-4
ANALYSIS OF THE EXPERIENCE AND STABILITY
PROJECT AT FORD MOTOR COMPANY
-
WHAT DOES
IT TAKE TO CHANGE A CULTURE AND REBUILD A
TECHNICAL ORGANIZATION?
byCandy S. Chatawanich
B.S. Mechanical Engineering Columbia University, 1994 M.S. Mechanical EngineeringTexas A&M University, 1996 and
Timothy A. Rush
B.S. Mechanical Engineering University of Illinois at Urbana, 1995M.S. Mechanical Engineering
University of Illinois at Urbana, 1997 A Thesis Submitted in Partial Fulfillment
of the Requirements for the Degree of Masters of Science in Systems Design
and Management
Massachusetts Institute of Technology February 2004
Signature of Authors _'
Candy Chatawanich and Timothy A. Rush
System Design and anagement Program
Febrpry 2004
Paul Carlile Assistant Professor Thesis Supervisor Sloa School of Management
Accepted by
"- , 1 omas
J.
AllenCo-Director, LFM/SDM Howard W. Johnson Professor of Management
Accepted by MASSACHUSETTS INSTITUTE OF TECH N'LOGY
JAN 2 3 2004
David Simchi-Levi Co-Director, LFM/SDM Professor of Engineering SystemsBARW~
(
A
-1
Massachusetts Institute of Technology
Abstract
ANALYSIS OF THE EXPERIENCE
AND STABILITY PROJECT AT
FORD MOTOR COMPANY
-WHAT DOES IT TAKE TO
CHANGE A CULTURE AND
REBUILD A TECHNICAL
ORGANIZATION?
by Candy S. Chatawanich & Timothy A. Rush
Chairperson of the Supervisory Committee: Assistant Professor Paul Carlile
Sloan School of Management
As Ford Motor Company celebrates its
100'anniversary; it finds itself in a
crisis due to its lack of technical proficiency. The lack of technical depth
within the workforce is the result of a deeply ingrained culture that
encourages employees to change positions every 18-24 months to vastly
diverse parts of the company. The problem is exacerbated by years of early
retirements, company sell-offs and outsourcing of technical design work to
full service suppliers. In reaction to the lack of technical competency, Ford
has undergone one of the largest reorganizations in their history. The new
organization is now centered on function with loose ties back to the many
vehicle programs. In order to encourage a new corporate culture that values
technical depth over being a generalist, Ford has also developed additional
projects within the organization. One of the most prominent is the Employee
Stability Project (ESP) and Technical Maturity Model (TMM) that focus in
on developing a technical development plan for each individual engineer.
This research analyzes the rollout of the ESP/TMM project within the Body
Engineering function (with some comparisons to the Chassis Organization).
Data was collected through two surveys conducted nine months apart and
focus group sessions.
The surveys encompassed the entire Body
Engineering organization. In addition, the culture at Ford was compared
with the culture developed at one of its main rivals, Toyota. The data for
Toyota was collected through one-on-one interviews.
The result of the data collected show that entire workforce recognizes that
the lack of technical depth within the company is an issue. In addition, the
concepts and principles behind the ESP/TMM project are understood and
of the ESP/TMM project appears to be stalling. The recommendations by
the
authors
include
reinforcing
communication,
recognition,
and
demonstration of appropriate technical behaviors at every level within the
organization.
Ford should also utilize the technical depth within the
company (in the form of senior engineers and technical specialists) upfront in
the development in new programs and as consultants at key technical
milestones to maximize their effectiveness and teaching opportunities. There
are also several recommendations around the Individual Technical
Development Plan in order to encourage its adoption and ensure its
usefulness to the technical development of the engineers. Finally, a vision of
a fully functioning, highly technical organization is described to show how
this organization can quickly adapt to future challenges that the company
may face.
TABLE OF CONTENTS
List of T ables and Figures ... iii
A cknow ledgem ents... iv
C hapter 1: Introduction ...
1
Chapter 2: Current Organizational State at Ford Motor Company Current State of the Company...5
C om pany C ulture... 6
Classic (functional-based) Organization - the Sloan Model... 7
Ford 2000 Organization - Product Focus ... 10
Other Organizational and Factors that helped shape Ford in the 1990s ... 13
Current Organization - Functional Focus ... 16
Chapter 3: The ESP and TMM Project Description of ESP and TMM programs...20
Senior E ngineers ... 24
Current Status of the Roll Out ... 24
Ideal Vision of the Future of ESP/TMM... 25
Chapter 4: Literature Review of Culture Change What is necessary for culture change in an organization?... 27
Why culture change usually fails in large organizations... 29
Learning Within a Community of Practice ... 33
How long does meaningful large cultural change usually take? ... 35
Chapter 5: Benchmarking of Toyota R esearch Procedure ... 36
N ew H ires... ... 37
Senior Engineers as Mentors ... 37
C ulture vs. Initiative ... 38
Workload and Organization Structure... 39
Lessons Learned and Potential Actions... 40
Chapter 6: Presentation of ESP Survey Data R esearch M ethods... 43
December 2002 ESP Survey... 44
August 2003 ESP Survey... 46
Focus Groups ... ... 48
Chapter 7: Analysis of ESP Survey Data Why Change?... ... 49
Is the Company Doing What it is Saying?...49
W hat's in it for M e?... ... 51
Do the Employees Understand the ESP/TMM Concepts?...53
Can ESP/TMM Help Build a Technical Career Path?...54
Will ESP/TMM Help Ford Motor Company? ... 55
Communication Around Technical Depth ... 57
Senior E ngineers ... 59
O verall O bservations ... 61
Chapter 8: Conclusion and Recommendations G eneral O bservations ... 65
Recommendations for Next Steps: C om m unication ... 68
R ew ard and R ecognition... ... 70
The Role of the Individual Training and Development Plan...71
Managing Movement of Employees ... 74
Distribution of the Engineering Workforce ... 75
Utilization of the Senior Engineer ... 76
Workload and Organizational Structure...79
M etrics...80
E xtraneous Factors ... 81
V ision of the Future ... 82
Final T houghts... 85
B ib lio grap h y ... 87
Appendix A: Toyota Benchmarking Questions ... 89
Appendix B: Survey Questions from November 2002...90
Appendix C: Demographic Results from November 2002 Survey...92
Appendix D: Total Results from November 2002 Survey...95
Appendix E: November 2002 Responses by Salary Grade/Leadership Level...98
Appendix F: November 2002 Responses by Body Function...106
Appendix G: November 2002 Responses by Organization ... 121
Appendix H: November 2002 by "Believe is Important"...136
Appendix I: Survey Questions from August 2003...142
Appendix J: Demographic Results from August 2003 Survey...145
Appendix K: August 2003 Responses by Salary Grade/Leadership Level...151
Appendix L: August 2003 Responses by Organization...159
LIST OF TABLES AND FIGURES
Table 1. Competencies of Body Engineering TMM ... 22
Table 2. Summary of General Observations...65
Table 3. Summary of Recommendations ... 68
Figure 1. The Product Development Organization after Ford 2000 ... 12
Figure 2. The Product Development Organization after 2001 Re-Org ... 18
Figure 3. Definitions of Proficiency Levels... 23
ACKNOWLEDGMENTS
Candy Chatawanich would like to thank her husband, Mitch Pickens
for his support throughout her participation in the SDM program.
