UNIVERSITY DE
SHFRRROOKF
Faculte de genie
Departement de genie mecanique
DEVELOPPEMENT D'UNE METHODOLOGIE DE CONVERSION DE
PIECES STRUCTURELLES DE L'ACIER VERS L'ALUMINIUM
Memoire de maitrise es sciences appliquees
Speciality : genie mecanique
Composition du jury:
Alain DESROCHERS
Jean-Christophe CUILLIERE
Jean-Marc DROUET
1*1
Library and
Archives Canada
Published Heritage
Branch
395 Wellington Street
Ottawa ON K1A0N4
Canada
Bibliotheque et
Archives Canada
Direction du
Patrimoine de I'edition
395, rue Wellington
Ottawa ON K1A0N4
Canada
Your file Votre reference
ISBN: 978-0-494-49562-9
Our file Notre reference
ISBN: 978-0-494-49562-9
NOTICE:
The author has granted a
non-exclusive license allowing Library
and Archives Canada to reproduce,
publish, archive, preserve, conserve,
communicate to the public by
telecommunication or on the Internet,
loan, distribute and sell theses
worldwide, for commercial or
non-commercial purposes, in microform,
paper, electronic and/or any other
formats.
AVIS:
L'auteur a accorde une licence non exclusive
permettant a la Bibliotheque et Archives
Canada de reproduire, publier, archiver,
sauvegarder, conserver, transmettre au public
par telecommunication ou par Plntemet, prefer,
distribuer et vendre des theses partout dans
le monde, a des fins commerciales ou autres,
sur support microforme, papier, electronique
et/ou autres formats.
The author retains copyright
ownership and moral rights in
this thesis. Neither the thesis
nor substantial extracts from it
may be printed or otherwise
reproduced without the author's
permission.
L'auteur conserve la propriete du droit d'auteur
et des droits moraux qui protege cette these.
Ni la these ni des extraits substantiels de
celle-ci ne doivent etre imprimes ou autrement
reproduits sans son autorisation.
In compliance with the Canadian
Privacy Act some supporting
forms may have been removed
from this thesis.
Conformement a la loi canadienne
sur la protection de la vie privee,
quelques formulaires secondaires
ont ete enleves de cette these.
While these forms may be included
in the document page count,
their removal does not represent
any loss of content from the
thesis.
Bien que ces formulaires
aient inclus dans la pagination,
il n'y aura aucun contenu manquant.
RESUME
Au cours des dernieres decennies, l'utilisation de l'aluminium n'a cesse d'augmenter
dans differents secteurs industriels. Par ailleurs, dans le domaine de la Conception
Assistee par Ordinateur (C.A.O.), les opportunites de developpement d'outils de design
de l'aluminium sont encore nombreuses.
Le present memoire propose une methodologie generale permettant la conversion de
pieces structurelles de l'acier vers l'aluminium. Une demarche definie par cinq etapes
principales est elaboree a l'aide de differents algorithmes :
1) Analyse mecanique d'une piece structurelle en acier;
2) Definition des criteres de conception;
3) Parametrage de la piece;
4) Analyses iteratives de pieces d'aluminium;
5) Elaboration des alternatives retenues et rejetees du design en aluminium.
Parallelement au developpement de la methodologie, les possibilites d'implementation
sont etudiees. Certains concepts d'automatisation sont proposes a l'aide du logiciel
CATIA. Un exemple general est propose, a la fin du memoire, afin d'illustrer les
differentes etapes de la methodologie.
Mots-cles: Acier, Algorithme, Aluminium, Automatisation, C.A.O., Conversion,
Structure.
REMERCIEMENTS
Je tiens d'abord a remercier Alain Desrochers pour son encadrement et son expertise tout
au long de mes recherches.
Je remercie egalement le departement de genie mecanique de l'Universite de Sherbrooke
de m' avoir permis d'effectuer mes recherches dans un cadre academique motivant.
Je souhaite egalement remercier mes proches, parents et amis, pour leur support moral au
cours des dernieres annees.
Un merci particulier aussi au collegues de travail de differents groupes de recherches du
departement de genie mecanique qui m'ont offert un support technique important durant
mes recherches.
TABLE DES MATIERES
1. INTRODUCTION 1
1.1 MlSE EN CONTEXTE 1
1.2 PROBLEMATIQUE 3
2. ETAT DE L'ART 5
2.1 DESIGN STRUCTUREL 5
2.2 AUTOMATISATION DE LA C . A . 0 1 1
3. METHODOLOGIE DE RECHERCHE 13
3.1 HYPOTHESES 13
3.2 ELABORATION DE L'ALGORITHME 14
3.3 IMPLEMENTATION DE L'ALGORITHME 15
3.4 VALIDATION DE L'ALGORITHME 16
4. PRESENTATION DE L'ALGORITHME DE CONVERSION 17
4.1 ALGORITHMEDE LA METHODOLOGIE DEVELOPPEE 17
4.2 EXEMPLE UTILISE POUR LE DEVELOPPEMENT 18
5. DEFINITION ET ANALYSE DU MODELE EN ACIER 19
5.1 ALGORITHMES 19
5.2 IMPLEMENTATION 23
5.2.1 Annotations utilisees 23
5.2.2 Definition dumodele en acier 24
5.2.3 Analyse mecanique de lapiece en acier 32
5.2.4 Traitement des resultats de Vanalyse mecanique 37
5.3 PRINCIPES DEMISE EN (EUVRE DU TRAITEMENT DES RESULT ATS 39
5.3.1 Cas analyses et resultats 39
5.3.2 Analyse globale des resultats 50
6.2.2 Boucle d'analyse iterative 67
6.2.3 Selection des sections et des materiaux 71
7. EXEMPLE COMPLET 74
7.1 PRESENTATION DE L'EXEMPLE 74
7.2 APPLICATION DE LA METHODOLOGIE A L'EXEMPLE 75
7.2.1 Definition du modele en acier 75
7.2.2 Analyse du modele en acier 77
7.2.3 Traitement des resultats du modele 78
7.2.4 Parametres et criteres de conversion 81
7.2.5 Definition des modeles en aluminium 82
7.3 RESULTATS DE L'EXEMPLE 84
7.4 CONCLUSION SUR L'EXEMPLE 91
8. DISCUSSION 94
8.1 ALGORITHMES DEVELOPPES 94
8.2 PRINCIPES ET METHODES UTILISES DANS LA METHODOLOGIE DE CONVERSION 95
8.2.1 Definition geometrique 95
8.2.2 Classification des membrures 95
8.2.3 Selection des sections et materiaux 96
8.3 IMPLEMENTATION ET VALIDATION 96
