Utilisation de la modélisation par projection sur les
structures latentes pour prédire les nouvelles
caractéristiques de la surface de fluoropolymères traités
par décharge à barrière diélectrique
Mémoire
Alex Gélinas
Maîtrise en génie des matériaux et de la métallurgie - avec mémoire
Maître ès sciences (M. Sc.)
Utilisation de la modélisation par projection sur les structures
latentes pour prédire les nouvelles caractéristiques de la surface
de fluoropolymères traités par décharge à barrière diélectrique
Mémoire
Alex Gélinas
Sous la direction de :
Résumé
Ce mémoire présente les démarches qui ont menées à l’obtention d’un modèle statistique pouvant prédire les propriétés d’une surface de fluoropolymère traitée en défilant entre les électrodes d’un système de décharge à barrière diélectrique (DBD) en caractérisant le procédé plasma utilisé. Le réacteur plasma utilisé ainsi que les différents moyens de caractérisation du procédé et de la surface y sont présentés. De plus, plusieurs voies de modélisation utilisant l’algorithme de régression par projection sur les structures latentes (PLS) sont présentées. Afin de modéliser le procédé, une étude de répétabilité en temps de celui-ci a été effectuée. Cette étude avait pour but de montrer que malgré l’apparition d’une couche de dépôt non désirée à la surface de l’électrode découverte du montage DBD, la caractérisation de la surface traitée restait inchangée. Par la suite, la modélisation par PLS est présentée. Avec celle-ci, il est possible d’identifier les facteurs du procédé ayant le plus d’impacts sur la modification de surface. Ces facteurs sont la nature du film de fluoropolymère utilisé comme substrat, la vitesse de défilement de ce film de polymère entre les électrodes de la DBD, le rapport cyclique du signal électrique servant à entretenir la décharge plasma, et le temps de résidence du gaz porteur et du précurseur dans la décharge. Connaissant ces facteurs principaux, des études de cas particuliers sont présentés. Avec ces derniers, il est montré que le modèle devient de moins en moins efficace plus le dépôt est important. Des effets non-linéaires observés sur différentes propriétés de la surface traitée sont aussi observés.
Abstract
This master thesis contains the steps that lead to a statistical model able to predict the properties of a treated fluoropolymer surface circulating between the electrodes of a dielectric barrier discharge (DBD) system by characterization of the plasma process. The reactor used as well as different characterization apparatus of the plasma process and surface treatment are described. Moreover, different means of modelization using the projection to latent structure (PLS) algorithm are shown. To be able to model the plasma process, a preliminary study of the process repeatability in time has been made. Results of the study show that despite the apparition of an unwanted layer of deposition on the uncovered electrode during the plasma process, the surface treatment physicochemistry does not change. Subsequently, the plasma process modelization by PLS is shown. Using this technique, it is possible to identify and quantify the importance of the input factors in the model. The important factors that are highlighted are the nature of the fluoropolymer film, the line speed of the polymer film between the electrodes, the duty cycle of the electrical signal used to maintain the plasma discharge, and the carrier and precursor gas residence time in the discharge. Knowing these factors, specific case studies were made to assess the proficiency of the model to do predictions. It was observed that the model becomes less precise when the surface shows bigger change. Non-linear effects were also seen of different surface treatment properties.
Table des matières
Résumé ... ii
Abstract ... iii
Table des matières ... iv
Liste des figures, tableaux, illustrations ... vii
Liste des figures ... vii
Liste des tableaux ... x
Liste des abréviations ... xi
Remerciements... xii Avant-propos ... xiii Introduction ... 1 Contexte ... 1 Fluoropolymères... 1 L’adhésion ... 2 Méthode chimique ... 2 Décharge corona ... 3
Décharge plasma à barrière diélectrique (DBD) ... 3
Réacteur en laboratoire ... 3
Aspect théorique... 5
Plasma ... 5
Plasmas à pression atmosphérique ... 6
Décharge à barrière diélectrique ... 7
Interactions plasma-polymère ... 8 Méthode expérimentale ... 9 Réacteur plasma ... 9 PLS ... 11 PLS avec Python ... 13 Problématique et objectifs ... 16
Chapitre 1 « Electrode cleanliness impact on the surface treatment of fluoropolymer films for a long-lasting plasma process[95] » ... 17
1.1 Résumé ... 17
1.2 Abstract ... 18
1.4 Materials and methods ... 20
1.4.1 Lab-scale process... 20
1.4.2 Material ... 21
1.4.3 Validation of the plasma parameters ... 22
1.4.4 Surface characterization ... 22
1.5 Results and discussion ... 23
1.5.1 Cleanliness of the electrodes ... 23
1.5.2 Plasma parameters ... 23
1.5.3 Surface characterization ... 24
1.5.4 X-ray photoelectron spectroscopy ... 24
1.6 Conclusion ... 25
1.7 Acknowledgements ... 26
Chapitre 2 « Dielectric barrier discharge continuous treatment process modeling with partial least square regression » ... 27
2.1 Résumé ... 27
2.2 Abstract ... 28
2.3 Introduction ... 29
2.4 Materials and Methods ... 30
2.4.1 Plasma Reactor and Materials ... 30
2.4.2 Characterization of the process and material ... 32
2.4.3 Optical characterization of the discharge ... 33
2.4.4 Characterization of the treated surfaces ... 33
2.4.5 Partial Least Square Modeling ... 35
2.5 Results and Discussion ... 38
2.5.1 Model cross-validation ... 38
2.5.2 Model Visualization ... 40
2.5.3 Limitations of the PLS model with a specific set of case studies ... 45
2.6 Conclusion ... 55
2.7 Acknowledgements ... 56
Conclusion ... 58
Bibliographie ... 60
PRESS Score ... 72
R2 score ... 73
PLS visualization ... 75
VIP plot ... 75
Biplot ... 75
Specific case studies ... 101
Case 1: Polymer = ETFE, Line speed = 2.75 m/min, Precursor = 6.5% ... 104
Case 2: Polymer = ETFE, Line speed = 2.75 m/min, Precursor = 3% ... 104
Case 3: Polymer = ETFE, Duty cycle = 20%, Precursor = 6.5% ... 105
Liste des figures, tableaux, illustrations
Liste des figures
Figure 1 : Molécule de C2F6. ... 1
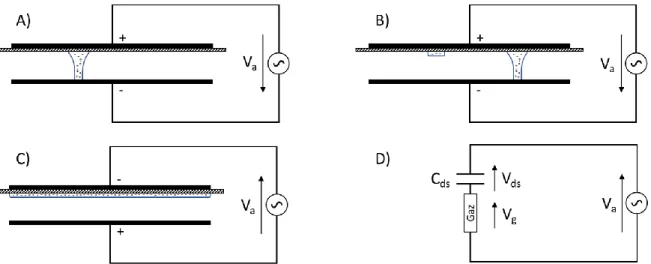
Figure 2 : Représentation en coupe du réacteur plan-plan utilisé. ... 6 Figure 3 : Principe DBD. Va : Tension appliquée, Vds : Tension sur le diélectrique, Vg : Tension
sur le gaz, Cds : Condensateur équivalent. ... 7
