HAL Id: dumas-01884901
https://dumas.ccsd.cnrs.fr/dumas-01884901
Submitted on 1 Oct 2018HAL is a multi-disciplinary open access archive for the deposit and dissemination of sci-entific research documents, whether they are pub-lished or not. The documents may come from teaching and research institutions in France or abroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, est destinée au dépôt et à la diffusion de documents scientifiques de niveau recherche, publiés ou non, émanant des établissements d’enseignement et de recherche français ou étrangers, des laboratoires publics ou privés.
Évaluation d’un biomatériau composite cellularisé
fabriqué couche par couche pour la régénération osseuse
Maxime Seimbille
To cite this version:
Maxime Seimbille. Évaluation d’un biomatériau composite cellularisé fabriqué couche par couche pour la régénération osseuse. Sciences du Vivant [q-bio]. 2018. �dumas-01884901�
Université de Bordeaux
Collège des Sciences de la Santé
UFR des Sciences Odontologiques
Année 2018 N°47
Thèse pour l’obtention du
DIPLÔME D’ÉTAT DE DOCTEUR EN CHIRURGIE DENTAIRE Présentée et soutenue publiquement
Par Maxime SEIMBILLE
Né le 03/11/1991 à Montréal, CANADA
Le 17/09/2018
Evaluation d’un biomatériau composite cellularisé fabriqué
couche par couche pour la régénération osseuse
Directeur de thèse
Pr Sylvain CATROS
Membres du jury
Président Pr Sylvain CATROS Professeur des universités Directeur Pr Sylvain CATROS Professeur des universités Rapporteur Dr Mathilde FENELON Assistante hospitalo-universitaire Assesseur Dr Jean-Marie MARTEAU Maître de conférences des universités Assesseur Dr Adrien NAVEAU Maître de conférences des universités
A notre Président et Directeur de thèse
Monsieur le Professeur Sylvain CATROS
Professeur des Universités – Praticien Hospitalier
Sous-section Chirurgie orale 57-01
Merci pour l’honneur que vous m’avez fait de diriger cette thèse et de m’accueillir au sein de l’unité INSERM U1026 afin de mener à bien ces recherches. Merci pour votre rigueur, votre disponibilité et votre gentillesse tout au long de ces années.
A notre Rapporteur de thèse
Madame le Docteur Mathilde FENELON Assistant Hospitalo-Universitaire
Sous-section Chirurgie orale 57-01
Merci d’avoir accepté de relire ce travail et de faire partie de ce jury de thèse. Nous ne nous connaissons pas bien mais j’espère y remédier par la suite !
A notre Assesseur
Monsieur le Docteur Jean-Marie MARTEAU
Maître de Conférences des Universités – Praticien Hospitalier
Sous-section Chirurgie orale 57-01
Je suis très honoré que vous ayez accepté de faire partie du jury. Ce fut un réel plaisir de suivre vos enseignements et d’avoir pu travailler un peu à vos côtés à l’hôpital au cours de ces années d’études (quel bonheur également de passer entre vos mains afin de sortir mes DDS bien incluses !!).
A notre Assesseur
Monsieur le Docteur Adrien NAVEAU
Maître de Conférences des Universités – Praticien Hospitalier
Sous-section Prothèses 58-01
Je vous remercie d’avoir accepté de faire partie de ce jury de thèse. Je n’ai pas eu le plaisir de travailler avec vous en milieu hospitalier, mais j’ai entendu parler de votre gentillesse et rigueur clinique par mes camarades de St André !
Remerciements
A mes parents qui ont su créer un environnement familial favorable à un épanouissement complet, se traduisant, notamment, par ces études passionnantes et ce métier qui les conclut. Merci à vous deux. A mon frère Denis : une vie professionnelle brillante et une vie personnelle réussie et à cent à l’heure, je te souhaite que tout cela dure et plein de projets futurs ! A mon frère Gildas : tu as su trouver une voie dans laquelle tu t’épanouis et tu excelles, qui devrait t’assurer un avenir bien occupé mais radieux (en France ou ailleurs !). A ma sœur Marianne : ton ouverture d’esprit devrait te permettre de t’épanouir dans la voie que tu as finalement choisi. Tu es pleine de ressources, je ne m’en fais pas pour toi ! A Léa : nous nous sommes rencontrés à la fin de mes études mais tu as été d’un grand soutien pour ce travail (entre autre !). J’espère qu’un bel avenir nous attend ! A mes fidèles camarades de promo, et pour certains colocataires : Pierre-Axel, Théodore, Arthur-Louis, Benjamin, Julien, Alex, Florian, Tom, Pierre-André, Baptiste, Jocelyn, François, Luc, Juliette, Marielle, Virginie, Marion, Violaine, Mélanie, Laudine. Merci pour ces supers années, je vous souhaite à toutes et tous de belles carrières !
Aux anciens du lycée et de la PACES : Thibault, Victor, Guillaume V, Xabi, Perrine D, Simon D, Paddy, Paul L, Perrine F, Thomas T, Mathieu C, Alexis, Guillaume V bis, Nadège, Thomas S, Marie P, Sylvain P. Ce genre d’amitiés qui durent !
A tout ceux rencontrés lors de ces années : Margaux, Arthur C, Mounir, Marine G, Clémentine, Mickael R, Constance L…
Un remerciement tout spécial à Vera Guduric. Merci pour ton accueil, ta gentillesse et ta patience lors de mon passage au laboratoire (et pour toutes mes questions par la suite !). Bon courage pour ton post-doc !
Stage qui n’aurait pas été le même sans Mathieu Mamène Maisini et sa bonne humeur ! Bonne suite dans tes nouvelles études, qui sans aucun doute te plairont. Bientôt confrères !
Table des matières
1. Introduction ... 7 1.1. Ingénierie Tissulaire ... 7 1.2. Choix du biomatériau ... 9 1.3. Matériaux à disposition ... 10 1.3.1. Matrices inorganiques ... 10 1.3.2. Polymères ... 10 2. Le PLA comme biomatériau de régénération osseuse ... 11 2.1. Présentation du polymère ... 11 2.2. Applications cliniques ... 13 2.2.1. Chirurgie orthopédique ... 13 2.2.2. Chirurgie orale ... 14 2.3. Impression 3D et PLA ... 14 3. Approche expérimentale ... 16 3.1. Contexte scientifique ... 16 3.2. Objectifs du travail ... 18 3.3. Matériels et méthodes ... 19 3.3.1. Préparation des membranes LBL cellularisées et des matrices bloc ... 19 3.3.2. Préparation histologique ... 22 3.3.3. Coloration au trichrome de Goldner ... 22 3.3.4. Marquage immunologique ... 25 3.3.5. Quantification des vaisseaux sanguins ... 25 3.3.6. Analyse statistique ... 26 3.4. Résultats ... 26 3.4.1. Impression 3D et traitement du biomatériau ... 26 3.4.2. Coloration trichrome de Goldner ... 27 3.4.3. Marquage immunologique des cellules humaines implantées ... 31 3.4.4. Analyse statistique ... 34 3.5. Discussion ... 35 3.5.1. Interprétation des résultats ... 35 3.5.2. Méthode de stérilisation ... 36 3.5.3. Méthode de stabilisation ... 37 4. Conclusion ... 381. Introduction
De nos jours la réhabilitation implantaire est la technique de choix en cas d’édentement, mais le manque de volume osseux alvéolaire en hauteur et en largeur nous impose fréquemment de réaliser des greffes osseuses (1). L’origine des pertes osseuses est multiple : infection, traumatisme, kyste, tumeur, résorption après extraction, résorption physiologique (2).
Pour faire face à cet obstacle, le praticien dispose d’un arsenal thérapeutique varié mais bien souvent guidé par la situation clinique. Avec un taux de succès de près de 96%, la greffe autologue est la technique de référence (3), mais la quantité d’os disponible est limitée, et cette technique peut entraîner une morbidité associée en augmentant le nombre d’interventions et de sites opératoires.
Afin de combler les défauts osseux, plusieurs biomatériaux sont disponibles, mais ils ne présentent pas toutes les propriétés nécessaires pour une régénération complète du tissu osseux, telles que l’ostéoinductivité et le potentiel ostéogénique.
1.1.
