UNIVERSITE TOULOUSE III – PAUL SABATIER
THESE
en vue de l’obtention du
DOCTORAT DE L’UNIVERSITE DE TOULOUSE
délivré par l’Université Toulouse III – Paul Sabatier
Discipline : GENIE MECANIQUE
présentée et soutenue par
Pongtorn PROMBUT
le 27 Septembre 2007CARACTERISATION DE LA PROPAGATION DE DELAMINAGE DES
STRATIFIES COMPOSITES MULTIDIRECTIONNELS
_______________________________________________
Directeur de thèse : M. Jean-Jacques BARRAU Co-directeur de thèse : M. Laurent MICHEL
_______________________________________________
JURY
M. Jean-Yves COGNARD (Professeur des Universités, ENSIETA Brest) Président M. Zoheir ABOURA (Professeur des Universités, UTC Compiègne) Rapporteur
M. Peter DAVIES (Chercheur, IFREMER Brest) Rapporteur
M. Jean-Jacques BARRAU (Professeur des Universités, UPS Toulouse) Examinateur M. Laurent MICHEL (Enseignant-Chercheur, ENSICA Toulouse) Examinateur
École Nationale Supérieure d’Ingénieurs de Constructions Aéronautiques Département Génie Mécanique
แด คุณพอ-คุณแม...
กราบขอบพระคุณ คุณพอและคุณแมที่สนับสนุนและเปนกําลังใจตั้งแตเริ่มตนจนสําเร็จการศึกษา A mes parents...
Je ne vous remercierai jamais assez pour votre soutien et vos encouragements tout au long de mes études.
แด ปาเชษฐ พรหมบุตร... ผมรูวาปาคอยดูแลปกปองไมยวาและเลโอ เชนเดียวกับที่ปาเคยดูแลผม À la mémoire de ma tante Cheth PROMBUT... Je sais que depuis là-haut, tu veilles sur Maéva et Léo comme tu l'as fait à moi.
Remerciements
Ce travail a été réalisé au sein du Département Génie Mécanique de l’Ecole Nationale Supérieure d’Ingénieurs de Constructions Aéronautiques (ENSICA). Je tiens à remercier toutes les personnes qui ont contribué de près ou de loin à l’aboutissement de cette thèse. Je voudrais tout d’abord exprimer ma plus profonde reconnaissance à M. Laurent MICHEL pour son chaleureux accueil, pour son encadrement et ses conseils scientifiques tout le long de ce travail, et pour la compréhension de l’obstacle de langue qu’il m’a témoigné surtout pendant la réalisation de ce mémoire de thèse. Si ce travail a pu être mené à bien, c’est grâce à son aide précieuse et ses encouragements constants.
Je tiens à remercier vivement M. Jean-Jacques BARRAU pour la confiance qu’il m’a accordée. Il m’a fait un grand honneur de bien vouloir assurer la direction de cette thèse. J’adresse également mes remerciements à M. Jean-Yves COGNARD pour avoir accepté de présider le jury et aux deux rapporteurs, M. Zoheir ABOURA et M. Peter DAVIES, pour l’intérêt qu’ils ont porté à mon travail.
Je remercie vivement M. Frédéric LACHAUD pour l’aide et les conseils qu’il m’a apportés sur la modélisation par éléments finis.
Je suis très reconnaissant envers l’ensemble du personnel du laboratoire : messieurs Pierre ERIZE, Daniel BOITEL, et Michel LABARRERE pour leur assistance technique et leur disponibilité au cours des essais mécaniques et des observations ; messieurs Daniel GAGNEUX, Patrick CHEZE, Philippe CORRIA, Serge DAYDE, et Bernard RIVIERE pour les conseils techniques et la fabrication des montages et des éprouvettes. Ils ont su me transmettre leur savoir par la voie de l’expérience et ceci d’une manière simple et cordiale. Je remercie également mesdames Monique CASTELLE et Marie-Odile MONSU pour leur aide dans les démarches administratives, leur gentillesse, et leur bonne humeur.
Un grand merci aux thésards, stagiaires, et jeunes docteurs qui m’ont permis de travailler dans la joie et la bonne humeur : Gina, Abir, Jihad, Christophe, Jérôme, Alban, Michael, Dragos, Kamil, Joseph, Pierre, Ambrosius, Arnaud, Yann, Walid, et tous les autres.
Je voudrais particulièrement remercier l’Ambassade de France en Thaïlande et l’Université Kasetsart qui a bien voulu m’accorder une bourse d’études. Mes remerciements vont aussi au personnel de l’Institut Aéronautique et Spatial et du CROUS Toulouse pour leur accueil agréable.
J’exprime ma plus sincère reconnaissance à Mme. Poy CASAMAYOR, Mlle. Sunee WONGWIEN, Mlle. Sirima PURINTHRAPIBAL, Prodepran WATTANASIRITHAM, Alexandre PERICART, Sathira MALASIN, et Chatkaew TANSAKUL qui m'ont proposé leur aide et accordé leur temps sans hésitation. J’aimerais souligner leur gentillesse à mes enfants depuis la naissance. J’ai la chance de me trouver « dans la famille » à 10000 kilomètres de chez moi.
Je remercie chaleureusement Phacharaporn BUNYAWANICHAKUL, Monchai SURARATCHAI, et Chinnapat THIPYOPAS pour leur aide et leur soutien moral qui ont largement contribué au bon déroulement de cette thèse.
Je suis également très touché par l’amitié et l’aide de tous mes amis dans notre petite « communauté » Thaïlandaise, notamment : Jeerasak, Jumpol, Kriengkai & Raviwan, Nakarin, Pradipat, Supreeya, Sakuna, Truswin, Watsamon, et Worapol ; sans oublier Pawarej, Anurak, Keerati, Somsak, Chaiyaporn & Patcharin, et Pisut.
J’exprime ma grande gratitude envers ma mère, mon père, et mes sœurs pour l’aide morale et physique qu’ils m’ont apporté quand j’en avais besoin.
Enfin, mes plus grands remerciements vont à mon épouse, Jitlada, pour son amour, son soutien, et sa patience qui m’ont permis d’achever ce travail. Je lui suis très reconnaissant de m’avoir accompagné dans un pays lointain au sacrifice de sa carrière. Et pour mes merveilleux enfants, Praiya et Sorawit, merci de m'avoir toujours fait sourire malgré des hauts et des bas.