9. CONCLUSION 98
9.1 BlLAN DES TRAVAUX 98
9.1.1 Conclusion sur la methodologie de conversion 98
9.1.2 Conclusion sur Vimplementation 99
9.2 APPLICATIONS ET DEVELOPPEMENTS FUTURS 100
10. BIBLIOGRAPHIE 102
LISTE DES FIGURES
Figure
Figure 1.1 Segmentation des marches mondiaux de l'aluminium
Figure 1.2 Evolution de la consommation mondiale par marche
Figure 2.1 Boucle d'analyses iteratives
Figure 2.2 Cycle de vie typique d'un produit
Figure 3.1 Outils d'implementation de l'algorithme
Figure 4.1 Algorithme de la methodologie
Figure 4.2 Exemple : structure pyramidale
Figure 5.1 Algorithme de la methodologie (definition et analyse du modele
Figure 5.2 Algorithme de la definition du modele en acier
Figure 5.3 Algorithme de 1'analyse mecanique de la piece en acier
Figure 5.4 Algorithme du traitement des resultats de 1'analyse mecanique
Figure 5.5 Entires geometriques du modele de base
Figure 5.6 Entrees 1 - Jonctions
Figure 5.7 Entrees 2 - Liaisons
Figure 5.8 Entrees 3 - Parametres geometriques et mecaniques
Figure 5.9 Actualisation du modele de base
Figure 5.10 Creation des esquisses de sections
Figure 5.11 Creation des plans de coin
Figure 5.12 Extrusion des surfaces de construction
Figure 5.13 Extrusion solide des membrures
Figure 5.14 Application des conditions
Figure 5.15 Maillage initial pour 1'analyse par elements finis
Figure 5.16 Maillage secondaire pour l'analyse par elements finis
Figure 5.17 Analyse par elements finis (contrainte de Von Mises)
Figure 5.18 Affichage des resultats d'analyse
Figure
Page
Figure 5.22 Contraintes principales (Cas 1) 41
Figure 5.23 Translation aux nceuds (Cas 1) 41
Figure 5.24 Contrainte de Von Mises en fonction de la position en z (Cas 1) 42
Figure 5.25 Contrainte de Von Mises en fonction de la numerotation des nceuds
(Cas 1) 43
Figure 5.26 Repartition des nceuds par rapport a la valeur moyenne de la contrainte
de Von Mises (Cas 1) 45
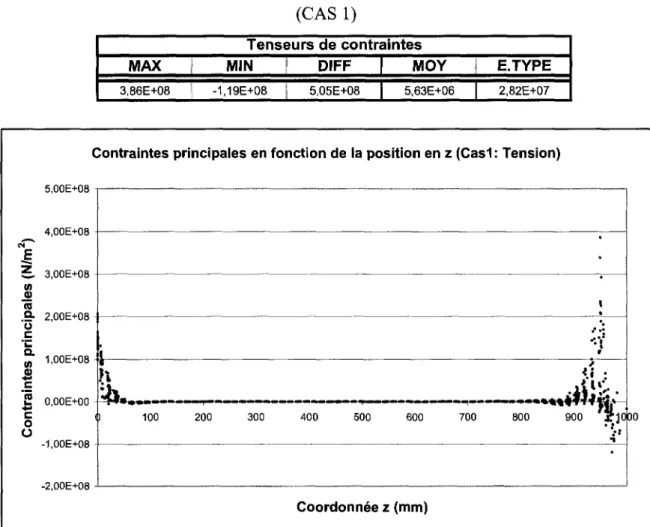
Figure 5.27 Contraintes principales en fonction de la position en z (Cas 1) 46
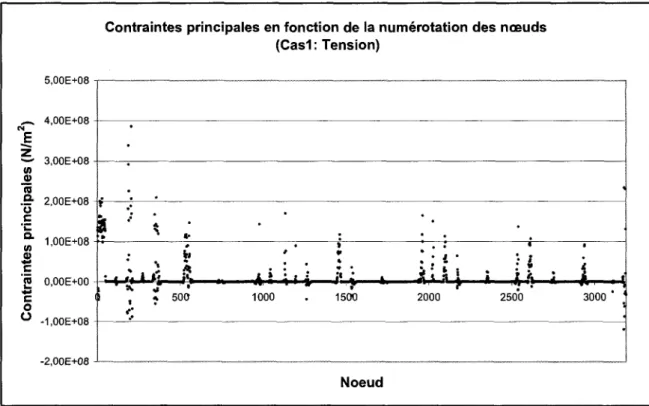
Figure 5.28 Contraintes principales en fonction de la numerotation des nceuds (Cas 1) 47
Figure 5.29 Translation en fonction de la position en z (Cas 1) 48
Figure 5.30 Translation en fonction de la numerotation des nceuds (Cas 1) 49
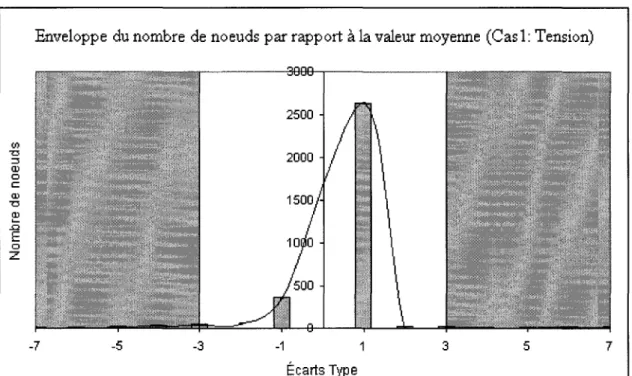
Figure 5.31 Enveloppe de la repartition des nceuds par rapport a la valeur moyenne de
la contrainte de Von Mises (Cas 1) 53
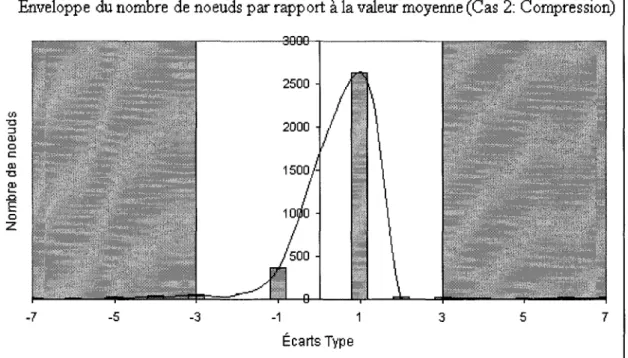
Figure 5.32 Enveloppe de la repartition des noeuds par rapport a la valeur moyenne de
la contrainte de Von Mises (Cas 2) 54
Figure 5.33 Enveloppe de la repartition des noeuds par rapport a la valeur moyenne de
la contrainte de Von Mises (Cas 3). 54
Figure 5.34 Enveloppe de la repartition des noeuds par rapport a la valeur moyenne de
la contrainte de Von Mises (Cas 4 ) . 55
Figure 5.35 Filtrage des contraintes de Von Mises en fonction de la position en z (Cas 1) 56
Figure 5.36 Filtrage des contraintes de Von Mises en fonction de la position en z (Cas 3) 56
Figure 5.37 Filtrage des contraintes de Von Mises en fonction de la position en z (Cas 4) 57
Figure 6.1 Algorithme de la methodologie (elaboration des modele en aluminium) 60
Figure 6.2 Algorithme des parametres et criteres de conversion 61
Figure 6.3 Algorithme de la boucle d'analyse iterative 62
Figure 6.4 Algorithme de selection des sections et des materiaux 63
Figure 6.5 Organisation hierarchique des sections et materiaux 64
Figure 6.6 Organisation hierarchique des parametres et criteres de conversion de la
structure 65
Figure 6.7 Boite de dialogue : Parametres et criteres de conversion initiaux 65
Figure
Page
Figure 6.10 Processus de determination des indices de performance 69
Figure 7.1 Exemple : Cadre de velo 74
Figure 7.2 Definition des jonctions et liaisons du cadre de velo en acier 75
Figure 7.3 Definition des parametres geometriques du cadre de velo en acier 75
Figure 7.4 Definition des parametres mecaniques du cadre de velo en acier 76
Figure 7.5 Modele par elements finis du cadre de velo en acier 77
Figure 7.6 Apercu des resultats d'analyse par elements finis du cadre de velo en acier 77
Figure 7.7 Comparaison des contraintes principales maximums et minimums pour 91
chaque membrure (aluminium versus acier)
Figure 7.8 Comparaison des contraintes de Von Mises maximums et minimums pour
chaque membrure (aluminium versus acier) 92
Figure 7.9 Comparaison des translation maximums et minimums pour chaque
membrure (aluminium versus acier) 93
Figure 8.1 Traitement de surface (limite geometriques) 97
LISTE DES TABLEAUX
Tableau
Page
TABLEAU 5.1
TABLEAU 5.2
TABLEAU 5.3
TABLEAU 5.4
TABLEAU 5.5
TABLEAU 5.6
TABLEAU 5.7
TABLEAU 5.8
TABLEAU 5.9
TABLEAU 6.1
TABLEAU 7.1
TABLEAU 7.2
TABLEAU 7.3
TABLEAU 7.4
TABLEAU 7.5
TABLEAU 7.6
TYPES DE LIMITES DE MEMBRURES 26
VALEURS EXTREMES DES CONTRAINTES DE VON MISES
(CAS 1) 42
REPARTITION DES NOEUDS SELON LES CONTRAINTES
DE VON MISES (CAS 1) 44
VALEURS EXTREMES DES CONTRAINTES PRINCIPALES
(CAS 1) 46
VALEURS EXTREMES DES TRANSLATIONS (CAS 1) 48
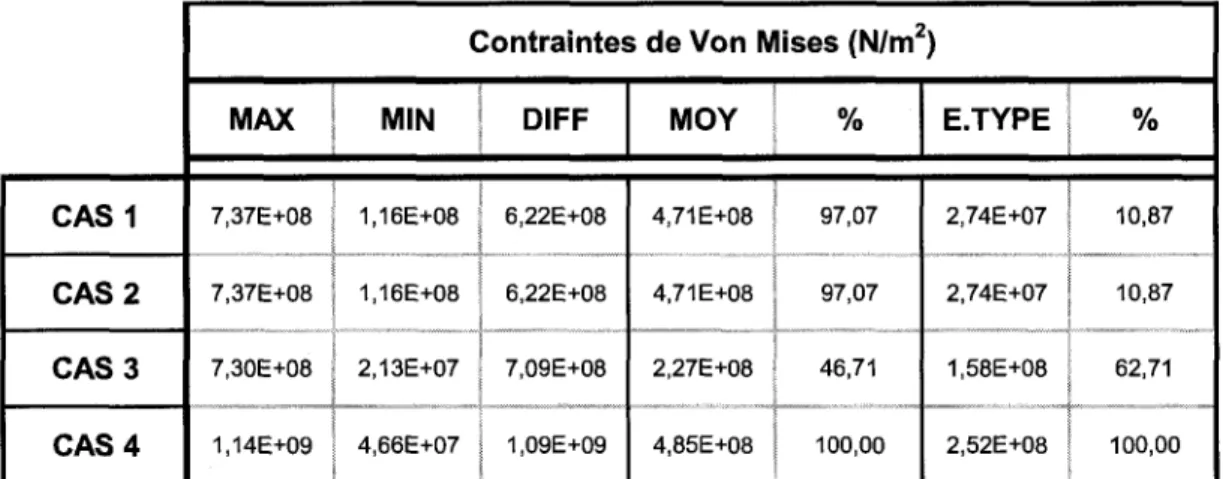
COMPARAISON DES VALEURS EXTREMES DES
CONTRAINTES DE VON MISES (CAS 114) 50
COMPARAISON DES VALEURS EXTREMES DES
CONTRAINTES PRINCIPALES (CAS 1 a 4) 51
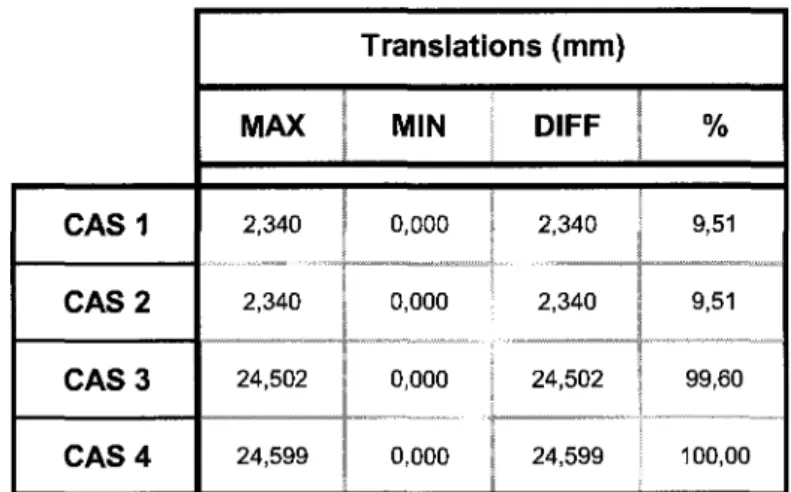
COMPARAISON DES VALEURS EXTREMES DES
TRANSLATIONS (CAS 1 a 4) 52
EXEMPLES DE POIDS D'INDICES DE PERFORMANCE 59
EXEMPLE DE FACTEURS DE FORME POUR UN TUBE 70
VALEURS EXTREMES DES CONTRAINTES PRINCIPALES
DANS LES MEMBRURES DU CADRE EN ACIER 78
VALEURS EXTREMES DES CONTRAINTES DE VON MISES
DANS LES MEMBRURES DU CADRE EN ACIER 79