Figure 4 : Différentes configurations d'électrodes pour effectuer des décharges DBD. A) Aiguille-plan (corona), B) Ligne-Plan, C) Plan-plan, D) Coaxiale, E) Alternative à la configuration ligne-plan pour l’utilisation d’un système
d’enrouleur-dérouleur, par exemple. ... 8 Figure 5 : Intérieur de la chambre sous vide du réacteur sans le système de R2R. ... 10 Figure 6 : A) Moteur et joint de transmission étanche. B) Système d’engrenage pour
ajustement de la longueur du rouleau. C) Rouleau relié au moteur par l’entremise du système d’engrenage. D) Rouleau entraîné muni d’un frein à
disque. ... 11 Figure 7 : Exemple minimal de régression PLS dans le langage R avec la librairie « pls ». ... 12 Figure 8 : Exemple minimal de régression PLS dans MATLAB en utilisant la boîte à outils
« plsregress ». ... 12 Figure 9 : Code Python typique pour l'importation des librairies décrites ci-haut et des
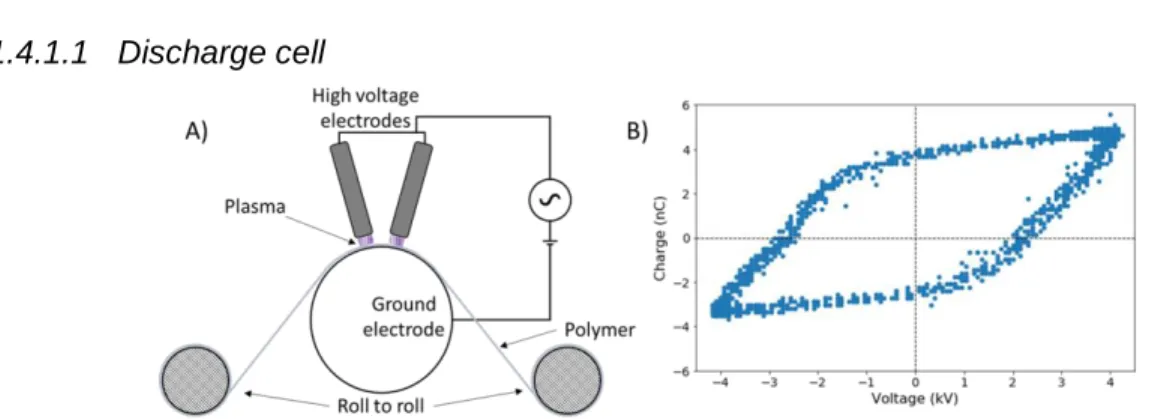
sous-modules de la librairie Scikit-Learn. ... 13 Figure 10 : Commandes pour effectuer la régression PLS. ... 15 Figure 11 : Formule du calcul de VIP... 15 Figure 12 : A) Simplified scheme of the lab scale reactor. It shows the roll to roll system and
the plasma discharge apparatus. B) Typical Q-V plot of the discharge... 20 Figure 13 : The adapted lab scale process used in this study. The framed parts are equivalent
in term of discharge exposition time. ... 21 Figure 14 : Pictures showing the parts of the electrodes (frames) directly exposed to the
plasma. A) shows the electrodes before the treatment while B) demonstrates
the deposited layer that forms on the electrodes. ... 23 Figure 15 : A) Electrical characteristics of the discharge measured in-situ. B) Surface energy
obtained using Fowkes theory with water and diiodomethane. σsd =
dispersive component, σsp = polar component and σs = σsd+σsp (total surface
energy) for the treated and untreated (straight lines) FEP. C) Evolution of the carbon, fluorine, oxygen and nitrogen concentration at the surface of the treated film. The left-hand side of the figure is related to Figure 3A, where the electrodes are still clean, while the Figure 3B represents the end of the
Figure 16: A) FEP monomer. B) ETFE monomer. ... 32
Figure 17: T-Peel test experimental setup. ... 34
Figure 18: Predicted sum of squared error (PRESS) showing each target variable error for all the latent variables. The inset plot shows a magnification on the selected number of latent variables. ... 38
Figure 19: Metric of the model performance over known data for each target variable individually. The mean value is shown for each latent variable. ... 40
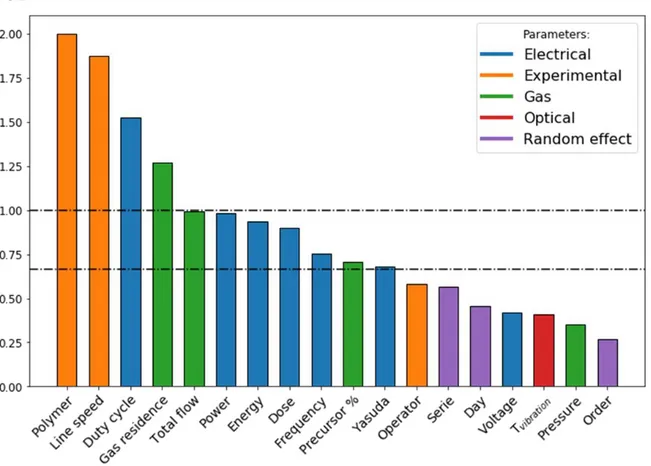
Figure 20: Variable importance over the projection (VIP), shown by categories of the experimental setup. ... 41
Figure 21: Biplot correlating the loading of each parameter together with the X matrix scores, colored by degrees of T-peel adhesion test results, where 0=Polymer; 1=Line speed; 2=Duty cycle; 3=Total flow; 4=Precursor %; 5=Frequency; 6= Voltage; 7 = 𝑇𝑣𝑖𝑏𝑟𝑎𝑡𝑖𝑜𝑛; 8=Power; 9=Dose; 10=Energy; 11=Yasuda; 12=Gas Residence; 13=Pressure; 14=Order; 15=Day; 16=Serie; 17=Operator" and W=Water; D=Diiodomethane; C=Carbon; F=Fluorine; O=Oxygen; N=Nitrogen; 𝜎𝑠𝑑=Dispersive energy; 𝜎𝑠𝑝=Polar energy; A=Adhesion. ... 43
Figure 22: Comparison between the predicted values on the y axis, plotted against the experimental values on the x axis (called parity plot), for all the target variables. The three identified samples represent samples selected to show the model predictions behavior for greater treatment. ... 46
Figure 23: Boxplot of the prediction errors (predicted – experimental) showing the tendencies of the model predictions. The bars inside the boxes are the median and the triangle is the mean. ... 47
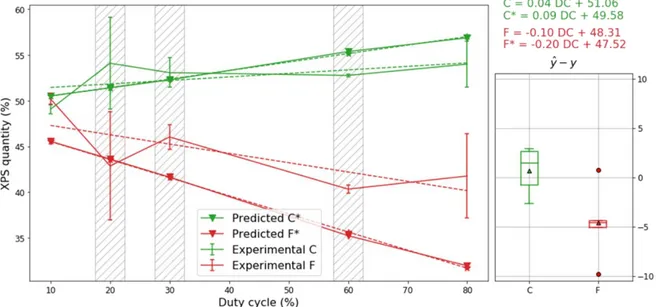
Figure 24: Variation of the carbon (C) and fluorine (F) percentage for a varying duty cycle. Experimental values versus predictions. ... 48
Figure 25: Variation of the oxygen (O) and nitrogen (N) percentage for a varying duty cycle. Experimental values versus predictions. ... 49
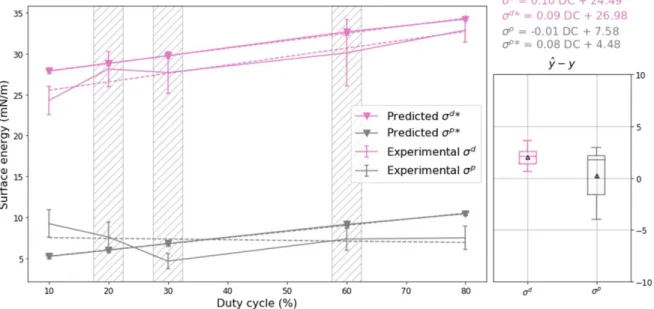
Figure 26: Variation of the dispersive (𝜎𝑑) and polar (𝜎𝑝) surface energy for a varying duty cycle. Experimental values versus predictions. ... 50
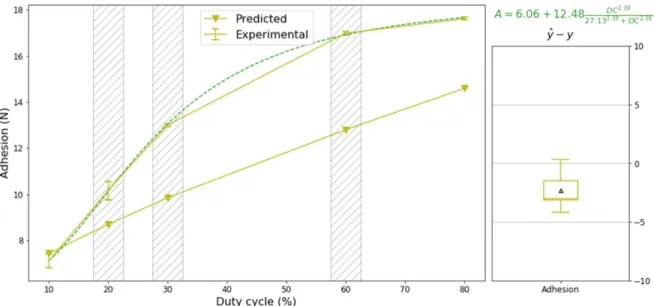
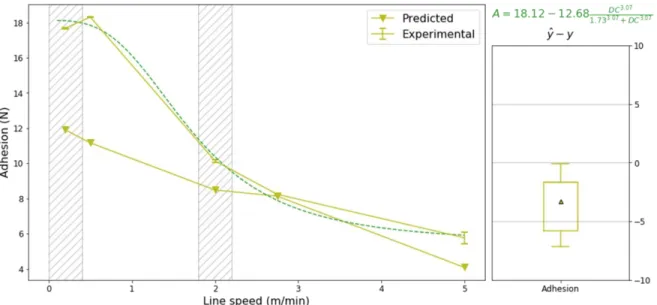
Figure 27: Comparison between the experimental adhesion values versus the predictions for both cases (adh, adh') with the error boxplot for both. Three types of equation were used to fit the experimental adhesion and a magnification on the lower left part of the graph is shown to view the regressions. ... 51
Figure 28: Adhesion experimental values compared to the model predictions for the case with a lower percentage of precursor in the discharge. ... 53
Figure 29: Comparison between the experimental and predicted values for the 3rd case. ... 54
Figure 30: Comparison of the adhesion experimental and predicted values for the 4th case. ... 54
Figure 32: PRESS score after the linearization. ... 73
Figure 33: 𝑅2 before the adhesion modification. ... 74
Figure 34: 𝑅2 with the modified adhesion. ... 74
Figure 35: Biplots for all latent variables for the fluorine and carbon %. ... 80
Figure 36: Biplots for all latent variables for the oxygen and nitrogen %. ... 85
Figure 37: Biplots for all latent variables for the water and diiodomethane contact angle. ... 90
Figure 38: Biplots for all latent variables for the dispersive and polar surface energies. ... 95
Figure 39: Biplots for all latent variables for the treated surface adhesion. ... 100
Figure 40: Prediction plots without the modified adhesion. ... 101
Figure 41: Prediction plot with the modified adhesion. ... 102
Figure 42: Boxplot with the original adhesion data. ... 103
Figure 43: Error boxplot with the modified adhesion. ... 103
Figure 44: Fluorine and carbon percentage evolution with an increasing duty cycle and low precursor amount with error comparison. ... 104
Figure 45: Oxygen and nitrogen percentage evolution with an increasing duty cycle and low precursor amount with error comparison. ... 104
Figure 46: Dispersive and polar surface energy evolution with an increasing duty cycle and low precursor amount with error comparison. ... 105
Figure 47: Fluorine and carbon percentage evolution with an increasing line speed and high precursor amount with error comparison. ... 105
Figure 48: Oxygen and nitrogen percentage evolution with an increasing line speed and high precursor amount with error comparison. ... 106
