Publisher’s version / Version de l'éditeur:
Canadian Builder, 28, pp. 40-47, 1968-04
READ THESE TERMS AND CONDITIONS CAREFULLY BEFORE USING THIS WEBSITE. https://nrc-publications.canada.ca/eng/copyright
Vous avez des questions? Nous pouvons vous aider. Pour communiquer directement avec un auteur, consultez la première page de la revue dans laquelle son article a été publié afin de trouver ses coordonnées. Si vous n’arrivez pas à les repérer, communiquez avec nous à [email protected].
Questions? Contact the NRC Publications Archive team at
[email protected]. If you wish to email the authors directly, please see the first page of the publication for their contact information.
NRC Publications Archive
Archives des publications du CNRC
This publication could be one of several versions: author’s original, accepted manuscript or the publisher’s version. / La version de cette publication peut être l’une des suivantes : la version prépublication de l’auteur, la version acceptée du manuscrit ou la version de l’éditeur.
Access and use of this website and the material on it are subject to the Terms and Conditions set forth at
Potentials for Canada seen in advanced system building in Europe
Platts, R. E.
https://publications-cnrc.canada.ca/fra/droits
L’accès à ce site Web et l’utilisation de son contenu sont assujettis aux conditions présentées dans le site LISEZ CES CONDITIONS ATTENTIVEMENT AVANT D’UTILISER CE SITE WEB.
NRC Publications Record / Notice d'Archives des publications de CNRC:
https://nrc-publications.canada.ca/eng/view/object/?id=c7e23583-7fe8-4661-a527-9854b296b045
https://publications-cnrc.canada.ca/fra/voir/objet/?id=c7e23583-7fe8-4661-a527-9854b296b045
Ser
TIfl
N2l-t2
no. 2TI+
e . 2
BI.DC
NATIONAL RE,SE,ARCH
COUNCIL
OF CANADA
DIVISION OF BUILDING RESE,ARCH
POTENTIATS
FOR
CANADA
SEEN
IN
ADVANCED
SYSTETI|I
BUITDING
IN EUROPE
by
R. E. PI.AIIS
REPRINTED FROM
CANADIAN BUILDER, VOL. 28
APRIL 1968 p. 40 - 47
TECHNICAL PAPER NO. 274
OF THE
DIVISION OF BUILDING RESEARCH
OTTAWA. APRIL 1968
I\RC 10098
Price 25
Orue{
?Q,tE
7sz11l
NO
T T0 ffi iitn,;;*Vc,$
i--,l.l;,,
This publication is being distributed by the Division
of Building Research of the National Research Council.
It should not be reproduced in whole or in part, without
permission of the original publisher. The Division would
be glad to be of assistance
in obtaining such permission.
Publications of the Division of Building Research
may be obtained by mailing the appropriate remittance
(a Bank, Express, or Post Office Money Order or a
cheque made payable at par in Ottawa, to the Receiver
General of Canada, credit National Research Council)
to the National Research Council, Ottawa. Stamps are
not acceptable.
A list of all publications of the Division of Building
Research is available and may be obtained from the
Publications Section, Division of Building Research,
National Research Council, Ottawa, Canada.
F I G U R E 1 A l l p r e c a s t - i n c l u d i n g elevator/stair core (Taylor Woodrow, U K , L a r s e n a n d N i e l s e n )
CANADIAN CASE STUDIES
FIGURE 2 Precast foundations await light concrete panel housing (Siporex-Salemstaden, Sweden)
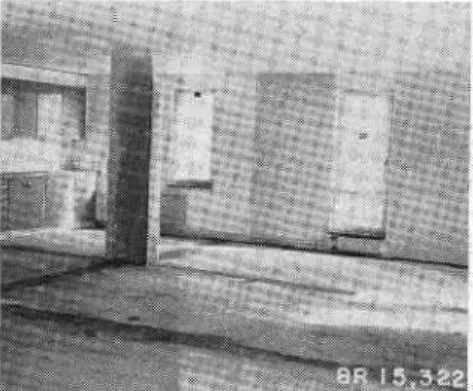
F I G U R E 3 O p e n d w e l l i n g re a d y f o r direct flooring, modular partitions (Skarne, Stockholm)
Potentials
for Ganada
seen in advanced
system building
in Europe
This review shows that the new and various types of
system building, now being carried on in Europe, has
particular significance for Canada. In this unique
and most comprehensive article, based on a year's
tield study in Scandinavia and the United Kingdom,
Mr. R. E. Platts of the Division of Building Research,
NRC, Ottawa, discusses the salient feafures and
methods he saw in use.
