterminer la teneur en liant d’apport b0. Comme expliqué auparavant, ces lois empiriques nécessitent une étape d’extraction du liant vieilli d’agrégat par voie solvant (Al-Qadi et al., 2007). Cela signifie que la totalité du liant vieilli qui enrobe le granulat est solubilisée et entièrement remobilisée. Les lois de mélange supposent donc que la remobilisation du liant vieilli d’AE est complète (Al-Qadi et al., 2007; Nahar et al., 2013)(McDaniel et al., 2000).
Cependant, des études ont montré que ce n’était pas toujours le cas. En effet, les auteurs Al Qadi, McDaniel et Nguyen (Al-Qadi et al., 2009; McDaniel et al., 2000; Nguyen, 2013) se sont intéressés à évaluer le degré de
24 mélange d’enrobés bitumineux à partir des propriétés mécaniques et ont conclu qu’un degré de mélange total ne pouvait être atteint dans le cas de la fabrication des enrobés (McDaniel et al., 2000; Nguyen, 2013).
Pour arriver à ce résultat, les études se sont basées sur une même démarche expérimentale. Par exemple, l’étude de (McDaniel et al., 2000) a estimé le degré de mélange des formulations d’enrobés incorporant différents taux de recyclés (10 et 40 %) à partir des propriétés mécaniques. Différentes modalités de mélange ont été simulées et testées :
1) la situation BR « Black Rock » : le liant vieilli est trop dur et l’AE se comporte comme un granulat noir. Il n’y a aucune interaction entre l’AE et le liant d’apport (Druta et al., 2009),
2) la situation TB « Total Blending » où l’ensemble du liant vieilli de l’AE est remobilisé et rendu à nouveau disponible au mélange,
3) la situation AP « Actual Practice » simule le comportement de l’AE en centrale, dans des conditions réelles (Al-Qadi et al., 2009), telle que la formulation d’enrobé s’effectue.
Pour les deux premiers cas, le mélange est compris respectivement entre 0 (remobilisation nulle) et 100 % (remobilisation complète) (Al-Qadi et al., 2007). Pour simuler les conditions de mélange BR et TB en laboratoire, le liant vieilli d’AE a été préalablement extrait (par dissolution) et récupéré ainsi que les granulats vieillis. Les fabrications de ces deux modalités de mélange ont été réalisées de telle façon que :
- pour la situation BR : il n’y a qu’un seul liant d’apport dans le mélange, les granulats vieillis sont incorporés sans le liant vieilli,
- pour la situation TB : la totalité du liant vieilli récupéré a été mélangée préalablement au liant d’apport et l’ensemble du liant a été ajouté aux granulats vierges et granulats vieillis pour terminer la fabrication. Tous les échantillons ont été préparés avec un même volume de liant. Associés aux diverses modalités de mélange, la performance des échantillons d’enrobés a été évaluée à travers différents tests en laboratoire. Les résultats ont montré que pour un taux de recyclés de 10%, aucune différence significative existait entre les différents cas de mélange. A une telle teneur, le liant vieilli n’affecte pas les propriétés du mélange total. A des taux de recyclés plus importants (40 %), les résultats ont montré que des différences apparaissaient et la situation de mélange « Black rock » a mis en évidence des rigidités plus faibles et des plus grandes déformations que dans les autres cas (McDaniel et al., 2000). Les performances des deux cas « AP » et « TB » n’étaient pas significativement différentes mais il a paru non raisonnable d’affirmer qu’un mélange complet entre les liants existe (McDaniel et al., 2000). De plus, d’autres études ont également conclu qu’un mélange partiel avait lieu entre les bitumes au sein d’enrobés bitumineux recyclés (Druta et al., 2009; Nguyen, 2013).
Face à cette conclusion de mélange partiel, l’hypothèse liée aux lois de mélange paraît non valide et pourrait conduire à un choix de liant d’apport (grade et quantité ajoutée) non approprié (Stimilli et al., 2015). Le choix du liant d’apport et la qualité du mélange peuvent mener à des conséquences non maîtrisées sur les performances du matériau final. En effet, dans les conditions de fabrication de l’enrobé :
1) Si le liant de l’AE ne contribue pas totalement au mélange (degré de mélange plus bas que prévu) : L’AE se comportera comme un granulat noir (situation « black rock »). Une partie du bitume d’AE ne sera pas récupérée et conduira à un manque de bitume (< 5 %) dans la formulation. Le mélange sera défini comme s’il n’y avait qu’un seul liant. Les propriétés du liant final seront donc proches de celles du liant d’apport : à savoir un liant mou (et des déformations du matériau final pourraient avoir lieu).