Figure 49: Dispersive and polar surface energy evolution with an increasing line speed and high precursor amount with error comparison. ... 106
Figure 50: Fluorine and carbon percentage evolution with an increasing line speed and low precursor amount with error comparison. ... 107
Figure 51: Oxygen and nitrogen percentage evolution with an increasing line speed and low precursor amount with error comparison. ... 107
Figure 52: Dispersive and polar surface energy evolution with an increasing line speed and low precursor amount with error comparison. ... 108
Liste des tableaux
Tableau 1 : Propriétés intéressantes de fluoropolymères couramment utilisés. Tableau tiré et
adapté de [5–8]... 2
Tableau 2 : Survol des méthodes les plus populaires de modifications de surface, traduit de l’anglais et adapté de [15]. ... 4
Table 1: Energy values for the liquids used with the Fowkes theory to compute solid surface energy. ... 34
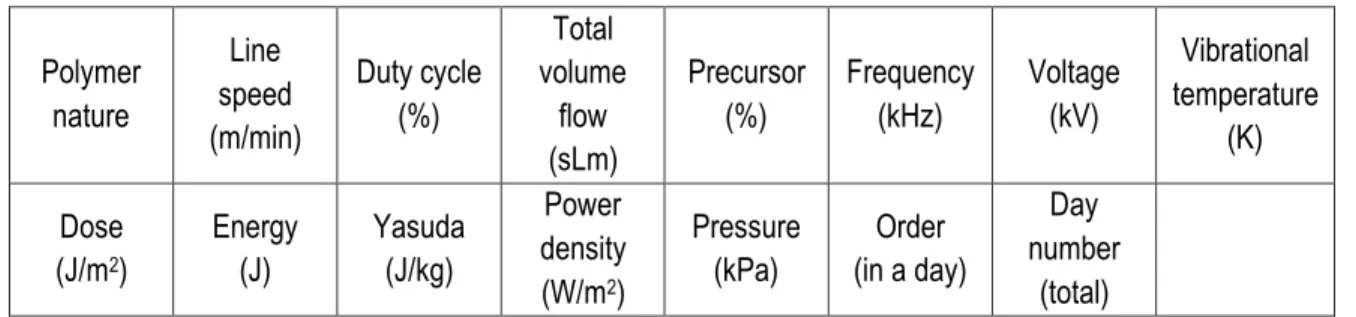
Table 2: X matrix columns (input variables) ... 36
Table 3: Y matrix columns (responses) ... 36
Table 4: Limit values for the adhesion fitting equations ... 52
Table 5: Summary of the calculated adhesion extrema and minima using the fitting formulas presented from Figure 27 to Figure 30 with a comparison of the prediction errors from the boxplots ... 55
Liste des abréviations
AI Intelligence artificielles, Artificial intelligence
ANN Réseau de neurones artificielles, Artificial neural network ANOVA Analyse de la variance, Analysis of variance
C.A. Angle de contact, Contact angle
CEM Évaporateur et mélangeur contrôlé, Controlled evaporator and mixer CERMA Centre de recherche sur les matériaux avancés
CQMF Centre québécois sur les matériaux fonctionnels
CRSNG Conseil de recherches en sciences naturelles et génie du Canada DBD Décharge à barrière diélectrique, Dielectric barrier discharge DC Rapport cyclique, Duty cycle
ETFE Éthylène tétrafluoroéthylène FEP Éthylène propylène fluoré IR Infrarouge, Infrared
LCD Écran à cristaux liquides, Liquid-crystal display LED Diode électroluminescente, Light-emitting diode LS Vitesse de défilement, Line speed
LV Variables latentes, Latent variables ML Apprentissage machine, Machine learning
NSERC National science and engineering research council
OES Spectroscopie d'émission optique, Optical emission spectroscopy PCA Analyse des composantes principales, Principal components analysis PFA Perfluoroakyl
PLS Projection sur les structures latentes, Partial least square
PRESS Somme des carrés des erreurs résiduelles de prédictions, Predicted residual error sum of squares PTFE Polytétrafluoroéthylène
QCAM Quebec center for advance materials R2R Enrouleur dérouleur, Roll-to-roll UV Ultraviolet
UV-VIS Ultraviolet et visible, Ultraviolet and visible
VIP Importance des variables sur la projection, Variable importance on the projection XPS Spectroscopie photoélectronique à rayon-X, X-ray photoelectron spectroscopy
Remerciements
Mes remerciements s’adressent tout d’abord à mes collègues sur le projet, Faegheh, Alex, Williams et Alexandre, qui ont participé à rendre beaucoup plus agréable les nombreuses heures passées devant le réacteur à produire des échantillons, à les analyser et à préparer les données pour les présentations. Sans être avec moi sur le projet, je me dois de remercier Simon, Laurine, Nooman et Amin. Je voudrais aussi remercier tous les étudiants qui étaient avec moi, au laboratoire du second sous-sol de l’Hôpital St-François d’Assise pour tous les beaux moments.
Un remerciement particulier pour Dre Morgane Laurent, que j’ai assistée durant la mise en route du projet. Malgré les moments difficiles où le réacteur ne fonctionnait pas toujours comme on le voulait, Morgane était toujours positive et très présente pour répondre à mes questions. J’ai beaucoup appris durant le début de la maîtrise et c’est en grande partie grâce à elle.
On ne peut faire des études au Laboratoire d’Ingénierie de Surface sans remercier la Dre Pascale Chevalier qui était constamment en train de m’assister dans l’analyse des échantillons au coût de réparation de pompes, d’outils et de conseils en mécanique. Pascale est aussi en partie responsable de mon développement académique par ses commentaires sur les présentations tant orales qu’écrites qu’elle prodigue judicieusement avec son expérience.
Je tiens aussi à remercier le Dr Jacopo Profili, avec qui le projet a très rapidement avancé et qui m’a soutenu dans la rédaction de mes articles scientifiques. Beaucoup des idées présentées dans ce mémoire proviennent de ses raisonnements.
Des remerciements doivent aussi être adressés au Conseil de recherches en sciences naturelles et génie du Canada (CRSNG), à « St-Gobain research North America » ainsi qu’au Centre québécois sur les matériaux fonctionnels (CQMF) pour le support financier ayant servi à mener ce projet à terme. De plus, le Centre de recherche sur les matériaux avancés (CERMA) se doit d’être remercié pour m’avoir fourni l’occasion de présenter le projet à mes pairs.
Finalement, le plus gros remerciement s’adresse à mon directeur de recherche, professeur Gaétan Laroche et son infinie patience à mon égard. Je le remercie également de m’avoir accordé la chance de participer à la maîtrise. Ce n’était pas toujours évident, mais voilà que j’arrive à la fin.
Avant-propos
Ce mémoire présente une partie d’un projet issu d’une collaboration entre le Laboratoire d’Ingénierie de Surface dirigé par le professeur Gaétan Laroche et les laboratoires de recherche de la branche nord-américaine de la compagnie Saint-Gobain. Le but ultime de cette collaboration est d’optimiser le procédé de traitement de surface par décharge à barrière diélectrique présenté dans ce mémoire.
Ce projet complet étant très large, les travaux présentés dans ce mémoire sont concentrés sur les aspects de la répétabilité du procédé en temps ainsi que sa modélisation. Ces deux sujets sont séparés en deux articles dont le premier, « Electrode cleanliness impact on the surface treatment of fluoropolymer films for a long-lasting plasma process[95] », est publié au journal « Manufacturing Letters » d’Elsevier et accessible aux lecteurs par l’entremise de ce lien : https://doi.org/10.1016/j.mfglet.2020.09.003. Dans cet article, la participation du candidat s’est faite au niveau de la rédaction ainsi que de la préparation et l’analyse des échantillons et des résultats. L’auteure Morgane Laurent a participé à la planification des expériences et à la revue du manuscrit. Finalement le professeur Gaétan Laroche a participé à la revue et aux corrections de l’article et aux communications avec l’éditeur de la revue.