By R. E. PLATTS Conshuction Section, Division of
Building Research, NRC Reports of increasing success in in-dustrialized production of urban hous-ing schemes in Northern Europe, where factory systems yield high quality with high productivity, have generated great interest in Canada. The surprising rush to city living and multi-family housing here - the same pressure that for years has motivated the evolution of system building in Europe - is forcing critical question-ing of our approach to urban housquestion-ing planning and production. Not that the European advances are fully ac-cepted as relevant here: the relevance is questioned both in terms of produc-tion aspects and the divergent political philosophies, of housing. The Division of Building Research decided that di-rect field studies of advanced systems projects in full-flow production would be the best way to get sorne of the technical questions answered - to
assess the potentials and problems from the Canadian viewpoint.
The field work was done over a one-year period beginning in September
1966. System housing projects in
Northern Europe were selected for the field studies (see box), those in Scandi-navia being pafticularly useful because of the similarities to present or evolv-ing Canadian conditions. There, the demand is for quality urban housing designed to fit cold climates both dur-ing construction and in final use; the population is concentrated in pockets with great distances between them; the size of contracts is similar to that in Canada, and the job is done by private contractors. Factory systems now pro-duce up to 70% of all housing in some Scandinavian centres. On the other hand, the housing client there is usually a public body and this allows a market continuity and a planning ap-proach not yet achieved here.
Large Panel Precast Systems
Although the design and production of steel, wood and lightweight panels are understood in North America, the European advances in complete sys-tems of precast concrete are worth particular study. The leading precast systems have evolved to an effective simplicity. Precast components form the entire structure: crosswalls, floors, elevator shafts, stairs and landings, re-fuse chutes and ducts (Fig. 1). Some-times in Scandinavia the complete foundations (Fig. 2) as well as unit bathrooms and partial kitchens are also precast. The well-known concrete and foam plastic "sandwich" panels
form the exterior walls in many cases, but this role has been taken over to a large extent by prefinished panels of lightweight concrete or wood frame.
These structures are based on un-reinforced crosswalls of 6- to 8-in. thickness (as dictated by sound insula-tion requirements), distributing verti-cal and shear loads storey by storey to the ground with the assembled floor panels acting as horizontal dia-phragms. Recent simplifications are notable: no longer is any vertical con-tinuity of steel reinforcing required in buildings up to even 21 storeys high, nor any steel tying between the exteri-or wall panels, nexteri-or any welding of steel, nor any necessity for a structural spine or core of cast-in-situ concrete. The precast panels form pigeon-hole multiple-dwelling structures with an openness and flexibility dictated by the floor panel spans (typically about 18 ft with a7-in. thick reinforced tu-bular-core panel), ready for direct painting, flooring or finishing after limited amounts of grouting and patching. The vertical panels are nor-mally I storey high and 14 to 18 feet long, staying within the 5-ton capacity (metric-tonne or the long ton) which can be handled over the width of a housing block by available cranes.
Other developments are offering im-proved efficiency or simplicity, partic-ularly in the low- or medium-rise schemes which dominate the Northern European scene. Cast-in levelling bolts may be eliminated in favor of shims. Steel reinforcing bars running in all the joints between floor panels may give way to perimeter steel runs only, or to a few steel loops connecting the panels. They are then ready for final grouting of the narrow joints to com-plete the floors as full diaphragms. Such approaches can also aid in winter erection, since complete floors can be closed in and heated before any grout-ing is required. Equally notable is the successful use of longer span floor panels (for example prestressed panels 1/z-in. thick with a l9-ft span, or 8/z-in. thick with a 25-ft span) sup-ported by precast columns and stair-cases between the crosswalls, thus re-ducing the number of crosswalls and offering "open dwellings" (Fig. 3) ready for flexible layout with any effi-cient partitions (Fig. 4).