VALEURS EXTREMES DES TRANSLATIONS AUX NOEUDS
DANS LES MEMBRURES DU CADRE EN ACIER 79
INDICES DE PERFORMANCE STRUCTURELLE DES
MEMBRURES DU CADRE EN ACIER 80
INDICES DE PERFORMANCE DES MATERIAUX ET
SECTIONS RETENUES POUR LA CONVERSION DU CADRE 83
VALEURS EXTREMES DES CONTRAINTES PRINCIPALES
Tableau
Page
TABLEAU 7.7 VALEURS EXTREMES DES CONTRAINTES DE VON MISES
DANS LES MEMBRURES DU CADRE EN ALUMINIUM
(SOLUTION 1) 86
TABLEAU 7.8 VALEURS EXTREMES DES TRANSLATIONS AUX NOEUDS
DANS LES MEMBRURES DU CADRE EN ALUMINIUM
(SOLUTION 1) 87
TABLEAU 7.9 VALEURS EXTREMES DES CONTRAINTES PRINCIPALES
DANS LES MEMBRURES DU CADRE EN ALUMINIUM
(SOLUTION 2) 89
TABLEAU 7.10 VALEURS EXTREMES DES CONTRAINTES DE VON MISES
DANS LES MEMBRURES DU CADRE EN ALUMINIUM
(SOLUTION 2) 89
TABLEAU 7.11 VALEURS EXTREMES DES TRANSLATIONS AUX NOEUDS
DANS LES MEMBRURES DU CADRE EN ALUMINIUM
LISTE DES ABREVIATIONS ET SYMBOLES
A Aire de la section
AISI American Iron and Steel Institute
C Coin de membrures
C A.O Conception Assistee par Ordinateur
Cx Centre de membrure
DIFF Difference entre la valeur maximale et la valeur minimale
E.TYPE Ecart type
F A.O Fabrication Assistee par Ordinateur
F.S. Facteur de Securite (contrainte maximum/limite elastique)
G Facteur de forme de section
Jx Joint de membrures
L Membrure libre
Lx Lien de membrure
M Indice de performance de materiau
MAX Valeur maximale
MEMB Membrure
MIN Valeur minimale
MOY Valeur moyenne
NDS Nombre de noeuds de maillage
NA Indice structurel en charge axial
NF Indice structurel en flexion
Ns Indice structurel global
PAx Premier point de membrure
PBx Deuxieme point de membrure
P
aIndice de performance global en chargement axial
Pf Indice de performance global en flexion
P
mIndice de performance global en chargement mixte
RC Renfort de Coin
RM Renfort de Membrare
Sf Limite elastique
V.M. Von Mises
0
ext Diametre exterieur
0j
n tDiametre interieur
T|A, r(F Poids d'equation de l'indice structurel global
T\AI, T)A2 Poids d'equation de l'indice structurel axial
1. INTRODUCTION
1.1 Mise en contexte
Au cours des dernieres decennies, l'utilisation des metaux legers n'a cesse d'augmenter.
Parmi ceux-ci, 1'aluminium est sans aucun doute le plus repandu. On constate que son
usage s'etend maintenant aux domaines autrefois reserves exclusivement a l'acier. En
effet, les alliages d'aluminium possedent de nombreux avantages : legerete, resistance
mecanique, conductivite thermique, resistance a la corrosion et facilite au recyclable.
L'aluminium est ainsi de plus en plus exploite dans une multitude de secteurs industriels :
transport, empaquetage, construction, applications electriques, etc. (Figure 1.1)
L'industrie de la transformation de raluminium, dans tous ces secteurs, demeure
aujourd'hui tres florissante et profitable. On prevoit d'ailleurs une croissance importante
de la consommation au dela de la prochaine decennie (Figure 1.2).
Figure 1.2 Evolution de la consommation mondiale par marche [RESEAU TRANS-AL 2007]
D'autre part, de nombreux organismes mondiaux a travers le monde tentent de
developper des outils permettant de faciliter la conception de produits en aluminium
[ALUMINIUM ASSOCIATION, THE; ALUMINIUM FEDERATION LTD, THE;
ASSOCIATION DE L'ALUMINIUM DU CANADA; AUSTRALIAN ALUMINIUM
COUNCIL; RESEAU TRANS-AL; ETC].
Dans le domaine de la Conception Assistee par Ordinateur (C.A.O.), plus specifiquement,
les opportunites de developpements d'outils de design avec 1'aluminium sont encore
produit [DASSAULT SYSTEMES]. De plus, le developpement de modules de conception
specialises ou sur mesure est maintenant rendu relativement accessible grace aux
langages de programmation des logiciels de C.A.O.
1.2 Problematique
L'utilisation de 1'aluminium repond a plusieurs besoins de notre ere. L'augmentation des
couts energetiques et les enjeux environnementaux entrainent l'utilisation accrue des
materiaux legers et recyclables. Le canada, qui se situe parmi les grands producteurs
d'aluminium (3
erang, avec environ 10% de la production mondiale), se doit de conserver
sa competitivite en matiere de recherche et developpement [Statistiques : ALUMINIUM
ASSOCIATION, THE]. La Carte routiere technologique du Reseau Trans-Al propose
d'identifier les tendances et enjeux strategiques auxquels nous devons faire face pour
demeurer competitif:
«Pour assurer sa croissance et demeurer concurrentielle, Vindustrie doit
innover et s 'adapter rapidement. Elle doit selectionner et utiliser les
technologies les mieux adoptees a son contexte (c'est-d-dire marche de
niche ou de masse). Elle doit egalement avoir acces a un systeme
d'innovation efficace a deploiement rapide.»
[RESEAU TRANS-AL 2007]
La conception et la fabrication de structure en aluminium constituent un marche de
masse. En effet, ce domaine s'etale sur plusieurs secteurs de l'industrie observes a la
figure 1.1 de la page 9. Plus particulierement, aux secteurs de la construction et du
transport, qui totalisent une part d'environ 50% des marches mondial et canadien
[ALUMINIUM ASSOCIATION, THE]. De plus, il est a noter que ces marches sont en
pleine expansion et qu'on prevoit encore une grande ascension pour la prochaine
decennie, tel qu'observe a la figure 1.2.
Par ailleurs, dans une industrie ou l'acier est encore grandement exploite, il serait
interessant de developper des outils de conception permettant de faciliter et d'accelerer la
conversion de pieces structurelles vers 1'aluminium. A l'heure actuelle, il existe peu de
logiciels de conception integree specifique aux structures d'aluminium et aucun ne
permet d'effectuer la conversion de l'acier vers l'aluminium.
