Pilotage d’une production sous contraintes d’indisponibilité
111
0
0
Texte intégral
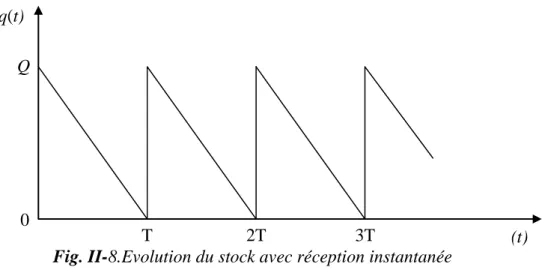
Figure
![Fig. I-2. Les flux informationnels et physiques [6] Flux de matière](https://thumb-eu.123doks.com/thumbv2/123doknet/2032744.4270/19.892.104.757.120.632/fig-flux-informationnels-physiques-flux-matiere.webp)
![Fig. I-7. Structure des produits [4]](https://thumb-eu.123doks.com/thumbv2/123doknet/2032744.4270/29.892.138.760.233.515/fig-i-structure-des-produits.webp)
+3
Documents relatifs