The technical soundness of the Scandinavian system housing blocks now goes well beyond that of most Canadian apartment construction,
de-spite the lesser demands of climate. The concrete structure never pro-trudes from the heated interiors to the outdoor exposures, so avoiding cold surfaces and condensation problems as well as maintaining the dimensional constancy of the entire building and simplifying the design of joints. Ex-pansion joints have disappeared. Where crosswalls protrude to carry balconies (Fig. 5), insulated panels may cover the exposed areas, while the balcony floors are separated from the interior floors with foam polysty-rene strips or other thermal separa-tions. Alternatively, the entire balcony
structure may comprise an isolated system (Fig. 6).
The so-called "sandwich" concrete panels also differ from North Ameri-can practice: the exposed outer leaf of concrete (perhaps only ZVz in. thick) is hung on a few corrosion-resistant steel ties to the inner leaf, leaving it free to move in all directions. The 4-in. thick insulating core of foam poly-styrene or vented mineral wool extends to the edges of the panel: no concrete surround is incorporated so no differ-ential forces or restrain'ts can cause cracking.
The freedom of the outer leaf is
en-Field studies in EuroPe
The author arranged the field studies under the leading systems contractors listed below, whose full co-operation allowed useful assess-ment of the fast-paced projects. Wateg England: high-rise projects
and site factories studied in Lon-don under contractor, Wates Ltd.
Jespersen, Denmark: studies under consultant P. E. Malmstrom, and Jespersen and Sons A/S, CoPen-hagen. Low-rise projects and central factory studied in Eng-Iand under contractor John Laing Ltd., and in Bjuv, Sweden under A-Betong AB and contrac-tor, Hermanssons Byggnads AB. Larsen anrl Nielsen, Denmark: studies under Larsen and Nielsen Consultor A/S, Copenhagen, in-cluding a low-rise project in Elsi-nore. High-rise projects and fac-tory studied in England under contractor, Taylor Woodrow -Anglian Limited.
Skarne, Sweden: studies under Skarne Internationella AB, Stockholm, including low-rise "566" project at Orminge. Facto-ry and low-rise project studied in England under contractor, Crudens Limited.
SF 1, England: high-rise project studied in London under the sYs-tem sponsor the Greater London Council.
5M, England: Low-rise Project studied at Harlow New Town under the sponsor the MinistrY of Housing and the contractor Taylor Woodrow-Anglian Limit-ed.
Cubitts 4-Storey, England: Project studied at Maidenhead under the contractor. Cubitts Limited. Siporex, Sweden: Low-rise project
studied at Salemstaden New Town, under the CitY of Stock-holm building comPany AB Svenska Bostader, and SiPorex Internationella AB.
The first four studies involved a large-panel precast concrete system of high "factory content". The remaining studies were of "lightweight" system housing, the first featuring precise st€el frame with 3-storey-high exterior wall panels of plastic on lightweight concrete, and panel infill throughout; the next two using light steel frame with wood Panel and other light infill; and the last featuring plastic-coated light-weight concrete panels.
Augmenting the above main studies, field reviews of varied depth served to fill in the more complete picture of systems devel-opments. These included such ad-vanced and highly complete wood systems as Elementhus in Sweden, Polar Folkhuset sectional house in Finland, and the Norges Tekniske Hogskole large-panel system, Nor-' way. Further concrete Panel hous-ing projects included the Hungari-an system near BudaPest, VAM and Dura-Coignet in Holland, Ree-ma in England, Skanska Cement-gjuteriet's Angle Element and "Heart" ventures in Sweden, and Puolimatka and Polar in Finland. The unique Jackblock process was also observed in Holland.