25 Le liant d’apport sera ajouté en excès et la teneur en liant final dépassera les 5 %. Le mélange de bitume sera caractérisé par la présence de deux bitumes aux compositions et propriétés différentes.
3) Enfin, si le liant vieilli est trop dur, le mélange entre les deux liants ne se fera pas comme prévu (Al-Qadi et al., 2007). Pour des forts pourcentages d’agrégats d’enrobés ajoutés, le liant vieilli peut considérablement modifier les propriétés du liant final et impacter les performances mécaniques. C. Variation des performances mécaniques et de la durabilité
Outre la relation «degré de mélange/propriétés », d’autres études plus nombreuses (Copeland et al., 2011; Guo et al., 2014; Lopes et al., 2015; Navaro, 2011; Pérez-Martínez et al., 2015; Zhao et al., 2013, 2012) se sont intéressées à l’impact des procédés de fabrication et du recyclage sur l’ensemble des propriétés mécaniques caractérisant un enrobé. Des études très complètes (Guo et al., 2014; Zhao et al., 2012) ont été réalisées afin de déterminer l’impact des procédés de fabrication tièdes et/ou de l’utilisation de taux importants d’agrégats d’enrobés sur la performance et la durabilité des matériaux testés. Effectués en laboratoire, ces mesures de performance et durabilité concernent : la mesure du module de rigidité (NF EN 12697-26), la résistance à l’orniérage, la résistance à la fatigue et la résistance à l’eau. Selon les études, les mesures obtenues montrent diverses évolutions :
· Concernant le module de rigidité
Une étude s’est d’abord intéressée à l’évolution des propriétés d’un enrobé chaud suite à l’incorporation de différent taux de recyclés. Le module a été mesuré à 15°C sous un temps de charge de 0.02 s. Les résultats ont montré que l’incorporation de fort taux de recyclés (jusqu’à 70 %) menait à une forte rigidification de l’enrobé avec une augmentation de module (Olard et al., 2012). A un taux d’incorporation de 70 %, le module atteignait une valeur de 18000 MPa.
En considérant toujours une fabrication d’enrobés bitumineux à chaud (160 °C) incorporant des taux croissants de recyclés, d’autres résultats, (mesurés à 15°C, 0,02 s) ont indiqué une baisse de module (Delfosse et al., 2016). Le module tend à décroître avec l’augmentation du taux d’agrégats d’enrobés et de la proportion du liant vieilli. Pour un échantillon d’enrobé fabriqué avec 70 % de recyclés et un taux de malaxage de 140 secondes, le module E* équivalait à 11000 MPa.
Ces deux conclusions différentes montrent que le module est dépendant du pourcentage de recyclés incorporés mais également du grade du liant d’apport et de la durée de malaxage. Cette observation se confirme avec une autre étude (Navaro, 2011) qui se base sur un plan complet d’expériences faisant varier les températures de fabrication (160, 135 et 110 °C), les durées de malaxage (40 s, 140s, 240 s) ainsi que les taux de recyclage (20 et 70 %). Dans cette étude, le module a été mesuré à 15°C, 10 Hz. Pour une durée de malaxage de 40 secondes, le module de rigidité dépend du taux de recyclage et de la température de fabrication alors que pour une durée de malaxage plus longue (240 s), il dépend uniquement du taux de recyclage. Pour l’ensemble des températures de fabrication, le module diminue de 14420 MPa à 11320 MPa lorsque le taux de recyclés augmente de 20 % et 70 % de recyclage (Navaro, 2011). Cependant, ces résultats ne sont pas généralisables.
En considérant l’ensemble des résultats, le module de rigidité dépend donc à la fois du taux de recyclés, du liant d’apport et des conditions de malaxage (température, durée, malaxeur). Sur ce dernier point, il s’avère en effet qu’en comparant le module complexe d’un enrobé tiède incorporant 20 % d’AE produit en laboratoire et en centrale, les valeurs diffèrent de presque 4000 MPa (Delfosse et al., 2016) et peuvent s’expliquer dans cette étude par les différences d’oxydation « laboratoire/centrale » imposées aux matériaux lors du mélange.