His
continuous help made it difficult for Candy to find excuses to procrastinate
and enabled her to focus on completing this degree while working full-time.
Candy would also like to express her gratitude to her executive sponsor,
Steve Bruford for his support for her participation in the SDM program and
her thesis work. Candy would also like to thank all of her supervisors during
her involvement in the SDM program: Dave Brzenchek for his help and
support during the nomination process, Kelly Kohlstrand for his patience and
understanding during the first two semesters, and to Kathy Ralston and
Karen Mianzo for their support and understanding during the last two
semesters and the thesis writing phase.
Finally, thanks to Tim for his
dedication and work in completing this thesis during difficult times at work.
Tim Rush would like to thank his family, Art and Carol Rush and
Tonya Torri, for all their support throughout his education at all levels. Tim
would also like to thank his many friends and co-workers, including Derek
and Anna Bier, Richard Moss, Gary Mullen, Courtney Frank, Sara Veyo,
Robert Bedard, and Kurt Schleif, for all their help during the past two years
and allowing him to complete this research. This work would not have been
completed without the support of his executive sponsors: Mike Paiva, Dan
Holden, and Lynn DaDeppo.
A special thanks is extended to Tim's
supervisor, Pat Lalama. Pat always placed Tim's education above all other
issues and allowed Tim to excel in the SDM program. Barney turned out to
be the best thesis-writing companion imaginable and his patience was greatly
appreciated. Finally, Tim obviously couldn't have completed this research
without his writing partner, Candy Chatawanich. Candy ensured that the
team remained on schedule and all of the details were always taken care of.
Tim could not imagine getting everything done without her.
The authors definitely owe a great deal of gratitude for all the help
they received from the human resources department at Ford Motor
Company. Vera Linnansalo, Cynthia Peele, and Margareth Bastos always
ensured we had all of the data and information we required. Lucy Dinwiddie
was a fantastic executive sponsor that allowed us complete access to all of
the data available and offered her assistance whenever she could. Of course,
we wouldn't have any data if it weren't for the engineers who took the time to
complete the surveys. The engineers that participated in our one-on-one
interviews and focus groups deserve particular recognition for unselfishly
giving up their time. A special thanks goes to Ted Hoppe who took care of
all the details and answered all of our questions throughout the process. Ted
was truly a lifesaver. Finally, we would like to extend our sincerest thanks to
Dr. Paul Carlile, our thesis advisor. His insight in directing our research was
invaluable.
Despite our rigid time constraints, Paul always provided
feedback in a very timely manner. We can't thank him enough.
Chapter 1
INTRODUCTION
The turn of the century saw Ford Motor Company quickly approaching its one hundred year anniversary. However, the company that arguably had the largest impact of any organization on industry and the American economy and culture during the last century was facing difficult times in the new one. Ford had seen its past few programs launched with less than stellar performances. While sales remained strong, rising program costs, delays in launch schedules, declining quality and customer satisfaction
numbers pointed to tough times ahead. In assessing the situation,
management came to the disturbing conclusion that the highly technical automotive company had a workforce that very little technical depth.
Within the deeply ingrained culture at Ford Motor Company, employees had come to expect a new position every 18-24 months. This was due, in large part to Ford 2000. The goal of the Ford 2000 reorganization was to create a centralized, global engineering staff that is matrixed to vehicle programs. Ford 2000's vision was to create program teams focused on the customer. The technical development of non-core commodities was outsourced to suppliers. Within the Ford 2000 environment, the business aspects of a program often overshadowed the technical solutions to problems
since the business aspects were more readily understood. Instead of
encouraging employees to become technically deep, the company
encouraged employees to become "mini-CEOs" and focus in on
understanding the financials of the business. Thus, in recent history, the company had rewarded employees who moved around the company to get a
breadth of different experiences rather than remained in the same job.
Because of the virtues extolled by Ford 2000, employees who performed the
same job for more than 18-24 months began to feel that their career had
stalled if they did not move. Combined with the proliferation of early
retirements and buy-outs, outsourcing of technical engineering work and
selling off portions of the company, the technical proficiency in many areas
of the company quickly eroded.
In response to this problem, Ford went through another substantial
reorganization in 2001. This new organization switched its focus back on the
core functional areas that Ford has recognized for years while still
maintaining light ties to the programs. In addition to the reorganization,
Ford Motor Company hopes to make significant change in the culture within
the company. Technical depth should be more highly valued than general
company breadth. Employee movement should be dramatically reduced as
engineers gain the experience and training to hone their skills to become
highly proficient in key technical areas within the company. The solutions to
technical issues should carry the same importance as the business details that
were so highly stressed in the previous organizations. Ford is currently
implementing the Employee Stability Project (ESP) and Technical Maturity
Model (TMM) in an attempt to address the lack of technical depth and
change the corporate culture.