C'est dans cette optique que le present projet, Developpement d'une methodologie de
conversion de pieces structurelles de l'acier vers l'aluminium, sera realise. L'objectif
principal du projet etant de developper un outil permettant de guider le concepteur dans la
conversion du design de pieces structurelles, de l'acier vers l'aluminium.
2. ETAT DE L'ART
Ce chapitre presente un aper9u de l'etat de l'art dans deux domaines touchant au projet
developpe dans ce document: le design structural et l'automatisation de la C.A.O.
2.1 Design structural
Le design de structures et de pieces structurelles est omnipresent dans plusieurs
domaines. Un grand nombre de logiciels de C.A.O. incluent maintenant un module de
design structural (CATIA, Pro/Engineer, Solid Edge, etc.). De facon generale, ce module
permet d'effectuer la conception d'une structure par l'elaboration d'un squelette
representant la base du modele. L'association de sections de poutres au squelette genera
ensuite un modele de structure. Certains logiciels integrant aussi des notions d'analyses
mecaniques pouvant etre appliquees dans la conception de structures et de pieces
structurelles.
Jusqu'a present, plusieurs projets et recherches ont traite du concept d'automatisation des
etapes du processus de conception de structures, mais peu de methodes proposent la
conversion de structures. De plus, la plupart du temps, les principes utilises pour la
conversion de membrures s'appliquent distinctement a chaque membrure et ne prennent
pas en compte 1'interrelation entre les membrures. On determine ainsi, dans les equations
2.1 et 2.2, une relation simple entre le materiaux et la sections de la conversion pour une
resistance egale [ALCAN., 2008].
Of acier • (i/y) acier O^falum ' (I/y)alum ( 2 - 1 )
\l'y)alum \Of acier /Cffdun) • (I/y) acier
(2.2)
oil: - Of aium. oy
aci
er= limites ilastique de I 'aluminium et de I 'acier
A ce jour il n'existe pas de methodologie specifique a la conversion automatisee de
structure d'acier vers l'aluminium, dans un contexte multidisciplinaire, qui aie ete
appliquee a un logiciel de C.A.O..
La tendance actuelle se situe plutot dans l'elaboration d'algorithmes permettant
d'optimiser le design d'une structure [KIM et coll., 2002]. Plusieurs methodes
d'optimisation sont exploiters en design de structures : optimisation par algorithme
genetique [YANG et coll., 2002] [SANDGREN et coll., 2002] [TANG et coll., 2005]
[ERBATUR et coll., 2000], optimisation par programmation parallele [UMESHA et coll.,
2005] [SILVA et coll., 2000], optimisation par critere d'optimalite [VEMAGANTI et coll.,
2005], optimisation par recuit simule [PARK et coll., 2002] [PANTELIDES et coll., 2000],
optimisation par structure evolutive [FOLEY et coll., 2003] [CERVERA et coll., 2005],
optimisation stochastique [LEVI et coll., 2004], etc. Ces methodes se definissent par un
algorithme de recherche iterative d'une solution repondant a des criteres de conception en
fonction des proprietes de reponse de la structure (deplacements, forces et contraintes).
Chaque iteration se caracterise par la definition d'un design etabli selon les variables de
la structure (sections, materiaux, geometrie et topologie). La syntaxe d'analyses
iteratives est presentee sous la forme d'une boucle, similaire dans plusieurs projets
d'optimisation de structures {Figure 2.1) [KIRSH, 2003]. Tout d'abord, on fixe un
modele solide a partir d'un modele parametre par certaines variables de la structure.
Suite a une analyse du cas etudie, on compare les resultats avec des criteres de
performance (contraintes maximales, deplacements maximaux, etc.). Finalement, a partir
de cette comparaison, de nouvelles variables sont definies a l'aide de fonctions
d'optimisation [SILVA et coll., 2000].
*'.„„.
Definition du modele 1
Gtam^We du
module
i. , . . . , , , . .,„,,.„.«,
V a r i a b l e s <!©
" " " - " • > " " " " "
1 Analyse du modiste 1
r
Analyse cly
I modele
» „ , , , : . , . . . , . . . „
["**" "W
. „ , , „ , , .
R e s u l t a t s
d'analyse
• • " — • • • • " " • • " « 8 *•1 \
[
I
1
to,,,„,„:,
i(ieS., . , . . , , .
Optimisation
Penetrans
d'optimisatlon;
j iCrttires de
perfamancss
" " • " • " " " - • ' > " • "
*
I
:
i
•..."
Figure 2.1 Boucle d'analyses iteratives [KIRSH 2003]
L'objectif d'une methode d'optimisation est de trouver la meilleure solution repondant
aux criteres de conception. Pour ce qui est du projet defini dans ce rapport, la
methodologie proposee se caracterise plutot par une assistance au design d'une structure.
L'objectif est done de guider le concepteur dans ses prises de decisions par rapport a la
conversion d'une piece structurelle. La methodologie ne se limitera done pas a une seule
solution, mais plutot a un ensemble de solutions. Par ailleurs, il existe plusieurs
analogies entre les deux types de problemes. Certaines methodes d'optimisation et les
etapes de la boucle d'analyses iteratives presentees plus haut seront done appliquees a la
methodologie de conversion developpee.
Definition du modele
La definition du modele de base de la structure constitue le point de depart d'une boucle
d'analyses iteratives. L'utilisation d'un modele parametrique est primordiale et les
l'analyse d'une structure implique plusieurs variables: chargements, materiaux,
geometrie, conditions limites, sections des membrures, topologie, criteres de design,
methodes de fabrication, types et methodes d'assemblage, methodes de transport, couts
generaux, operations de maintenance, etc. Des la conception, il est important d'assurer
une certaine harmonie entre ces differents parametres. Plusieurs algorithmes de design
ont ete developpes avec l'optique de recherche d'equilibre. Ces methodologies exigent
une ponderation des variables de design, de fabrication et de couts du modele a analyser
[FARKAS 2005]. Les variables de design sont selectionnees selon le cas d'etude. Pour ce
qui est du projet defini dans ce rapport, selon les hypotheses de depart de l'etude, les
variables du probleme correspondent a la section et au materiau des differents groupes de
membrures de la piece.
II est a noter que le concept de « definition orientee-objet» du modele parametre est
souvent exploite en optimisation de structures. II existe, a ce sujet, des regies
topologiques permettant de caracteriser et de regrouper les membrures d'une structure
selon leurs positions, leurs assemblages, leurs roles mecaniques et leurs conditions
limites afin de faciliter l'exploitation du modele dans l'algorithme [CHRISTOPHER et
coll., 2005].
Analyse du modele
L'etape d'analyse du modele determine la nature du probleme. Plusieurs auteurs utilisent
la technique d'analyse par elements finis pour ce type d'etude mecanique. L'application
de cette methode au design de structures a fait ses preuves et ses avantages sont
nombreux [SABONNADIERE et coll., 1986] [GUPTA et coll., 2000]. On constate d'ailleurs
son integration de plus en plus frequente aux logiciels de C.A.O. Les etapes de l'analyse
par elements finis (definition du modele, maillage, application des conditions limites et
Dans un contexte de production industrielle, le modele en aluminium sera aussi etudie par
une analyse de couts de la structure. Plusieurs methodes de calculs ont ete developpees
par des auteurs au cours des dernieres annees. Dans certains ouvrages recents, le cout
global d'une structure est quantifie par une fonction integrant une grande quantite de
parametres ponderes : quantite de materiau et pertes, operations d'usinage et mise en
forme (coupe, percage, pliage, etc.), operations de soudure et assemblage, materiaux
d'assemblage, gabarits, preparation de surface et finition, etc. [PAVLOCIC et coll., 2004].
Par ailleurs, il est possible d'obtenir une bonne estimation du cout d'une structure en
utilisant une formulation simplifiee (equation 2.3). On cherche alors une valeur qui est
en fonction du volume (V), de la densite (p), des etapes de production (7*), des facteurs de
ponderation du cout massique du materiau (k
m) et des etapes de production (ky) [FARKAS
et coll., 1999].
K = k
mpV + k
fXT
i(2.3)
Bien que la majorite des fonctions de couts de structures soient developpees pour l'acier,
elles peuvent facilement etre adaptees a 1'aluminium. Une formulation semblable a celle
presentee ci-dessus sera done utilisee pour le projet.
Optimisation
L'etape d'optimisation correspond a la recherche d'une solution ideale. Dans le cas du
projet, l'etape correspondante se traduit plutot par la recherche d'une plage de solutions.
Par ailleurs, il serait interessant d'appliquer des methodes d'optimisation a la recherche
iterative des solutions afin de minimiser le nombre de modeles a analyser. Pour cette
approche, deux outils utilises en optimisation de design de structures s'averent utiles : la
classification des sections standards et la classification des materiaux.