Ingénierie Tissulaire
Dans ce contexte, le concept d’ingénierie tissulaire est apparu en 1993 lors d’une publication de Langer et Vacanti, qui définissent « L’ensemble des techniques et des méthodes s’inspirant des principes de l’ingénierie et des sciences de la vie, utilisées pour développer des substituts biologiques pouvant restaurer, maintenir ou améliorer les fonctions des tissus endommagés » (4).
Ainsi, un des objectifs de l’ingénierie tissulaire est de concevoir un support 3D biocompatible, pouvant s’intégrer au sein d’un tissu afin de combler une lésion ou corriger un défaut en permettant l’adhésion et la prolifération d’un type cellulaire spécifique (5) (Figure 1). À l’avenir, l’objectif ultime serait de recréer des organes complets.
Figure 1 : Schéma des étapes de l’ingénierie tissulaire d’après Blitterswijk (6)
En chirurgie orale et maxillo-faciale, la régénération tissulaire est devenue un enjeu majeur depuis une vingtaine d’années. L’intérêt n’a cessé de croitre que ce soit pour la région cranio-faciale, ou pour les structures dentaires et parodontales (7). Ainsi, l’ingénierie tissulaire concerne toutes les branches de l’odontologie (8, 9).
En implantologie, le manque d’os et/ou de qualité suffisante ainsi que des proximités anatomiques (tels que le sinus maxillaire ou le nerf alvéolaire inférieur) sont les obstacles les plus fréquemment rencontrés au niveau du site implantaire (9).
L’ingénierie tissulaire osseuse (ITO) a été mise au point afin de repousser les limites des méthodes conventionnelles de traitement des défauts osseux, et en particulier, comme évoqué précédemment, la morbidité associée au site de prélèvement des greffons autologues et les échecs d’intégration de greffes de gros volume (10).
Parmi les nombreuses avancées en ingénierie tissulaire, la biofabrication est apparue comme méthode alternative pour concevoir des matrices de régénération osseuse, en utilisant le prototypage rapide et les technologies de fabrication additive. Ainsi, à partir d’images radiographiques, il est possible de réaliser une matrice sur mesure à l’aide de logiciels dédiés, en ayant la possibilité de définir les caractéristiques externes et internes du matériau. Il existe différentes méthodes de prototypage rapide (Rapid Prototyping ou
Cependant, malgré les progrès apportés par ces techniques de prototypage rapide dans la création de matrices paramétrées, il est fréquemment rapporté un problème d’ischémie au centre des matériaux, et ce, d’autant plus que le défaut osseux, et donc la matrice, sont volumineux. Afin de répondre à ce challenge crucial, les études actuelles portent sur l’optimisation et la reproductibilité de trois paramètres fondamentaux : le biomatériau, les cellules et la matrice extracellulaire.
1.2.
Choix du biomatériau
En plus de la biocompatibilité, prérequis indispensable, la matrice osseuse idéale doit présenter trois caractéristiques fondamentales : - L’ostéogénicité - L’ostéoconduction - L’ostéoinductionUn matériau ostéogénique a la capacité de produire du tissu osseux, et ceci est une caractéristique unique des ostéoblastes. Ainsi, l’os vivant peut être considéré comme la seule réelle matrice ostéogénique. Lors d’une greffe, afin de préserver le matériel ostéogénique et son potentiel au maximum, le greffon doit être prélevé et utilisé le plus rapidement possible (12). Il faudra donc une matrice capable de favoriser la prolifération des cellules osseuses, qui la rendront ostéogénique.
Le matériau est ostéoconducteur s’il permet l’adhésion et la prolifération des cellules osseuses et la production de matrice extracellulaire par ces dernières.
Enfin, pour qu’il soit considéré comme ostéoinducteur, le matériau devra stimuler la cicatrisation osseuse en recrutant des cellules souches mésenchymateuses (MSCs) et en facilitant la différenciation des pré-ostéoblastes (13), en dehors d’un site osseux.
De plus, un des prérequis fondamental pour le biomatériau, est d’être biodégradable, et idéalement, le processus doit se faire en synergie avec la formation du néo-tissu (14). Enfin, et plus particulièrement dans le cadre de ce travail, le matériau doit être compatible avec l’impression 3D, et présenter certaines propriétés physiques et chimiques, comme nous l’aborderons plus loin.
1.3.
Matériaux à disposition
1.3.1. Matrices inorganiques
Parmi ces matériaux inorganiques on retrouve les céramiques bioactives à base de phosphate de calcium (CaP) : elles ont été largement utilisées en raison de leur très bonne ostéoconduction, et ont démontré leurs qualités dans la réparation et la régénération de défauts osseux (15). Cette catégorie englobe principalement l’hydroxyapatite (HA) et le β-phosphate tri-calcique (β-TCP), mais également les associations HA et TCP (12). Cependant, la dégradation in vivo de ce type de matériaux n’est pas complète dans le temps et ils sont assez friables ce qui rend difficile leur utilisation sous forme de blocs pour la régénération de volumineux défauts osseux. Cela dit, en association avec d’autres polymères biodégradables et en augmentant leur porosité, les céramiques bioactives pourraient être plus performantes.
1.3.2. Polymères
Différents polymères naturels ou synthétiques (purs ou chimiquement modifiés) ont déjà été utilisés pour des applications de régénération osseuse.
Naturels : collagène, chitosane, gélatine, alginate, acide hyaluronique. Ils sont fréquemment utilisés en chirurgie orale et maxillo-faciale (12).
Synthétiques : l’intérêt de la synthèse est de pouvoir concevoir des matériaux avec des caractéristiques reproductibles et prédictibles (dégradation, propriétés mécaniques). Ainsi on retrouve l’acide polyglycolique (PGA), l’acide polylactique (PLA) et des copolymères (PLGA) (13), ou encore le polyprolactone (PCL), beaucoup étudié actuellement en vue d’applications osseuses (16–18). Un autre polymère, néanmoins non résorbable, largement utilisé en chirurgie orale est le polytétrafluoroéthylène (PTFE), en tant que membrane de recouvrement pour les greffes osseuses et la régénération osseuse guidée (19, 20).
Parmi ce large choix de matériaux, et plus particulièrement de polymères, le PLA est considéré comme l’un des candidats les plus prometteurs, en raison notamment de son
2. Le PLA comme biomatériau de régénération osseuse
2.1. Présentation du polymère
Synthétisé pour la première fois en 1845 par Théophile-Jules Pelouze par condensation de l’acide lactique (22), l’acide polylactique est devenu incontournable depuis une vingtaine d’années dans le domaine industriel. On le retrouve désormais de manière ubiquitaire dans les emballages recyclables (bouteilles d’eau minérale, sacs plastiques, vaisselle jetable), comme alternative biodégradable et renouvelable aux produits fossiles.
Il est obtenu par fermentation de l’amidon (maïs, betterave) qui produit de l’acide lactique, ensuite condensé en chaines polymériques d’acide polylactique (Figure 2). Figure 2 : Structure de l’acide polylactique (PLA) Il s’agit d’un polymère semi-cristallin ou amorphe, présentant d’intéressantes propriétés ostéoconductives et il est reconnu par la Food And Drug Administration (FDA-approved) (23). Le PLA amorphe est soluble dans les solvants organiques tels que le tétrahydrofurane (THF), le benzène, le dioxane et les solvants chlorés. En revanche, le PLA sous sa forme cristalline, n’est soluble dans les solvants chlorés et le benzène, qu’à haute température (24). Le PLA est présent sous forme de deux énantiomères : l’acide poly-L-lactique (PLLA) et l’acide poly-D-lactique (PDLA). En fonction du ratio entre les deux, les propriétés mécaniques du polymère peuvent varier, ainsi que ton temps de dégradation. Une dominance de l’isomère L entrainera une augmentation de la cristallinité et du taux de cisaillement (25).
Les propriétés thermiques du PLA dépendent du ratio L/D, mais également du poids moléculaire de ces chaînes polymériques.
La température de transition vitreuse représente un intervalle de températures durant lequel la transition vitreuse est observée et elle est toujours inférieure au point de fusion du biomatériau. Elle augmente avec le poids moléculaire et la quantité d’isomères L (figure 3). La température de transition vitreuse et le point de fusion du PLA sont respectivement de 55°C et 180°C. Ce phénomène est totalement réversible et le PLA présente ainsi la capacité de retrouver son état physique initial après retour à une température inférieure. Figure 3 : Influence du poids moléculaire et de la quantité d’isomère L sur la température de transition vitreuse du PLA (26) De plus, le poids moléculaire, la température et le pH ont également une influence sur le temps de dégradation du polymère : un haut poids moléculaire augmente le temps de dégradation, une haute température diminue ce temps, et une diminution du pH l’augmente. Une étude a montré que le PLA se dégradait 4 fois plus rapidement à 37°C qu’à 25°C (27).