Le second article concernant la modélisation du procédé s’intitule « Dielectric barrier discharge continuous treatment process modeling with partial least square regression ». Cet article, rédigé principalement par le candidat avec la participation active de l’auteur Jacopo Profili, est en cours de révision par les co-auteurs avant d’être envoyé chez un éditeur. En plus de la rédaction presque complète de l’article par le candidat, ce dernier a aussi participé à la création et l’analyse d’une très grande partie des échantillons. D’autres échantillons ont dû être produits en cours de route afin d’ajouter une profondeur au modèle et en valider le fonctionnement. Ces échantillons ont été produits et analysés par les auteurs Faegheh Fotouhi Ardakani et Williams Marcel Caceres Ferreira. Le professeur Gaétan Laroche s’est occupé de revoir et l’article et s’occupera des communications avec l’éditeur choisi.
Introduction
Contexte
Fluoropolymères
Utilisés dans de nombreux domaines tels que les télécommunications, les sciences de la santé et le transport, les fluoropolymères sont des matériaux aux propriétés très intéressantes. Dû à leur composition, ces polymères sont très résistants chimiquement et thermiquement (Tableau 1). Ainsi, ils peuvent être utilisés comme contenants d’acides ou de bases fortes et comme gaine thermique, entre autres. En plus, ces plastiques présentent un coefficient de friction faible, limitant l’adhésion à leur interface justifiant leur utilisation comme revêtement antiadhérent.
Beaucoup des qualités que possèdent ces polymères proviennent de leur structure. En effet, leur noyau est constituée d’au moins une liaison carbone-fluor (C—F, ~592 kJ mol-1, molécule de C2F6 (Figure 1) [1]). La force
de ce lien rend plus difficile la tâche de briser la molécule, conférant au polymère sa stabilité chimique et thermique [2]. De plus, la taille et l’électronégativité de l’atome de fluor font en sorte que l’arrangement d’une chaîne polymérique de carbone et de fluor forme une hélice. Puisque le fluor se retrouve à l’extérieur de l’hélice, les liens carbone-carbone (C—C, ~403 kJ mol-1, molécule de C2F6 (Figure 1) [1]) plus faibles sont protégés [2,3].
Généralement, plus le polymère contient de fluor, moins réactif et plus résistant il est, dû à la densité du bouclier formé par l’hélice d’atomes de fluor. Le Tableau 1 résume les principales propriétés de différents fluoropolymères couramment utilisés.
Figure 1 : Molécule de C2F6.
Cependant, dû à leur grande stabilité, l’utilisation des fluoropolymères peut s’avérer complexe. Par exemple, leur faible adhésion et leur stabilité thermique en font d’excellent candidats dans le cas de revêtements antiadhésifs sur les poêles à frire. En revanche, dû à cette faible adhésion, le fait de les plaquer contre le matériel à protéger devient un défi. Des moyens ont donc été mis en place afin de modifier, de façon contrôlée, les propriétés surfaciques de ces polymères et d’en conserver leurs propriétés mécaniques et chimiques. Ces traitements de surface peuvent aussi être appliqués sur une seule des deux surfaces d’une pellicule de fluoropolymère, permettant l’utilisation de leurs caractéristiques intrinsèques de l’autre côté. Notamment, des couches minces de ces plastiques peuvent être traitées d’un côté et revêtus à la surface de panneaux solaires pour en faire des couches protectrices et autonettoyantes en exposant la surface non-traitée aux éléments.
Présentant une faible absorbance des rayonnements solaires (Tableau 1), l’utilisation des fluoropolymères prévient ainsi une baisse d’efficacité de la cellule solaire tout en la protégeant [4].
Les techniques de modification de surface de polymères sont nombreuses et beaucoup d’entre elles sont utilisées selon les applications envisagées. Le Tableau 2 résume les propriétés touchées et les applications visées pour quelques-unes des méthodes populaires. Dans le présent ouvrage, les techniques les plus utilisées visant à l’amélioration de l’adhésion de fluoropolymères seront discutées, c’est-à-dire les méthodes de traitement chimique, par décharge corona et par décharge plasma à barrière diélectrique.
Tableau 1 : Propriétés intéressantes de fluoropolymères couramment utilisés. Tableau tiré et adapté de [5–8]. Propriété ASTM / Unités PTFE FEP PFA ETFE
Densité relative D792 2,13 – 2,20 2,12 – 2,17 2,12 – 2,17 1,70 – 1,76
Point de fusion °C 327 260 305 267
Constante diélectrique D150 / 103 Hz 2,1 2,1 2,1 2,6
Résistance chimique D543 Excellente Excellente Excellente Excellente Résistance en traction D638 / MPa 13,8 – 31,0 19,3 – 34,5 27,6 – 31,0 45,5 – 53,8
Indice de réfraction 1,35 1,34 1,34 1,40
Transmission solaire D-424 / % 96 96 94
L’adhésion
Tout d’abord, l’adhésion peut être définie comme étant la résistance à la séparation de deux matériaux liés par un adhésif [9,10]. La force de cette adhésion dépend de l’aire de contact entre les deux matériaux et des interactions physiques et chimiques entre les atomes et les groupements occupant leur couche surfacique. La méthode physique et celle de structurations présentées au Tableau 2 consiste à changer l’aire de contact en jouant sur la rugosité de la surface. Les techniques de recuit et de traitement ultraviolet peuvent modifier les propriétés de surfaces, mais aussi les propriétés internes et mécaniques comme la dureté, la mobilité des électrons, la cristallinité, etc. Finalement les méthodes chimiques, corona et plasma, quant à elles, jouent à la fois avec la rugosité et la composition de la surface.
Méthode chimique
La modification de surface par voie chimique consiste à mouiller la surface du polymère afin d’en changer sa surface par dépôt de couche mince, par engravure (« etching ») ou en changeant les groupements de surface par d’autres possédant les caractéristiques voulues. La force du traitement chimique effectué dépend de la nature et la force du réactif choisit, de la durée du traitement et de la nature du substrat. Cependant, cette
réactifs utilisés peuvent agir à l’intérieur de la matrice polymérique et affecter les chaînes internes du polymère. De plus, lors de l’industrialisation d’un tel procédé, une grande quantité de produits chimiques pouvant être néfaste à la santé est utilisée et les déchets d’un tel procédé sont potentiellement dangereux pour l’environnement.
Décharge corona
Une décharge corona est un type de décharge plasma se produisant entre une électrode à haute tension restreinte dans sa taille et une électrode connectée à la masse. En effet, une décharge corona peut être produite en appliquant un fort voltage sur un fil ou une aiguille [12]. Lorsque la tension est appliquée sur l’électrode haute tension, un champ électrique est créé entre les deux électrodes et cause l’ionisation des particules présentes dans cette zone. Le champ électrique cause ensuite les particules possédant la même charge que l’électrode à être accélérées vers l’électrode à la masse. Il est donc possible de bombarder la surface d’un film de polymère apposé sur l’électrode de masse afin d’en modifier la surface.
Ce procédé est fréquemment utilisé en industrie sur des procédés à la chaine car le traitement corona s’utilise à pression atmosphérique. Il est aussi possible de disposer les aiguilles en formes de peigne pour obtenir une modification de surface assez constante tout le long d’un rouleau de film de polymère. De plus, contrairement au procédé de traitement chimique, la décharge corona ne cause pas de déchets chimiques puisque les gaz dans lesquels sont déclenchés la décharge sont souvent inertes comme le diazote, l’argon ou l’hélium.
Décharge plasma à barrière diélectrique (DBD)
La DBD (« dielectric barrier discharge ») , tout comme la décharge corona, est une décharge engendrée par l’application d’une forte différence de potentiel entre deux électrodes. La plupart du temps, une électrode est mise à la masse (0 V) alors que l’autre est maintenue à haute tension (~ 15 kV). Ce qui différencie la DBD de la décharge corona est la configuration des électrodes. En effet, pour la DBD, un diélectrique est présent sur une des deux électrodes afin de répartir les charges et rendre la décharge plus homogène. De plus, la forme des électrodes en DBD est très variable [13]. De ce fait, la DBD est très utilisée en industrie puisque les électrodes peuvent être disposées de façon à permettre qu’un système d’enrouleur-dérouleur soit installé dans la chaîne de production. De plus, la décharge DBD peut être initiée à pression atmosphérique, ce qui rend son utilisation en industrie d’autant plus intéressante.
Réacteur en laboratoire
En industrie, les réacteurs plasma sont réservés à la production. Il est donc très difficile d’effectuer des études scientifiques directement sur les réacteurs de production. Un réacteur de type industriel pouvant fonctionner à pression atmosphérique et inclure un système d’enrouleur dérouleur a donc été conçu [14]. Ce réacteur à
l’échelle du laboratoire sert donc à répliquer les conditions des machines de production afin de pouvoir étudier et optimiser le procédé de modification de surface par plasma.
Tableau 2 : Survol des méthodes les plus populaires de modifications de surface, traduit de l’anglais et adapté de [15].