FIGURE 4 Movable partitions ready for vinyl trim (Skarne, Stockholm)
F I G U R E 5 T h e r m a l is o l a t i o n o f b a l c o n y structure (Wates, London)
F I G U R E 6 l n d e p e n d e n t b a l c o n i e s (Skarne, Stockholm)
sured by the very simple forms of "open rain-screen" joints (Fig. 7), first developed in Denmark and Norway, which are now used in much of Northern Europe (and finding increas-ing use in Canada). At the same time the joint forms a sound and fire bar-rier at the end of the crosswalls. A "stuffer" of mineral wool enclosed in polyethylene film helps to insulate that point and can act as an air seal (Fig. 8 ) .
The precision achieved in the lead-ing systems in both the component production and the final building is re-markable. The cured concrete panels, stairs, refuse chutes etc. are accurate to within le in. or better; final posi-tions in the building are seldom off by more than 1/+ in. and verticality is sim-ilarly maintained; errors are not cu-mulative; runs of up to 40 ft of tight-joint prefinished partition panels may meet concrete crosswalls with the final tolerance gap showing deviations of -+/e in. Careful surveys showed that such precision did not retard but rather enhanced the overall speed of erection, particularly in the service and interior components (rnodular prefin-ished partitions, cabinetry walls, etc.) that make up more than half the cost of a building.
Boxes and Half-Boxes
Since the 1930s various ventures in house production have been based upon complete sections or boxes. Their inherent advantage of high "fac-tory content" has always been more or less balanced by the inherent disad-vantage of higher transportation costs, including "vertical transportation" on site. In multi-family housing, Israel has used the concrete box approach to some extent and the USSR still does. Such established systems utilize classic building shapes to retain simplicity in structure and in all servicing, access, and weather-protection arrangements, while achieving very high factory con-tent; quite different from the complex example of Habitat'67. An interesting hotel project currently being built in Texas is similar to the established So-viet approach.
Although it may not be economical-ly feasible to produce the general liv-ing area of a buildliv-ing in box units, concrete system ventures in Europe have demonstrated that the highly serviced and costly areas such as bath-rooms and kitchen "cores" can better justify the complete box approach.
Such units in concrete can weigh 8 tons or more. European developers are now working toward wood-frame bathroom units on concrete floor pan-els to reduce weight and costs; recent Canadian developments in glassfibre-plastic unit bathrooms may offer still greater potential.
To retain some of the box unit ad-vantages while allowing "nesting" for less bulky transportation and vertical battery production of less complexity than the moulding of complete box units (Fig. 9), a half-box or "angle ele-ment" system has now been establish-ed in southern Swestablish-eden. A large floor panel and a crosswall are moulded as one to form the very precise "angle" unit. The continuity between floor and wall permits fairly complete cast-in electrical and plumbing services (Fig.
10). The erected units brace them-selves to form stable structures (Fig. 1l) and, as they can be erected dry, winter construction is simplified. The factory and transport equipment re-quired is quite heavy, but a site-facto-ry scheme is also available, and the system is reported to be competitive. Both the box and half-box unit sys-tems entail considerable rigidity of in-terior layout, but properly used they can readily accommodate most dwell-ing designs and yet give optimum quality control.
Production
Because of our scattered popula-tion, the site factory concept (Fig. 12) is naturally intriguing to Canadian de-velopers as it can be used to extend system building in the smaller centres. It can only do this economically for large projects, however, because a site factory entails considerable expendi-ture of time and money for each move to a new project. Europe now relies mainly on permanent regional facto-ries rather than site factofacto-ries, especial-ly where good road systems present no barrier to the transportation of large, finished components.
The mainstay of concrete system production, whether in central or site factories, is still the horizontal mould. They require a lot of heated space: a factory producing the complete range of concrete components for 8 to 10 dwelling units a day on a single shift (over 2,000 a year) requires about 90,000 sq ft of floor area. One alter-native gaining wide acceptance in Eu-rope and of particular potential in
F I G U R E 7 I n s u l a t i o n a n d " r a i n s c r e e n " detail (Taylor Woodrow, UK, Larsen and Nielsen)
Canada is the "vertical battery." For equal production capacity, the vertical battery needs only l/lZth the factory space required by horizontal moulds; furthermore, it is much easier to heat, produces two good surfaces with accu-rate panel thickness, eliminates any tendency for bowing, and does not need a massive plane base (Fig. 13).