26 · Concernant la résistance à l’orniérage
Les auteurs se sont appuyés sur différents essais associés à des normes pour simuler le passage répété d’une roue sur le matériau à tester :
- La norme française EN 12697-22, pour laquelle la profondeur d’ornière est mesurée après 30 000 passages de la roue à 60°C (Lopes et al., 2015; Navaro, 2011)
- La norme JTG E20-2011 T 0719 basée sur l’utilisation d’un appareil APA « Asphalt Pavement Analyzer » et la mesure d’une valeur de stabilité dynamique DS «Dynamic Stability » (Guo et al., 2014) :
/2 =3485 36× 7
45 86 ×'96× 94 (Equation 3)
Où :
o d1 : déformation associée au temps t1 (45 minutes ou 15 minutes avant d’atteindre la déformation à 25 mm)
o d2 : déformation associée au temps t2 (60 minutes ou temps mis pour atteindre 25 mm) o C1 : coefficient de la machine
o C2 : coefficient de l’échantillon
- La norme AASHTO T340 prenant en compte 8000 cycles sur l’appareil APA (Zhao et al., 2012)
En considérant la norme française, les études montrent que la résistance à l’orniérage est améliorée en augmentant le taux de recyclage. Pour des taux de recyclage allant de 20 à 70 %, l’orniérage est réduit de 5,4 % à 5,1 % pour des enrobés tièdes (fabriqués à 135 °C) et chauds (fabriqués à 160 °C), et ce pendant un temps long de malaxage (240 s) (Navaro, 2011). Le niveau d’orniérage est également plus faible pour des enrobés tièdes élaborés avec 50 % de recyclés (Lopes et al., 2015).
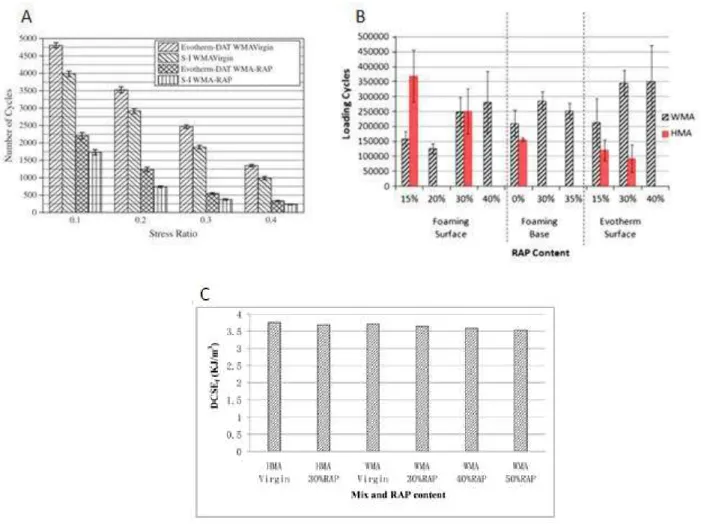
Une autre étude confirme ces évolutions (Guo et al., 2014). En considérant l’évaluation d’enrobés tièdes (température de mélange : 120 °C) et chaud (température de mélange : 160 °C) incorporant un taux de recyclés de 0 ou 40 %, les mesures de stabilité dynamique (norme JTG E20-2011 T 0719) montrent que les matériaux tièdes recyclés ont une meilleure stabilité dynamique que les enrobés tièdes vierges (Guo et al., 2014) (figure 10A). Ces résultats mettent en évidence le rôle positif de l’agrégat d’enrobé sur la résistance à l’orniérage des enrobés tièdes. Cette évolution s’explique ainsi par le vieillissement et durcissement du liant d’agrégat (Lopes et al., 2015; Zhao et al., 2012).