Méthodes Propriétés affectées Applications
Physique • Rugosité [16,17] • Surfaces superhydrophobes
Chimique par voie humide • Hydrophobicité [18]
• Poids moléculaire et cristallinité [19]
• Conductivité [20]
• Couche anti-mouillage et résistante à l’eau
• Diélectrique photoimageable • Électronique, appareils optiques
Corona • Énergie de surface [21]
• Adhésion [22,23] • Antisalissure [24,25] • Perméabilité [26] • Stérilité [27] • Textile • Fibres et résines
• Récolte d’eau et d’énergie • Filtration de pétrole et gaz • Procédé agroalimentaire
Plasma • Adhesion [9,28–39]
• Rugosité [40–42]
• Énergie de surface [29,31,36,43]
• Ingénierie tissulaire, emballage alimentaire, structure poreuses 3D, polymères dentaux, textile • Emballage, industrie du
caoutchouc, appareils biomédicaux, appareils microfluidiques, textile et vêtements
• Ingénierie tissulaire, textile
Ultraviolet • Durcissement [44–46]
• Adhésion [47–49] • Énergie de surface [50,51] • Absorption de lumière [52] • Mobilité des électrons et densité
de courant [53] • Stérilisation, durcissement de polymère • Adhésion et croissance cellulaire • Microfluidique • Photolithographie, photodétecteur
• Transistor en couche mince
Recuit • Cristallinité [54]
• Élasticité [55,56] • Réticulation [57,58]
• Fibres et textiles • Fibres
Structuration • Adhésion [59,60]
• Aire de contact et densité de charge [61–64] • Hydrophilicité [65,66] • Hydrophobicité [67] • Photoluminescence [68–71] • Structure [72–75] • Immobilité de biomolécules, thérapie dentaire • Électronique, emmagasinage de données
• Culture et ingénierie tissulaire • Appareillage optique et couche
autonettoyante • Affichage LED et LCD • Cristaux, modèles et masques
photoniques
Aspect théorique
Plasma
Le plasma, 4e état possible de la matière outre solide, liquide et gazeux, décrit l’état de la matière qui survient
lorsqu’un ensemble d’espèces chargées, excitées ou neutre coexistent [76]. Deux types de plasma peuvent être observés, soit : I) le plasma produit naturellement; l’univers en serait composé à 99,9% [77], et II) le plasma produit artificiellement en conférant à un gaz une énergie suffisante afin que les particules et molécules qui le composent soient ionisées [78]. Cette énergie peut être fournie au gaz sous forme thermique, ou générée par un champ électrique. Dans le second cas, lorsque l’énergie du champ électrique appliqué au gaz est suffisante, les électrons, qui sont les particules chargées les plus mobiles, seront accélérés vers la cathode. Ensuite, ces électrons entreront en collision avec les autres molécules, particules et espèces présentes dans le gaz, les ionisant ou leur conférant un peu d’énergie cinétique [79]. L’énergie du champ électrique sera donc communiquée au reste du gaz de cette façon.
Il est possible de faire la distinction entre deux familles de gaz ionisé selon leur degré d’ionisation [77]. Les gaz faiblement ionisés, où la fréquence des collisions entre les électrons et les espèces neutres est supérieure à la fréquence des collisions entre les électrons avec eux-mêmes ou les ions, sont appelés plasmas froids. Les gaz fortement ionisés, quant à eux, surviennent lors du cas contraire, où la fréquence de collision entre les électrons et eux-mêmes ou les ions est supérieure à celle des collisions entre les électrons et les neutres. Ce dernier cas caractérise les plasmas chauds. Le type de plasma utilisé dans le présent ouvrage fait partie de la catégorie des plasmas faiblement ionisés.
Dans la catégorie des plasmas froids, deux distinctions sont encore possibles, il s’agit des plasmas à équilibre thermodynamique local et des plasmas hors d’équilibre thermodynamique [76,77]. Pour distinguer ces sous-catégories, il faut définir Tn, la température des neutres, Te, la température électronique et Ti, la
température ionique. Lorsque les processus d’ionisation par collision du plasma sont contrebalancés par la recombinaison des ions et électrons, le plasma est à l’équilibre thermodynamique et Tn ≈ Te ≈ Ti [76,77,80]. Ce
type de plasma inclut, par exemple, les plasmas solaires ainsi que les réacteurs à fusion nucléaire. Dans le cas où le transfert d’énergie entre les électrons avec les neutres et les ions est inefficace et la fréquence des recombinaisons entre les électrons et les ions est plus basse que la fréquence d’ionisation, le plasma est hors d’équilibre et Tn, Ti << Te [76,77,80]. Cette catégorie de plasma, hors d’équilibre thermodynamique, peut être
générée par un très grand nombre de types de systèmes et est celle utilisée dans la plupart des procédés de traitement de surface en industrie et en laboratoire.
Plasmas à pression atmosphérique
L’utilisation des plasmas à pression atmosphérique est un procédé crucial dans les industries. En effet, pouvoir effectuer le traitement de surface sans devoir effectuer un pompage à vide de l’enceinte plasma permet d’éliminer le besoin d’un système de pompe onéreux. Le fait de ne pas avoir à pomper rend aussi possible l’utilisation du réacteur plasma dans une configuration de montage à la chaîne et permet d’augmenter la production.
Cependant, à la pression atmosphérique, les plasmas sont généralement à l’équilibre thermodynamique puisque le libre parcours moyen est diminué par le nombre de particules présentes dans le plasma (collisions plus fréquentes). Le régime favorisé dans de telles conditions est l’arc. Afin d’obtenir une décharge stable et homogène, il est possible d’insérer au moins une couche d’un matériau diélectrique entre les deux électrodes. Cette couche aura comme effet de répartir les charges accumulées uniformément sur toute la surface recouverte de l’électrode, ce qui préviendra une décharge très intense et très localisée. Ce type de décharge plasma est appelé décharge à barrière diélectrique (DBD). Comme mentionné ci-haut, le principe DBD peut être appliqué par un très grand nombre de géométries différentes [13]. Celle utilisée dans le présent ouvrage est constituée de deux électrodes plan-plan co-axiales portées à la haute tension placées au-dessus d’une électrode circulaire mise à la masse et recouverte du fluoropolymère qui constitue le diélectrique (Figure 2).
Décharge à barrière diélectrique
La DBD fut rapportée pour la première fois en 1857 par W. Siemens [81] comme décharge de production d’ozone. Depuis, beaucoup d’autres applications, telles le contrôle de la pollution et les traitements de surface, ont été développées [82]. Les DBD sont aussi reconnues puisque leur utilisation permet aisément d’obtenir un plasma froid à pression atmosphérique [83], ce qui est très important pour une utilisation industrielle.
Principe DBD
Puisqu’un diélectrique est un isolant, un courant alternatif est requis afin d’initier la décharge[84]. Lorsque ce courant (Va), appliqué aux électrodes de la DBD, devient suffisamment important, des canaux conducteurs,
nommés micro-décharges, sont formés par le claquage du gaz ambiant (Figure 3A). Puisque le diélectrique est placé entre l’électrode et la micro-décharge conductrice, il joue le rôle de l’isolant dans un condensateur. Avec la tension qui continue d’augmenter, d’autres micro-décharges se créent. Celles-ci seront formées préférablement aux endroits où d’autres décharges n’ont pas été initiées puisque le champ électrique dans ces zones est diminué par les charges résiduelles (Figure 3B).
Lors de l’inversion de polarité (du courant alternatif), les charges résiduelles précédemment laissées sur le diélectrique feront en sorte que le claquage du gaz se produira à champ électrique plus faible (Figure 3C). L’effet du diélectrique est donc de répartir les charges accumulées de façon uniforme sur la surface qui recouvre les électrodes. Ces charges, de polarité inverse au champ électrique engendré par les électrodes, causent un arrêt de la décharge avant que celle-ci ne passe au régime d’arc. La décharge, au lieu d’être localisée et énergétique, sera donc stable et répartie sur toute la surface recouverte de l’électrode.
Figure 3 : Principe DBD. Va : Tension appliquée, Vds : Tension sur le diélectrique, Vg : Tension sur le gaz, Cds : Condensateur
équivalent.
Les configurations que peuvent prendre le système de DBD, comme mentionné précédemment, sont nombreuses (Figure 4). Le cas traité dans cet ouvrage sera celui des décharges dites plan-plan, où les deux
électrodes sont parallèles et où la fréquence d’excitation est assez petite pour qu’il n’y ait qu’un seul claquage par demi-cycle et une distance entre le diélectrique et l’électrode non recouverte suffisante pour permettre le passage au mode filamentaire.
Figure 4 : Différentes configurations d'électrodes pour effectuer des décharges DBD. A) Aiguille-plan (corona), B) Ligne-Plan, C) Plan-plan, D) Coaxiale, E) Alternative à la configuration ligne-plan pour l’utilisation d’un système d’enrouleur-dérouleur, par exemple.