Table des matières
Table des matières _________________________________________________________ vii Liste des figures ___________________________________________________________ xi Liste des tableaux __________________________________________________________ xv Introduction de l’étude_______________________________________________________ 1 Chapitre 1 Positionnement du problème _________________________________________ 5
1.1. Matériaux composites _______________________________________________________ 5
1.1.1. Classification des matériaux composites ______________________________________________ 5 1.1.2. Constituants des matériaux composites _______________________________________________ 7 1.1.2.1. Les fibres __________________________________________________________________ 8 1.1.2.2. Les matrices ________________________________________________________________ 9 1.1.2.3. L’interphase _______________________________________________________________ 11 1.1.3. Considérations d’usage des matériaux composites _____________________________________ 11 1.1.3.1. Les avantages______________________________________________________________ 11 1.1.3.2. Les inconvénients __________________________________________________________ 13 1.1.4. Applications aéronautiques des matériaux composites __________________________________ 15
1.2. Mécanismes de rupture des stratifiés composites à renforts de fibres longues ________ 17
1.2.1. Rupture intralaminaire___________________________________________________________ 19 1.2.2. Rupture interlaminaire___________________________________________________________ 20 1.2.2.1. Matrice thermodurcissable____________________________________________________ 21 1.2.2.2. Matrice thermoplastique _____________________________________________________ 23 1.2.3. Rupture translaminaire __________________________________________________________ 24 1.2.3.1. Rupture translaminaire en traction______________________________________________ 24 1.2.3.2. Rupture translaminaire en compression__________________________________________ 24
1.3. Le délaminage_____________________________________________________________ 25
1.3.1. Phénomènes physiques du délaminage ______________________________________________ 26 1.3.2. Origines du délaminage __________________________________________________________ 27 1.3.3. Tolérance aux dommages et délaminage _____________________________________________ 29
1.4. Objectif de l’étude _________________________________________________________ 31
Chapitre 2 Etude bibliographique _____________________________________________ 33
2.1. Introduction ______________________________________________________________ 33 2.2. Caractérisation du délaminage des matériaux composites ________________________ 34
2.2.1. Mécanique de la rupture _________________________________________________________ 34 2.2.2. Taux de restitution d’énergie: G ___________________________________________________ 35 2.2.3. Facteur d’intensité de contrainte: K_________________________________________________ 37 2.2.4. Application de la MLER au délaminage des matériaux composites ________________________ 38 2.2.5. Limites de validité de la MLER____________________________________________________ 39
2.3. Essais de délaminage _______________________________________________________ 40
2.3.1. Mode I _______________________________________________________________________ 41 2.3.2. Mode II ______________________________________________________________________ 42 2.3.2.1. Essai End Notched Flexure (ENF)______________________________________________ 43 2.3.2.2. Essai End Loaded Split (ELS) _________________________________________________ 43 2.3.2.3. Essai Stabilized End Notched Flexure (SENF) ____________________________________ 44 2.3.2.4. Essai Four Point End Notched Flexure (4ENF)____________________________________ 44 2.3.2.5. Synthèse de l’essai de délaminage en mode II_____________________________________ 45 2.3.3. Mode III______________________________________________________________________ 46 2.3.4. Mode mixte I+II _______________________________________________________________ 46
2.3.4.1. Essai Mixed Mode Flexure (MMF) _____________________________________________ 47 2.3.4.2. Essai Mixed Mode Bending (MMB) ____________________________________________ 48 2.3.4.3. Essais avec des éprouvettes asymétriques ________________________________________ 50 2.3.5. Incertitudes liés aux essais de délaminage____________________________________________ 50
2.4. Détermination de taux de restitution d’énergie__________________________________ 52
2.4.1. Méthodes expérimentales ________________________________________________________ 53 2.4.1.1. Méthode de mesure des aires simplifiée _________________________________________ 53 2.4.1.2. Méthode de la complaisance expérimentale ______________________________________ 54 2.4.2. Méthodes analytiques ___________________________________________________________ 55 2.4.2.1. Théorie des poutres simple ___________________________________________________ 55 2.4.2.2. Théorie des poutres en composite ______________________________________________ 59 2.4.2.3. Théorie des poutres modifiée pour l’éprouvette multidirectionnelle ____________________ 61 2.4.2.4. Théorie des poutres avec la répartition modale par une approche de type local ___________ 62 2.4.3. Méthode numérique par calcul éléments finis _________________________________________ 63 2.4.3.1. Méthode d’avancée virtuelle de fissure (VCE) ____________________________________ 64 2.4.3.2. Méthode de fermeture virtuelle de fissure (VCCT) _________________________________ 65 2.4.4. Application des méthodes analytiques aux essais de délaminage __________________________ 66 2.4.4.1. Essai DCB ________________________________________________________________ 67 2.4.4.2. Essai ELS_________________________________________________________________ 68 2.4.4.3. Essai MMF________________________________________________________________ 70 2.4.4.4. Essai MMB _______________________________________________________________ 71 2.4.4.5. Essais avec l’éprouvette asymétrique ___________________________________________ 74
2.5. Critère de propagation du délaminage ________________________________________ 74
2.5.1. Critère linéaire _________________________________________________________________ 75 2.5.2. Critère en loi de puissance________________________________________________________ 75 2.5.3. Critère de « hackle » exponentiel __________________________________________________ 75 2.5.4. Critère d’interaction linéaire ______________________________________________________ 76 2.5.5. Critère bilinéaire _______________________________________________________________ 76 2.5.6. Critère semi-empirique __________________________________________________________ 76
2.6. Problématique du délaminage des stratifiés composites multidirectionnels __________ 77
2.6.1. Délaminage en mode I___________________________________________________________ 78 2.6.2. Délaminage en mode II __________________________________________________________ 79 2.6.3. Délaminage en mode mixte I+II ___________________________________________________ 80 2.6.4. Critère de propagation du délaminage dans les interfaces multidirectionnelles _______________ 81
2.7. Cadre de l’étude ___________________________________________________________ 82
Chapitre 3 Les séquences d’empilement ________________________________________ 85
3.1. Introduction ______________________________________________________________ 85 3.2. Détermination des séquences d’empilement ____________________________________ 86
3.2.1. Eprouvette asymétrique __________________________________________________________ 87 3.2.2. Eprouvette symétrique___________________________________________________________ 88
3.3. Effet des contraintes résiduelles de cuisson _____________________________________ 88 3.4. Distribution des taux de restitution d’énergie ___________________________________ 89
3.4.1. Eprouvette asymétrique multidirectionnelle __________________________________________ 89 3.4.1.1. Modélisation de l’essai ADCB ________________________________________________ 89 3.4.1.2. Modélisation de l’essai AMMF ________________________________________________ 90 3.4.1.3. Comparaison des taux de restitution ____________________________________________ 91 3.4.2. Eprouvette symétrique multidirectionnelle ___________________________________________ 92 3.4.2.1. Essai MMF________________________________________________________________ 92 3.4.2.2. Essai ELS_________________________________________________________________ 93 3.4.2.3. Essai MMB _______________________________________________________________ 95
3.5. Endommagement global des éprouvettes_______________________________________ 97
3.5.1. Lois d’endommagement _________________________________________________________ 97 3.5.2. Modélisation de l’endommagement ________________________________________________ 98
3.6. Changement du plan de délaminage _________________________________________ 100 3.7. Conclusion ______________________________________________________________ 100