Cette biodégradation correspond à la décomposition du polymère en eau et en dioxyde de carbone. Le PLA se dégrade par simple hydrolyse de la liaison ester et ses produits de dégradation (acide lactique ou dioxyde de carbone et eau) sont métabolisés par les
cellules. Cette hydrolyse ne réclame pas nécessairement d’enzymes, un milieu aqueux suffit pour la déclencher.
Les propriétés mécaniques et le temps de dégradation du PLA sont légèrement insuffisants pour une utilisation optimale en ingénierie tissulaire osseuse, mais ces caractéristiques peuvent être améliorées par co-polymérisation, généralement sous forme d’acide poly-lactique-co-glycolique (PLGA) (28). Toutes ces propriétés thermiques et mécaniques autorisent l’utilisation du PLA, associé ou non avec d’autres polymères, pour la production de matrices d’ingénierie tissulaire osseuse, et en particulier pour l’impression 3D par extrusion.
2.2. Applications cliniques
Le PLA a eu pour première application médicale la fabrication de matériel d’ostéosynthèse pour stabiliser des fractures mandibulaires chez le chien dès les années 60. Il était employé comme matériau de sutures ou de tiges (29).
De nos jours il est largement utilisé dans le domaine médical. On le retrouve pour des applications vasculaires (30), cartilagineuses (27, 28) et osseuses (15, 31).
Depuis la maitrise de sa production, dans les années 1930 (35), jusqu’à nos jours, il a été employé dans de nombreuses situations cliniques : fils de suture (36), stents (37), tendons (38), greffes de peau (39), oncologie (40), vis de fixation orthopédique (41).
2.2.1. Chirurgie orthopédique
En chirurgie orthopédique, ce polymère est plus particulièrement utilisé afin de répondre au besoin de greffes osseuses, notamment de volume important. Son utilisation est largement répandue dans cette spécialité, du fait de sa biocompatibilité et biodégradabilité et de la faible réponse immunitaire qu’il entraine. L’enjeu est de parvenir à obtenir un matériau pouvant se rapprocher de la résistance, la bioactivité, la morphologie, la porosité et la mise en charge de l’os naturel.
On le retrouve ainsi pour la réparation de ménisque, en vis d’interférence (42), la régénération osseuse guidée, et même, à l’état de recherche sur l’animal, pour la régénération de moelle épinière lésée (23). En effet, le PLA, en raison de sa perméabilité et biodégradabilité pourrait servir de « tuyau conducteur » pour la régénération
d’axones myélinisés, et cela résulterait en une production de myéline de meilleure qualité que des tuyaux de silicone.
En associant les polymères avec d’autres matériaux, notamment des matrices de verre bioactif, les résultats sont prometteurs pour de futures applications cliniques. En effet, ces verres bioactifs ont déjà prouvé leurs propriétés ostéoinductives mais demeurent trop fragiles pour des applications osseuses s’ils sont utilisés seuls (34, 43).
2.2.2. Chirurgie orale
En dentisterie et chirurgie orale, le PLA a été utilisé en tant que membrane de régénération osseuse guidée (20), ainsi qu’en matériau de comblement d’alvéoles après extraction (44), ou de maintien de volume de crête alvéolaire (45).
Cependant, bien que ce matériau possède d’intéressantes qualités mécaniques et biologiques, sa dégradation à long terme au sein du corps humain soulève certains problèmes. En effet, les produits issus de sa dégradation sont acides et pourraient dans certains cas engendrer une réponse inflammatoire (46).
2.3. Impression 3D et PLA
Les technologies de Conception et Fabrication Assistées par Ordinateur (CFAO) jouent un rôle majeur afin de surmonter les limites des méthodes conventionnelles. En effet, il est possible de contrôler des propriétés bien précises et de produire ainsi des structures poreuses de forme et de microarchitecture souhaitées, avec la taille et la forme de pores désirés. Ces caractéristiques sont obtenues par des techniques de prototypage rapide ou Rapid Prototyping (RP). Le RP est de plus en plus utilisé dans la fabrication de matrices pour la régénération du tissu osseux, dès lors qu’elle permet l’élaboration rapide, peu coûteuse et très précise de modèles tridimensionnels.
Cette technologie autorise également la production de matrices d’un design sur mesure pour un patient donné, en se servant d’imagerie 3D (scanner ou CBCT). L’image du défaut tissulaire peut servir à modéliser le modèle 3D, ce qui permet d’obtenir un fichier au format STL. Par la suite ce fichier est utilisé pour fabriquer l’objet par prototypage rapide. Cette méthode de fabrication de greffon sur mesure permet d’obtenir un ajustage sur le site receveur particulièrement satisfaisant.
Il existe différentes techniques de prototypage rapide, telles que la stéréolithographie (SLA), le frittage sélectif par laser (SLS), l’extrusion à chaud de fil fondu (FDM) ou l’impression 3D par extrusion de liant sur une poudre (3DP) (35, 36).
Concernant l’impression 3D du PLA, on utilise principalement des méthodes par extrusion : - impression 3D directe d’un polymère en solution, mais souvent non biocompatible car il s’agit de polymères organiques : cela nécessite de nombreux rinçages post-fabrication, pas toujours suffisants pour éliminer tous les résidus. - la fabrication par dépôt de fil fondu ou « Fused Filament Fabrication » (FFF) ou (Fused Deposition Modeling = FDM, nom commercial). La FFF est une technique répandue dans le domaine de la fabrication de biomatériaux, notamment pour des applications osseuses (49–51). Son principe repose sur l’extrusion d’un polymère thermoplastique, à une température supérieure à son point de fusion. Au sein de ce système, trois éléments sont essentiels : la tête d’extrusion chauffante, la buse extrudant le filament de polymère et la plateforme receveuse. Les informations relatives aux dimensions et à la forme du produit final sont issues de la modélisation en 3D et transmises par le fichier STL.
Cette technique est particulièrement appropriée pour la confection de matrices poreuses pour l’ingénierie tissulaire. Elle permet une grande précision dans le design des pores, ainsi qu’une grande homogénéité structurelle. En effet, grâce aux dépôts successifs de couches du biomatériau, il est possible de contrôler la porosité interne de la structure, ainsi que la forme globale (36, 37, 39).
C’est le diamètre de la buse (de 250 à 400 μm) qui engendrera une plus ou moins grande précision d’impression. Plus il sera faible, plus la précision sera grande, mais plus le temps d’impression sera long puisque les couches seront plus fines.
Le PLA dispose de propriétés d’impression favorables. Ainsi, il présente une faible température de transition vitreuse (50-60°C) et ne nécessite pas systématiquement de plateforme receveuse chauffée (contrairement à l’acrylonitrile butadiène styrène ou ABS par exemple). Malgré ces atouts, le PLA est hydrophobe, ce qui engendre des difficultés dans l’attachement des cellules ensemencées. Ainsi, il est généralement nécessaire de précéder l’ensemencement cellulaire d’un traitement des matrices (53).
3. Approche expérimentale
3.1. Contexte scientifique
Jusqu’à récemment il était uniquement possible de vasculariser des matrices correspondant à de petits défauts. Le développement de réseaux vasculaires volumineux et de qualité représente à l’heure actuelle un défi majeur (54).
Il est en effet admis que dans un environnement tridimensionnel, les cellules ne doivent pas se trouver à plus de 200 μm d’un capillaire pour être correctement perfusées en oxygène et nutriments et éliminer ses déchets métaboliques (55) (Figure 4). Figure 4 : Colonisation cellulaire limite en relation avec la diffusion limitée de l’oxygène, des nutriments et des produits du métabolisme au sein de matrices bloc poreuses (56) La méthode conventionnelle de culture cellulaire sur biomatériaux poreux associe des cellules et des facteurs de croissance disposés sur des biomatériaux de différentes natures, mais le plus souvent en structure « bloc » ou « top-down », c’est-à-dire en monocouche. Au niveau de ces matrices poreuses en bloc, d’une part l’oxygène et les nutriments ont une diffusion limitée vers le centre des structures, et d’autre part, les cellules en surface consomment la majorité de ces « ressources » (56).