Of equal importance is the effect oI the vertical battery on the efficiency of material use in the building struc-ture, especially for low- to medium-rise buildings. Since sound insulation requirements dictate the thickness of the panel, and the strength required for striking the mould dictates the fi-nal concrete quality, production in horizontal moulds results in needlessly strong and costly structure. The verti-cal battery mould can be struck at rel-atively low concrete strength, shorten-ing the cycle and/or reducshorten-ing the material cost. Certainly horizontal moulds often include a tilt-up feature to gain the same end. They also allow faster filling of the mould than do the restricted cavities of vertical batteries - but these are being improved in this respect. Leading systems now use vertical batteries not only for all cross-walls but also for floors and even sandwich panels, despite the extra constrictions involved.
The concrete casting operations in-volved in charging the moulds are of-ten a weak link in the otherwise smooth chain of precast system pro-duction. In the simplest factories a skip with a capacity of one to three cubic metres is used; the larger ones in this range can be quite effective, if employed with a suitable ooncrete batcher.
Production seems smoother and faster in those factories which have adapted what is basically concrete roadJaying equipment to the flat
F I G U R E I P l a c i n g s a n d w i c h w a l l w i t h "stuffer" seal. at service wall (Skarne, Stockholm)
mould casting job (Fig. 14). A rotary reel feeder with ample storage capaci-ty moves along over the fixed moulds, followed by a travelling vibrator and finally an oscillating screen. Final hand troweling is required even here, but it is relatively fast and the surface is unusually flat.
At present the traversing conveyor belt rigs seem most effective in filling flat moulds, while the concrete pump offers great promise for vertical bat-teries. In one notable development the conveyor caster is oombined with a vi-brating panel station as part of a com-plete moving line of floor panels. These are quickly cast and compacted with tubular cores, then semi-automat-ically processed through steam curing ovens and finally removed by vac-uum-pad lifters. The entire cycle takes about four hours.
At least two other production tools are exciting interest. The "panel press" of the British Building Research Station operates as a mammoth con-crete block press and is capable of producing a large panel in 15 minutes or less. As yet it is restrictive in size, panel design and surfacing. A Cana-dian-developed "concrete extruder" is now proving itself in use, efficiently producing tubular-core floor panels, plain or prestressed, as it pushes itself along a casting bed.
Although production efficiency in the concrete panel factories does not appear to match that of the older mass-production industries, the tech-niques and organization are being im-proved quite rapidly. The complete set of components for a dwelling unit may involve about 400 man-hours in a good factory, but at least one factory is said to do the job in less than 300 man-hours. These figures include the cast-in-panel services, but not the pre-finished kitchen cabinetry and
parti-F I G U R E 9 C o n s t r u c t i n g m o u l d f o r u n i t bathrooms (Puolimatka, Finland)
tion units. A plain floor or crosswall panel with cast-in electrical conduit may require direct lahor of about 3 man-hours per 100 sq ft in a simple plant with fixed-station horizontal moulds fed by concrete skips; this may be reduced to about 2 to l 5 man-hours per 100 sq ft in more mecha-nized plants using vertical batteries or flat moulds with conveyor-belt feed-ing.
A complete factory offering such levels of efficiency costs over $500,-000 for a production capacity of 300 dwellings a year on a single shift basis; a larger factory costing over $1,-200,000 can produce 1,000 a year. In either case the production can be dou-bled without extra capital investment by using two shifts, since two or more mould cycles a day can be attained.
On-Site
The production-erection flow is re-markably smooth as practiced by the leading system developers. The site is seen as the assembly-line extension of the factory. To begin with, the site is prepared according to the simple as-sumption that no delay or down-time of equipment is tolerable anywhere. All services and main roadbeds are prepared in advance; even temporary roads of standard precast panels were seen in Holland. The groundwork and foundations for large blocks may take about four months, but systems in Scandinavia which now include pre-cast foundations and basements can reach this stage in about two months.