Chapitre 4 Etude expérimentale _____________________________________________ 103
4.1. Introduction _____________________________________________________________ 103 4.2. Matériau ________________________________________________________________ 104 4.3. Eprouvettes ______________________________________________________________ 106 4.4. Moyens d'essais __________________________________________________________ 108 4.4.1. Dispositif d’essai ______________________________________________________________ 108 4.4.2. Enregistrement de données ______________________________________________________ 109 4.5. Essais de délaminage ______________________________________________________ 111 4.5.1. Essais DCB __________________________________________________________________ 111 4.5.1.1. Comportement effort-déplacement des lèvres de la fissure __________________________ 112 4.5.1.2. Résultats moyens des essais DCB _____________________________________________ 115 4.5.1.3. Taux de restitution d’énergie critique des éprouvettes DCB _________________________ 116 4.5.2. Essais ELS___________________________________________________________________ 117 4.5.2.1. Comportement effort-déplacement des lèvres de la fissure __________________________ 117 4.5.2.2. Résultats moyens des essais ELS______________________________________________ 120 4.5.2.3. Taux de restitution d’énergie critique des essais ELS ______________________________ 121 4.5.3. Essais MMF__________________________________________________________________ 123 4.5.3.1. Comportement effort-déplacement des lèvres de la fissure __________________________ 123 4.5.3.2. Résultats moyens des essais MMF_____________________________________________ 125 4.5.3.3. Taux de restitution d’énergie critique des essais MMF _____________________________ 126 4.5.4. Essai ADCB__________________________________________________________________ 128 4.5.4.1. Comportement effort-déplacement des lèvres de la fissure __________________________ 128 4.5.4.2. Résultats moyens des essais ADCB____________________________________________ 131 4.5.4.3. Taux de restitution d’énergie critique des essais ADCB ____________________________ 132 4.5.5. Essai AMMF _________________________________________________________________ 133 4.5.5.1. Comportement effort-déplacement des lèvres de la fissure __________________________ 134 4.5.5.2. Résultats moyens des essais AMMF ___________________________________________ 136 4.5.5.3. Taux de restitution d’énergie critique des essais AMMF ___________________________ 137 4.5.6. Essai MMB __________________________________________________________________ 138 4.5.6.1. Partition de 75 % de mode I__________________________________________________ 140 4.5.6.2. Partition de 50% de mode I __________________________________________________ 143 4.5.6.3. Partition de 25% de mode I __________________________________________________ 145
4.6. Discussion des résultats expérimentaux _______________________________________ 147
4.6.1. Définition des points de mesure des données ________________________________________ 147 4.6.2. Endommagement global des éprouvettes ___________________________________________ 148 4.6.3. Validité de la mécanique linéaire élastique de la rupture _______________________________ 150 4.6.4. Pontage de fibres ______________________________________________________________ 151 4.6.5. Profil du front de délaminage ____________________________________________________ 153 4.6.6. Influence de la fabrication _______________________________________________________ 155
4.7. Conclusion ______________________________________________________________ 156
Chapitre 5 Analyse des résultats expérimentaux ________________________________ 159
5.1. Introduction _____________________________________________________________ 159 5.2. Caractéristiques mécaniques du matériau_____________________________________ 160
5.2.1. Choix de module longitudinal pour le calcul du taux de restitution d’énergie _______________ 160 5.2.2. Autres propriétés pour la simulation numérique ______________________________________ 162
5.3. Calcul du taux de restitution d’énergie _______________________________________ 162
5.3.1. Analyses expérimentales et analytiques ____________________________________________ 162 5.3.2. Simulation numérique __________________________________________________________ 164 5.3.2.1. Modélisation des essais _____________________________________________________ 165 5.3.2.2. Comparaison des méthodes de calcul __________________________________________ 167
5.3.2.3. Convergence du taux de restitution d’énergie ____________________________________ 168
5.4. Analyse des résultats expérimentaux _________________________________________ 170
5.4.1. Essai DCB ___________________________________________________________________ 171 5.4.1.1. Recalage essai-EF en déplacement ____________________________________________ 171 5.4.1.2. Courbe de résistance _______________________________________________________ 172 5.4.1.3. Taux de restitution d’énergie total, GTC_________________________________________ 174
5.4.2. Essai ELS ___________________________________________________________________ 175 5.4.2.1. Recalage essai-EF en déplacement ____________________________________________ 175 5.4.2.2. Courbe de résistance _______________________________________________________ 176 5.4.2.3. Taux de restitution d’énergie total, GTC_________________________________________ 178
5.4.3. Essai MMF __________________________________________________________________ 179 5.4.3.1. Recalage essai-EF en déplacement ____________________________________________ 179 5.4.3.2. Courbe de résistance _______________________________________________________ 180 5.4.3.3. Taux de restitution d’énergie total, GTC_________________________________________ 182
5.4.3.4. Répartition des modes de délaminage __________________________________________ 183 5.4.4. Essai ADCB__________________________________________________________________ 183 5.4.4.1. Recalage essai-EF en déplacement ____________________________________________ 183 5.4.4.2. Courbe de résistance _______________________________________________________ 185 5.4.4.3. Taux de restitution d’énergie total, GTC_________________________________________ 187
5.4.4.4. Répartition des modes de délaminage __________________________________________ 188 5.4.5. Essai AMMF _________________________________________________________________ 189 5.4.5.1. Recalage essai-EF en déplacement ____________________________________________ 189 5.4.5.2. Courbe de résistance _______________________________________________________ 190 5.4.5.3. Taux de restitution d’énergie total, GTC_________________________________________ 192
5.4.5.4. Répartition des modes de délaminage __________________________________________ 193 5.4.6. Essai MMB __________________________________________________________________ 194 5.4.6.1. Partition de 75% de mode I __________________________________________________ 195 5.4.6.2. Partition de 50% de mode I __________________________________________________ 199 5.4.6.3. Partition de 25% de mode I __________________________________________________ 202 5.4.7. Choix de méthodes d’analyse ____________________________________________________ 205 5.4.7.1. Les méthodes de détermination du taux de restitution d’énergie total critique ___________ 205 5.4.7.2. Les méthodes de calcul de la répartition des modes de délaminage ___________________ 207
5.5. Critère de propagation du délaminage _______________________________________ 210 5.6. Conclusions ______________________________________________________________ 218 Conclusions et perspectives _________________________________________________ 221 Conclusions _________________________________________________________________ 221 Perspectives _________________________________________________________________ 225 Références bibliographiques ________________________________________________ 227 Annexes_________________________________________________________________ 235
Annexe 1 : Préparation des éprouvettes __________________________________________ 237 Annexe 2 : Propriétés mécaniques du T700/M21___________________________________ 241 Annexe 3 : Matrices de rigidité des séquences d’empilement utilisées pour les éprouvettes 243 Annexe 4 : Résultats expérimentaux _____________________________________________ 247 Annexe 5 : Résultats moyens expérimentaux ______________________________________ 287 Annexe 6 : Résultats des analyses en mécanique de la rupture _______________________ 305
Liste des figures
Figure 1-1 : Classification des matériaux composites [29{GUR99}]. _________________________________ 6 Figure 1-2 : Matériaux composites dans des structures d’avions [5{ANG87}]. ________________________ 16 Figure 1-3 : Répartition des matériaux sur le Boeing 787 [22{DUB05}]. _____________________________ 16 Figure 1-4 : Ruptures par flexion de différentes séquences d’empilement (a) Quasi-isotrope, (b)
Unidirectionnelle, (c) ±45°, (d) 0°/90° [77{SMI87}]._____________________________________________ 18 Figure 1-5 : Ruptures par traction de différentes séquences d’empilement (a) 0°/90° tissu, (b)