In the next chapter, we outline the organizational and cultural history over the past 13 years to present. We then discuss the ESP project and its roll out in depth. Research and data include online surveys to the entire population affect by the ESP that were conducted in December 2002 and August 2003. We also conducted focus groups at three different levels in the organization to obtain qualitative information on the ESP project. Furthermore, we conducted one on one interviews with former Toyota employees who now work at Ford in order to
gain insight on how Toyota develops technical depth in its engineers. The presentation of the data is followed by an in-depth analysis and theory on the results of the surveys, focus groups and interviews.
The final chapters include observations, recommendations and
conclusions. The lack of technical knowledge is recognized throughout the company. It is seen as a key contributor to recent quality, timing, financial, and warranty issues that have occurred on several recent programs within the company. Almost everyone also felt that the ideas and principles behind the ESP/TMM were strong and if instituted, would point the company in the right direction. But many are still skeptical of Ford's dedication to the ESP/TMM project. As in most large corporations, the workforce is very cynical. They are loath to fully subscribe to something that might turn out to be the 'flavor of the month'. Our recommendations focus on the execution of principles based on organizational behavior and learning theory.
One of the major dimensions of the ESP efforts has been the creation of the Senior Engineer position; however, it has been met with mixed results. Generally, engineers have all said that the correct people were chosen for these positions. However, it seems that there is no clearly defined role for the Senior Engineer. The supervisors and engineers to whom we spoke felt that the Senior Engineers were under utilized. We recommend that the Senior Engineers focus on programs early in the development phase, where most of the critical decisions
are made. Another important role for the Senior Engineers might be as
consultants near key technical milestones. With the amount of technical depth within the company now such a scare commodity, the real key is to focus all of the technical expertise that the company does possess in areas where it will have the greatest impact.
We conclude the thesis with our vision for the future. We recommend a slight change to the organizational structure. Ford could maintain the functional organizations. However, we feel that supervisors and their engineers within these organizations could be assigned to specific programs. This would allow them to develop a relationship with a particular vehicle program and customer while maintaining a functional focus. We also recommend that less experienced engineers begin their careers on smaller programs from the middle of the development phase through launch. More experienced engineers would staff larger, more complex programs at the beginning of the development phase and ideally, the entire way through launch. If the adoption of the ESP program is successful, Ford will eventually grow a highly technical proficient organization. Once this occurs, the organization has a lot of flexibility to continually gain depth and focus on skills that will aid in the challenges that they will face in the future.
As employees of Ford Motor Company and members of the Body Engineering organization, we feel that the lack of technical proficiency throughout the company is one of the most critical challenges the company is facing. Viewing Ford as a large technical system, one of the key system constraints is that the current technical skill level is inadequate as a whole, and varies widely from individual to individual. The rebuilding of the what has been lost - the development of the desired technical capability across such a large and diverse workforce will take an incredible amount resources, time and effort. With relatively long product development cycles and even longer product use cycles, the results to the company's bottom line are many years off. Ford Motor Company must remain patient in this timeframe and continue its strong support of programs like ESP/TMM. The best part about the difficulties of changing the culture in a large, complex organization is that once a positive one is established it will reap benefits for a long, long time.
Chapter 2
CURRENT ORGANIZATIONAL STATE AT FORD MOTOR COMPANY
Current State of the Company
Ford Motor Company is the world's second largest industrial corporation and just celebrated its centennial anniversary this year. Ford has approximately 335,000 employees in 200 markets on six continents. Its automotive brands include Aston Martin, Ford, Jaguar, Land Rover, Lincoln, Mazda, Mercury and Volvo. Its automotive-related services include Ford Credit, Quality Care and Hertz. The company is divided into two principal activities, the automotive segment, and the financial services segment. The automotive segment deals with the design, manufacture, sale, and service of automobiles and automotive components. The financial services segment deals with the financing, leasing, and insurance of automobiles as well as the leasing and renting of cars and trucks. The automotive segment brought in 83% of the revenue for 2000, while the financial segment brought in the remaining 17%. The automotive industry is a very mature market with intense competition and razor thin margins. Although Ford generated revenues totaling $162.6 billion in 2002 (compared to revenues of
$162.4 billion in 2000 and 2001 respectively), they only earned $872 million in
profit. This is after the boom of $6.67 billion profit in 2000 and the bust of a loss
of $5.45 billion in 2001.
These numbers illustrate that Ford is going through tough times right now; trying to maintain its leadership in the automotive industry. Ford's North American vehicle sales and revenue dropped about 11% in 2001. Furthermore, Ford North America lost $2.15 billion in 2001 compared to earnings of $5.03
billion in 2000. In order to reduce costs immediately, Ford suspended paid overtime in early to mid 2001, drastically reduced business travel, and suspended purchases of office supplies. In January 2002, they suspended 401K matching, and they cut 5,000 jobs in the fall via early retirement packages. For 2002, revenue remained flat and sales dipped slightly. Still facing stiff competition, 2003 brought more of the same pressures. Ford announced another round of job
eliminations earlier this year and cost cutting remains a key priority.
Company Culture
Ford is an enormous organization with a storied past. Ford has been a key competitor in the automotive industry and has gone through very successful
times and very bad times in their sector. This gives Ford employees a feeling of pride in the accomplishments of the company and creates a tone of camaraderie
for the workforce for having struggled through the bad times together. Ford has a "family" type atmosphere. The employees identify deeply with the products that they design and build. Everyone knows someone who drives a Ford and has an opinion on Ford cars and trucks. When things are going well, everyone feels good about their work. When things aren't going well, the employees often take it personally. Of course, in a company that has been around for one hundred years, the culture is very entrenched. The culture is slowly evolving but influence from the past is still very evident.
Since Ford is a product driven company, the engineering organization has the most influence and power over their products. The goal is to deliver a manufactured product that meets all technical requirements. However, cost and timing pressures are very evident today. This puts stress on employees to perform in an understaffed environment created by Ford's financial and business troubles. Employees that are "fire fighters" or are willing to put in the extra time are the ones recognized and rewarded. In the past decade or so, employees have also been rewarded for moving around and gaining a breadth of experiences
across Ford Motor Company. The only people who were promoted to management roles were people who had 'punched their ticket' in several different functions. There was no clear technical career path. After progressing through the general salary role ranks, an engineer not slated for management remains a salary grade '8 for life'. Salary grade 8 is the highest non-managerial engineering position and, as with most companies, if an employee doesn't reach a management position by a certain point in their career, it is unlikely that they will be promoted above a salary grade 8. We will discuss how Ford 2000 and the previous organizational structure might have influenced this culture in the next chapter.