On such sites the approach is this: the proper equipment is always there and is always busy (Fig. 15). The crane runs at a steady pace of 120 and even 150 lifts a day over the complete period of building erection. It assem-bles from 2 to 31/z dwellings a day in any type of housing block, forming
F I G U R E 1 0 C a s t - i n - p a n e l c o n d u i t (Skanska Cementgjuteriet, Sweden) two or more floors a week on high-rise blocks.
On the increasingly common (and attractive) low-rise schemes the estab-lished rail-tower crane is giving way to the crawler-boom and fully mobile cranes. The first may cost about $80,000 in Europe (a third of that being for the track), the second about $50,000, the third about $80,000; in all cases considering a capacity of about 100 tonne-meters 6bout 125 ton-yards, in short tons). Such equip-ment can place even unit bathrooms anywhere within most housing blocks up to four storeys high, and higher in some cases. One contractor now uses a crawler-boom crane of about 25O tonne-meter capacity for blocks up to 16 storeys high in large panel concrete construction.
Boom cranes offer more mobility on site and between sites than tower cranes, and a considerably better abili-ty to operate in windy conditions. Sev-eral Northern European projects em-ploying boom and tower cranes on high-rise large panel concrete systems were observed during the unusually windy conditions early in 1967. The crawler-tower cranes lost only two days of work, whereas the torque limi-tations of tower cranes resulted in stoppages of ten days. A notable
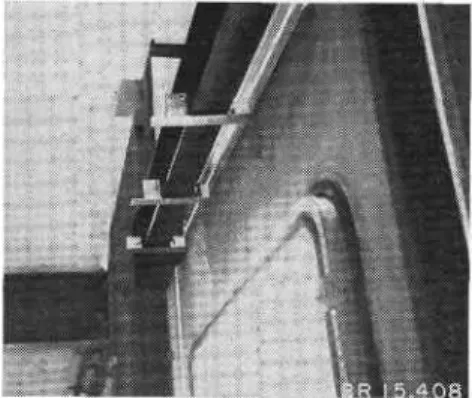
steel-andJight panel development uti-lizes a vertical track to guide the large panels in the wind (Fig. 16).
Typically the erection or "montage" crew on large panel concrete work consists of seven or eight men. The crane operator may relieve the pres-sures of his duties by alternating his job with the slinger, who fixes the crane tackle to the panels or packets of components waiting on the trailer on the ground. Two men may lay out the exact positions for all components, adjust the levels of the shims or level-ing bolts awaitlevel-ing the large panels, and check the final positions and ver-ticality. Two or three men will receive and guide each panel into place and fix the braces; then one or two men will grout the narrow joints where re-quired and strike them flush.
The further operations of "dry
packing" non-shrinking mortar under the wall panels and grouting the joints of the floor panels above, then finally patching all flaws and prepaiing for direct finishing, may be done more or less independently of the prime erec-tion time and crew. Now the building may be completed to a stage roughly comparable to the serviced and dry-walled stage of our traditional wood-frame housing. The erection work re-quires about 40 man-hours or less per dwelling unit. Equally important, such steady rates were observed even where most of the erection crew were com-pletely new to any construction only a few days earlier.
Several system contractors organize the lifting of nearly all interior and servicing components onto each floor as the building is erected, using pack-ets or containers so that the crane
ca-FIGURE 11 Angle element structure (one unit shown in white) (Skanska Cement-gjuteriet, Sweden)
F I G U R E 1 2 S e t t i n g - u p m o u l d s
pr0-pacity is used to advantage. Where prefinished panels of wood frame or other light construction form the exte-rior walls - as is often the case -these may come to the job protect-ed in vertical oontainers which allow their removal in any sequence. The or-ganization is now such that the heat-ing lines and radiators can be hooked up as each floor is erected, so that the closed-in storey is heated before joint grouting or patching is required. Even when temperatures are below OF, the uppermost floor can be grouted utiliz-ing the room heat below and insulat-ing pads on top (these may be large pads of mineral wool or flexible poly-urethane foam enclosed in polyethyl-eneJ.