Unidirectionnelle, (c) Quasi-isotrope trouée, (d) 0°/90° trouée [77{SMI87}]. _________________________ 18 Figure 1-6 : Mécanismes de rupture dans un stratifié 0/90/0 [77{SMI87}]. ___________________________ 19 Figure 1-7 : Evolution de la fissuration transverse [40{KIM87}].___________________________________ 20 Figure 1-8 : Schéma de la rupture interlaminaire (a) Mode I traction,(b) Mode II cisaillement [77{SMI87}]. 21 Figure 1-9 : Faciès de rupture en mode I [77{SMI87}]. __________________________________________ 22 Figure 1-10 : Microfissures orientée à 45° du plan de rupture (mode II) [77{SMI87}]. __________________ 22 Figure 1-11 : Faciès de rupture en mode II (a) Hackles, (b) Scallops [77{SMI87}]._____________________ 23 Figure 1-12 : Faciès de rupture d’un composite à matrice thermoplastique (a) Mode I, (b) Mode II
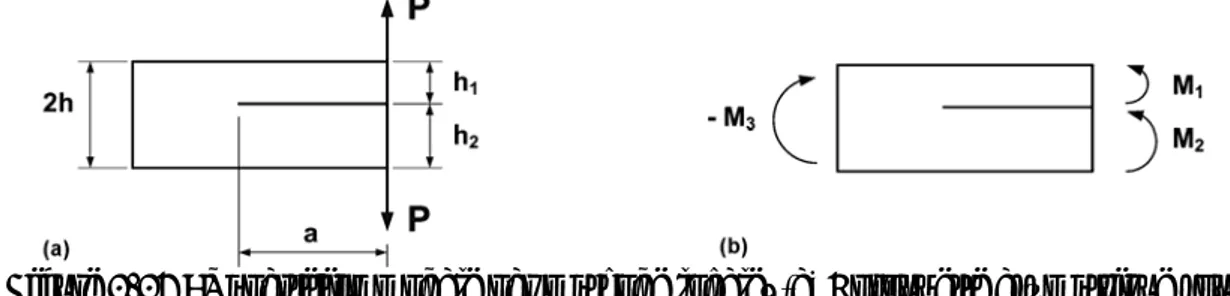
[69{REE92}]. ___________________________________________________________________________ 23 Figure 1-13 : Rupture translaminaire en traction d’un graphite/époxy [77{SMI87}]. ___________________ 24 Figure 1-14 : Rupture translaminaire en compression par micro-flambage [77{SMI87}]. ________________ 25 Figure 1-15 : Faciès de rupture par micro-flambage [77{SMI87}]. _________________________________ 25 Figure 1-16 : Evolution de défauts [60{PAY04}]. _______________________________________________ 26 Figure 1-17 : Mécanismes de l’endommagement accompagnant le délaminage [26{FRI89}]. _____________ 27 Figure 1-18 : Evolution des contraintes dans la largeur de l’éprouvette [45/-45/-45/45] [38{JON75}]. _____ 28 Figure 1-19 : Sources des contraintes interlaminaires dans les pièces structurales [47{MAS87}]. _________ 28 Figure 1-20 : Enveloppe conique de dommage par impact (a) Schéma [50{MEZ00a}], (b) Section transversal d’un stratifié après impact [35{HOR87}]. _____________________________________________________ 29 Figure 1-21 : Domaines de l’analyse en fatigue et de l’analyse en tolérance aux dommage [49{MCC83}]. __ 30 Figure 2-1 : Modes élémentaires de rupture [50{MEZ00a}]. ______________________________________ 35 Figure 2-2 : Essai Double Cantilever Beam (DCB) [50{MEZ00a}]. _________________________________ 41 Figure 2-3 : Essai End Notched Flexure (ENF) [50{MEZ00a}]. ____________________________________ 43 Figure 2-4 : Essai End Loaded Split (ELS) [50{MEZ00a}]. _______________________________________ 44 Figure 2-5 : Essai Stabilized End Notched Flexure (SENF) [18{DAV98}].____________________________ 44 Figure 2-6 : Essai Four Point End Notched Flexure (4ENF) [18{DAV98}]. ___________________________ 45 Figure 2-7 : Essai Edge Crack Torsion (ECT) [18{DAV98}]. ______________________________________ 46 Figure 2-8 : Essai Mixed Mode Flexure (MMF) [18{DAV98}]. ____________________________________ 48 Figure 2-9 : Essai Mixed Mode Bending (MMB) [68{REE91}]. ____________________________________ 48 Figure 2-10 : Essai Mixed Mode Bending modifié [69{REE92}]. ___________________________________ 49 Figure 2-11 : Sollicitation générale sur un corps fissuré [87{WIL89}]. ______________________________ 52 Figure 2-12 : Diagramme force-déplacement [50{MEZ00a}]. _____________________________________ 53 Figure 2-13 : Méthode de mesure des aires simplifiée. ___________________________________________ 54 Figure 2-14 : Moments de flexion sur le front de fissure [87{WIL89}]. _______________________________ 56 Figure 2-15 : Section transversale d’une poutre en composite [52{MIC04b}]. _________________________ 59 Figure 2-16 : Répartition modale par méthode locale. (a) Eprouvette asymétrique sous chargement. (b)
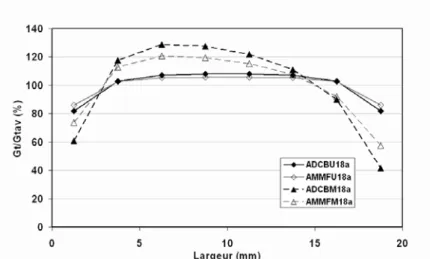
Moments résultants au front de fissure. _______________________________________________________ 62 Figure 2-17 : Méthode d’avancée virtuelle de fissure (VCE) [73{SAM03}]. ___________________________ 65 Figure 2-18 : Méthode de fermeture virtuelle de fissure (VCCT) [44{KRU02}].________________________ 66 Figure 2-19 : Méthode VCCT avec correction de grand déplacement [44{KRU02}]. ____________________ 66 Figure 2-20 : Essai DCB __________________________________________________________________ 67 Figure 2-21 : Dimensions du bloc de charge.___________________________________________________ 68 Figure 2-22 : Essai ELS.___________________________________________________________________ 68 Figure 2-23 : Raccourcissement de l’éprouvette ________________________________________________ 69 Figure 2-24 : Essai MMF. _________________________________________________________________ 70 Figure 2-25 : Efforts extérieurs appliqués à l’éprouvette MMB [15{CRE88}]. _________________________ 71 Figure 2-26 : Décomposition des efforts extérieurs en modes purs [15{CRE88}]. ______________________ 72 Figure 3-1 : Modèle d’éléments finis de l’essai ADCB. ___________________________________________ 90 Figure 3-2 : Raffinement de mailles au front de délaminage._______________________________________ 90
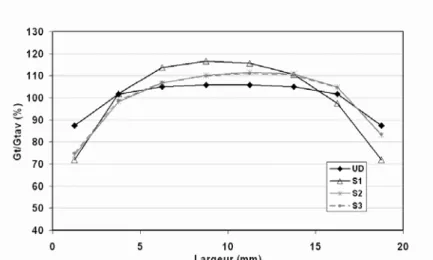
Figure 3-3 : Modèle d’éléments finis de l’essai AMMF.___________________________________________ 91 Figure 3-4 : Taux de restitution d’énergie totaux des éprouvettes asymétriques, normalisés par leurs valeurs moyennes. ______________________________________________________________________________ 91 Figure 3-5 : Raffinement de mailles au front de délaminage d’une éprouvette symétrique ________________ 92 Figure 3-6 : Taux de restitution d’énergie totaux des éprouvettes MMF, normalisés par leurs valeurs moyennes.
______________________________________________________________________________________ 93 Figure 3-7 : Modèle d’éléments finis de l’essai ELS. _____________________________________________ 93 Figure 3-8 : Taux de restitution d’énergie totaux des éprouvettes ELS, normalisés par leurs valeurs moyennes.94 Figure 3-9 Taux de restitution d’énergie en mode II des éprouvettes ELS, normalisés par les taux de restitution d’énergie totaux. _________________________________________________________________________ 94 Figure 3-10 : Modèle d’éléments finis de l’essai MMB. ___________________________________________ 95 Figure 3-11 : Modèle d’éléments finis du mécanisme de chargement de l’essai MMB. ___________________ 95 Figure 3-12 : Taux de restitution d’énergie totaux des éprouvettes MMB, normalisés par leurs valeurs
moyennes. ______________________________________________________________________________ 96 Figure 3-13 : Taux de restitution d’énergie en mode I des éprouvettes MMB, normalisés par les taux de
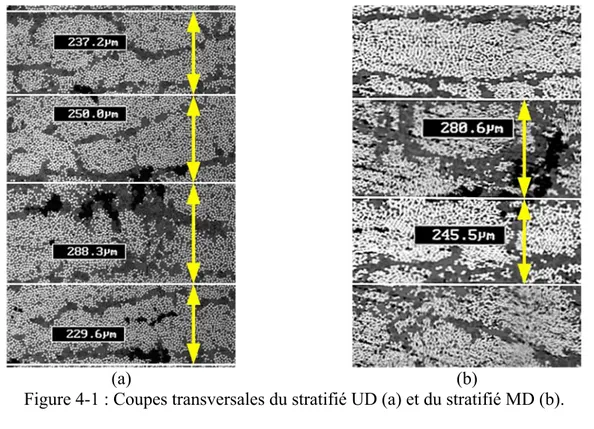
restitution d’énergie totaux. ________________________________________________________________ 96 Figure 3-14 : Modèle de traction avec un chargement en cycle croissant _____________________________ 99 Figure 3-15 : Réponse mécanique en effort-déplacement avec un comportement élasto-plastique endommageable du matériau. ____________________________________________________________________________ 99 Figure 4-1 : Coupes transversales du stratifié UD (a) et du stratifié MD (b). _________________________ 105 Figure 4-2 : Mesure de l’épaisseur de la couche de résine dans une éprouvette unidirectionnelle _________ 105 Figure 4-3 : Détail d’une zone riche en résine _________________________________________________ 106 Figure 4-4 : Diamètre de fibres ____________________________________________________________ 106 Figure 4-5 : Vue d’ensemble du dispositif d’essai. ______________________________________________ 108 Figure 4-6 : Mesure de l’avancée de fissure. __________________________________________________ 110 Figure 4-7 : Le délaminage traverse la marque de stylo correcteur à gauche. ________________________ 110 Figure 4-8 : Montage de l’essai DCB. _______________________________________________________ 112 Figure 4-9 : Courbe charge-déplacement DCBU12a. ___________________________________________ 112 Figure 4-10 : Courbe charge-déplacement DCBU18Sb. _________________________________________ 113 Figure 4-11 : Courbe charge-déplacement DCBU18Lb. _________________________________________ 113 Figure 4-12 : Ouverture permanente après essai d’une éprouvette DCBU18Lb._______________________ 114 Figure 4-13 : Comportement linéaire de la relation effort-déplacement._____________________________ 115 Figure 4-14 : Courbe charge-déplacement DCBU12a, DCBU18Sb, et DCBU18Lb. ___________________ 115 Figure 4-15 : Courbe de résistance DCBU12a, DCBU18Sb, DCBU18Lb*___________________________ 116 Figure 4-16 : Montage de l’essai ELS _______________________________________________________ 117 Figure 4-17 : Courbe charge-déplacement ELSU12a. ___________________________________________ 118 Figure 4-18 : Courbe charge-déplacement ELSU18b & ELSM18b. ________________________________ 119 Figure 4-19 : Détail autour de l’origine ELSM18b. _____________________________________________ 119 Figure 4-20 : Comparaison des ouvertures résiduelles, ELSU18b (G) vs ELSM18b (D). ________________ 120 Figure 4-21 : Résultats moyens en P-δ des éprouvettes ELSU12a, ELSU18b, et ELSM18b. ______________ 121 Figure 4-22 : Raccourcissement de l’éprouvette ; mesure (M) vs calcul (C). _________________________ 121 Figure 4-23 : Courbe de résistance des éprouvettes ELSU12a, ELSU18b, et ELSM18b. ________________ 122 Figure 4-24 : Montage de l’essai MMF.