Ainsi, dans le but d’optimiser la vascularisation au sein des matrices, il a été proposé plusieurs approches, certaines centrées plutôt sur les cellules utilisées, d’autres plutôt sur la structure tridimensionnelle des matrices. Certains auteurs, ont proposé, afin d’améliorer la pénétration, la prolifération et la différenciation cellulaire, de placer les matrices, cellularisées, dans des bioréacteurs de culture. Différentes machines ont été proposées, leur objectif commun étant de forcer la circulation des fluides et cellules au sein des matrices bloc afin de permettre leur survie et leur fonction (57).
Les limites d’utilisation des bioréacteurs proviennent du contrôle délicat des nombreux paramètres intervenant pour obtenir un environnement de culture « physiologique ». En effet, ce dernier n’est pas un processus stable et certains paramètres cellulaires ou tissulaires varient dans le temps. Ainsi, il a également été imaginé une technique de pré-vascularisation in situ, qui utilise le corps comme bioréacteur naturel. Elle consiste à placer la matrice dans un tissu facilement accessible et richement vascularisé, tel que le muscle, pendant plusieurs semaines, avant que la greffe ne soit transférée au niveau du site receveur. Cette technique a pour inconvénient majeur de nécessiter plusieurs chirurgies, augmentant ainsi la morbidité associée à cette procédure (56, 57).
Comme abordé précédemment, le principal obstacle à l’utilisation de volumineuses matrices sous forme de blocs est la faible pénétration cellulaire dans les parties les plus profondes. Dès lors, leur intégration à long terme sous forme de greffe, n’est pas satisfaisante (60).
D’un point de vue cellulaire, la majorité des études ayant utilisé ces matrices de PLA ont réalisé des monocultures. Une étude a déjà montré que la prolifération cellulaire en 2D était favorisée par l’association en co-culture de cellules humaines stromales de la moelle osseuse ou « Human Bone Marrow Mesenchymal Stem Cells » (HBMSCs) et de cellules endothéliales progénitrices (EPCs). Ce phénomène s’explique par l’augmentation de la production de facteurs de croissance et de sécrétion de matrice extracellulaire (61).
Les HBMSCs sont un type de cellules souches mésenchymateuses (MSCs) provenant de la moelle osseuse. D’autres types de MSCs existent et proviennent de différentes sources telles que le tissu adipeux, le périoste ou le liquide synovial. Cependant, celles isolées de la moelle osseuse sont celles ayant montré le plus haut taux de différenciation en cellules ostéogéniques (62).
De même, les EPCs fréquemment utilisées sont des cellules humaines endothéliales de la veine du cordon ombilical (HUVECs). En effet, elles sont peu coûteuses et faciles à prélever et à isoler à la naissance.
L’association en co-culture de ces cellules progénitrices (MSCs et EPCs) sur du PLA a déjà été expérimentée, mais avec des cellules provenant du rat (43). Il n’existe pas de
données sur l’association de cellules endothéliales et ostéoblastiques humaines sur ce matériau.
3.2. Objectifs du travail
Une nouvelle approche, dite par « BioAssemblage » a été développée pour répondre à ces limitations (63). Il s’agit d’un assemblage couche-par-couche de constructions cellularisées, autorisant une distribution cellulaire plus homogène et une vascularisation tridimensionnelle plus efficace au sein de ces structures d’ingénierie tissulaire (Figure 5). Figure 5 : (A) : matrice bloc conventionnelle ; (B) : assemblage couche par couche (LBL) L’assemblage couche par couche (Layer-By-Layer ou LBL) nécessite la superposition de matrices microporeuses pré-cellularisées afin de former des ensembles stratifiés
sur chaque couche, et par conséquent cette technique permet une répartition homogène des cellules et une prolifération plus importante de celles-ci (65). Il est supposé que cette superposition de couches cellularisées permettrait un contrôle efficace de la colonisation cellulaire et une meilleure vascularisation, menant alors à des différenciations cellulaires souhaitées.
En revanche, l’une des difficultés à dépasser consiste à stabiliser les différentes couches entre elles, surtout si les matrices sont fines (66). En effet, en vue d’une implantation in vivo, il est nécessaire que les constructions soient stables dès le départ, avant que les cellules ne déposent la matrice-extracellulaire. Des combinaisons de plusieurs types cellulaires ensemencés sur chaque couche avec (66) ou sans (67) matrice support ont déjà été utilisées précédemment dans le but d’obtenir la formation d’un réseau vasculaire étendu.
L’objectif général de cette étude était d’évaluer la vascularisation au sein de matrices assemblées en couche par couche (LBL) , in vivo, en utilisant des mono et des co-cultures cellulaires, et de la comparer à celle obtenue de manière « conventionnelle » au sein de matrices bloc avec les même conditions cellulaires.
Dans le cadre de ce travail, nous avons participé à la préparation des échantillons histologiques (coupes et coloration), à l’interprétation au microscope optique et « Nanozoomer », ainsi qu’à une partie de la quantification des vaisseaux sanguins sur les premiers échantillons coupés et colorés.
3.3. Matériels et méthodes
3.3.1. Préparation des membranes LBL cellularisées et des matrices bloc
Les cellules employées ont donc été des cellules souches mésenchymateuses issues de la moelle osseuse humaine (HBMSCs) que l’on appellera MSCs, et des cellules progénitrices endothéliales isolées du sang du cordon ombilical (HUVECs) que l’on nommera EPCs.
Les membranes ont été fabriquées par prototypage rapide, et plus précisément par la technique de FDM qui semble plus appropriée que l’impression 3D directe, en terme de résolution notamment. Ainsi, l’impression des matrices par la technique de FDM a constitué la première étape. Pour cela, une imprimante 3D, la Replicator 2 (Makerbot®) a été utilisée avec du fil de PLA provenant de MakerBot® Industries. Les paramètres d’impression ont été définis pour l’épaisseur de chaque couche, la vitesse, la température d’extrusion et l’angle de dépôt. Les dimensions des matrices sous forme de bloc étaient de 17×17×2 mm et de 17×17×0,5 mm pour les membranes utilisées pour les assemblages couche par couche.
Puis les biomatériaux ont été stérilisés par irradiation gamma avec une dose de 25 kGy. Après confirmation de l’absence d’impact négatif de cette irradiation ou de la dégradation sur les cellules (voir partie « résultats » et « discussion »), les membranes de PLA ont été ensemencées par les cellules, en amont de leur assemblage en « sandwich » (LBL).
Les cellules MSCs ont été disposées sur les membranes en monoculture (100 000 cellules/cm2) ou bien en co-culture avec les cellules progénitrices endothéliales du cordon EPCs (MSCs 50 000/cm2 + EPCs 100 000/cm2).
Comme évoqué précédemment, l’assemblage des différentes membranes LBL nécessitait une méthode de stabilisation afin d’éviter que les différentes couches ne se déplacent pendant les manipulations et l’implantation in vivo.
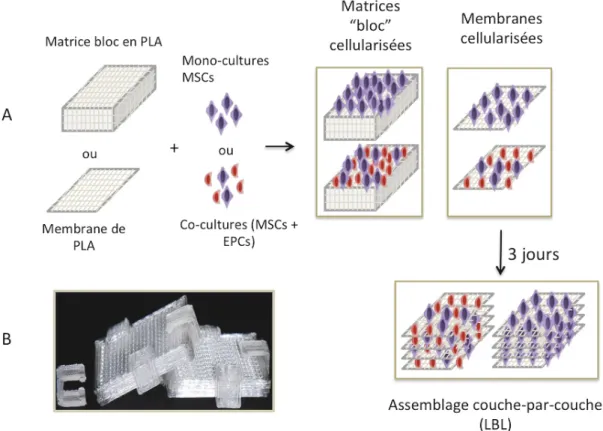
Nous avons utilisé des clips de stabilisation en PLA, également imprimés en 3D. Ces clips ont maintenu ensemble 4 membranes superposées pour former les matrices en sandwich. Ainsi, soit les matrices étaient d’un seul bloc de 2mm d’épaisseur, soit elles étaient assemblées en couche par couche (LBL) pour une épaisseur totale de 2 mm également (0,5 mm par couche) (Figure 6).