Des methodes de classification des sections standards sont depuis longtemps employees
en optimisation de structures [GRIERSON et coll., 1984]. Elles permettent de diminuer
considerablement le nombre d'analyses iteratives de l'algorithme. Meme s'il s'agit
encore une fois de methodes developpees pour les structures en acier, il est probablement
possible de les adapter a l'analyse de structures en aluminium. La classification des
sections de membrure en optimisation de structures a ete utilisee au cours des deux
dernieres decennies. Les criteres de classification constituent la base de ces methodes.
Pour chaque section de membrure (f), on quantifie deux coefficients de classification, (k,)
a l'equation 2.4 et (n,) a l'equation 2.5. Ces coefficients sont des fonctions du moment
d'inertie (/,•), de l'aire (a,) et de la position de l'axe neutre par rapport a la fibre externe
(yi). De plus, on utilise aussi un poids (x) determine selon le nombre de sections a
classer.
k
i=I
i/al
c(2.4)
nx-yx/al'* (2.5)
La classification des materiaux est une autre methode souvent utilisee en optimisation de
structures [ERMOLAEVA et coll., 2002]. L'objectif de la methode est encore une fois
de minimiser la quantite d'analyses iteratives. Les bases de son fonctionnement sont
semblables a celles utilisees pour la classification des sections standards. Pour chaque
materiau, on determine un coefficient ( Q en fonction du rang des differentes proprietes
prealablement classees (c,). On utilise aussi un poids (a,) afin de ponderer l'importance
de chaque propriete du materiau (equation 2.6).
C = ciiCi + (X2C2 + ... + afii + ... + a„c
n(2.6)
Ces deux methodes de classification peuvent facilement s'appliquer a la methodologie ici
developpee afin d'orienter, de facon pratique, les etapes de conversion, et ainsi de
minimiser le nombre d'analyses iteratives.
2.2 Automatisation de la C.A.O.
Depuis le debut des annees 90, les plates-formes de C.A.O. sont developpees avec une
optique d'integration maximale dans les processus du cycle de vie d'un produit. On tente
en fait de minimiser le temps et les couts lies au processus de conception en placant la
CA.O. en interaction directe avec les autres agents du cycle (Figure 2.2) [ZEID, 1991].
La conformite entre le design et les exigences rencontrees dans les differents
departements est ainsi maximisee. La majorite des concepteurs de logiciels de C.A.O.
suivent actuellement cette tendance et integrent une grande quantite de principes et de
notions d'ingenierie aux modules des logiciels. Par consequent, on automatise au
maximum le processus de conception, ce qui permet de minimiser le temps de
developpement d'un produit.
CONCEPTION
1
CAO
1
Doeumentatiori technique bssoins DefiniltbR #t - • j epsciseatiens des crilisras de design Etudes<fe ftteb)lit#«tde designs mutants {feslgn Preparation a to produdton {achats, gawnes d'usfeiage, FAO, febHcalion das ouflls, afc)OjMWisata du design Analyse du * i l g n Modilisaiori et simulate
Pm&xtim
ContrtHe tte to quallM ExpedllteiFABRICATION
du design
Marketing E service
Dans le cycle de vie d'un produit, la C.A.O. est generalement representee par 6 etapes :
1- Conception du design : Definition geometrique du modele;
2- Modelisation et simulation : Assemblage, definition mecanique du modele;
3- Analyse du design : Analyses mecaniques (analyse par elements finis et autres);
4- Optimisation du design : Raffinement du modele de base;
5- Evaluation du design: Dimensionnement, definition des tolerances, evaluation
des couts, evaluation des precedes de fabrication, etc.;
6- Documentation technique : Elaboration des plans et devis de fabrication.
Le projet ici developpe se veut un outil d'assistance dans le cheminement entre ces
etapes. Dans un cadre precis, soit la conversion d'une piece structurelle d'acier vers son
equivalent en aluminium, 1'elaboration d'une methodologie d'interactions entre les etapes
de la C.A.O. permettrait eventuellement d'automatiser ce type de tache. De facon plus
precise, la methodologie de conversion proposee pourrait se siruer dans les etapes 2 a 5
mentionnees ci-dessus. En partant d'un modele de base en acier mecaniquement defini et
analyse, l'algorithme aura comme objectif d'assister l'utilisateur dans la definition d'un
modele equivalent en aluminium et dans l'optimisation de ce modele en lui proposant
l'analyse et revaluation de differentes alternatives du design.
Plusieurs plate-formes logicielles sont entierement consacrees a la modelisation et a
l'analyse de structures: Scia Engineer [SCIA], Advance Design - America [GRAITEC],
Ram Structural System [BENTLEY], Risa-3D [RISATECH] et plusieurs autres. Ces
logiciels, permettent la definition et l'optimisation de modeles parametriques, mais
aucun permet la conversion automatisee de structures d'un materiau a un autre. De plus,
ces progiciels sont, la plupart du temps, orienter vers des projets en genie civils. Par
ailleurs, de plus en plus de logiciels de C.A.O. permettent a l'utilisateur d'automatiser
3. METHODOLOGIE DE RECHERCHE
3.1 Hypotheses
L'elaboration d'un algorithme de conversion constitue la partie principale du projet. La
methodologie developpee devra permettre au concepteur d'evaluer differentes solutions
pour la piece structurelle en aluminium a partir d'un modele parametre, ainsi que par des
criteres de design. Pour ce faire, les hypotheses de depart suivantes sont posees :
• Les conditions limites et les chargements du modele de la structure en aluminium
sont connus et correspondent a ceux de la structure en acier ;
• Les criteres de design sont etablis par le concepteur ;
• Dans une optique de conversion, on suppose une geometrie de base et une
topologie constante des membrures de la structure ;
• Le modele est parametre selon deux variables : section de membrure et materiaux.
L'algorithme developpe sera ensuite implements avec un logiciel commercial de C.A.O.
afin de concretiser et valider 1'algorithme retenue. La developpement du projet se definit
ainsi en trois volets principaux : l'elaboration de l'algorithme, 1'implementation de
l'algorithme et, finalement, la validation de l'algorithme.
3.2 Elaboration de l'algorithme
La partie principale du projet constitue le developpement de 1'algorithme de la
methodologie de conversion definie par la demarche generale suivante :
1) Analyse mecanique d'une piece structurelle en acier : analyse, en fonction du
chargement externe, du modele initial defini par la geometrie et le type d'acier;
2) Definition des criteres de conception : elaboration des criteres economiques et
choix des criteres mecaniques en fonction de l'analyse de la piece en acier;
3) Parametrage de la piece: definition du modele de base en fonction du modele
initial en acier et classification des parametres de geometrie et d'alliage;
4) Analyses iteratives de la piece d'aluminium : analyse mecanique en fonction des
criteres (2) et des parametres (3) definis;
5) Elaboration des alternatives retenues et rejetees du design en aluminium.
Voici les etapes de developpement appliquees a l'elaboration de l'algorithme de la
methodologie :
1) Definir la structure generale de 1'algorithme;
2) Developper une methodologie structured d'analyse de la piece en acier;
3) Definir les fonctions de classification et de selection des parametres geometriques
et des materiaux;
4) Definir les etapes de l'algorithme d'analyses iteratives de la piece en aluminium :
procedures de selection des parametres du modele, procedures d'analyse
mecanique et fonctions de comparaison des resultats d'analyse avec les criteres de
design.
3.3 Implementation de l'algorithme
L'idee principale derriere 1'implementation de l'algorithme est de valider la
methodologie de conversion developpee. Par le fait meme, on peut observer les
possibilites d'automatisation de celle-ci dans un outil de C.A.O. L'algorithme sera
implante et developpe a l'aide du logiciel CATIA, qui permet une interaction directe avec
les definitions et parametres des modeles de C.A.O. crees. L'automatisation de certaines
taches de l'algorithme sera realisee par la programmation de fonctions a l'aide de l'outil
VBScript disponible dans CATIA, ainsi que par la liaison du modele de C.A.O. avec un
tableur numerique (Excel), par l'entremise de fichiers d'echanges. La figure 3.1 montre
l'interaction entre les outils informatiques choisis pour 1'implementation.
Voici les etapes de developpement appliquees a 1'implementation de l'algorithme de la
methodologie :
1) Creer un modele de base universel dans CATIA;
2) Creer une interface d'assistance a la modification du modele dans CATIA;
3) Automatiser les taches d'analyse et l'exportation des resultats vers le tableur
Excel;
4) Creer les interfaces de parametrage et de selection des criteres de design dans le
tableur;
5) Compiler des bases de donnees (sections de membrures et alliages) dans le tableur
et programmer les fonctions de classification et de selection des parametres;
6) Etablir l'exportation et 1'implementation des donnees selectionnees du tableur
dans le modele de base developpe dans CATIA;
7) Programmer les etapes de la boucle iterative : elaboration du modele, analyse
mecanique, analyse de couts, comparaison des resultats;
8) Creer les interfaces d'analyse et d'exportation des resultats.