______________________________________________________ 123 Figure 4-25 : Courbe charge-déplacement MMFU12a. __________________________________________ 124 Figure 4-26 : Courbe charge-déplacement MMFU18b. __________________________________________ 125 Figure 4-27 : Courbe charge-déplacement MMFM18b. _________________________________________ 125 Figure 4-28 : Résultats moyens en P-δ des éprouvettes MMFU12a, MMFU18b, et MMFM18b. __________ 126 Figure 4-29 : Raccourcissement des éprouvettes MMF ; mesure (M) vs calcul (C). ____________________ 126 Figure 4-30 : Courbes-R des éprouvettes MMF. _______________________________________________ 127 Figure 4-31 : Montage de l’essai ADCB. _____________________________________________________ 128 Figure 4-32 : Courbe charge-déplacement, ADCBU12a._________________________________________ 129 Figure 4-33 : Courbe charge-déplacement, ADCBU18a._________________________________________ 129 Figure 4-34 : Courbe charge-déplacement, ADCBM18a. ________________________________________ 130 Figure 4-35 : Courbe charge-déplacement, ADCBU18b._________________________________________ 130 Figure 4-36 : Courbe charge-déplacement, ADCBM18b. ________________________________________ 131 Figure 4-37 : Résultats moyens en P-δ des éprouvettes de l’essai ADCB. ____________________________ 132 Figure 4-38 : Courbes-R des éprouvettes ADCB* ______________________________________________ 133 Figure 4-39 : Montage de l’essai AMMF _____________________________________________________ 134 Figure 4-40 : Courbe charge-déplacement, AMMFU12a. ________________________________________ 135 Figure 4-41 : Courbe charge-déplacement, AMMFU18a. ________________________________________ 135
Figure 4-42 : Courbe charge-déplacement, AMMFM18a. ________________________________________ 135 Figure 4-43 : Courbe charge-déplacement, AMMFU18b. ________________________________________ 136 Figure 4-44 : Courbe charge-déplacement, AMMFM18b. ________________________________________ 136 Figure 4-45 : Résultats moyens en P-δ des éprouvette AMMF. ____________________________________ 137 Figure 4-46 : Courbes-R des éprouvettes AMMF. ______________________________________________ 138 Figure 4-47 : Montage de l’essai MMB.______________________________________________________ 139 Figure 4-48 : Courbe charge-déplacement, MMBU18i75 ________________________________________ 141 Figure 4-49 : Courbe charge-déplacement, MMBM18i75 ________________________________________ 141 Figure 4-50 : Résultats moyens en P-δ des éprouvettes MMB avec 75% de GI. _______________________ 142
Figure 4-51 : Courbes-R des éprouvettes MMB avec 75% de GI. __________________________________ 142
Figure 4-52 : Courbes P-δ des éprouvettes MMB avec 50% de mode I. _____________________________ 143 Figure 4-53 : Résultats moyens en P-δ des éprouvettes MMB avec 50% de GI. _______________________ 144
Figure 4-54 : Courbes-R des éprouvettes MMB avec 50% de GI. __________________________________ 144
Figure 4-55 : Courbes P-δ des éprouvettes MMB avec 25% de mode I. _____________________________ 145 Figure 4-56 : Résultats moyens en P-δ des éprouvettes MMB avec 25% de GI. _______________________ 146
Figure 4-57 : Courbes-R des éprouvettes MMB avec 25% de GI. __________________________________ 146
Figure 4-58 : Modèle éléments finis pour l’analyse de l’endommagement. ___________________________ 149 Figure 4-59 : Courbe P-δ du bras 2 de l’éprouvette AMMFM18b__________________________________ 150 Figure 4-60 : Développement (a) et rupture (b) des ponts de fibres. ________________________________ 151 Figure 4-61 : Pont de fibres par bande dans une éprouvette UD. __________________________________ 152 Figure 4-62 : Coupes transversales à deux longueurs d’une éprouvette UD. _________________________ 153 Figure 4-63 : Détails de pont de fibres par bande.______________________________________________ 153 Figure 4-64 : Image par rayon-X, AMMFM18a ________________________________________________ 154 Figure 4-65 : Eprouvettes ADCBU18a (G) et ADCBM18a (D) ____________________________________ 154 Figure 4-66 : Plis 0° de l’interface 45°/0° après délaminage. _____________________________________ 155 Figure 5-1 : Module longitudinal effectif pour le calcul du taux de restitution d’énergie.________________ 161 Figure 5-2 : Maillage typique d’un modèle EF. ________________________________________________ 165 Figure 5-3 : Maillage du modèle de couche de résine.___________________________________________ 167 Figure 5-4 : Sensibilité à la taille de maille du modèle basique et du modèle avec couche de résine - ADCBM18a (a = 85 mm). ___________________________________________________________________________ 169 Figure 5-5 : Influence de l’épaisseur des couche de résine - ADCBM18a (a = 85 mm). _________________ 169 Figure 5-6 : Modèle éléments finis de l’éprouvette DCBU18Lb. ___________________________________ 171 Figure 5-7 : Ecarts de déplacement entre simulation EF et expérimental – Essai DCB. _________________ 172 Figure 5-8 : Courbe R de l’éprouvette DCBU12a. ______________________________________________ 172 Figure 5-9 : Courbe R de l’éprouvette DCBU18Sb. _____________________________________________ 173 Figure 5-10 : Courbe R de l’éprouvette DCBU18Lb.____________________________________________ 173 Figure 5-11 : GTC des éprouvettes DCB (a = a0+5 mm). _________________________________________ 175
Figure 5-12 : Modèle éléments finis de l’éprouvette ELSU18b. ____________________________________ 175 Figure 5-13 : Ecarts de déplacement entre simulation EF et expérimental – Essai ELS. ________________ 176 Figure 5-14 : Courbe-R de l’éprouvette ELSU12a. _____________________________________________ 177 Figure 5-15 : Courbe-R de l’éprouvette ELSU18b. _____________________________________________ 177 Figure 5-16 : Courbe-R de l’éprouvette ELSM18b. _____________________________________________ 177 Figure 5-17 : GTC des éprouvettes ELS (a = a0+5 mm).__________________________________________ 179
Figure 5-18 : Modèle éléments finis de l’éprouvette MMFU18b.___________________________________ 180 Figure 5-19 : Ecarts de déplacement entre simulation EF et expérimental - Essai MMF.________________ 180 Figure 5-20 : Courbe-R de l’éprouvette MMFU18b. ____________________________________________ 181 Figure 5-21 : Courbe-R de l’éprouvette MMFM18b. ____________________________________________ 182 Figure 5-22 : GTC des éprouvettes MMF (a = a0+5 mm). ________________________________________ 182
Figure 5-23 : Contribution de mode I pour les éprouvettes MMF (a = a0+5 mm). _____________________ 183
Figure 5-24 : Modèle éléments finis de l’éprouvette ADCBU18b. __________________________________ 184 Figure 5-25 : Ecarts de déplacement entre simulation EF et expérimental – Essai ADCB._______________ 185 Figure 5-26 : Courbe-R de l’éprouvette ADCBU18a. ___________________________________________ 186 Figure 5-27 : Courbe-R de l’éprouvette ADCBM18a. ___________________________________________ 186 Figure 5-28 : Courbe-R de l’éprouvette ADCBU18b. ___________________________________________ 187 Figure 5-29 : Courbe-R de l’éprouvette ADCBM18b. ___________________________________________ 187 Figure 5-30 : GTC des éprouvettes ADCB (a = a0+5 mm). ________________________________________ 188
Figure 5-31 : Contribution de mode I pour les éprouvettes ADCB (a = a0+5 mm). ____________________ 189
Figure 5-32 : Modèle éléments finis de l’éprouvette AMMFU18b. _________________________________ 189 Figure 5-33 : Ecarts de déplacement entre simulation EF et expérimental – Essai AMMF. ______________ 190 Figure 5-34 : Courbe-R de l’éprouvette AMMFU18a. ___________________________________________ 191
Figure 5-35 : Courbe-R de l’éprouvette AMMFM18a.___________________________________________ 191 Figure 5-36 : Courbe-R de l’éprouvette AMMFU18b. ___________________________________________ 192 Figure 5-37 : Courbe-R de l’éprouvette AMMFM18b.___________________________________________ 192 Figure 5-38 : GTC des éprouvettes AMMF (a = a0+5 mm). _______________________________________ 193
Figure 5-39 : Contribution de mode I pour les éprouvettes AMMF (a = a0+5 mm). ____________________ 194
Figure 5-40 : Modèle éléments finis de l’éprouvette MMBU18i75b. ________________________________ 195 Figure 5-41 : Conditions de contact entre le rouleau de charge et l’éprouvette. _______________________ 195 Figure 5-42 : Ecarts de déplacement entre simulation EF et expérimental – Essai MMBi75._____________ 196 Figure 5-43 : Courbe-R de l’éprouvette MMBU18i75b.__________________________________________ 197 Figure 5-44 : Courbe-R de l’éprouvette MMBM18i75b. _________________________________________ 197 Figure 5-45 : GTC des éprouvettes MMB avec 75% de GI (a = a0+10 mm). __________________________ 198
Figure 5-46: Contribution de mode I pour les éprouvettes MMB avec le rapport nominal de 75% (a=a0+10 mm).