Figure 6 : Protocole général décrivant la préparation des matériaux cellularisés : ensemencement et assemblage des matrices LBL et ensemencement des matrices bloc. A : schéma du concept, B : photo des assemblages LBL stabilisés pas clips Les structures cellularisées ont été implantées en sous-cutané dans la zone dorsale de 48 souris mâles NSG-NOG âgées de 8 semaines (expérimentations réalisées sous la supervision d’un laboratoire agréé, autorisations B3310023 et A33-063-917). Il s’agit de souris immunodéprimées, elles n’ont pas d’activité de leurs lymphocytes B et T, ni de leurs cellules NK. De plus, l’activité de leurs macrophages et cellules dendritiques est diminuée.
Six conditions différentes ont été testées : LBL en monoculture (MSCs), matrice bloc en monoculture, LBL en co-cultures, matrice bloc en co-cultures, LBL contrôle (sans cellules) et enfin matrice bloc contrôle (sans cellules). Pour les six conditions, 8 échantillons ont été utilisés, donc nous avons implanté puis préparé 48 échantillons en tout (N=8).
3.3.2. Préparation histologique
Les souris ont été euthanasiées 8 semaines après l’implantation. Les échantillons ont été récupérés et fixés dans du paraformaldéhyde (Antigenfix, Diapath®) pendant 12h. Puis, ils ont été immergés dans de l’éthanol à 70%, avant d’être inclus dans de la résine (Technovit® 9100). En effet le choix s’est porté sur la résine plutôt que sur la paraffine car le matériau d’inclusion doit être plus rigide que le matériau inclus (PLA) pour pouvoir être coupé. Le temps de polymérisation est d’environ une semaine et cette polymérisation s’est faite sous vide et au froid afin d’éviter la formation de bulles d’air et d’échauffement.
3.3.3. Coloration au trichrome de Goldner
Pour l’analyse histologique, les échantillons ont été coupés avec un microtome (Microtom HM 355S Thermo Scientific lame C-Shape tungstène, 16 cm) à une épaisseur de 10 μm. Pour chaque échantillon, un minimum de 20 coupes a été réalisé, afin de maximiser les chances d’obtenir des lames exploitables pour chaque échantillon.
Le choix de la méthode de coloration s’est porté sur le Trichrome de Goldner, qui est une méthode à trois colorants (Figure 8) afin de distinguer les cellules des tissus conjonctifs environnants. Les vaisseaux sanguins sont également facilement mis en évidence grâce à cette technique, d’où son emploi dans cette étude. Une étape de déplastification était nécessaire, afin d’éliminer la résine d’inclusion avant de passer à l’étape de coloration proprement dite. Elle a été réalisée à l’aide de Methoxyethyl Acetate (AME) et d’acétone, en solutions commerciales. Le trichrome de Goldner colore les cytoplasmes en rouge, les noyaux en noir/violet, le collagène en vert et les érythrocytes en rouge/orangé (Figure 7).
Figure 7 : Observation des différentes structures histologiques colorées au trichrome de Goldner (grossissement ×10) Noyau Collagène Vaisseau sanguin Cytoplasme
Figure 8 : Protocole du trichrome de Goldner comprenant les 4 principales étapes : Déplastification, Hydradation, Coloration et Déshydratation
Les coupes ont été couvertes avec des lamelles en verre et de la Pertex glue (Histolab, 0081-FR). Elles ont été observées grâce à un microscope Nikon Eclipse 80i, en association avec un Nanozoomer (Bordeaux Imaging Center) qui permet une observation de lames entières avec une haute résolution et un grossissement allant jusqu’à x16.
3.3.4. Marquage immunologique
Afin de mettre en évidence le devenir des cellules humaines au sein des matrices prélevées (persistance, développement ou dégénérescence), il a été effectué un marquage par anticorps anti-mitofiline des coupes histologiques.
A l’instar de la coloration au trichrome de Goldner, cela nécessite une étape de déplastification à l’aide d’AME et d’acétone. Le démasquage des antigènes s’est fait grâce à du tris-EDTA pendant 20 minutes à 95°C. Puis les échantillons ont été rincés à deux reprises avec du PBS 1X, et de l’eau oxygénée à 35% a été ajoutée afin d’éliminer les peroxydases endogènes. Par la suite, le rinçage au PBS 1X a été réitéré et les coupes ont été recouvertes de BSA à 2% pendant 30 minutes. Des anticorps primaires de lapin anti-humains ont été dilués à 1/80 dans du BSA 1% et utilisés sur les échantillons à faible lumière à 4°C. Des contrôles négatifs ont également été préparés en utilisant du BSA 1% au lieu des anticorps primaires.
Le jour suivant, les échantillons ont été lavés à trois reprises avec du PBS 1X et un anticorps secondaire anti-lapin a été dilué à ½ dans du BSA 1% et appliqué pendant 30 minutes à température ambiante. Puis les échantillons ont de nouveau été lavés trois fois au PBS 1X et le chromogène (DAB) ajouté pendant 9 minutes. Enfin, les lames ont été colorées à l’hémalum de Mayer afin de mettre en évidence les noyaux. L’observation a été réalisée à l’aide d’un microscope Nikon Eclipse 80i. 3.3.5. Quantification des vaisseaux sanguins
L’objectif de cette étude était d’évaluer la distribution des vaisseaux sanguins au sein des échantillons, en fonction du type de cellules utilisées et surtout du type d’assemblage et de la technique d’ensemencement (matrice en bloc ou LBL). Ainsi, les vaisseaux sanguins de tous les échantillons ont été quantifiés.
Le dénombrement s’est fait par section de même superficie pour chaque échantillon, et était donc exprimé en nombre de vaisseaux par mm2.
De plus, il a été décidé d’effectuer cette quantification à deux niveaux des blocs de résine : à la périphérie et au milieu des échantillons.
Afin d’obtenir les coupes au milieu des blocs, ceux-ci ont été sectionnés en deux moitiés, puis les mêmes paramètres de coupe ont été utilisés (lame C sur microtome, 10 μm
d’épaisseur). Parmi les 20 coupes par échantillon, 10 ont été effectuées à la périphérie et 10 l’ont été au milieu des blocs. Les quantifications réalisées ont distingué la périphérie des blocs et le milieu des blocs tel qu’indiqué sur la figure 9. Figure 9 : Situation des coupes histologiques, en rouge en périphérie des blocs, en bleu au milieu. 3.3.6. Analyse statistique
Des analyses statistiques ont été réalisées sous forme de t-test (loi de Student) non paramétriques en utilisant le logiciel Prism GraphPad.
3.4. Résultats
Dans le cadre de ce travail de thèse d’exercice nous n’avons rapporté que les résultats des travaux auxquels nous avons directement participé. D’autres résultats concernant des études in vitro avec le même système et des analyses physico-chimiques du matériau utilisé, ont été obtenus par l’équipe et sont en cours de publication (V. Guduric et al., article soumis). 3.4.1. Impression 3D et traitement du biomatériau Figure 10 : matrice de PLA sous forme « bloc » imprimé par FDM, observée en microscopie optique et à balayage (photo de droite) (50) La figure 10 montre des matrices de PLA obtenues après impression par technique de
Après irradiation gamma des membranes, il n’a pas été constaté de cytotoxicité envers les cellules MSCs ou EPCs (à 24h post irradiation).
Suite à la mise en culture sur des membranes de PLA, les deux types cellulaires présentaient un taux de survie de 100%, ainsi qu’une activité métabolique normale.
3.4.2. Coloration trichrome de Goldner
L’identification des vaisseaux sanguins s’est faite assez nettement grâce au trichrome de Goldner. En plus de la couleur assez vive des érythrocytes/hématies, la structure des vaisseaux sanguins était assez caractérisable grâce aux ensembles cellules endothéliales/hématies lorsque les vaisseaux n’avaient pas été lésés lors des étapes de préparation.
Ainsi, des vaisseaux sanguins ont été observés sur les surfaces externes (périphérie) du groupe contrôle des matrices bloc et des monocultures en bloc. Les parties plus internes étaient dépourvues de vaisseaux sanguins, probablement par insuffisance de diffusion d’oxygène et de nutriments (Figure 11).
A
Figure 11 : Matrices Bloc se caractérisant par la présence de vaisseaux sur leurs bords, mais une absence de colonisation cellulaire des couches profondes. A : sans ensemencement cellulaire
préalable / B : ensemencement par des cellules MSCs (grossissement ×10)
Une différence importante a été constatée avec les structures LBL en co-cultures, qui présentaient de nombreux vaisseaux, aussi bien en périphérie qu’au milieu des blocs de résine (Figure 12).