Type de DBD
Les mécanismes d’ionisation de la DBD sont régis par le produit de la pression (P) avec la distance (d) entre le diélectrique et l’électrode ou les diélectriques (P x d) [85]. Le rapport entre l’émission d’électrons issus de la cathode (𝛾) et l’ionisation en volume (𝛼), 𝛾/𝛼, est fonction du libre parcours moyen de l’électron à la distance d. De plus, lorsque le produit P x d est faible (inférieur à environ 30 Torr cm) le claquage du gaz est dit claquage de Townsend [85]. Ce type de claquage est défini par l’émission des électrons de la cathode (𝛾) et par l’ionisation en volume du gaz (𝛼). Ce type de claquage se déroule sur un temps de l’ordre de la microseconde et l’aire de la décharge est égale à celle des électrodes [85]. Lorsque la valeur de P x d est plus importante (supérieure à environ 200 Torr cm), le type de claquage se nomme « Streamer », dû à la formation d’une avalanche électronique suffisamment grande pour créer une quantité d’ions assez importante pour engendrer un champ de charge d’espace de l’ordre de grandeur du champ appliqué [85]. Dans ce cas, le claquage se produit sans apport significatif de 𝛾 (l’émission d’électrons provenant de la cathode). La charge d’espace positive créée produit un champ électrique, situé entre la cathode et la charge d’espace, accélérant les électrons par photoionisation ou photoémission. Pour le claquage de type « Streamer », l’échelle de temps d’une réaction est de l’ordre de la nanoseconde. Lorsque le filament lie les deux électrodes ensemble, une micro-décharge d’environ un dixième de mm de rayon se forme. Ces deux types de décharge, par claquage de Townsend et claquage « Streamer », se distinguent par leurs caractéristiques électriques, soit l’évolution du courant de la décharge, de la tension d’alimentation, ainsi que de la tension aux bornes du plasma.
Interactions plasma-polymère
Lorsqu’un matériau est exposé à une décharge plasma, plusieurs réactions peuvent être déclenchées à sa surface. Ces réactions dépendent notamment du gaz utilisé dans la décharge plasma. En effet, deux types de gaz peuvent être identifiés : les gaz non-polymérisant (azote, oxygène, etc.) [86] et les gaz polymérisant (gaz organiques) [76]. Les gaz non-polymérisant sont responsables des réactions comme le nettoyage ou la gravure
(« etching ») et la fonctionnalisation de la surface, alors que les gaz polymérisant favorisent la création de couches minces fortement réticulées (« cross-linked »).
Nettoyage et gravure de surface
Ces interactions sont utilisées afin d’enlever des impuretés non désirées de la surface du polymère par des réactions chimiques ou par gravure en formant des composés volatils. En général, les plasmas contenant de l’oxygène sont utilisés afin de retirer les contaminants organiques de la surface comme les huiles, les anti-oxydants ou les moisissures. Dans le cas où les matériaux à nettoyer sont facilement oxydables (argent ou cuivre) [87], le gaz utilisé pour effectuer le nettoyage peut être de l’argon ou de l’hélium.
Le « etching » ne diffère du nettoyage seulement que par la quantité de matière retirée de la surface. Ce sont souvent les plasmas d’oxygènes ou les plasmas contenant de l’oxygène ou du fluor qui sont utilisés afin de faire du « etching ».
Fonctionnalisation de surface
Il s’agit des réactions se produisant soit entre les espèces de la phase gazeuse et du polymère ou celles entre les espèces surfaciques du polymère elles-mêmes. Ces réactions forment respectivement des groupes fonctionnels ou de la réticulation au niveau de la surface du polymère. Ces réactions sont causées par des plasmas d’argon, d’azote, de dioxyde de carbone, de fluor, d’oxygène ou d’eau, pour n’en nommer que quelques-uns.
Polymérisation
Cette réaction consiste en la formation d’une couche mince à la surface d’un polymère par polymérisation d’un monomère organique comme le CH4, C2H6, C2F4 ou C2F6 dans le plasma. Cette interaction inclut des réactions
entre les espèces de la phase gazeuse et la surface, les espèces de la phase gazeuse et elles-mêmes et les espèces de la surface entre elles.
Méthode expérimentale
Le réacteur utilisé, ainsi que de ses différentes composantes, seront expliqué de façon à couvrir les aspects qui ne sont pas mentionnés dans les Chapitre 1 et Chapitre 2 du mémoire. Par la suite, des éléments de la caractérisation de la décharge et des technicalités sur l’utilisation de la régression par projection sur les structures latentes, aussi connue sous le nom de somme de carrés partiel (PLS ou « Partial least squares ») , seront présentées.
Réacteur plasma
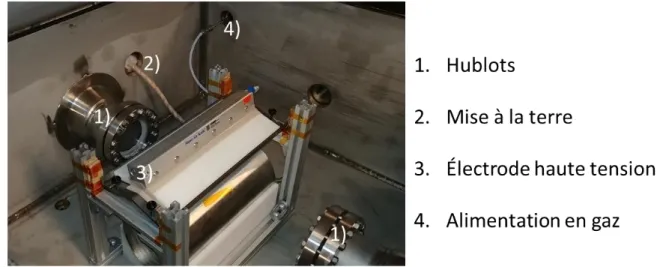
Le réacteur plasma utilisé est une fabrication maison par Vallade et al. [14]. Il s’agit d’une enceinte sous vide assez grande pour accueillir un système d’enrouleur-dérouleur (R2R, Figure 6), ainsi que la tête de décharge
(Figure 5-3) et l’électrode de mise à la terre (Figure 5-2). Le réacteur est aussi muni de hublots permettant d’observer la décharge plasma (Figure 5-1). Un tuyau passant dans un connecteur étanche relie la tête de décharge au système d’administration du gaz pour faire parvenir le précurseur et le gaz porteur à la décharge (Figure 5-4). Plusieurs appareils de contrôle des paramètres et de diagnostic du plasma se trouvent en périphérie du réacteur tel que des sondes de tension et courant, des capteurs optiques pour l’émission et l’absorption lumineuse, une jauge de pression, etc. Ces composantes seront décrites plus en détail dans les sections et chapitres suivants.
Figure 5 : Intérieur de la chambre sous vide du réacteur sans le système de R2R.
Roll-to-roll (R2R)
Le système d’enrouleur-dérouleur (R2R) est composé d’un moteur, d’un joint de transmission du mouvement étanchéifié par un liquide ferromagnétique, d’une série d’engrenage, du cylindre moteur et du cylindre entraîné muni d’un frein. Tous ces éléments sont montrés à la Figure 6. Le R2R est une conception du Département de génie mécanique de l’Université Laval réalisée sur mesure pour le réacteur.
Pour faire fonctionner le R2R, le moteur est interfacé à un ordinateur via un programme LabVIEW. Afin de contrôler la vitesse de déroulement du film, l’épaisseur de celui-ci, ainsi que les diamètres des rouleaux moteurs et entraînés sont préalablement réglés. Puisque le diamètre du rouleau moteur augmente en fonction du nombre de tour de polymère enroulé, la vitesse doit être ajustée à chaque rotation complète du rouleau. En plus de pouvoir régler la vitesse de défilement, le logiciel permet de choisir la longueur d’échantillon désirée et s’arrête automatiquement lorsque la longueur de film traité est suffisante.
Le rouleau entraîné, où le polymère non traité est installé, est muni d’un système de frein réglable (Figure 6C) permettant d’assurer une tension constante dans le film. Cette tension est nécessaire afin que le traitement effectué sur le film de polymère soit le plus constant possible et que l’écart entre l’électrode et le film reste
Le système R2R est utilisé afin de varier le temps de traitement du polymère. Pour une vitesse plus rapide, le film de polymère est moins longtemps exposé au plasma et la quantité de traitement reçu sera moindre.
Figure 6 : A) Moteur et joint de transmission étanche. B) Système d’engrenage pour ajustement de la longueur du rouleau. C) Rouleau relié au moteur par l’entremise du système d’engrenage. D) Rouleau entraîné muni d’un frein à disque.
Caractérisation et contrôle de la décharge
Afin d’initier et d’entretenir la décharge, un système électrique d’amplification et de transformation de courant est utilisé. Les composantes de ce système sont présentées aux Chapitre 1 et Chapitre 2. Sur ce même système, deux sondes de tension sont utilisées pour calculer la différence de potentiel des électrodes et la différence de potentiel aux bornes d’un condensateur afin de calculer la charge totale dans le système. Par la suite, la tension et la charge sont utilisées pour calculer la puissance par la méthode décrite aux sections 1.4.1.1 et 2.4.2. Le calcul est effectué en direct par l’entremise d’un logiciel LabVIEW relié à un oscilloscope recueillant les données envoyées par les sondes de tension.
En plus du système électrique, des appareils de mesures optiques peuvent caractériser la décharge par les hublots du réacteur. Dans le cas présent, seule la spectrométrie d’émission optique (OES, « optical emission spectroscopy ») dans le visible et l’ultraviolet (UV) est utilisée. Les spectres recueillis servent à déterminer la température vibrationnelle des molécules de N2 selon la méthode présentée à la section 2.4.3.