Classic (functional-based) Organization - the Sloan Model
Since being established in 1903, Ford Motor Company had seen a variety of organizational structures throughout its history. The organization throughout much of its early years and the phenomenal growth of the Model T resembled a factory with a small number of people (Henry Ford and his immediate advisors) making nearly all of the key business decisions. The rapid growth internationally of Model T set up independent manufacturing and distribution centers for Ford vehicles in almost every country or region where the Ford had a market presence. The impact of that strategy is still somewhat evident today, over one hundred years later.
Copying the model established by GM's Alfred Sloan, Ford switched to a highly functional organization throughout most of the later half of the twentieth century. This classic organizational structure became deeply rooted in the organizational culture of the company. The main feature of the organization is that functional groups such as chassis, body, and powertrain were extremely dominant. Specific vehicle lines were managed at very high levels with little project management done at the lower levels in the organization. As a result there was little communication between the functional groups and there was
constant maneuvering for greater positions of power for a particular functional group with respect to the company as a whole. Vehicles were championed by a particular "vehicle czar" that was a high-level executive who ultimately had enough power to get the various functional groups to cooperate. In addition, Ford's worldwide operations were extremely fragmented with each region developing vehicles, often with similar specifications and customer requirements, independently of one another. Technical knowledge was also infrequently shared between regions and types of vehicles. This resulted in Ford Motor Company essentially having a duplication of efforts throughout the company. Often, mistakes were repeated from program to program and there was very little communization of processes. The financial impact of the duplication of efforts, delays in programs and warranty costs was very significant.
Despite these apparent drawbacks, this organization did develop deep-rooted technical expertise within the functional groups. Engineers were hired in to a particular functional organization for a particular type of vehicle (commercial trucks, pickup trucks, passenger cars, etc.) where they would likely spend most of their career. Engineers then were put through an informal apprenticeship for their first few years with the company. An initial assignment would be to design and develop smaller parts that would have a small impact on the success of the vehicle program. The young engineer would also work with and near a group of engineers that had a lot of experience designing similar parts on many other vehicle lines. In addition, the leader of the group would be a senior engineer. This senior engineer would be in a management position and preside primarily over the technical aspects for his section. In addition to the senior engineer, there was also a program management supervisor that might have responsibilities for several sections. This program management supervisor would be the link to the particular vehicle programs and would be concerned with product timing and costs. The program management supervisor handled nearly all of these details personally and the individual engineer rarely attended vehicle specific meetings.
Upper-level management at Ford made several attempts in the 1980s and 1990s to reduce the fragmentation of their worldwide operations and increase the communication both between and amongst the functional organizations. They met with little success. The first major program to combine the operations of Europe and North America was the Ford Escort. The vehicle began as a joint effort between both continents in the early 1980s. Perhaps the company tried to start with too complicated of program by attempting to bridge both international and functional boundaries with their first attempt. By the time the vehicle was released in Europe and North America, it was said to only share about 10 parts.
After seeing the success that Toyota enjoyed in the decade by selling nearly 1.4 million Corollas around the world with very small differences for individual regions, Ford tried again to develop a world car in the late 1980s. The CW27 platform was to produce a midsize sedan for both Europe (Ford Mondeo) and North America (Ford Contour and Mercury Mystique). The estimated sales volume was to top 800,000 with a three and half year development time and a budget of $4 billion. After five and a half years of development and over $6 billion invested, the vehicles were finally released to the public. The Ford Contour and Mercury Mystique both were disappointments in the North American markets and only the Mondeo approached its sales goal. The vehicle was still primarily developed in Europe with the focus on the European customer. The Contour and Mystique faced the problems of a customer that did not care about driving dynamics and vehicle performance as much as his European counterpart did. The North American customer cared more about value and vehicle package. The Contour and Mystique were priced quite close to their larger cousins, the Taurus and the Sable. And with inadequate marketing to explain the difference between the European styling and handling, the sales of the
Contour and Mystique were rather disappointing. Today the Contour and
Mystique are discontinued models in North America, while the Mondeo has expanded into several different body styles in Europe.
Ford 2000 Organization - Product Focus
Alex Trotman was hired as Ford's first foreign-born CEO in 1993. At the time Ford Motor Company was enjoying some its best financial success in its long history. Although Ford was losing some market share in both Europe and North America, profits were up and Ford had half of the 10 best selling vehicle in North America. After originally promising to keep to the status quo, a year later Trotman announced a historical reorganizational effort that would affect the entire company. Trotman dubbed the plan Ford 2000 and the goals of far-reaching plan were to break down the functional chimneys that had developed over the previous half century and eliminate much of the duplication of effort between Europe and North America. The details of Ford 2000 were communicated to top-level managers starting in the summer of 1994 and the new organization was officially rolled out January 1, 1995.
The new organization was centered around 5 vehicle centers (VCs): small front wheel drive cars in Europe and commercial trucks, personal use trucks, rear wheel drive cars and large front wheel drive cars in North America. Its respective VC wholly owned the product development of each vehicle line so there was no duplication of effort across continents. Within each VC a matrix organization was established with nearly all employees reporting to both a functional and program Chief Engineer. Over a short time frame, the programs became much more powerful than the functional organization. This was in many ways deliberate. Trotman wanted employees to connect more closely with the customer. In order to do this, the decision was made to have engineers assigned to specific programs and be collocated with other engineers on the program rather than with engineers performing the same function on a different program. As a result, the vehicle program and its management dominated the attention of the engineer, and there was relatively little exposure to the functional management.