Figure 12 : Matrice LBL en co-culture présentant une forte vascularisation à la fois sur ses bords et dans ses strates internes (vue zoomée) (grossissement ×10)
Pour les assemblages LBL, il ne semblait pas y avoir de différence dans le nombre de vaisseaux à la périphérie des coupes entre les différentes conditions cellulaires (Figure 13). Cela a été évalué statistiquement (cf résultats « analyse statistique »).
Figure 13 : pas de différence de vascularisation des constructions LBL sur leurs bords que ce soit sans encensement (A), avec des MSCs (B) ou en co-culture (C) (grossissement
×10)
La seule différence a concerné le cas des structures LBL contrôle, pour lesquelles les échantillons ont montré que l’approche LBL assurait une vascularisation plus importante, et ce, même sans ensemencement cellulaire préalable, comparé aux échantillons de matrices bloc contrôle.
En revanche, au regard des « milieux » des blocs de résine (flèche bleue Figure 9) il a été constaté une différence significative de vascularisation en fonction des structures tridimensionnelles des matrices et en fonction des conditions cellulaires.
En effet, par exemple, les matrices en bloc cellularisées en co-culture ont montré davantage d’angiogenèse que les groupes ensemencés par des MSCs et les groupes contrôles non ensemencés (Figures 14 et 17).
Figure 14 : Echantillons coupés au milieu des blocs de résine. Les vaisseaux sont indiqués par les flèches rouges. L’échelle est de 2,5mm (grossissement ×10) 3.4.3. Marquage immunologique des cellules humaines implantées Il n’a pas été observé de cellules humaines au niveau des parties internes des matrices bloc, que ce soit en condition de mono ou de co-culture (ni de cellules de l’hôte). En revanche, des cellules humaines étaient présentes dans les deux types d’assemblages LBL, avec vraisemblablement plus de cellules dans le cas des co-cultures. Les groupes contrôles négatif sans cellules ensemencées ne montraient aucun marquage parasite. Matrices Bloc Matrices LBL Mo no -cu lt ur e Co nt rô le Co -cu lt ur e
Figure 15 : Marquage immunologique anti-Mitofiline des échantillons en monoculture de cellules MSCs (les flèches rouges indiquent les cellules humaines) (grossissement ×10) Bloc LBL Co nt rô le - Pé ri ph ér ie Co uc he s i nt er ne s
Figure 16 : Marquage immunologique anti-Mitofiline des échantillons en co-cultures de MSCs et EPCs : il y a davantage de cellules humaines qu’en mono-culture (flèches rouges) (grossissement ×10) Bloc LBL Pé ri ph ér ie Co uc he s i nt er ne s Co nt rô le -
3.4.4. Analyse statistique
Concernant le nombre de vaisseaux par mm2, il n’a pas été constaté de différence significative au niveau de la périphérie des matrices entre les groupes mono et co-cultures. Seuls les échantillons contrôles présentaient significativement moins de vascularisation que les échantillons cellularisés.
En revanche, l’observation des milieux des blocs, et donc des parties internes des matrices, a révélé une prolifération vasculaire plus importante au niveau des assemblages LBL que des matrices blocs, et en particulier dans le cas des co-cultures. De plus, au regard des différentes conditions cellulaires mises en jeu au sein des structures LBL uniquement, une augmentation significative de vascularisation est mise en évidence entre le groupe contrôle et les groupes cellularisés. Cette augmentation est encore une fois particulièrement significative concernant le cas des co-cultures. Figure 17 : Quantification des vaisseaux sanguins formés dans les matrices de PLA au niveau des parties externes et des milieux des structures après 8 semaines in vivo (*p<0,05, **p<0,01, ***p<0,001)
3.5. Discussion
3.5.1. Interprétation des résultats Nous nous sommes intéressés au milieu des matrices, puisque la vascularisation de ces zones constitue une difficulté en ingénierie tissulaire. Ainsi, au centre des matrices, les structures en bloc cellularisées ont montré davantage de formations vasculaires que les groupes contrôles non ensemencés. Cela pourrait signifier que la présence de cellules souches humaines favoriserait la vascularisation au niveau des zones profondes de la matrice.
Dans le cas de monocultures, davantage de vaisseaux sanguins se sont formés au niveau des matrices LBL en comparaison des matrices en bloc. En co-culture, la vascularisation était plus importante. Une interprétation possible serait la production amplifiée de facteurs de croissance en co-culture, ainsi que la colonisation des zones internes par le tissu de la souris hôte.
Concernant les marquages immunologiques pour évaluer le devenir des cellules humaines, dans le cas des matrices blocs, il a donc été observé des cellules humaines uniquement dans les zones externes des implants, quelles que soient les cellules ensemencées. Bien qu’il y en ait davantage dans le cas des co-cultures, cela signifie que ce type d’architecture 3D ne fournit pas de conditions favorables à la pénétration de cellules ensemencées (ni de celles de l’hôte) vers le centre de ces matrices (68).
En revanche, des cellules humaines ont été observées au cœur de toutes les structures LBL, avec une distribution paraissant homogène dans les différentes couches, et avec davantage de cellules présentes dans les échantillons en co-cultures. Ainsi, les matrices LBL ont permis d’obtenir des conditions environnementales plus favorables pour des cellules implantées par rapport à celles fournies par les matrices blocs. Elles permettent en effet une distribution et une circulation plus efficaces de l’oxygène et des nutriments au sein des matrices (69). Les conditions micro-environnementales semblent être plus appropriées à la survie et la colonisation cellulaire dans le cas de co-cultures. Cela confirme de précédentes études qui ont en effet démontré qu’il existait une co-stimulation entre cellules ostéoblastiques
stimulent les cellules ostéoblastiques. En retour, les cellules ostéoblastiques sécrètent du VEGF qui stimule les cellules endothéliales (61).
On pourrait également interpréter ces résultats par le fait que l’ensemencement de chaque strate des structures LBL a par définition amené des cellules dans tout le volume des matrices. Puis, par un cercle vertueux de conditions propices, les MSCs pourraient avoir favorisé le développement et la différenciation des EPCs, entrainant alors une angiogenèse, elle-même nécessaire pour le développement et la différenciation des MSCs.
Cela revient un peu à se poser la question de l’origine de l’angiogenèse observée : provient-elle des progéniteurs endothéliaux ensemencés, ou bien de l’hôte ? Un marquage immunologique au CD31, permettant de révéler les cellules endothéliales, aurait pu être comparé au marquage anti-mitofiline, mais sans pouvoir pour autant certifier l’origine des vaisseaux sanguins. Malheureusement, ce marquage n’a pas fonctionné comme espéré. Un problème de démasquage antigénique est probablement la cause de cet échec.
Malgré le marquage anti-mitofiline, il est tout de même difficile d’évaluer la part des cellules humaines et des cellules de l’hôte au sein des matrices.
Cela dit, en vue d’une application chez l’homme, cette interrogation serait secondaire puisque l’on cherche avant tout à obtenir la meilleure vascularisation et colonisation cellulaire possible.
A noter, enfin, que certains problèmes ont été rencontrés au moment de la déplastification, car les solvants utilisés dissolvaient en partie le PLA. Cela a rendu certains échantillons inexploitables pour l’observation microscopique.
3.5.2. Méthode de stérilisation
L’irradiation gamma 25 kGy étant le gold standard pour les implants médicaux en clinique, c’est cette procédure qui a été utilisée. Le choix de cette technique semblait pertinent car cette méthode n’entraine pas de dégradation du PLA et n’influe pas sur l’attachement des cellules ostéoblastiques, contrairement à d’autres méthodes de stérilisation (70).
Malgré tout, il est compliqué de garantir une stérilité au cours de toute la procédure. Des précautions doivent être prises à chaque manipulation pour maintenir une asepsie maximale (71).
De plus, il a été constaté que certains biomatériaux pouvaient présenter des caractéristiques cytotoxiques en se dégradant. Ceci pourrait affecter l’attachement, la prolifération et la différenciation des cellules (35, 36). Il est alors en général nécessaire de rincer les biomatériaux avant l’imprégnation cellulaire. Le test de cytotoxicité s’étant révélé négatif dans ce cas, une simple immersion dans le milieu de culture pendant 24h a suffit avant l’ensemencement. Cela a permis de faciliter l’attachement des cellules. 3.5.3. Méthode de stabilisation La stabilisation des matrices est une étape clé de la structure en couche par couche. En effet, elle permet une manipulation aisée, et protège les cellules, en prévenant les mouvements des différentes couches au sein des matrices. Dans leur étude, Wan et al. ont utilisé des clips grillagés en acier inoxydable. Ils les ont placés sous la première couche et au dessus de la dernière afin de stabiliser l’ensemble pendant l’ensemencement cellulaire et avant l’implantation (64).