_____________________________________________________________________________________ 199 Figure 5-47 : Ecarts de déplacement entre simulation EF et expérimental – Essai MMBi50._____________ 199 Figure 5-48 : Courbe-R de l’éprouvette MMBU18i50b.__________________________________________ 200 Figure 5-49 : Courbe-R de l’éprouvette MMBM18i50b. _________________________________________ 200 Figure 5-50 : GTC des éprouvettes MMB avec 50% de GI (a = a0+10 mm). __________________________ 201
Figure 5-51: Contribution de mode I pour les éprouvettes MMB avec le rapport nominal de 50% (a=a0+10 mm).
_____________________________________________________________________________________ 202 Figure 5-52 : Ecarts de déplacement entre simulation EF et expérimental – Essai MMBi25._____________ 202 Figure 5-53 : Courbe-R de l’éprouvette MMBU18i25b.__________________________________________ 203 Figure 5-54 : Courbe-R de l’éprouvette MMBM18i25b. _________________________________________ 203 Figure 5-55 : GTC des éprouvettes MMB avec 25% de GI (a = a0+10 mm). __________________________ 204
Figure 5-56: Contribution de mode I pour les éprouvettes MMB avec le rapport nominal de 25% (a=a0+10 mm).
_____________________________________________________________________________________ 205 Figure 5-57 : Evolution de δ, GTC, et rapport GI/GTC de l’éprouvette MMBU18i75b (a = 35 mm). ________ 209
Figure 5-58 : Evolution de δ, GTC, et rapport GI/GTC de l’éprouvette MMBM18i25b (a = 35 mm). ________ 210
Figure 5-59 : Réponse des ruptures sous sollicitations de mode mixte (I+II). _________________________ 211 Figure 5-60 : Extrapolation de GIC par la régression polynomiale à l’ordre 2 (éprouvettes MD). _________ 212
Figure 5-61 : Critère de propagation de type GI-GII de l’interface 0°/0° (série « a » + « b »). ___________ 215
Figure 5-62 : Critère de propagation de type GTC-GII/GTC de l’interface 45°/0° (série «a»+«b»)._________ 215
Figure 5-63 : Critère de propagation du délaminage de type GTC-GII/GTC pour composite T700/M21. _____ 217
Figure 5-64 : Critère de propagation du délaminage de type GI-GII pour composite T700/M21. __________ 218
Figure A - 1 : Disposition de la plaque et des produits d’environnement dans la presse. ________________ 238 Figure A - 2 : Cycle de polymérisation des plaques T700/M21.____________________________________ 239 Figure A - 3 : Exemple de cartographie ultrasonore en mode distance (écho max) d’une plaque à 12 plis avec l’insert entre les plis médians. _____________________________________________________________ 239 Figure A - 4 : Plan de découpe des éprouvettes (cotes en mm). ____________________________________ 240
Liste des tableaux
Tableau 3-1 : Séquences d’empilement pour l’éprouvette asymétrique multidirectionnelle _______________ 87 Tableau 3-2 : Séquences d’empilement pour l’éprouvette symétrique multidirectionnelle ________________ 88 Tableau 4-1 : Caractéristiques dans le plan du T700/M21 _______________________________________ 104 Tableau 4-2 : Désignation des différents types d’éprouvettes d’essai et rapports nominaux associés (a0/Leff) en
mm/mm._______________________________________________________________________________ 107 Tableau 4-3 : Longueur du bras de levier (c) et les rapports de mode. ______________________________ 140 Tableau 4-4 : Moments maximaux et efforts critiques dans les bras des éprouvettes MD ________________ 148 Tableau 5-1 : Caractéristiques mécaniques du T700/M21. _______________________________________ 162 Tableau 5-2 : Comparaison des méthodes de calcul (VCE vs VCCT). _______________________________ 168 Tableau 5-3 : Valeurs GTC des essais DCB (a = a0+5 mm). ______________________________________ 174
Tableau 5-4 : Valeurs GTC des essais ELS (a = a0+5 mm). _______________________________________ 178
Tableau 5-5 : Valeurs GTC des essais MMF (a = a0+5 mm). ______________________________________ 182
Tableau 5-6 : Valeurs GTC des essais ADCB (a = a0+5 mm). _____________________________________ 187
Tableau 5-7 : Valeurs GTC des essais AMMF (a = a0+5 mm). _____________________________________ 192
Tableau 5-8 : Valeurs GTC des essais MMB avec 75% de mode I (a = a0+10 mm). ____________________ 198
Tableau 5-9 : Valeurs GTC des essais MMB avec 50% de mode I (a = a0+10 mm). ____________________ 201
Tableau 5-10 : Valeurs GTC des essais MMB avec 25% de mode I (a = a0+10 mm). ___________________ 204
Tableau 5-11 : Contribution de mode I dans les essais en mode mixte. ______________________________ 207 Tableau 5-12 : Taux de restitution d’énergie totaux critiques et rapports des modes de délaminage pour les éprouvettes UD (interface 0°/0°). ___________________________________________________________ 210 Tableau 5-13 : Taux de restitution d’énergie totaux critiques et rapports des modes de délaminage pour les éprouvettes MD (interface 45°/0°). __________________________________________________________ 211 Tableau 5-14 : Taux de restitution d’énergie critiques de modes purs. ______________________________ 212 Tableau 5-15 : Paramètres des critères de propagation du délaminage. _____________________________ 214
Introduction de l’étude
Les matériaux composites hautes performances à renfort de fibres longues et à matrices polymériques sont utilisés fortement dans l’industrie aéronautique. L’un des avantages majeurs des stratifiés composites est la capacité d’orienter les fibres de chaque pli afin d’avoir les propriétés, souvent la résistance et la rigidité, appropriées aux chargements dans les directions prévues.
Malgré d’excellentes propriétés dans le plan, les stratifiés présentent un problème propre aux matériaux réalisés par stratification : la rupture interlaminaire. Ce mécanisme de rupture se caractérise par un décollement ou une décohésion entre les plis du stratifié. Il est couramment appelé le « délaminage ». Des études concernant les mécanismes de rupture des stratifiés composites indiquent que la propagation des défauts de délaminage est le mode de rupture le plus dominant pour la durée de vie de la structure.
Dans le scénario d’évolution des défauts le plus « classique », les premiers défauts sont la microfissuration de la matrice et la décohésion fibre/matrice à l’échelle microscopique. Ensuite, ces défauts s’agrandissent de façon stable à l’échelle du pli par coalescence, les micro-défauts se rejoignent pour former des fissurations transverses. Les fissures transverses peuvent parvenir à l’interface des plis et provoquer le délaminage sous l’effet des contraintes interlaminaires. Ces défauts et leur évolution dépendent de l’empilement, du nombre de plis, du chargement, et de la taille et de la forme de la structure considérée.
Les études sur le délaminage sont réalisées le plus souvent par la théorie de la mécanique de la rupture. Des méthodes d’essais normalisées permettent de déterminer le critère de propagation du délaminage en mode mixte I+II du stratifiés unidirectionnels (UD) avec confiance. Pourtant, la plupart des structures en composites sont de type multidirectionnel (MD) et le délaminage se produit généralement entre deux plis de différentes orientations.
Faute de normes d’essai pour les interfaces non-unidirectionnelles, le critère de l’interface UD est également utilisé pour ces interfaces avec l’hypothèse que l’interface UD possède une moindre résistance au délaminage, et donc que le critère UD est le plus conservatif.
Cependant, cette approche peut aboutir à une surestimation ou une sous-estimation considérable de la résistance au délaminage des interfaces non-unidirectionnelles. Par conséquent, une analyse correcte de la résistance à la propagation de délaminage (tolérance aux dommages) nécessite l’établissement d’un critère de propagation approprié.
L’objectif principal de cette étude est de développer une méthodologie permettant d’établir un critère de propagation du délaminage pour des stratifiés composites multidirectionnels. Les difficultés propres à la caractérisation du délaminage pour les interfaces non-unidirectionnelles seront identifiées et traitées. Le critère de propagation du délaminage de l’interface UD et celui d’une interface MD, établis à partir des essais de délaminage sur un matériau T700/M21, seront comparés.