Les appareils utilisés pour la spectroscopie d’émission UV sont décrits à la section 2.4.3. Le logiciel utilisé, Ocean View, est fourni par le fabricant du spectromètre UV. Ce logiciel permet l’affichage en temps réel de l’émission lumineuse dans l’UV et le visible de la décharge ainsi qu’une interface servant à effectuer des calculs en temps réel. L’information sur la température vibrationnelle du N2 peut donc être utilisée pour contrôler la
décharge en temps et lieu.
PLS
La régression du moindre carré partiel ou projection sur les structures latentes (PLS) est un algorithme décrit pour la première fois par Herman Wold vers 1975 [88]. La PLS est introduite plus en détail dans la section 2.4.5 ainsi que la théorie sur laquelle l’algorithme est basé. La section suivante sera donc consacrée aux détails de son utilisation dans le cadre du présent projet c’est-à-dire, les logiciels, les modules, les techniques, les visualisations, etc. utilisées afin de présenter l’article scientifique du Chapitre 2.
Survol des logiciels et modules disponibles
Plusieurs logiciels ou langages de programmation offrent, de base, des modules ou fonctions permettant de faire la régression PLS en utilisant un ou plusieurs des algorithmes existants. Parmi ces logiciels figurent JMP, Minitab, OriginLab et Microsoft Excel avec le module XLStats, etc. Ces logiciels permettent d’entrer les données et d’obtenir les résultats en quelques clics. Ces résultats sont présentés sous forme de rapport avec les visualisations nécessaires pour bien comprendre les liens entre les entrées et sorties.
Dans le cas des langages de programmation, on retrouve le projet R, avec plusieurs modules contenant l’algorithme PLS dont le principal, nommé « pls ». R est un langage et un environnement de programmation statistique et graphique libre de droits (« open-source ») [89]. Le langage permet d’ouvrir une banque de données, de séparer les données en ensemble d’entraînement et de tests, et d’ajuster le modèle PLS aux données (voir Figure 7). Les résultats sont contenus dans des variables dont un résumé peut être fourni avec la commande « summary ». Les graphiques des résultats doivent être créés manuellement, il est donc possible à l’utilisateur de changer les paramètres du graphique à sa guise.
library(pls) # Import du module pls
data("Exemple") # Overture de la banque de données
trainData <- Exemple[1:50,] # Séparation des données d'entraînement testData <- Exemple[51:60,] # Données de test
exemple1 <- plsr( # Commande pour ajuster le modèle PLS sur les données
colA ~ reste, # La colA est la variable cible et reste comprend les facteurs
ncomp = 2, # Le modèle utilisera 2 composantes principales data = Exemple,
validation = "LOO" # et le type de validation utilisé est "Leave One Out"
)
summary(exemple1) # Retourne une description sommaire de l'ajustement du modèle
Figure 7 : Exemple minimal de régression PLS dans le langage R avec la librairie « pls ».
La même chose peut être accomplie avec le langage MATLAB et la boite à outils « plsregress ». MATLAB est à la fois un environnement de développement graphique et un langage de programmation professionnel spécialisé dans les mathématiques de tableau et de matrices [90]. Les étapes minimales afin de parvenir aux résultats de la régression PLS sont présentées à la Figure 8.
load Exemple % Ouverture de la banque de données
X = colA; % Séparation des facteurs et
y = reste; % des varaibles cibles
Les résultats de la régression sont compris dans les variables de la dernière ligne. Tout comme dans R, les visualisations sont effectuées manuellement, ce qui permet à l’utilisateur de choisir le style de représentation utilisé.
Finalement, le langage utilisé pour faire la régression PLS dans le présent ouvrage est Python. Il s’agit d’un langage de programmation libre (« open-source ») utilisé à la fois pour la programmation statistique, la création d’applications ou autre. Pour la régression PLS, le module le plus utilisé est Scikit-learn [91]. Il s’agit d’un module orienté vers l’apprentissage automatique et les statistiques reliés à l’intelligence artificielle ainsi que les statistiques en général.
PLS avec Python
Dans cette section seront décrits les moyens utilisés pour parvenir à accomplir la régression PLS, les modules utilisés, ainsi que le type de visualisation pour montrer les résultats.
Modules utilisés
Quatre modules Python ont été utilisés dans la réalisation de ce projet, soit :
• Numpy [92] : Module de calcul scientifique. Dans le cadre du présent ouvrage, utilisé principalement pour ses implémentations des fonctions mathématiques de base comme les racines carrées et produits matriciels, etc.
• Pandas [93] : Module de gestion d’analyse et de manipulation des bases de données. A été utilisé pour importer les données, effectuer des opérations sur les colonnes et pour faciliter quelques visualisations. • Matplotlib [94] : Librairie de création de visualisations statiques, animées ou interactives, en 2D comme
en 3D. A permis de créer les graphiques et visualisations présentés aux Chapitre 1 et Chapitre 2. • Scikit-Learn [91] : Décrit ci-haut. Utilisé pour effectuer la régression PLS, ainsi que quelques étapes de
préparation des données comme la mise à l’échelle (« scaling ») et la séparation en ensemble d’entraînement et de test.
import numpy
import pandas
import matplotlib.pyplot
from sklearn.cross_decomposition import PLSRegression
Le code Python typique pour importer les librairies et les données est montré à la Figure 9. Dans Scikit-Learn, le sous-module « PLSRegression » contient toutes les fonctions nécessaires et l’algorithme pour effectuer la régression PLS. Un exemple de son utilisation sera montré dans la section Modélisation PLS ci-bas.
Traitement des données
Avec les données sur chaque échantillon provenant du réacteur, des caractérisations du plasma et des analyses de surface décrites dans le Chapitre 2, une banque de données est créée. Puisque la banque de données est montée dans le cadre du projet, aucune donnée n’est manquante, ce qui simplifie grandement la prise de décision sur la façon de combler les manques. De plus, pour le bon fonctionnement de l’algorithme de PLS, les données sont centrées (soustraire la moyenne de chaque colonne à chaque valeur de cette colonne) et ramenées dans un intervalle entre -1 et 1. Cette étape est cruciale puisque la grandeur d’un nombre influence le résultat de la régression PLS. C’est-à-dire qu’un facteur d’entrée qui varie entre 0 et 100 aura un poids beaucoup plus grand en fin de compte qu’un facteur variant entre 0 et 1. Comme dans le cas présent, aucun facteur ne possède de poids plus grand qu’un autre dans la régression, cette étape est très importante.
Modélisation PLS et validation croisée
Avant de procéder à la modélisation, les données sont séparées en facteurs (matrice X d’entrée) et en variable cible (matrice Y des réponses) pour entraîner le modèle. De plus, il faut séparer les X et Y en ensemble d’entraînement et de tests. Le modèle sera donc entraîné avec « X_entraînements » et « Y_entraînements » avant d’utiliser « X_tests » pour prédire de nouveau « Y_prédits » afin de faire la comparaison entre les « Y_prédits » et les « Y_tests » et vérifier si le modèle est bon. La validation du modèle créé pour ce projet est présentée à la section discussion 2.5.1.
Pour effectuer de la validation croisée (« cross-validation »), les ensembles X et Y d’entraînement peuvent être reséparés. Cette étape permet d’obtenir d’autres métriques pour mesurer la qualité de la régression. En effet, si la validation croisée de type « leave-one-out » est utilisée, le modèle est ajusté n-1 fois où n est le nombre de rangées des matrices X et Y d’entraînement. À chaque fois que le modèle est ajusté, une rangée est laissée en dehors de l’entraînement afin de la prédire et évaluer la métrique appelée PRESS ou « Prediction error sum of squares » qui représente l’erreur sur les prédictions de Y avec des X inconnus par le modèle. (Voir sections 2.4.5 et 2.5.1 pour de plus amples détails).
Afin d’optimiser la régression PLS, un seul paramètre est ajustable. Il s’agit du nombre de composantes principales sur lequel les X et Y seront projetés. C’est-à-dire la dimension réduite des matrices X et Y prise en compte durant la régression PLS. C’est donc en effectuant la validation croisée qu’il est possible de savoir quel nombre de composantes principales offre de meilleurs résultats. En effet, les différentes métriques d’évaluations
(toutes présentées à la section 2.4.5.1 du mémoire) sont répétées pour chaque nombre de composantes principales, de 1 jusqu’à p-1 où p représente le rang de la matrice X originale.
Une fois le nombre de composantes principales décidé, la régression PLS est effectuée :
pls = PLSRegression(n_components=2) # Définition de l'objet PLS projetant sur 2 composante
principales
pls.fit(X_train_scaled,Y_train_scaled) # Ajustement des ensembles d'entraînement mis à
l'échelle
Figure 10 : Commandes pour effectuer la régression PLS.
Les résultats sont par la suite inclus comme attributs de la variable « pls ».