3.4 Validation de l'algorithme
L'objectif de 1'implementation est d'explorer les differentes.possibilites d'automatisation
de la methodologie et non de valider 1'algorithme en soi. Ainsi, plusieurs limitations
seront appliquees dans le but de minimiser le developpement du prototype (nombre de
membrures, types de sections, etc.). Par ailleurs, un exemple complet sera developpe a la
fin du memoire afin de valider la methodologie de conversion.
4. PRESENTATION DE L'ALGORITHME DE CONVERSION
4.1 Algorithme de la methodologie devcloppee
L'algorithme developpe a la figure 4.1 presente differentes etapes de conception
appliquees au probleme particulier de conversion de pieces structurelles en acier vers
raluminium. La description et 1'implementation de l'algorithme sont traitees dans les
deux sections suivantes: 5. Definition et analyse du modele en acier et 6. Elaboration des
modeles en aluminium .
ENTREES
ACIER
sh
Definition du modtfa an
acier:
-Geometries
-Materiaux
Charqemerts
ALUMINIUM
Piece parametrique
(squelette)
Parametres
geometriques
Parametres de
mecartiques
Crimes mfecantaties:
Q Cantrainte maximum
Q Deflexion maximum
Q Autres
Criteres ^conomiques
ANALYSES
Analyse mecanique de ta
piece en acier
. • h
-Definltion d'un module en
aluminium
Analyse
mtanique
Analyse de
codts
Comparisons des resultsts
avec ies entires de conception
SORTIES
-Contraintos
•D^floxiors
Piaaes de solutions:
-Solutions retenues
-Solutions rejetees
4.2 Exemple utilise pour le developpement
Dans le but d'illustrer les etapes d'implementation de l'algorithme, l'exemple suivant
sera utilise dans les sections ulterieures (Figure 4.2). La structure pyramidale de 20
membrures est composee des caracteristiques mecaniques ci-dessous mentionnees.
Sections de membrures
• Tubes 0
e x t=100 mm 0;
nt= 70 mm
• Tubes 0
e x t=175 mm 0i„
t=130 mm
• Tubes 0
ext = 200 mm 0i
n t=160 mm
Materiau
• AcierAISI4150
Conditions
• Encastrement aux quatre pattes.
5. DEFINITION ET ANALYSE DU MODELE EN ACIER
5.1 Algorithmes
La partie de la methodologie relative au modele en acier est separee en trois etapes : la
definition du modele (entrees), 1'analyse mecanique de la piece (analyses) et le traitement
des resultats (sorties). Ces etapes de la methodologie sont mises en evidence sur la figure
5.1.
ENTREES
ANALYSES
SORTIES
ACIER
b±
Definition du modfele an
acier:
•G^ofii^tries
-Matnn.iijx
Oargernerts
Ar.ilyse tndcanique ds fei
pi&ce en acier
_/ft--Contr#inU;$
- Deflexions
La premiere etape proposee dans rautomatisation de la methodologie de conversion est la
definition du modele initial, c'est-a-dire le modele en acier (Figure 5.2). L'algorithme de
cette etape doit permettre sa reutilisation subsequente pour l'elaboration des modeles en
aluminium. La definition du modele se caracterise par la definition des proprietes
geometriques et mecaniques. II s'agit done ici d'elaborer un algorithme simple
permettant d'automatiser les fonctions de construction du modele de C.A.O..
Definition t
Entree 1 : Jorrctions
1
Entree 2 : liaisons
±
ET/ee 3 : Parametres
genrrmlr LJIIFTS KI ir.«;anqi.ie!iau modele en acier
Initialisation du modele
i 'A d i M ISH: » r :iu 'iiisdHle
Ca bast?
1
CrKH! 1)1' ; ! « * BSqUSStiH tfc S&KICIS
i r
Creation das plans
daooln
I
Ey:-LSKi-i des surfaces
de construction
I
fxi-us"<;rtspltdectes
rn»iribrures
i*
Assemblage des
in&mbruras
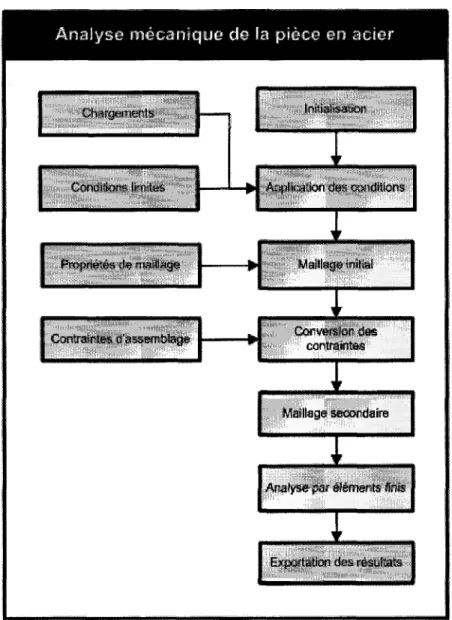
A la suite de la definition du modele, celui-ci doit etre analyse par le module d'elements
finis et ses parametres definis. Dans ce cas, l'algorithme developpe reprend les etapes
appliquees normalement a une etude effectuee a l'aide d'elements finis (Figure 5.3).
L'objectif principal de cette section est l'exportation des resultats d'analyse qui
permettent d'orienter la suite de la conversion de la piece.
Analyse mecanique de la piece en acier
Charger IM-IK
Conditions Ihntes
Hit>prie1fe <Je maillage
Corr.ra.rtes ^'assemblage
Initialisation
i r
A.-:pln:.-r.i''>:i ties twriitiaiiK
i r
MaiSlage initial
i rCo«ive«ion d«s
contra tntess
i fMaillage seoondaire
i'
Analyse par elements finis
i
'
Exportation des resultats.
Figure 5.3 Algorithme de 1'analyse mecanique de la piece en acier
Les resultats obtenus par 1'analyse mecanique doivent etre eux-memes analyses afin
d'etablir un portrait type du modele etudie : les types de chargement, les contraintes
maximales et minimales, les translations, etc . L'analyse ainsi effectuee permettra
d'orienter le choix des prochains materiaux et sections du modele. A l'aide de differents
outils statistiques et de principes mecaniques generaux, les resultats de l'analyse
mecanique sont etudies afin d'etablir une classification et un ordonnancement du role
structurel des membrures de la piece. La figure 5.4 illustre les etapes de Palgorithme de
traitement des resultats de l'analyse mecanique
i raitt'iru'iit des resultiits de I analyse mecanique
Resultats
Pararrwtres d'utilisateur
Parametres d'utifaateutr
Importation, des resultats
i f
Afficiiage
1
CakM\ JiMital das indic&s de
1 r
aberrantes
I
Catcul socortfairos ds®
indices co per'orn:anoes
i'
rmrt&xutess
5.2 Implementation
5.2.1 Annotations utilisees
Afin de simplifier l'automatisation des etapes de la C.A.O., un modele de base, incluant
certaines entites geometriques est utilise (Figure 5.5). Voici une breve description et
1'annotation des entites employees dans ce modele parametrique. NOTE: Afin de
minimiser I'ampleur du codage, le nombre de membrures maximal est limite a 20.
Figure 5.5 Entites geometriques du modele de base
JOINTS
• Entire : Point (Jl, J2, J 3 , . . . , J40).
• Description : Points de construction du modele.
POINTS
• Entire : Point (PA1, PB1, PA2, PB2, ... , PA20, PB20).
• Description: Points d'extremites (A et B) des liens.
CENTRE
• Entire : Point (CI, C2, C3, ... , C20).
• Description : Points centres des liens.
LIENS
• Entire : Ligne (LI, L2, L3, ... , L20).
• Description : Ligne de base du modele (squelette).
PLAN DE SECTION
5.2.2 Definition du modele en acier
La definition du modele est effectuee en deux phases. Tout d'abord 1'entree des donnees
geometriques et mecaniques et ensuite la mise a jour du modele parametrique de C.A.O.
Dans le contexte d'automatisation de la C.A.O, on preconise une definition descriptive et
numerique de la geometric plutot qu'une extraction des donnees a partir d'un modele qui
serait defini directement dans un logiciel de C.A.O. Ceci permet de definir rapidement
un modele d'etude et de modifier rapidement les donnees lors d'une analyse iterative.
Ainsi, Palgorithme de definition du modele en acier est implements dans le logiciel de
C.A.O. (CATIA), mais le tableur numerique (Excel) est utilise comme intermediaire
pour P entree des donnees.
Entrees 1 - Jonctions
Entrees et affichage des coordonnees des jonctions servant a la creation du squelette
(Figure 5.6), Pour plus de details sur Pimplementation voir P Annexe 1, a la page 1.