Le mémoire se compose de cinq chapitres. Le plan du mémoire est donc le suivant :
Le premier chapitre présente les matériaux composites et la classification des mécanismes de rupture des composites à renforts de fibres longues. Le délaminage est présenté dans le contexte de la tolérance aux dommages pour les structures d’avion. La fin du chapitre met en évidence l’état actuel de la caractérisation de délaminage pour les stratifiés composites aux interfaces unidirectionnelle et non-unidirectionnelle. L’objectif de l’étude est ensuite précisé.
Dans le chapitre 2, un bilan de l’étude bibliographique portant sur la caractérisation de délaminage est présenté. La littérature est basée principalement sur des études de l’éprouvette unidirectionnelle. Puis, une synthèse sur le délaminage des stratifiés multidirectionnels permet de connaître les tendances des résultats d’essais pour différentes interfaces, et de définir une interface multidirectionnelle et un rapport d’épaisseur des éprouvettes asymétriques. Le chapitre se termine par la définition du cadre d’étude de ce travail de thèse.
Le chapitre 3 est relatif à la détermination de deux séquences d’empilement pour l’éprouvette asymétrique et l’éprouvette symétrique ayant les plis d’interface de 45°/0°. Les séquences choisies sont celles qui permettent de minimiser les problèmes connus pour l’essai de délaminage sur les interfaces non-unidirectionnelles.
Le chapitre 4 présente les travaux expérimentaux effectués pour l’étude de délaminage de l’interface 0°/0° et de l’interface 45°/0°. La présentation des essais et de leurs résultats est
suivie par une discussion sur la validité des résultats d’essais pour des analyses dans le cadre de la mécanique linéaire élastique de la rupture et sur les comportements des éprouvettes multidirectionnelles lors de l’essai de délaminage. Une première analyse expérimentale permet d’apercevoir l’influence de l’interface et du rapport de mode mixte sur la résistance au délaminage.
Dans le chapitre 5, une analyse des résultats d’essais est effectuée par des approches expérimentale, analytique, et numérique. Une comparaison des résultats de ces différentes méthodes d’analyse permet de choisir une méthode de détermination du taux de restitution d’énergie critique et une méthode de calcul de la répartition des modes de délaminage pour la construction des critères de propagation. Après une détermination du critère le plus adapté aux résultats d’analyses, les critères de propagation du délaminage de l’interface 0°/0° et de l’interface 45°/0° sont établis et comparés.
Chapitre 1
Positionnement du problème
1.1. Matériaux composites
Les matériaux composites ont une longue histoire. Leurs origines sont inconnues mais tous les écrits historiques contiennent des références à certaines formes des matériaux composites. Par exemple, la paille a été utilisée par les Israélites pour renforcer les briques, le contreplaqué a été utilisé par les anciens Egyptiens afin d’obtenir une meilleure résistance tant aux chargements mécaniques qu’à l’environnement, les épées et les armures médiévales ont été fabriquées par des couches des différents matériaux [38{JON75}]. Aujourd’hui, les matériaux composites font partie courante de notre vie que cela soit des objets très excitants et à la mode comme la canne de golf et le kayak, ou beaucoup plus usuels tels que le contreplaqué et le béton.
Un matériau composite peut être défini comme une combinaison d’au moins deux matériaux différents à l’échelle macroscopique [38{JON75}], [71{REI87}]. Les composites utilisés pour leurs propriétés structurales se limitent à ceux qui contiennent des renforts réunis en une seule masse par une matrice. Typiquement, un matériau composite contient une phase discontinue de renfort plus rigide et plus résistante que la phase continue de la matrice.
1.1.1. Classification des matériaux composites
La classification des composites peut être effectuée selon diverses façons. Une manière simple consiste à les classer par les formes des renforts [71{REI87}], [29{GUR99}]. Les composites sont donc divisés en quatre catégories suivantes (Figure 1-1):
• Composites à renforts de particules :
Le renfort est considéré comme une particule si toutes ses dimensions sont approximativement égales et petites devant les autres dimensions du matériau. Les particules dures sont dispersées aléatoirement dans la matrice moins rigide.
• Composites à renforts de paillettes :
Les paillettes ont une dimension très faible par rapport aux autres dimensions. La dispersion de ces « particules minces » est généralement aléatoire. Cependant, les paillettes peuvent être rangées parallèlement l’un à l’autre afin d’avoir des propriétés plus uniformes dans le plan.
• Composites à renforts de fibres :
Une fibre a une longueur bien supérieure aux dimensions de la section transversale. Ce type de composites peut être divisé selon les renforts : en fibres discontinues (courtes) ou en fibres continues (longues).
• Composites stratifiés :
Un stratifié se compose d’au moins deux couches minces de matériau. Les couches peuvent être constituées de différents matériaux monolithiques comme dans les métaux plaqués ou de même matériau composite empilé selon différentes orientations comme pour des stratifiés composites à renforts de fibres longues. Ce dernier devient une classe hybride du composite comportant à la fois le composite à renfort de fibres et la technique de stratification.
Les matériaux composites peuvent également être classés par la nature de la matrice comme suit :
• Composites à matrice polymérique :
Les polymères sont caractérisés par une faible densité, une résistance mécanique relativement faible, et une grande déformation à rupture. Les avantages principaux sont le procédé de fabrication relativement mature et le poids faible. Ce type de composites a été développé surtout pour les applications aéronautiques où la réduction de poids est essentielle.
• Composites à matrice métallique :
Dans ces composites, des matériaux métallique comme l’aluminium et le titane sont renforcés par des renforts généralement non-métalliques, souvent des céramiques. De par la nature même du composite, les composites à matrice métallique ont des propriétés mécaniques meilleures ou plus adaptables au chargement que leurs matrices monolithiques. Leurs applications dans les moteurs d’automobile sont bien établies.
• Composites à matrice céramique :
Des matrices céramiques telles que le verre et le carbure de silicium (SiC) peuvent être associées aux renforts comme des métaux, le carbone, et des céramiques. Leur développement a pour but d’améliorer les propriétés mécaniques telles que ténacité et résistance au choc thermique des céramiques monolithiques. Ces composites sont utilisés dans des environnements sévères, par exemple les moteurs de fusées, les boucliers thermiques, ou les turbines à gaz.
1.1.2. Constituants des matériaux composites
Dans la suite de la présentation, nous nous intéresserons uniquement aux composites à renfort de fibres longues et à matrices polymériques utilisés, dans la plupart des cas, dans l’industrie aéronautique. Ces matériaux seront parfois appelés « composites fibreux » ou même « composites » par simplicité.
Les propriétés mécaniques des composites fibreux sont directement liées aux caractéristiques mécaniques de leurs constituants : la fibre, la matrice, ainsi que l’interphase. La résistance et
la rigidité d’un composite sont assurées principalement par les fibres qui possèdent des caractéristiques mécaniques beaucoup plus élevées que la matrice. Cette dernière, quant à elle, réunit les fibres et donne la forme géométrique de la structure. La matrice sert également à transférer les efforts mécaniques entre les fibres et les protéger contre les environnements. L’interphase est la zone créée par l’adhérence et la réaction entre les fibres et la matrice. Elle possède des caractéristiques chimiques et mécaniques différentes de celles des fibres et de la matrice [41{KIM98}].
La disponibilité d’un grand choix de fibres et de matrices permet de réaliser des composites ayant diverses propriétés. Nous présenterons rapidement quelques-uns des constituants les plus couramment utilisés.
1.1.2.1. Les fibres
La rupture des matériaux hautes résistances ou hauts modules est généralement provoquée par la propagation des défauts. Les matériaux en forme de fibre sont intrinsèquement plus résistants à la rupture qu’en forme massive car la taille des défauts est limitée par le diamètre faible [71{REI87}]. Dans un composite fibreux, la tenue mécanique est assurée principalement par les fibres. Par sa nature filamenteuse, la rupture de quelques fibres a pour résultat la redistribution du chargement sur les autres fibres, ce qui empêche la rupture catastrophique de la structure. Les fibres les plus souvent rencontrées dans les composites sont les suivantes :
• Fibres de verre
La connaissance des matériaux composites fibreux à matrice de polymères est initialement basée sur des études des composites à fibres de verre. Ces fibres sont très répandues dans des applications basses performances ainsi que des applications hautes performances telle que les réservoirs de propulseurs de fusée. Leurs avantages incluent prix compétitif, disponibilité, et résistance élevée. Cependant, à cause de leur rigidité relativement faible, les fibres de verre sont progressivement remplacées par les fibres aramides ou les fibres de carbone dans les applications hautes performances.