It was useful to study the construc-tion progress of the same system in different countries and at different sites. Where top-flight job manage-ment was not in evidence, or where various architectural changes called for in-situ adjustments or additions to the basic range of components, the job flow was entirely different from that noted above, Job management is at least as important as the over-all sys-tem design and techniques. In the well-established concerns which now combine the factory, the site and the organization in a complete systems ap-proach, the reported productivity can be noteworthy. Starting with sand and gravel, dwelling units can be produced in less than 800 man-hours, including all site work and all the factory work except for cabinetry and some parti-tion components. In some cases the site work is said to take about 300 man-hours and the factory work the same or less, approaching as low as 500 man-hours for a high-quality dwelling unit.
Steel Frame
Steel system projects demonstrated the advantages of precision, "self-jig-ging" and leveling, and flexibility of spans and interior layouts (Fig. 17). There was evidence also, however, of the difficulties of achieving high facto-ry content, complete interior packages and servicing, balanced erection flow, and prefabricated or simplified fire protection and "make good" steps to form the completed building (Fig. 18). On high building jobs savings were re-ported of about 5OVo in the founda-tions as compared with heavy build-i n g s , b u t t h e p r e c build-i s build-i o n r e q u i r e d cancelled some of this.
High buildings in steel may rely for stability on a structural spine of cast-in-situ concrete which also provides enclosure and fire protection for stair wells and elevator shafts. This core re-quires on-site formwork, reinforcing and casting operations which can be extremely tedious and difficult to phase in or balance with the rapid steel and panel erection. Smooth-flow production can be attained by using precast concrete panels to form the central spine. The over-all stability can be augmented by using some wall or partition panels for racking resistance.
A steel column or girder can take nearly as long to place as a complete large panel, and this too caused un-even work flow and poor use of the crane. To avoid this, the area around the building could be used to pre-as-semble the steel as complete bents or even boxes (or half-boxes) with or without the infill panels attached.
As with concrete, the steel systems are based on sound technical design. Simple detailing allows the insulated exterior wall panels to run with effec-tive continuity over all the steel struc-ture, so that no steel protrudes to the exterior. Again, the dimensional con-stancy of the structure is ensured; thermal bridging, condensation, and jointing problems are reduced or elimi-nated. Floors are formed with precast concrete panels on the steel frame-work.
These advanced systems still retain considerable complexity and necessi-tate on-site construction of fire protec-tive and aesthetic coverings for the steel. Preformed asbestos-cement
cov-F I G U R E 1 5 " T h e p r o p e r e q u i p m e n t i s there and is busy" (Skarne, Stockholm)
FIGURE 16 Vertical track guides 3-storey-high panel in wind (SF 1, Lon-don)
F I G U R E 1 8 C l o s i n g - i n s e r v i c e g a p b e -t w e e n f l o o r a n d w a l l p a n e l s ( S F 1 , London)
erings, used to some extent, generally involve tedious cutting and fitting, and can include "flues" that detract from their fire protective reliability. Some systems used sprayed asbestos to avoid this problem. Swedish research has re-sulted in complete systems using fire-resistant suspended ceilings to protect the steel beams, and prefabricated shapes of gypsum, concrete or asbes-tos-cement which simply fit over the steel columns between the flat floor and ceiling planes. The concealed spaces can be divided with mineral
wool or other fire-stops to eliminate connecting "flue" paths.
Services and Interiors
Thirty years ago the complete serv-ices and interiors together represented about /+ of the cost of a completed building; now they make up 2/ 3 of the cost. A factory system approach that concentrates on the structure alone is scarcely a system at all. The widespread advances in Scandinavia incorporate complete interior and service components, which are precise, modular and highly prefinished. The field surveys consistently showed that handling damage of prefinished sec-tions (including completely glazed ex-terior wall panels) is almost negligible. Containers protect the partitions, doors, cabinet-wall and kitchen units which generally are finished in baked-enamels or vinyl films (Figs. 4 and
te).