-NON f 1030 6000 5000 1030 2000 2000 15301 5S3C-1000 6000 6000 1000 1000 6000 sooo 50C0 2000 3500 1500 £500 10CC| 20I 2750I 2TS0] • J2 .'jW 2 0 0 0 4 0 0 0 6 0 0 0 8 0 0 0
2 0 0 0 4 0 0 0 &000 eooo 2 0 0 0 4 0 0 0 GOOD 8 0 0 0
Entrees 2 - Liaisons
Entrees et affichage de la definition des liaisons formant le squelette du modele (Figure
5.7). Pour plus de details sur 1'implementation voir 1'Annexe 1, a la page 5.
LIAISON | Point A j Point B 5 6 7 6 1
,
^
3_
8 6 9 10 12 11 14 15 14 6 7 8 5 5 8 6 7 10 9 12 10 12 11 9 15 16 17 PLANX-Z PLANX-Y*3»|.
5 » » f f i » f f f Vlies 3D ffVuef CVue2 C Vue3 Rechereher Liaison: Joint: Joint:Figure 5.7 Entrees 2 - Liaisons
Entrees 3 - Parametres geometriques et mecaniques
Definition geometrique et mecanique de la piece structurelle en acier. Les parametres
suivants sont defmis pour chaque membrure : limites, section et materiau (Figure 5.8).
Pour plus de details sur 1'implementation voir l'Annexe 1, a la page 13.
» * {hv* a s r
i m t:
5»*Sw* I Saa&feBj
ii***
MEM8RURL1
Mrttnlfti" AKi4,K narmafaftij^ mm
•»-.-* . I •»-.-* •»-.-* - - •»-.-* '
s^fjififiiw Annwae
Figure 5.8 Entrees 3 - Parametres geometriques et mecaniques
Les limites de membrares caracterisent la geometrie et l'assemblage des extremites des
membrures de la piece structurelle definie. La generalite des cas possibles est couverte
par les quatre types proposes au tableau 5.1.
TABLEAU 5.1 TYPES DE LIMITES DE MEMBRURES
• Type 1 - Coin
Entire limite : Plan a angle forme avec une autre membrure
Representation : C (joint, membrure, membrure)
• Type 2 - Libre
Entite limite : Plan normal a la membrure
Representation: L (joint)
• Type 3 - Renfort de membrure
Entite limite : Surface de membrure
Representation: RM (membrure)
• Type 4 - Renfort de coin
V>
Initialisation du modele et actualisation du modele de base
Les entites du modele de base, definies dans la section 5.2.1, sont mises a jour pour les
membrures x = 1 a n. On observe a la figure 5.9 les differentes entites mises a jour : Jx,
PAx, PBx, Cx, Lx, PLSx. Les proprietes parametriques du modele de base permettent de
faciliter sa mise a jour. Pour plus de details sur 1'implementation voir l'Annexe 2, a la
page 4.
Figure 5.9 Actualisation du modele de base
Creation des esquisses de sections
Les esquisses de sections sont creees a partir des donnees importees de l'Entree 3 (p. 25).
A partir du type de section de la membrure i (aciersecttype(i)) une procedure
d'esquisse est appelee. Les proprietes geometriques de l'esquisse sont definies par les
variables importees d'une table de sections (acierjsect_var(i,j)). Les esquisse de sections
sont alors automatiquement developpes dans le modele geometrique (Figure 5.10). Pour
plus de details sur 1'implementation voir l'Annexe 2, a la page 12.
Figure 5.10 Creation des esquisses de sections
Creation des plans de coin
Une procedure de creation de plan est necessaire pour l'extrusion et l'assemblage des
membrures caracterisees par une ou deux limites de type coin. Un algorithme de creation
des entites necessaires est ici developpe. Les entites creees sont illustrees a la figure
5.11. Pour plus de details sur 1'implementation voir 1'Annexe 2, a la page 14.
Pour chaque coin j (joint_z, membrurex, membrure_y):
1- Creation de LICj : ligne point - point (Jz - Cx)
2- Creation de L2Cj : ligne point - point (Jz - Cy)
3- Creation de L3Cj : ligne point - direction (Jz - LICj)
4- Creation de L4Cj : ligne point - direction (Jz - L2Cj)
5- Creation de PICj : point centre de ligne (L3Cj)
6- Creation de P2Cj : point centre de ligne (L4Cj)
Note : Les longueurs de L3Cj et L4Cj sont egales afin d'obtenir le mime angle pour les 2
membrures.
Extrusion des surfaces de construction
Des surfaces de reference sont creees a partir des esquisses de sections {Figure 5.12).
Ces surfaces sont exportees vers les pieces de membrure afin de realiser le decoupage des
surfaces limites de type renfort. Deux types de surfaces de construction sont crees : les
surfaces de membrure et les surfaces de coin. Les surfaces de membrure « E X T R U l x »,
pour les membrures x = 1 a n, sont utilisees comme reference pour les limites de type
renfort de membrure. Les surfaces de coin « E X T R U C O I N x », pour les coins x = 1 a
n, sont utilisees comme reference pour les limites de type renfort de coin. Pour plus de
details sur 1'implementation voir 1'Annexe 2, a la page 17.
Extrusion solide des membrures
Les membrures sont construites par l'extrusion des esquisses en fonction des entites
limites : plans libres, plans de coin, surfaces de coin, surfaces de membrure (Figure
5.13). Pour plus de details sur 1'implementation voir 1'Annexe 2, a la page 21.
Figure 5.13 Extrusion solide des membrures
Assemblage des membrures
L'automatisation de l'assemblage des membrures s'effectue par l'utilisation des noms de
surfaces attribues par le logiciel de C.A.O. selon son langage. Ces surfaces sont appelees
par la fonction d'assemblage. Pour plus de details sur 1'implementation voir l'Annexe 2,
a la page 27. Le nom des surfaces limites varie en fonction du type de section ainsi que
du type et de l'ordre des limites de la membrure. Un exemple, pour les surfaces limites
d'une membrure de type tube, selon le langage CATScript, est fourni en annexe (Annexe
5.2.3 Analyse mecanique de la piece en acier
L'analyse mecanique est realisee par une methode d'analyse par elements finis. Le choix
des elements du maillage a ete effectue dans une optique d'application generate et
d'automatisation de la methodologie. On ne cherche pas ici a optimiser le temps
d'operation de la methodologie, mais plutot d'en generaliser et d'en faciliter
l'application. On utilise done des elements 3D tetraedriques qui peuvent s'appliquer a
une multitude de problemes. De plus, le choix de ce type d'elements permet une lecture
tridimensionnelle complete du comportement mecanique du modele. D'un point de vue
analytique, ceci nous permet d'avoir une vue d'ensemble sur le comportement et le role
de chacune des membrures dans la structure. Les resultats extraits sont ainsi achemines a
une etude graphique et statistique, automatisee dans le processus, qui permet de
categoriser chacune des membrures de la structure.
Tout comme pour la definition du modele, l'analyse mecanique de la piece en acier est
implementee dans le logiciel de C.A.O. (CATIA) et dans le tableur numerique (Excel).
L'implementation de chaque etape de l'algorithme est decrite dans cette section.
Initialisation
La phase d'initialisation du modele se situe dans le contexte d'automatisation de la
methodologie dans l'environnement de C.A.O. II s'agit ici d'effectuer les etapes
preliminaires a l'analyse du modele et d'initialiser les variables. Pour plus de details sur
1'implementation voir 1'Annexe 2, a la page 33.
Application des conditions limites
Selon la definition de l'utilisateur, les chargements et les conditions limites sont
appliques au modele {Figure 5.14). Les conditions appliquees sont plus clairement
representees a la figure 4.2. L'application des conditions s'effectue, comme pour
l'assemblage des membrures, a l'aide des noms repertories pour les surfaces du modele.
Les parametres de l'utilisateur sont importes et appliques dans une boucle sur chaque
membrure de la structure. Pour plus de details sur 1'implementation voir 1'Annexe 2, a la
page 35.
Maillage initial
On effectue ensuite le maillage du modele. On debute par un maillage initial qui a pour
but de mailler independamment les differentes membrures de la structure (Figure 5.15).
Ceci permettra ulterieurement d'analyser de facon distincte chacune des membrures. La
construction solide du modele a d'ailleurs aussi ete realise dans cet optique et exige,
implicitement, un premier maillage de la structure avant d'appliquer les contraintes
d'assemblage au modele d'analyse par elements finis. Pour plus de details sur
1'implementation voir l'Annexe 2, a la page 37.
Conversion des contraintes d'assemblage
Les contraintes d'assemblage definies precedemment sont maintenant utilisees pour
l'elaboration du modele d'analyse par elements finis. II s'agit ici de joindre les noeuds
des membrures aux differentes limites assemblies : les renforts de membrure, les coins et
les renforts de coin. On considere ainsi que les differents assemblages sont de type
mecano-soudes. Pour plus de details sur 1'implementation voir l'Annexe 2, a la page 37.
Maillage secondaire
On doit reaffecter un nouveau maillage a la structure puisque les contraintes
d'assemblage etablissent une fusion des noeuds du maillage prealablement calcules entre
les membrures. Le maillage est done recalcule en fonction des nouvelles contraintes
d'assemblage (Figure 5.16).