Visualisation des résultats
Les visualisations typiques de la validation croisée et de la régression PLS sont présentées à la section 2.4.5 de ce mémoire. Dans beaucoup d’ouvrages sur la PLS, les résultats sont présentés comme sommes d’erreurs sur les variables. L’information sur chaque variable individuelle est donc perdue. Cependant, dans ce projet, les métriques de validation croisée R2 et PRESS sont montrées pour chaque variable individuelle. Cette
visualisation permet de voir la capacité du modèle à prédire chaque variable séparément, au lieu de l’ensemble de celles-ci (la matrice Y). Il est donc possible de voir quelles variables sont mieux prédites et celles qui le sont moins.
De plus, un élément important de la visualisation des résultats PLS n’est pas présent (en date de 2020) dans le code de la librairie Scikit-Learn sur la régression PLS. Il s’agit de l’importance des variables sur la projection (VIP, « variable importance on the projection »). Cependant, tous les éléments nécessaires à son calcul sont présents dans les attributs de la variable « pls » du modèle (voir Eq. 22 à la section 2.4.5.2 du Chapitre 2). Cette formule, traduite en Python, s’écrit comme :
def vip(model):
t = model.x_scores_ w = model.x_weights_ q = model.y_loadings_ p, h = w.shape vips = np.zeros((p,)) s = np.diag(t.T @ t @ q.T @ q).reshape(h, -1) total_s = np.sum(s) for i in range(p):
weight = np.array([ (w[i,j] / np.linalg.norm(w[:,j]))**2 for j in range(h) ]) vips[i] = np.sqrt(p*(s.T @ weight)/total_s)
return vips
Figure 11 : Formule du calcul de VIP1.
Le code de la Figure 11 est une fonction prenant comme entrée le modèle PLS créé dans Scikit-Learn et qui retourne la valeur des VIP dans une liste de donnée. Les fonctions de calcul matriciel de la librairie Numpy sont utilisées pour y parvenir.
Problématique et objectifs
Bien que l’utilisation industrielle du traitement surfacique par décharge à barrière diélectrique présente de nombreux avantages, cette technique constitue cependant un défi, puisque : 1) en plus d’effectuer une modification de la surface d’un substrat apposé sur une électrode, l’autre électrode, celle découverte, subit aussi cette modification directement et 2) la technique possède un très grand nombre de variables et de paramètres pouvant affecter l’issu d’un traitement. Dans le premier cas, une étude préliminaire présentée au Chapitre 1 analyse si les effets d’une telle couche formée sur les électrodes à découvert influencent la qualité et la nature du traitement de surface. Le Chapitre 1 traite de l’hypothèse selon laquelle la modification à la surface des électrodes non-couvertes entraînera des changements au niveau de la surface traitée du film de polymère puisque les caractéristiques diélectriques de la décharge seront modifiées. Ensuite, le Chapitre 2 de ce mémoire présente l’utilisation de la modélisation par régression des moindres carrés partiels (PLS, « partial least squares ») afin de prédire les résultats du traitement de surface. Le but étant de prendre comme variables d’entrée les caractéristiques du plasma et du réacteur et de prédire la qualité des modifications de surfaces en utilisant la caractérisation des surfaces traitées comme sorties du modèle. L’hypothèse principale traitée par ce chapitre est à l’effet que le procédé plasma, dont il est question dans le cadre de ce mémoire, est modélisable par l’entremise de la régression PLS et que l’ajout de la variable d’adhésion augmentera la précision des prédictions. De plus, des études de cas sont aussi présentées afin de tester la qualité et le domaine d’applicabilité des données prédites par le modèle. Comme des effets non linéaires sont observés dans les données présentées au Chapitre 2, une seconde hypothèse est discutée dans ce chapitre, à savoir que le domaine d’applicabilité du modèle est réduit et que les prédictions les plus précises se retrouvent dans les zones loin de l’apparition des plateaux de saturation du traitement de surface.
Chapitre 1 « Electrode cleanliness impact on the
surface treatment of fluoropolymer films for a
long-lasting plasma process[95] »
Alex Gélinasa,b, Morgane Laurentb, Gaétan Larochea,b,2
a Laboratoire d’Ingénierie de Surface, Centre de Recherche sur les Matériaux Avancés, Département de génie des mines, de la
métallurgie et des matériaux, Université Laval, 1045 avenue de la Médecine, Québec, G1V 0A6, Québec, Canada
b Centre de recherche du CHU de Québec-Université Laval, Hôpital St-François d’Assise, 10 rue de l’Espinay, Québec, G1L 3L5,
Québec, Canada
https://doi.org/10.1016/j.mfglet.2020.09.003
1.1
Résumé
Une décharge à barrière diélectrique dans une configuration de procédé continu est utilisée afin de traiter la surface d’un film de polymère. Les effets de la croissance d’une couche de dépôt sur l’électrode découverte supérieure est investiguée en observant les changements des propriétés physicochimiques du film traité par ce système. Les paramètres électriques du plasma tels que la densité de puissance (W cm−2) et la tension (kV) sont contrôlés sur un cycle d’utilisation typique, compris entre deux opérations de nettoyage des électrodes. Additionnellement, la chimie et l’énergie de la surface traitée sont mesurés à différents points de temps choisis dans le procédé par spectroscopie photoélectronique à rayon-X (XPS) et par angle de contact avec deux liquides. Basé sur ces analyses, aucune modification majeure des propriétés physicochimiques de la surface traitée du polymère n’est attribuée à la déposition d’une couche organique à l’interface de l’électrode supérieure après l’équivalent d’une heure de traitement continu.
Mots clés : Décharge à barrière diélectrique, Fluoropolymère, Modification de surface, Nettoyage des électrodes.
1.2 Abstract
A dielectric barrier discharge in a continuous process configuration is used to coat the surface of polymer films. The effect of the growth of a coating layer on top of the uncovered electrode with regards to the physicochemical properties of the film treatment is studied. Plasma electrical parameters such as power density (W cm−2) and voltage (kV) are monitored during a typical cycle, which is comprised between two electrode cleanings. In addition, the surface energy and chemistry are determined at chosen time-points of the process by contact angle measurements with two liquids and X-ray photoelectron spectroscopy (XPS). Based on these analyses, no major modification of the coated polymer physicochemical properties was attributed to the deposition of an organic layer on top of the bare electrodes after the equivalent of 1 hour of continuous treatment.
1.3 Introduction
Surface modification using a plasma discharge is a clean, safe and eco-friendly way of optimizing a material superficial physicochemical characteristics without altering its bulk properties. This process is used, among others, to increase or decrease the surface energy or wettability of materials [76,96].
Such a plasma modification can be performed at atmospheric pressure, thus preventing the need for expensive pumping systems and enabling a continuous process. A simple and inexpensive system of atmospheric pressure plasma process, well suited for industries, consists of using an electrical discharge. Typically, plasma discharges can be initiated in air, nitrogen or argon, then called carrier gas, and can be used to functionalize the surface of different types of flat substrates such as polymers, glasses, fabrics, etc. In practice, the material to be treated is placed between a high voltage and a ground electrode. Most of the time, the substrate lays directly on the ground electrode. In such a configuration, the side of the polymer film in close contact with the ground electrode is not treated, while only the surface of the polymer film exposed to the plasma is modified.
The addition of a chemical precursor diluted in the carrier gas leads to the deposition of a coating instead of limiting the functionalization to the first atomic layer of the substrate [97]. Moreover, coating the surface, as opposed to functionalization, leads to a better durability of the treatment [98]. However, adding a precursor also has its disadvantages. While the surface of the substrate is being coated with the precursor-based layer, the coating also accumulates at the surface of the high voltage electrode that is not covered by the substrate. This means that the uncovered electrode must be regularly cleaned. Having a layer of material buildup on the electrode could lead to: (i) etching of the newly formed coating and/or (ii) the modification of the dielectric characteristics of the electrodes. The first point implies that, as the layer on the electrode builds up, some fragments may detach from the electrode surface, deposit onto the polymer and change the surface properties of the treated substrate. This phenomenon would be easy to notice since flakes or powders would accumulate on the surface. The second observation could be associated with a modification of the power density in the discharge during the treatment resulting in the modification of the plasma characteristics.
Since changing the discharge properties usually implies a variation in the treated/coated surface characteristics, it is of major importance to validate the stability of the treatment between each electrode cleaning procedure, i.e., over a production cycle.
In this context, this communication aims at measuring the effects of the electrode cleanliness over a production cycle. To do so, a typical industrial plasma reactor was replicated at lab scale and equipped with control and monitoring apparatus [14]. Rolls of fluorinated ethylene polypropylene (FEP) films were treated using this plasma setup while controlling discharge properties such as the power density. Then, the treated film surface was
![Tableau 1 : Propriétés intéressantes de fluoropolymères couramment utilisés. Tableau tiré et adapté de [5–8]](https://thumb-eu.123doks.com/thumbv2/123doknet/2747230.65348/16.918.132.801.368.624/tableau-propriétés-intéressantes-fluoropolymères-couramment-utilisés-tableau-adapté.webp)