D’autres auteurs ont essayé de fixer les couches avec du matrigel (gel contenant un mélange de protéines mimant le milieu extracellulaire), mais l’ensemble demeurait trop instable (66). Enfin, l’emploi d’anneaux en verre dans une étude précédente, a montré ses limites car cela endommageait les couches cellulaires en contact et l’instabilité des anneaux rendait la manipulation difficile (74).
Dans notre étude, il a été mis au point une méthode originale de stabilisation des matrices assemblées en couche par couche, tout en optant pour la FDM, procédé de fabrication des membranes de PLA, qui n’affectait pas les propriétés du matériau.
C’est un système de fixation innovant, facile à fabriquer, manipuler et implanter. Lors de l’inclusion sous vide dans la résine, les clips ont maintenu efficacement les matrices LBL, contrairement aux matrices bloc, dont certaines se sont délaminées dans la résine. L’impression 3D a ainsi permis d’obtenir des membranes de PLA, des clips de stabilisation et des matrices en bloc.
Enfin, la forme cubique et ordonnée des pores a montré qu’elle était la meilleure concernant la colonisation des cellules mésenchymateuses (75). De plus, grâce à la buse de 400 μm de diamètre, il a été possible de fabriquer les matrices avec une grande reproductibilité, et obtenir les dimensions de pores voulues, soit celles étant utilisées de manière courante en ingénierie tissulaire osseuse.
Pour terminer cette discussion, il aurait pu être intéressant d’implanter certaines matrices pendant une période plus longue (plus de 8 semaines) et d’observer l’évolution du PLA et du tissu de remplacement néo-formé. Aurait-on obtenu un tissu ostéoïde ? Fibreux ? Quelle vascularisation au sein de ce tissu ?
Une étude comprenant des MSCs et EPCs ensemencées sur du PLA in vitro, a montré qu’un tissu fibreux se développait au sein des matrices LBL au bout de 14 jours, empêchant leur délamination en vue d’analyse histologique (74).
4. Conclusion
L’enjeu principal de l’ingénierie tissulaire osseuse est d’obtenir une vascularisation suffisante au sein des matrices imprimées en 3D, dans le but de permettre une formation de tissu homogène au cœur de ces biomatériaux, avant de les greffer sur le site opératoire.
Au cours de cette étude, le développement et la colonisation vasculaire in vivo se sont révélés plus importants et homogènes dans le cas de bioassemblages en couche par couche et en utilisant une approche cellulaire associant des MSCs et des EPCs, en comparaison avec l’approche conventionnelle d’ingénierie tissulaire utilisant des matrices 3D en bloc.
De plus, la méthode des clips de stabilisation en PLA a permis une manipulation aisée des assemblages LBL et ainsi de les implanter plus sereinement. Ce procédé pourrait être réemployé pour de futurs travaux.
Il sera intéressant à l’avenir, de développer un système utilisant un biomatériau encore davantage favorable à la formation osseuse que le PLA, ainsi que d’autres combinaisons cellulaires et moléculaires. En effet, les innovations dans le domaine de la bioimpression
permettent d’imprimer un large choix de biomatériaux et cellules. Ce sont des outils prometteurs pour l’ingénierie tissulaire et plus largement la médecine régénérative.
Dans les années à venir nous devrions être en mesure de développer des matrices 3D sur-mesure, associées à des cellules souches, pré-vascularisées et pouvant s’adapter parfaitement à un défaut osseux donné. Toutes ces approches thérapeutiques innovantes devraient à l’avenir favoriser la cicatrisation osseuse et le pronostic des actes chirurgicaux, qu’ils concernent l’implantologie, la chirurgie orale ou encore la parodontologie.
Liste des figures
Figure 1 : Schéma des étapes de l’ingénierie tissulaire d’après Blitterswijk (6) ... 8 Figure 2 : Structure de l’acide polylactique (PLA) ... 11 Figure 3 : Influence du poids moléculaire et de la quantité d’isomère L sur la température de transition vitreuse du PLA (26) ... 12 Figure 4 : Colonisation cellulaire limite en relation avec la diffusion limitée de l’oxygène, des nutriments et des produits du métabolisme au sein de matrices bloc poreuses (56) ... 16 Figure 5 : (A) : matrice bloc conventionnelle ; (B) : assemblage couche par couche (LBL) ... 18 Figure 6 : Protocole général décrivant la préparation des matériaux cellularisés : ensemencement et assemblage des matrices LBL et ensemencement des matrices bloc. A : schéma du concept, B : photo des assemblages LBL stabilisés pas clips ... 21 Figure 7 : Observation des différentes structures histologiques colorées au trichrome de Goldner (grossissement ×20) ... 23 Figure 8 : Protocole du trichrome de Goldner comprenant les 4 principales étapes : Déplastification, Hydradation, Coloration et Déshydratation ... 24 Figure 9 : Situation des coupes histologiques, en rouge en périphérie des blocs, en bleu au milieu. ... 26 Figure 10 : matrice de PLA sous forme « bloc » imprimé par FDM, observée en microscopie optique et à balayage (photo de droite) (50) ... 26 Figure 11 : Matrices Bloc se caractérisant par la présence de vaisseaux sur leurs bords, mais une absence de colonisation cellulaire des couches profondes. A : sans ensemencement cellulaire préalable / B : ensemencement par des cellules MSCs (grossissement ×10) ... 28 Figure 12 : Matrice LBL en co-culture présentant une forte vascularisation à la fois sur ses bords et dans ses strates internes (vue zoomée) (grossissement ×10) ... 29 Figure 13 : pas de différence significative de vascularisation des constructions LBL sur leurs bords que ce soit sans encensement (A), avec des MSCs (B) ou en co-culture (C) (grossissement ×10) ... 30 Figure 14 : Echantillons coupés au milieu des blocs de résine. Les vaisseaux sont indiqués par les flèches rouges. L’échelle est de 2,5mm (grossissement ×10) ... 31
Figure 15 : Marquage immunologique anti-Mitofiline des échantillons en monoculture de cellules MSCs (les flèches rouges indiquent les cellules humaines) (grossissement ×10) ... 32 Figure 16 : Marquage immunologique anti-Mitofiline des échantillons en co-cultures de MSCs et EPCs : il y a davantage de cellules humaines qu’en mono-culture (flèches rouges) (grossissement ×10) ... 33 Figure 17 : Quantification des vaisseaux sanguins formés dans les matrices de PLA au niveau des parties externes et des milieux des structures après 8 semaines in vivo (*p<0,05, **p<0,01, ***p<0,001) ... 34
Bibliographie
1. Tan WL et al. A systematic review of post-extractional alveolar hard and soft tissue dimensional changes in humans. Clin Oral Implants Res. févr 2012;23 Suppl 5:1‑21.
2. Esposito M et al. The Efficacy of Horizontal and Vertical Bone Augmentation Procedures for Dental Implants: A Cochrane Systematic Review. In: Evidence-Based Practice: Toward Optimizing Clinical Outcomes. 2010. p. 195‑218.
3. Sakkas A et al. Autogenous bone grafts in oral implantology—is it still a “gold standard”? A consecutive review of 279 patients with 456 clinical procedures. Int J Implant Dent. juin 2017;3:23.
4. Langer R et al. Tissue engineering. Science. mai 1993;260(5110):920‑6. 5. Evans ND et al. Scaffolds for stem cells. Mater Today. déc 2006;9(12):26‑33. 6. Blitterswijk CA van et al. Tissue engineering – an introduction. In: Tissue Engineering. 2008.
7. Hughes D et al. Dental and Nondental Stem Cell Based Regeneration of the Craniofacial Region: A Tissue Based Approach. Stem Cells International. 2016.
8. Zhao H et al. Stem Cells in Teeth and Craniofacial Bones. J Dent Res. nov 2015;94(11):1495‑501.
9. Juodzbalys G et al. Clinical and Radiological Classification of the Jawbone Anatomy in Endosseous Dental Implant Treatment. Vol. 4. 2013.