Under Ford 2000, technical employees were placed in a radically different environment than in the previous organization. Most new employees were hired into the Ford College Graduate (FCG) program. During this two year initial program, an FCG would have four to six rotational assignments in nearly any area of the company of their choosing (including non-technical assignments. After the program, the FCG would be placed on a vehicle program within the functional organization that hired the FCG or the FCG would find her own position using the network she had built up over the last two years. Once on a program, an engineer would be placed in a program module team (PMT). The PMT section would consist of engineers that were all part of the same functional group assigned to a particular vehicle program. The PMT supervisor would be in charge of both the technical and program management issues for the section. The PMT supervisor would report to a manager that was in charge of the entire function for that particular vehicle line. This manager would report directly to a functional manager in charge of the function for the entire VC and would report via a "dotted-line" relationship to a chief engineer in charge of the vehicle. Since the "dotted-line" relationship was more important for day-to-day activities, it soon grew to be much more important than the functional relationship.
Product Development
SmLrg Frt W1 RR Wheel Commercial
maa Drive Car Drive Car
TLIck
TruckBody
Powertrain
Each function has a Chief Engineer and a manager from each function assigned to each program. This manager and his people report to the Functional Chief Engineer and are dotted line to the Chief Program Engineer. However, the reporting relationship to the program was stronger than the functional tie as the Chief Program Engineer actually owned the headcount for his/her program.
Figure 1. The Product Development Organization after Ford 2000
The new organization and the changing of the power structure quickly changed the corporate culture dramatically. Since an employee was now more exposed and had a stronger network within a particular vehicle line, he was more likely to get a new position or promotion on that same vehicle rather than within the same function. It soon became common practice for engineers to change to positions in very different areas within a functional group and also between different functional groups. At the same time, Ford's promotional practices emphasized rewarding the "fast-risers." People were recognized for doing a lot of varied assignments in a short period of time. There soon became an unwritten
rule that if an engineer was on the same assignment for more than two years, it was a sign that her career was stagnating. Supervisor and managers encouraged this movement and it quickly became institutionalized. Upper management also continued to stress not only getting closer and closer to the customer, but for employees to develop their business acumen and to treat their jobs as a
"mini-E
E
IE
Vehicle
Eng AVT/CAE - I -. I
I
I
T
|
CEO." By changing to several positions within a program, the engineer got the opportunity to see the program and the customer from several different angles. A "mini-CEO" was often recognized more for his ability to program manage and meet program cost and timing than for the ability to develop technical solutions to engineering problems.
By the turn of the century, Ford 2000 had completely taken hold of the corporation. There was little remaining of the previous organization. It is important to note, that Ford enjoyed their most profitable years in their storied history throughout the nineties. Much of Trotman's goals for Ford 2000 had come to fruition. The three (commercial trucks had been sold off and large rear wheel drive and large front wheel drive vehicle centers had merged into one) vehicle centers were the focus of the organization. The workforce was highly vehicle and customer focused. Product development at a vehicle level did not have a large duplication of effort between Europe and North America. However, the functional organizations within the vehicle centers were almost non-existent. There was little functional knowledge sharing between vehicle lines and almost none across vehicle centers. The lines of communication simply did not exist. As a result, Ford often saw a complete redesign of vehicle systems on each new vehicle. The original vision of a few vehicle platforms throughout the company had also not come to fruition as each vehicle was specifically tailored for its customer with little communication between other vehicle lines. In addition, engineers with extensive functional experience within a single functional position were extremely rare. As a result, early in the twenty-first century, Ford started to see both warranty and customer satisfaction data started to flatten out and even decline after steadily improving from the late eighties onward.
Other Organizational and Factors that helped shape Ford in the 1990s
The nineties also saw the culture of Ford Motor Company shaped by many other factors. Ford, like nearly all of is competitors, turned to outsourcingas a way to control their development timing and costs. Ford determined that transmissions, engines, and body structures were the core competencies of the company. They increasingly started to outsource other areas of the vehicle to full service suppliers. The original strategy with full service suppliers (FSS) was to allow the FSS to design and engineer the commodity nearly entirely on their own. The Ford FSS liaison would be in charge of managing the FSS in terms of program requirements, schedule and cost. In many cases, this liaison would be an engineer without a deep functional background in the commodity that he/she was managing. This was not seen as a priority since a FSS contract stated that the FSS was in charge of the engineering of the commodity. This led to several problems, as FSS's became the normal way of doing business. First, the FSS was primarily concerned with the business success of their own company and would understandably work in their own best interest. Ford, in many cases, exacerbated the situation, by often setting up an adversarial relationship with the FSS (usually over financial considerations). Secondly, in many cases, FSS had just entered into an environment where they were responsible for all of the technical aspects of a commodity. They often had an engineering base that had as little of technical experience as the Ford liaison that they were working with. As the FSS worked on more and more programs at Ford and other manufactures, they did start to develop more functional expertise. However, since the Ford liaison was rarely the same throughout a single program, let alone across many programs, this functional expertise was rarely passed on to Ford.
The nineties also saw the aggressive trend of corporation downsizing. Ford Motor Company was no exception. The decade saw a steady stream of corporate buy-outs and early retirements handed out to Ford employees. Not surprisingly the focus of these buy-outs were lower-level employees that had spent most of their careers in the old organization. Many of these employees preferred to stay within the functional organization where their career had been developed. Under the new corporate culture, this decision seemed to indicate
that their career had stagnated and they were not prime candidates for promotion or career advancement. After a decade of this process, few low-level engineers from pre-Ford 2000 remained and even more of the company's functional depth had been removed from the organization.
Finally, in a continuation of corporate downsizing and outsourcing, Ford sold off many aspects of their business that were not considered core to their
fundamental role of vehicle manufacturer. The principal sell-off was all
remaining non-core engineering functions that were not already out-sourced. Following GM's example with Delphi, Ford created and then spun-off Visteon. Visteon contained all engineering not related to engines, transmissions, and body structures. The idea was for Visteon to remain a preferred supplier to Ford while allowing Visteon to seek FSS relationships with other companies and Ford to focus on their core competencies.