• Fibres de carbone
Actuellement, les fibres de carbone sont le renfort le plus répandu pour les matériaux composites hautes performances [71{REI87}]. Deux avantages principaux de ces fibres sont leur fabrication plus adaptée à la production à grande échelle que d’autres fibres hautes performances et leurs excellentes propriétés mécaniques plus facilement transférables aux matériaux composites. Leur prix reste toutefois prohibitif pour les produits grand public.
• Fibres aramides
Ces fibres appartiennent à la famille des fibres polyamides aromatiques. Les versions commerciales disponibles incluent le Kevlar (nom déposé) et le Nomex (nom déposé). Elles possèdent une résistance élevée et une rigidité considérablement supérieure à celle des fibres de verre. La tolérance aux dommages est très bonne également. Leurs désavantages incluent une résistance en compression inférieure à celle des fibres de carbone et une adhésion relativement faible aux matrices [71{REI87}].
1.1.2.2. Les matrices
La matrice réunit les fibres par ses caractéristiques cohésive et adhésive. Elle maintient les fibres dans leur orientation et leur position prévues pour les charges appliquées. Ses autres rôles consiste à distribuer les efforts entre les fibres, fournir une résistance à la propagation de fissure, et fournir toutes les résistances en cisaillement du composite [71{REI87}]. La matrice détermine en général la limite de la température d’utilisation et l’environnement de service du matériau.
Il existe un grand nombre de polymères pouvant servir de matrice aux matériaux composites. Ceux parmi les plus utilisés sont les suivants :
• Les résines de polyester et de vinylester
Ce sont les résines les plus utilisées de toutes les matrices, pour des applications commerciale, industrielle, et de transport. L’adhésion avec les fibres de verre est excellente. Les résines de polyester et de vinylester sont en majeure partie limitées aux applications basses performances à cause d’un problème d’adhésion avec les fibres hautes performances telles que fibres de carbone et fibres aramides [71{REI87}].
• Les résines thermodurcissables
Lorsqu’une résine thermodurcissable est soumise à une élévation de température, il se crée des réactions chimiques au cours desquelles des liaisons covalentes sont formées entre les chaînes de molécules résultant en un réseau tridimensionnel. Le polymère final se présente sous la forme d’un corps solide et infusible. La polymérisation étant irréversible, ce matériau ne peut être mis en forme qu’une seule fois au moment de sa fabrication.
En règle générale, les matrices thermodurcissables possèdent une faible résistance à l’impact et une faible tenue en température. Les quatre types de résines couramment utilisées dans l’industrie aérospatiale sont les époxydes, les bismaléimides, les polyimides, et les phénoliques.
Les époxydes sont les plus utilisés pour la fabrication de structures aéronautiques. Ils possèdent une combinaison d’avantage quasiment imbattable : facilité de manipulation, flexibilité de traitement, de bonnes propriétés mécaniques, et un prix acceptable [71{REI87}]. Leur application est cependant limitée à une température maximale comprise entre 80°C et 120°C.
• Les résines thermoplastiques
Les matrices thermoplastiques peuvent être divisées en deux classes selon leurs structures moléculaires : la structure semi-cristalline et la structure amorphe [32{HAS97}]. Ces matrices sont caractérisées par la capacité d’être alternativement ramollies par chauffage au-dessus de la température de fusion ou de ramollissement et durcies par refroidissement. Dans ce cas, la modification de forme et le recyclage du composite sont envisageables. Ces résines possèdent des avantages sur les résines thermodurcissables telles qu’une ténacité améliorée, une déformation à rupture élevée, et une faible absorption d’humidité. De plus, elles ont une durée de stockage illimitée. Cependant, les thermoplastiques amorphes présentent des problèmes de résistance aux solvants organiques [71{REI87}].
Parmi les résines thermoplastiques, on peut citer la résine polyéther éthercétone (PEEK), la polysulfure de phénylène (PPS), la polyétherimide (PEI), et la polyamide (PA).
1.1.2.3. L’interphase
La nature de l’adhésion fibre/matrice inclut le verrouillage mécanique, l’attraction électrostatique, l’enchevêtrement moléculaire, et la réaction chimique [41{KIM98}]. L’interphase est constituée de la surface de contact (interface) fibre/matrice ainsi que de la région d’un volume fini prolongée dans la matrice. Elle peut être considérée comme un constituant du composite car elle possède des propriétés chimiques, physiques, et mécaniques différentes de celles de la fibre et de la matrice. L’interphase assure la liaison fibre/matrice et permet le transfert des contraintes de l’une à l’autre sans déplacement relatif. Cependant, l’hypothèse que l’interphase n’a pas d’épaisseur est souvent faite pour faciliter l’analyse micromécanique des composites [41{KIM98}].
1.1.3. Considérations d’usage des matériaux composites
Dans la conception des produits, il est essentiel d’évaluer et comparer les composites avec les matériaux conventionnels pour bien choisir les matériaux. Les avantages et les inconvénients principaux des matériaux composites sont présentés ci-dessous.
1.1.3.1.Les avantages
Les avantages les plus cités des matériaux composites incluent :
• Propriétés mécaniques adaptables
Un stratifié composite fibreux est un empilement des plis élémentaires qui se comportent ensemble comme un élément structural. Un pli élémentaire est anisotrope, ou orthotrope dans la plupart des cas, avec la résistance et la rigidité dans la direction des fibres beaucoup plus élevées que dans d’autres directions. Il faut alors associer différentes orientations de fibres afin d’obtenir un stratifié capable de résister à diverses sollicitations.
Un avantage principal du stratifié composite est que les plis élémentaires peuvent être orientés de telle façon que la résistance dans une direction donnée corresponde aux chargements prévus. La part de matériau dans des directions non-sollicitées est donc minimisée.
La stratification permet également aux ingénieurs de concevoir des structures avec des comportements désirés. Par exemple, les ailes du Grumman X-29, l’avion expérimental à voilure en flèche inversée, peuvent fléchir dans certaines directions et ne peuvent pas se déformer en torsion. Ces comportements, rendus possibles par sa structure en composite, éliminent la divergence structurale (déformation inadmissible ou désintégration des ailes en vol) de l’avion [25{NASA}].
• Haute résistance et haut module
Les propriétés mécaniques élevées, notamment la résistance et le module, des matériaux composites hautes performances permettent de répondre aux exigences de l’industrie aéronautique. D’autres industries en profitent également, par exemple la vitesse d’une balle de tennis est plus élevée avec des raquettes en carbone/époxy.
• Poids
Les matériaux composites hautes performances ont une densité de l’ordre de 1,6 contre 2,7 pour les alliages d’aluminium. Selon Airbus, ils autorisent un gain de 10 à 30 % sur les éléments de structure [22{DUB05}]. Ce gain de masse permet d’employer des moteurs moins puissants. Ceux-ci consomment moins et permettent de réduire la taille des réservoirs de carburant pour le même cahier des charges de l’avion.
• Production
Les matériaux composites permettent de simplifier l’assemblage de la structure, ce qui compense partiellement leur prix élevé. La réduction du nombre de pièces par rapport aux matériaux conventionnels peut être substantielle. Par exemple, un tronçon de fuselage qui réclame typiquement mille pièces et plusieurs milliers de fixations est fabriqué en un seul morceau pour le Boeing 787. Sur la chaîne d’assemblage final, l’avion complet devrait voir le jour en trois jours contre onze jours pour un 737 [22{ DUB05}].
• Maintenance
Les composites ont besoin de moins d’entretien que les alliages métalliques. D’une part, ils ne sont pas sensibles à la corrosion. D’autre part, la tenue en fatigue est très bonne. Par exemple, l’intervalle entre deux révisions complètes du Boeing 787, qui utilise massivement des matériaux composites, est porté à douze ans au lieu de dix ans sur un 777 [22{ DUB05}].
![Figure 1-21 : Domaines de l’analyse en fatigue et de l’analyse en tolérance aux dommage [49{MCC83}]](https://thumb-eu.123doks.com/thumbv2/123doknet/2232217.16084/46.892.259.628.633.869/figure-domaines-analyse-fatigue-analyse-tolerance-dommage-mcc.webp)
![Figure 2-6 : Essai Four Point End Notched Flexure (4ENF) [18{DAV98}].](https://thumb-eu.123doks.com/thumbv2/123doknet/2232217.16084/61.892.228.670.108.315/figure-essai-four-end-notched-flexure-enf-dav.webp)