27 Figure 10 : Evolution de la stabilité dynamique pour des enrobés tièdes recyclés (a) (Guo et al., 2014) et de la
profondeur à l’orniérage (b) pour des enrobés chauds (HMA) et tièdes (WMA) recyclés (Zhao et al., 2012)
Les évolutions de résistance à l’orniérage semblent dépendre principalement du taux d’agrégats recyclés incorporés. En effet, pour le procédé de fabrication chaud, une amélioration de la résistance à l’orniérage est également notée. Les enrobés chauds vierges (0 % d’AE) présentent une profondeur d’orniérage plus élevée (8 mm) que les enrobés chauds incorporant 30 % d’AE (6 mm) (Zhao et al., 2012) (AASHTO T340). Il en est de même pour les enrobés tièdes vierges (profondeur : 12 mm) en comparaison avec les enrobés tièdes incorporant 30 % de recyclés (profondeur : 4 mm) (figure 10B).
Concernant la durabilité des enrobés, la résistance à la fatigue et la résistance à l’humidité sont les deux thèmes majeurs à considérer.
· Concernant la résistance à la fatigue :
De la même façon qu’auparavant, plusieurs essais sont disponibles pour évaluer la résistance à la fatigue : - la norme française NF EN 12 697-24,
- la norme AASHTO T 321-03 qui a été utilisée dans l’étude de (Guo et al., 2014). La fatigue est évaluée par un test en flexion 4 points en contrainte imposée sur des éprouvettes à 15 °C en appliquant une charge semi-sinusoïdale à une fréquence de 10 Hz. Les amplitudes de contrainte constantes appliquées proviennent de 4 rapports de 0,1, 0,2, 0,3 et 0,4 (le rapport des amplitudes de contrainte aux forces de traction de flexion) (Guo et al., 2014).
A partir de la procédure AASHTO T321, dans d’autres conditions d’essai, une valeur d’énergie dissipée de déformation (DCSEmin, « minimal dissipated creep strain energy ») peut en être aussi déduite pour évaluer les comportements en fatigue de différents matériaux. Au moment de la rupture de l’éprouvette, une valeur DCSEf est obtenue (f pour failure). Plus la valeur de DCSEf est élevée, meilleure sera la résistance à la fatigue des enrobés (Zhao et al., 2013, 2012).
En considérant ces différents essais, la fatigue a été évaluée sur des enrobés bitumineux élaborés selon différents procédés de fabrication et/ou incorporant différents taux de recyclés. Les études ont étudié à la fois l’influence de taux d’agrégats ajoutés et l’influence du procédé de fabrication sur la fatigue.
28 Ainsi, Guo s’est intéressé à la fabrication d’enrobés tièdes (température de mélange : 120 °C) incorporant tous deux des additifs différents et pourcentages de recyclés entre 0 et 40 % (Guo et al., 2014). Les résultats de fatigue (AASHTO T 321-03) montrent que l’ajout de recyclés réduit significativement la résistance à la fatigue
(figure 11A). Les enrobés tièdes vierges ont une meilleure résistance à la fatigue que les enrobés tièdes incorporant un taux de recyclés (Guo et al., 2014).
Ce comportement semble être vérifié par une autre étude qui a été réalisée à partir d’enrobés produits en centrale (Zhao et al., 2012). En comparant les comportements des enrobés vierges et recyclés, les évolutions de DSCEf montrent une légère baisse des valeurs avec l’augmentation du taux de recyclés, traduisant une moindre résistance à la fatigue (figure 11C). Cependant, la variation est d’à peine 3,5 kJ/m3 et n’est pas claire pour en tirer des conclusions strictes. Cette remarque est également partagée par (Pérez-Martínez et al., 2015) qui indique que les tendances d’évolution de la fatigue sont difficiles à clarifier en comparant des enrobés chauds à des enrobés tièdes.
Figure 11 : Résistance à la fatigue: évolution du nombre de cycles pour des enrobés tièdes combinant différents additifs, (A) (Guo et al., 2014), pour des enrobés tièdes et chauds (B) (Zhao et al., 2013), évolution des valeurs de
DSEf pour des enrobés recyclés tièdes et chauds (C) (Zhao et al., 2012)
En combinant l’utilisation des recyclés avec l’influence du procédé de fabrication, les observations montrent que le comportement de l’AE dépend aussi de la température de fabrication de l’enrobé. En effet, dans l’étude de (Zhao et al., 2013), l’incorporation de taux de recyclés (entre 0 et 40 %) se retrouve combinée à l’utilisation d’un procédé de fabrication tiède incluant le procédé mousse et l’utilisation de tensioactifs. La fabrication des enrobés a été effectuée en centrale et la résistance à la fatigue a été mesurée à l’aide de l’essai AASHTO T321.