After spinning off Visteon, Ford relied on full-service suppliers to do the engineering work not part of the core competencies mentioned above. Initially this decision proved to be very profitable. However, this business decision quickly proved to be more demanding and challenging than Ford realized. The full service suppliers, understandably, were extremely interested in their own company's welfare and profitably. When situations arose where the best interests of the full service supplier were at odds with Ford's, the full service suppliers
obviously leaned towards making the decision to benefit themselves. Ford
thought it could handle the relationship with the full service supplier with engineers with limited experience in the details of the particular commodity. Ford engineer would act as a program manager and a liaison between the FSS and Ford. However, Ford made a miscalculation in this regard. It was assumed that these commodities were very well understood and all of their interfaces to the rest of the systems in the vehicle were clearly identified and understood. This was not always the case. In addition, the full service suppliers also had engineers
that did not all have a deep-rooted technical background in the commodity and it takes some level of technical competence on the Ford engineer's part to recognize this lack of depth. A deep technical understanding was also required by the Ford engineer to evaluate the decisions made by the FSS. This knowledge was required to provide technical support to the FSS, determine feasibility and robustness of designs, and to evaluate the financials of the FSS services. In other words, a technical background in the appropriate functional area was necessary to protect Ford's best interests. Ford assumed that this technical knowledge was a commodity that was easy to obtain and use when necessary. Experience has shown that this is not the case.
Current Organization - Functional Focus
In the wake of the atmosphere described above, Ford Motor Company
went through another major reorganization in 2001. The purpose of the
reorganization was to get more focus on technical competence in the wake of rising costs and quality problems. However, the company recognized that the identification on the employees with products and customers had a lot of value. In addition, they wanted to prevent situations where there were power struggles between the functional organizations like what they saw in the pre-Ford 2000 era.
The new organization, like the previous one, is a matrix organization. However, in the new organization, the functional ties are meant to be more direct and powerful than the product or program ones. Engineers reported directly to a functional supervisor. Depending on the organization, this functional supervisor can be in charge of a particular function for a particular vehicle program (for example, the functional supervisor can be in charge of body structures for the Explorer program) or she can be in charge of a particular function for one of the five vehicle groups (for example she could be in charge of locks and mechanism for all Ford SUVs. The engineers undemeath the supervisor might either be in charge of all the locks and mechanisms for a particular SUV program or be in
charge of a single commodity (like door mechanisms) for the whole SUV line-up). Typically, a supervisor will have between three and six engineers reporting to her. The organizational layout decision is left up to the particular functional
manager. The functional manger has between three and eight functional
supervisors reporting to her. Finally, there is a chief functional engineer that has all of the functional managers for a particular commodity (body, chassis, powertrain, etc) reporting to him for one of the five vehicle groups. A majority of the engineering function falls within this organizational structure. It is commonly referred to as the backbone or spine. The purpose of the spine is to pull together all of the engineers that perform similar technical functions under the same management. The idea is to quickly communicate and share ideas within this community.
The chief functional engineers also have supervisors reporting to them that act as a liaison to all of the vehicle programs within their functional organization. These supervisors are referred to as program management team (PMT) supervisors. It is their responsibility to communicate the needs of the vehicle programs back to the engineers in the backbone. While the backbone supervisor is in charge of the technical details, the PMT leader is responsible for the cost, weight, timing and other program management details of the designs. Often a PMT supervisor will have a small number of engineers reporting to him to aid in these program management activities.
The programs still maintain a chief engineer in charge of the program, now referred to as the Chief Nameplate Engineer (CNE). However, all of the engineering work is essentially "farmed out" to the backbone. Thus, the role of the CNE is predominantly to manage the business aspects of the vehicle program and managing trade-offs between the different functions (body, chassis, powertrain, etc). During critical times of the program, these program chiefs have to work with the functional chiefs to ensure there are enough human resources
available to support all of the work required by the programs within the vehicle center. Each vehicle center also has a director. Reporting to this director is the functional engineering director who has all of the chief functional engineers reporting to her and the chief program engineers. The vehicle center director ultimately has the responsibility to ensure that the programs for his vehicle center are delivered on time, within budget and with high quality.
Door
-Excursion cpr avigator E-Ser e Medium
Program Teams have life PMT's are single point of
cycle responsibility, contact between Program Teams
customer knowledge, and and Engineering Backbone
brand focus Vehicle Integration
manages technical execution, target
cascade and attribute Engineering
tradeoffs Backbone focuses on
program deliverables and technical expertise
Figure 2. The Product Development Organization after 2001 Re-Org
Comparing this organization to the previous one, the functional groups definitely have a lot more power with a chief functional engineer enjoying an equal amount of power as a chief program engineer. Engineers in general feel more connected with functional groups than with a program, but they still have extensive contact with the programs that they are working with. As may be expected from the above description, there is quite a bit of tension between the
functional organization and the program teams for resources. The program teams are not used to not having direct control of their engineering resources. They must now work with the functional chiefs to ensure that they have enough support for their programs. Trying to balance several different programs, all with their own timing plans and demands is one of the main responsibilities of the chief functional engineer. This most recent reorganization has effectively elevated the functions to the same level of power as the programs. However, due to the impacts of the previous organization, the engineering technical knowledge is not sufficient at this point to make this new structure work. Ford has recognized this and has attempted to address these problems with projects like the Employee Stability Project (ESP) and the Technical Maturity Model (TMM).
Chapter 3
THE ESP AND TMM PROJECT
Description of ESP and TMM programs
Within the deeply ingrained culture developed at Ford Motor Company, employees have come to expect a new position every 18-24 months. Ford has rewarded employees who move around the company to get a breadth of different experiences. This phenomenon began with the reorganization under the Ford 2000 initiative. While the reorganization only occurred in the mid-1990s, it was quickly adopted by the entire company and had taken deep hold within most individuals. Employees who perform the same job for more than 18-24 months begin to feel that their career has stalled if they do not move. Combined with early retirement plans over the past decade, the result has been an erosion of technical competence within the company.