10. Catros S et al. Ingénierie tissulaire osseuse en chirurgie buccale et maxillo-faciale : applications cliniques. Médecine Buccale Chir Buccale. nov 2010;16:227‑37. 11. Mangano F et al. Custom-Made Computer-Aided-Design/Computer-Aided-Manufacturing Biphasic Calcium-Phosphate Scaffold for Augmentation of an Atrophic Mandibular Anterior Ridge. Case Rep Dent. juin 2015;2015:1‑11.
12. Polo-Corrales L et al. Scaffold Design for Bone Regeneration. J Nanosci Nanotechnol. janv 2014;14(1):15‑56.
13. Smith BT et al. Bone Tissue Engineering Challenges in Oral & Maxillofacial Surgery. In: Engineering Mineralized and Load Bearing Tissues. Springer, Cham; 2015. p. 57‑78. (Advances in Experimental Medicine and Biology).
15. Xu HHK et al. Injectable and macroporous calcium phosphate cement scaffold. Biomaterials. août 2006;27(24):4279‑87.
16. Groppo MF et al. The effect of a hydroxyapatite impregnated PCL membrane in rat subcritical calvarial bone defects. Arch Oral Biol. oct 2017;82:209‑15.
17. Thuaksuban N et al. In vivo biocompatibility and degradation of novel Polycaprolactone-Biphasic Calcium phosphate scaffolds used as a bone substitute. Biomed Mater Eng. 2018;29(2):253‑67.
18. Thuaksuban N et al. Effects of polycaprolactone-biphasic calcium phosphate scaffolds on enhancing growth and differentiation of osteoblasts. Biomed Mater Eng. 2018;29(2):159‑76.
19. Simion M et al. Treatment of Dehiscentes and Fenestrations Around Dental Implants Using Resorbable and Nonresorbable Membranes Associated with Bone Autografts: A Comparative Clinical Study. Int J Oral Maxillofac Implants. mars 1997;12:159‑67.
20. Gentile P et al. Polymeric membranes for guided bone regeneration. Biotechnol J. oct 2011;6(10):1187‑97.
21. Xu T et al. Polylactic Acid Nanofiber Scaffold Decorated with Chitosan Islandlike Topography for Bone Tissue Engineering. ACS Appl Mater Interfaces. 28 juin 2017;9(25):21094‑104.
22. Auras R et al. Poly(Lactic Acid): Synthesis, Structures, Properties, Processing, and Applications. Hoboken, NJ, USA: John Wiley & Sons, Inc.; 2010.
23. Tyler B et al. Polylactic acid (PLA) controlled delivery carriers for biomedical applications. Adv Drug Deliv Rev. 25 avr 2016;
24. Garlotta D. A Literature Review of Poly(Lactic Acid). J Polym Environ. avr 2001;9(2):63‑84.
25. Saeidlou S et al. Poly(lactic acid) crystallization. Prog Polym Sci. déc 2012;37(12):1657‑77.
26. Kaseem M. Properties and medical applications of polylactic acid: A review. EXPRESS Polym Lett. mai 2015;9:435–455.
27. Xu L et al. Effects of Temperature and pH on the Degradation of Poly(lactic acid) Brushes. Macromolecules. juin 2011;44(12):4777‑82.
28. Rezwan K et al Biodegradable and bioactive porous polymer/inorganic composite scaffolds for bone tissue engineering. Biomaterials. juin
2006;27(18):3413‑31.
29. Tan L et al. Biodegradable Materials for Bone Repairs: A Review. J Mater Sci Technol. juin 2013;29(6):503‑13.
30. Tung Y-T et al. Fabrication of a reticular poly(lactide-co-glycolide) cylindrical scaffold for the in vitro development of microvascular networks. Sci Technol Adv Mater. 31 déc 2017;18(1):163‑71.
31. Revati R et al. Mechanical, thermal and morphological characterisation of 3D porous Pennisetum purpureum/PLA biocomposites scaffold. Mater Sci Eng C. juin 2017;75:752‑9.
32. Su J-Y et al. Evaluation of Magnetic Nanoparticle-Labeled Chondrocytes Cultivated on a Type II Collagen-Chitosan/Poly(Lactic-co-Glycolic) Acid Biphasic Scaffold. Int J Mol Sci. janv 2017;18(1).
33. Lu Y et al. Preparation of a polylactic acid knitting mesh for pelvic floor repair and in vivo evaluation. J Mech Behav Biomed Mater. oct 2017;74:204‑13.
34. Barbeck M et al. Analysis of the in vitro degradation and the in vivo tissue response to bi-layered 3D-printed scaffolds combining PLA and biphasic PLA/bioglass components – Guidance of the inflammatory response as basis for osteochondral regeneration. Bioact Mater. déc 2017;2(4):208‑23.
35. Lunt J. Large-scale production, properties and commercial applications of polylactic acid polymers. Polym Degrad Stab. 1998;59(1):145‑52.
36. Jain RA. The manufacturing techniques of various drug loaded biodegradable poly(lactide-co-glycolide) (PLGA) devices. Biomaterials. déc 2000;21(23):2475‑90. 37. Meredith IT et al. Primary Endpoint Results of the EVOLVE Trial: A Randomized Evaluation of a Novel Bioabsorbable Polymer-Coated, Everolimus-Eluting Coronary Stent. J Am Coll Cardiol. avr 2012;59(15):1362‑70.
38. Deng D et al. Repair of Achilles tendon defect with autologous ASCs engineered tendon in a rabbit model. Biomaterials. oct 2014;35(31):8801‑9.
39. Sharma K et al. Development of a one-step approach for the reconstruction of full thickness skin defects using minced split thickness skin grafts and biodegradable synthetic scaffolds as a dermal substitute. Burns. août 2014;40(5):957‑65.
40. Oerlemans C et al. Polymeric Micelles in Anticancer Therapy: Targeting, Imaging and Triggered Release. Pharm Res. déc 2010;27(12):2569‑89.
Arthrosc J Arthrosc Relat Surg Off Publ Arthrosc Assoc N Am Int Arthrosc Assoc. août 2006;22(8):820‑6. 42. Barber FA. Poly-D,L-Lactide Interference Screws for Anterior Cruciate Ligament Reconstruction. Arthrosc J Arthrosc Relat Surg. juill 2005;21(7):804‑8. 43. Eldesoqi K et al. Safety Evaluation of a Bioglass–Polylactic Acid Composite Scaffold Seeded with Progenitor Cells in a Rat Skull Critical-Size Bone Defect. PLOS ONE. févr 2014;9(2):e87642. 44. Thomas NG et al. Fabrication and anti-microbial evaluation of drug loaded polylactide space filler intended for ridge preservation following tooth extraction., Fabrication and anti-microbial evaluation of drug loaded polylactide space filler intended for ridge preservation following tooth extraction. J Indian Soc Periodontol J Indian Soc Periodontol. sept 2011;15, 15(3, 3):260, 260‑4. 45. Tomlin EM et al. Ridge Preservation for Implant Therapy: a Review of the Literature. Open Dent J. mai 2014;8(1). 46. García-Gareta E et al. Osteoinduction of bone grafting materials for bone repair and regeneration. Vol. 81. 2015. 47. Yuan B et al. Rapid prototyping technology and its application in bone tissue engineering. J Zhejiang Univ-Sci B. avr 2017;18(4):303‑15. 48. Costa PF. Biofabricated constructs as tissue models: a short review. J Mater Sci Mater Med. avr 2015;26(4):156. 49. Xu N et al. 3D Artificial Bones for Bone Repair Prepared by Computed Tomography-Guided Fused Deposition Modeling for Bone Repair. ACS Appl Mater Interfaces. août 2014;6. 50. Korpela J et al. Biodegradable and bioactive porous scaffold structures prepared using fused deposition modeling. J Biomed Mater Res B Appl Biomater. mai 2013;101B(4):610‑9. 51. Kim J et al. Rapid-prototyped PLGA/β-TCP/hydroxyapatite nanocomposite scaffolds in a rabbit femoral defect model. Biofabrication. mars 2012;4. 52. Grémare A et al. Characterization of printed PLA scaffolds for bone tissue engineering. J Biomed Mater Res A. avr 2018;106(4):887‑94. 53. Johnson AJW et al. A review of the mechanical behavior of CaP and CaP/polymer composites for applications in bone replacement and repair. Acta Biomater. janv 2011;7(1):16‑30.