The fine accuracy of all compo-nents cannot be overemphasized. Pre-cast panels form the elevator shafts accurately enough to receive the eleva-tor tracks without plumbJine work, and there are moves to design the cage with rubber wheels to run directly against the panel walls. Highly fin-ished precast stairs and landings are set into the stair-wells with little fur-ther adjustment. Rubber pads are of-fen used to acoustically isolate the landings from the structure and a gap is left between the stairs and the walls for the same purpose - incidentally eliminating on-site finishing of this juncture.
Although a number of developers use the complete unit bathrooms and kitchens mentioned previously, 6thers have evolved a service-wall approach which combines over-all productivity with less restricted layout and han-dling. Such walls may include open ducts and servicing spaces (Fig. 8) which come closer to providing the "plug-in-take-out" flexibility of servic-ing which many believe our future buildings will need.
Electrical wiring is commonly run in cast-in-panel conduit or chases, through baseboard units or sometimes within the top gap of partition systems (Fig. ). Junction- and switch-boxes are now only s7" in. deep and require no heavy anchorage. The evolving codes in Europe thus allow complete wiring within partition panels only 1/z or 2 in. thick. The precut panel partitions themselves were seen to be F I G U R E 1 9
h a g e n )
rr r:%qffl
$
r
Completed interior (courtesy of Jespersen, p. E. Malmstrom,
erected by 2 men at a sPeed at which 3, 4 or more Canadian houses a week could be completed including all clos' ets and interior doors. In another in-stance a similar system requiring job-cutting on site achieved only a third of this speed.
The concrete system concerns have yet to develop rapid methods of fixing trim, cabinetry, door frames and the like to the precast panels. Shot firing and power drilling remain slow; cast-in anchor plugs of wood or plastic are tedious and inflexible; and adhesives have not worked well as Yet. ManY avoid some of this work by casting in complete windows and doors. Some of the notable partition work mentioned above is quickly fixed in place by fric-tion alone. Extruded vinyl trim pieces are shaped so as to anchor themselves to such partitions and doors.
Washable wallpaper with kraft paper backing which accommodates pits and moulding flaws of uP to r/+ in. is now in standard use in the precast buildings. The underside of the precast floor panels is painted directly (with the joints revealed) forming
at-tractive ceilings. [n frame and other buildings, "kits" of plasticized vinyl are simply stretched into position by two men to form susPended ceilings for three to five houses a daY. Pre-formed and welded vinyl sheets cover entire floors and walls of bathrooms' Such developments are being adopted at a surprising rate.
The Comprehensive System Approach One observation of interest: the sys-tem building projects studied that are achieving smooth flow and qualitY control with high productivity are de-velopments of heavy engineering con-tractors. Such concerns are large enough to create or bring together all design, planning, material and compo-nent interests as best suited to the total iob. The systems combine materials, simplify trades and jurisdictions under comprehensive unions, and offer a complete package service with design choice (Fig. 20). Such approaches of-fer these advantages over traditional building in the same countries: better working conditions, control, schedul-ing and turnover, with some reduc-tions in overall oosts, particularly in
medium- and high-rise work. Contrac-tors report direct savings of about l5Vo, with a further 5Vo gained on construction financing due to faster completions.
Several system combinations are worth consideration in Canada. Town house complexes can use standard pre-cast panels for basements, party walls, even perhaps clear-span floors, filling in the exteriors and interiors with wood-frame or other light panels. The same combination extends to high-rise housing; the "open dwelling" approach allows flexible use of complete interior and service components. Steel systems can develop along the Swedish direc-tion of providing fire protecdirec-tion in the suspended ceiling planes and in covers of preformed gypsum, concrete or as-bestos-cement. There is no doubt that factories can produce high-quality housing efficiently and are in fact doing so.
(This paper is a contribution from the Di' vision of Building Research, National Research council of Canada, md is published with the approval of the Director of the DiYision.)