Although management recognizes this issue, several past attempts to address this issue have not been successful. Ford is currently implementing the Experience and Stability Project (ESP) across different functional organizations to address this problem. In 2002, eight initiatives were identified in Product Development's Business Plan. One of those initiatives was the Experience and Stability of Personnel. In February 2002, a team of Product Development Operations and Human Resource leaders established the ESP Project's governance structure. The work on the ESP Project has centered on three key points:
1) The desire that engineers develop technical depth and expertise in identified competency areas
2) The need to create an infrastructure to value and support the development of engineering expertise and competency
3) Creating practices and processes that will promote a culture consistent with these goals
Action Teams were formed to execute the plans within each function. To focus and align the teams, principles were developed to provide direction and to establish a common vision for their work and recommendations. They are:
" Technical depth and leadership is as important to the Company as managerial leadership
" Elevate the Engineer to a position of respect
" Foster a sense of pride and satisfaction in the Engineer
" Create an environment that offers both psychological and material rewards
" Remove barriers that inhibit Engineers from practicing their profession * Establish the expectation that technical excellence is a fundamental
requirement within PD
The Action Teams were formed to design and develop Technical Maturity Models (TMM) and supporting infrastructure for each functional activity. The TMM design teams were comprised of engineers from a variety of salary grades and leadership levels. The TMM is a tool for PD engineers and technicians that describes expected competencies in key areas. There are 12 different competencies for Body Engineering (see Table 1).
Body Engineering TMM
1. Technology Development - Translates emerging trends into concept ready applications supporting corporate/program needs
2. Requirements/Functions - Demonstrates ability to translate Corporate, regulatory, and customer requirements into Engineering deliverables with knowledge of system capability and limitations of current technology
3. Target Setting/Cascade and Architecture - Identifies and cascades attribute values that meet customer needs and corporate objectives with understanding of system interactions. Knows how architecture constrains functions and impact cost and quality. Makes appropriate architecture selection.
4. System and Component Creation, Integration and Package - Integrates concepts, technologies, and processes into feasible system and component designs that meet program targets, requirements, and package constraints. Identifies tunable system parameters with sufficient range.
5. Design Feasibility and Materials - Translates system designs into feasible-to-manufacture detailed drawings and specifications so the product meets the functional constraints and other program objectives.
6. Development - Selects values and tolerances that meet vehicle performance objectives across the range of expected usage.
7. Quality, Robustness, and Reliability Engineering - Applies robustness and reliability tools and methodologies to achieve a design that meets intended function, that is mistake-free, and robust to the 5 sources of noise, for the useful life of product.
8. Design Verification and Engineering Sign-Off (Design Validation) - Plans, conducts, and analyzes development and verification testing (physical and analytical) with reference to targets and requirements.
9. Product Launch - Understands manufacturing and assembly processes and capabilities to produce the components or system. Specifies design/datum strategy to support efficient, repeatable manufacturing and assembly processes. Integrates design into the production environment.
10. Tools and Methodologies - Understands and uses appropriate tools, methods, processes, and computer systems to accomplish design, development, and release of the product or system.
11. Supplier Management - Provides direction and guidance to suppliers ensuring that their products
and services meet technical requirements and program objectives. Leverages the most competent suppliers and builds the capability of the supply base.
12. 6-Sigma - Demonstrates knowledge and application of Six Sigma: Define- Measure-Analyze-Improve-Control (DMAIC) and Design for Six-Sigma: Define-Characterize-Optimize-Verify (DCOV) breakthrough methodologies.
Table 1. Competencies of Body Engineering TMM
The TMM tool is to be used in conjunction with the 'discipline-specific
mastery lists' to:
" Self evaluate technical job performance
* Engage in development discussion with supervisors and mentors
In respect to the competencies, there are three different levels of proficiency at which engineers can rate themselves; see Figure 3 for definitions.
Proficiency Definitions
Stage I - Acquiring/Novice: Is aware of the skill/task, the basic knowledge concepts, or the process for doing something. Knows who to go to for assistance and information.
>
Operate: To control the functioning of a process>
Understand: To comprehend the process and associated terminologyStage Ila - Applying/User: Has sufficient knowledge, skill, or expertise to perform effectively without assistance. Can apply knowledge and skills on a day-to-day basis.
>
Troubleshoot: To identify, locate, resolve, and contain process problems>Improve:
To identify and implement process improvements, by defining permanent corrective actionStage 1ib - Applying/Expert: Has extensive knowledge, skill, and experience. Is considered the subject matter expert. Can lead applications of knowledge and skills. Intelligently adapts parts for reuse.
>
Invent/refine: To innovate, by refinement or redesign, as well as implement the process. Takes an advocacy position in reuse and commonality as appropriateFigure 3. Definitions of Proficiency Levels
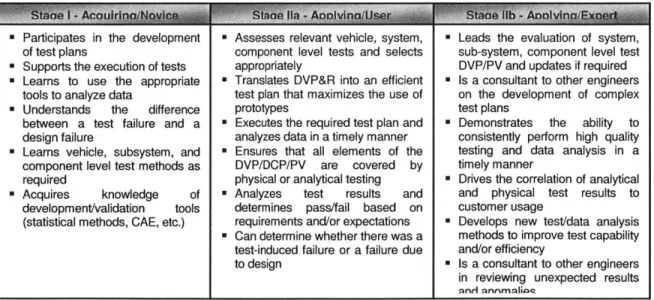
For each function there are very specific and detailed descriptions of what it means to be at a particular proficiency level within a specific competency. See Figure 4 for an example from the Body Engineering TMM, under the competency Design Verification and Engineering Sign-Off (Design Validation).
m Participates in the development
of test plans
" Supports the execution of tests m Learns to use the appropriate
tools to analyze data
- Understands the difference between a test failure and a design failure
" Learns vehicle, subsystem, and component level test methods as required
" Acquires knowledge of
development/validation tools (statistical methods, CAE, etc.)
" Assesses relevant vehicle, system, component level tests and selects appropriately
" Translates DVP&R into an efficient test plan that maximizes the use of prototypes
" Executes the required test plan and analyzes data in a timely manner " Ensures that all elements of the
DVP/DCP/PV are covered by
physical or analytical testing
" Analyzes test results and determines pass/fail based on requirements and/or expectations
" Can determine whether there was a test-induced failure or a failure due to design
" Leads the evaluation of system, sub-system, component level test DVP/PV and updates if required " Is a consultant to other engineers
on the development of complex test plans
" Demonstrates the ability to consistently perform high quality testing and data analysis in a timely manner
" Drives the correlation of analytical and physical test results to customer usage
" Develops new test/data analysis methods to improve test capability and/or efficiency
" Is a consultant to other engineers in reviewing unexpected results nnrl nnnmnIinQ
Figure 4. Examples of Proficiency within Design Verification Competency
WWW._'Senior Engineers
The ESP project also established a new position within the engineering community called a senior engineer. Senior engineers are designated by tide (it is not a management level position in responsibility or salary grade) and are
determined by the functional chief engineers. These senior engineers are
recognized for achieving a deep functional expertise in a particular functional area within the company. The role of the senior engineer varies by position and is discussed later in more detail. The creation of the Senior Engineer position was intended to reward experienced GSR engineers and elevate them as examples of technical maturity.
Current Status of the Roll Out
The team began implementing ESP by rolling out the project to a subset of Body Engineering, what they called the 'pilot of the pilot'. In June 2002, the functional chiefs and managers attended an all-day offsite. Here, they learned about ESP and TMM and were trained to educate their employees. In July 2002, about 200 body engineers learned about ESP/TMM from their management in all-day workshops. In August 2002, the HR team did electronic surveys of those who went through the training as well as focus groups to gain more in-depth qualitative feedback. We will discuss these results in the Analysis section.
Using course corrections based on the feedback obtained from the Body Engineering Pilot of the Pilot, the team rolled ESP/TMM out to the rest of the Body Engineering community in December 2002. In March of 2003, ESP/TMM rollouts began in Chassis Engineering. And, in May 2003, ESP/TMM rollouts began in Powertrain Engineering. These occurred with similar logistics - the chiefs and managers were trained first, and they then trained the GSR's and
LL6's. This means that the ESP/TMM project has been rolled out to all functional activities except for Electrical and Vehicle Engineering. They are in the process of developing their TMM and are planning to roll ESP/TMM out to the Electrical and Vehicle Engineering organizations in 2004.
Another round of e-surveys and focus groups were conducted in August 2003. The purpose of these surveys was to determine how the training was received in Body, Chassis, and Powertrain and identify any course corrections. Again, the results will be discussed in the Analysis section.
Ideal Vision of the Future of ESP/TMM
Present and future business conditions indicate a need for greater technical depth and less chum within the PD workforce. The ESP project is one of several initiatives intended to create practices and processes to improve PD's business performance in the long-term. The ESP project's key objective is to promote and encourage the technical depth of Ford's engineers. The project intends to be a long-lasting change that becomes ingrained within PD's organizational culture.
The TMM is tool within ESP intended to provide a model for engineers to enhance their technical depth and for PD/HR to build the supporting infrastructure components needed to ingrain the changes into our organizational culture. By utilizing the opportunity for professional growth that the TMM provides, engineers will increase their technical knowledge and skills, will deliver superior products, and will strengthen their engineering careers.
Richard Parry-Jones, Executive Vice President of Technical Affairs, said, "My vision for the engineering work force is that we will be a stable team that works extremely well functionally as well as cross functionally, and where, above all, individual expertise and technical depth is recognized and deeply respected."
And Bill Osborne, Truck Engineering Director, said, "I think it's a critical initiative because it's one of the key elements for the health of Ford Motor Company - developing a stable and technically excellent engineering workforce. It will determine the long-term ability for the company to deliver great products on a consistent basis."
Chapter 4
LITERATURE REVIEW OF CULTURE CHANGE
What is necessary for culture change in an organization?
Sandar and T.J. Larkin have several suggestions for successful communication of change in their article, "Reaching and Changing Frontline Employees". One of their recommendations is to resist the urge to verbally communicate values. To a largely cynical workforce, the words will most likely sound trite. They point out that it's far more effective to communicate your values by your actions, not what you say. For example, if an accountant were to hand you a business card with "I do not lie, cheat, or steal" on it, that would be suspicious. It is far more effective to rather have a track record of not lying, stealing, or cheating than to just tell someone that you don't. This, of course can take considerable time and effort. Too many companies do not exert the extra effort to find and state facts that reinforce the initiative, they would rather simply wrap the change in catchy words.
Larkin and Larkin also point out that there is no substitute for face-to-face individual communication. Videos, publications, and large meetings just aren't as effective means of communicating change. People may refer to videos to gain information, but they don't inspire people to change. The asynchronous one-way communication to an assembled audience also leaves the subject open to criticism and ridicule 'behind the speaker's back'. With publications, you don't need to assemble an audience. But, they are untrustworthy and are often incomprehensible. Again, a booklet is no substitute for dialogue. Now,
publications can be valuable supplemental communication. They can guide a conversation or can be used for reference after the initial communication.
Companies often choose large meetings to communicate change initiatives. Unfortunately, large meetings have some of the same problems of videos. It's mostly one-way communication to a large crowd. People are more
likely to attack change rather than support it in a crowd mentality. A clear illustration of the superiority of one on one communication is the rumor mill. A company can have all of the meetings and send as many emails as they can, and they will never spread information as quickly and efficiently as the rumor mill.
Finally, and most importantly, Larkin and Larkin said that change should be targeted to supervisors on the front line. At most companies, employees have a great mistrust of senior management. The first words the employees on the front line should hear about a change should come from the person to which they are professionally closest to, their supervisor. Several studies show that employees prefer their immediate supervisors as sources of information. Larkin and Larkin recommend holding two rounds of supervisor briefings. In the first round, the senior manager explains the change and asks the supervisors for their opinions. The senior manager takes these recommendations back to the change team and they should incorporate as much as possible. People are always more apt to support an effort in which they were involved. In the second round of briefings, the senior manager reports on the status of the recommendations and explains the final plan.
Jeffrey Pfeffer and Robert Sutton provide some practical advice in their HBS article, "The Smart Talk Trap." They said that organizations that are able to overcome the paralysis of knowing and not doing share five characteristics. First, they have leaders that know and do the work. When leaders have the knowledge