Analyse par elements finis
L'analyse mecanique de la piece est effectuee et les resultats sont exportes sous forme de
fichiers d'echanges. Pour la suite de l'analyse, on exporte les donnees numeriques des
resultats suivants : les contraintes de Von Mises (Figure 5.17), les contraintes principales
des tenseurs de contraintes et les translations aux nceuds. Le traitement de ces donnees
est explique dans la section suivante. Pour plus de details sur 1'implementation voir
1'Annexe 2, a la page 38.
HP
z
x *
^ y
^^VtaSbsi
^^^^^^E£SS^Mi**^KF
^_ Contraintes de Von Mises (N/rrt
2)
• j j l | ^ ^ ^ ^ ^ _ l,26e+00B
9 H ^ ^ ^ ^ 1
1
'
14e+008
1 ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ . i l,01e+00B
r ^J^^^E^m 6,33e+007
^W , ^ H H | • 5,07e+007
^m JK^^Wm 3,i31e+007
^r JKfr H m
2
'
55e+007
f J^^F 1 2,45e+005
5.2.4 Traitement des resultats de l'analyse mecanique
Importation des resultats
Les resultats obtenus dans la section precedente (contraintes de Von Mises, contraintes
principales et translations aux noeuds) sont importes dans le tableur numerique a partir
des fichiers d'echanges. Pour plus de details sur 1'implementation voir 1'Annexe 1, a la
page 13.
Affichage
Les valeurs numerique obtenus par l'importation des resultats sont compiles pour etre
ensuite affiches dans le tableur tel que presente a la figure 5.18.
Sp&xfoft =
am
Contraintes Princtpsies $AX 6.96E+07 8.68E*07 ! 7.*7E*07 j 3.49E.07 ! 2.3GE.07 2.55E-07 2.99E.Q7 1.11E*03 4.B1E.07 S.74E.07 6.02E.07 6.63E.07 l 8,44E»07 ! 5.e?E.07 ; 1.0SE.Q8 \ 1.88E.07 i 7.41E.07 l.78E*Q7 6.42E+07 -1.01E.Q8 | 1.84E*08 -t.11E*0S j 1.80E.08 -9.91E*07 ! 1.86E.Q8 -l.16E.Ci8 j 1.91E.08 -8.16E.r>7 ! 1,I6E»08 -8,90E*07 ! U3E-09 -7.62E.O? 1,02E'08 -7.50E.07 : -2.67E.Q8 j •3.20E.08 i -3.43E.08 ! -3.Q2E.08 j -1,82E^oa I -2.21E*08 \ -1.81E.0B .2,16E»Q8 -5.10E.Q7 -3.28E.07 -4.99E.07 -3.97E.07 1.05E*08 3.78E>08 3.65E*08 4.02E.03 3.62E+08 2.49E.08 3.06E.08 2.38E.08 3.E5E.08 6.98E*Q7 1.07E*O8 S.75E.07 1.04E-08 1.11E-08 ; 1.78E.07 -3.28E.07 ! -3.45E.08 ! 4,Q2E»Q8 6.76E.07 MOY 2.87E.07 [ 71.32 3.71E.05 ; 0.92 2.94E*07 i 73.09 2.49E.0S < 0.62 -*,31E*06 • -8,71 •4.76E.0S ; -9.61 -4,54E*06 i -9,16 •4.67E*0S i -9.43 -2.67E-Q7 i -53.88 -2.88E»07 ; -58,25 -2.92E.07 .58.35 •2.73E*07 j -55.02 -3.54E*C6 : -7.15 -4.G2E.07 '• -33.22 .2.75E.C6 i -5.55 -4.95E-07 i -100.00 -2.98E*05 -0,80 4.Q2E-0? 100.00 -4.17E*05 ; -0.84 3.67E.07 :• 81,10 4.Q2E.07 : -4.95E.07 ; 8,59E*06 I 1,2!E*07 ! 8,83E*06 I 1.02E*07 ! 1.08E+07 1.04E-07 1.05E*07 2.50E.07 • 2.71E.07 \ 2.83E.07 ! 2.69E.07 i 1.90E.07 ! G.03E.07 ! 1.79E.07 j 7.17E.07 I 3.20E*06 I 7.75E.06 3.23E.06 6.58E.06 40.34 37,45 26.46 84.06 24.92 100,00 7.17E.07 : 3.20E.06 jContraintes d e Von Mises
.;*»:• +.03E*08 i 3.98E*08 \ MOE*08 4.31E.08 2.77E-08 j 3,68E.03 2.9QE-QS 3.27E+08 4.72E-08 5.60E-08 ; 5.05E.08 j 4.53E*08 | 4.10E-08 \ 3.91E.08 : 3.83E.08 ! 4.08E.08 j 1.54E.08 | 1.37E*08 I 2.02E*08 i 1.62E+08 ! 78.44 7G.87 43,48 65.63 5171 58,34 84.15 100.00 30.05 80.32 73.14 89.75 G8.33 72.38 27.41 35.20 1,024 0.935 0,936 0.711 0,517 0,377 0.380 0.000 8.847 3,234 0,801 0.734 1.255 2.034 2.034 0,000 5,595 5,593 6.201 11,45 10,07 nee 11.43 38.40 49.72 90.10 83.90 14.37 2.38E.07 -J 3.79E.0G • -1.62E.07 -3.82E.Q7 -5.62E-07
—-' ;rrr
'0rf*m&p^
i';i '• ;; r-vy- •• ; • ' I ' '
j.Contratate maximum on tension (M/m2)
15 1* 1T i t H JO
Calcul initial des indices de performance
Aiin de classifier les membrures de la structure selon leurs proprietes et leur role
structurel, les operations statistiques de base sont calculees sur 1'ensemble des valeurs de
contraintes aux noeuds (moyenne, ecarts types, etc.) et des indices de performance sont
definis pour chaque membrure (voir section 5.3.3).
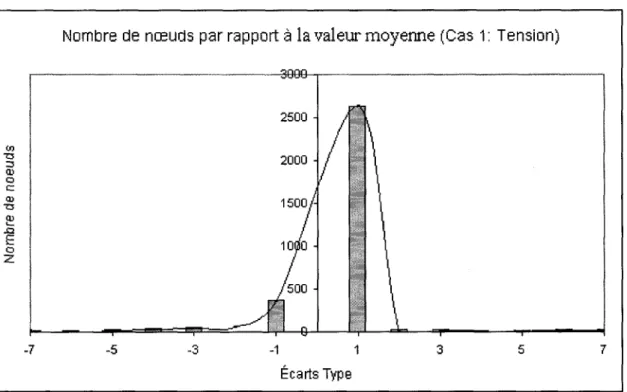
Suppression des valeurs aberrantes
A l'aide d'un filtre utilisant les ecarts types sur la repartition des contraintes aux noeuds
de chaque membrure, on elimine les valeurs aberrantes (voir section 5.3.3).
Calcul secondaire des indices de performance
Apres avoir elimine les resultats numeriques des noeuds lies aux valeurs aberrantes, on
effectue a nouveau le calcul des indices de performance.
Classification des membrures
Les membrures sont maintenant classees a l'aide des differents indices de performance
calcules.
La section suivante elabore plus en details les principes de mise en oeuvre du traitement
des resultats qui sont ici implements.
5.3 Principes de mise en ceuvre du traitement des resultats
5.3.1 Cas analyses et resultats
Afin d'etablir des lois et une methodologie permettant de choisir adequatement les
variables initiales du design de la structure en aluminium, il est essentiel de soutirer un
maximum d'informations du modele en acier (contraintes et deplacements). Pour ce
faire, 1'etude suivante a pour but d'analyser et de comparer les proprietes mecaniques
d'une structure simple en acier (Figure 5.19) soumise a differents cas de chargement. On
utilise une membrure unique encastree a Tune de ses extremites. Une autre membrure est
utilisee afin de transmettre, de facon realiste, les differents types de chargements a la
membrure principale. II est a noter que les deux membrures sont jointes par une
contrainte de type mecano-soudee. Par ailleurs, seuls les resultats par elements finis de la
membrure principale sont utilises au cours de 1'analyse.
Figure 5.19 Structure utilisee pour 1'analyse generate
• CAS 1 : Membrure en chargement simple - Tension (p. 40)
• CAS 2 : Membrure en chargement simple - Compression (Annexe 4, page 1)
• CAS 3 : Membrure en chargement simple - Flexion (Annexe 4, page 7)
• CAS 4 : Membrure en chargement mixte (Annexe 4, page 13)
CAS 1 : Membrure en chargement simple - Tension
Modele etudie
Section : & = 100mm, e =10mm
Acier:AISI 4150
Chargement: Distribue - 1350 kN en tension (F.S = 1)
Nombre de noeuds: 3190 nds.
(voir la figure 5.20)
Figure 5.20 Chargement (Cas 1)
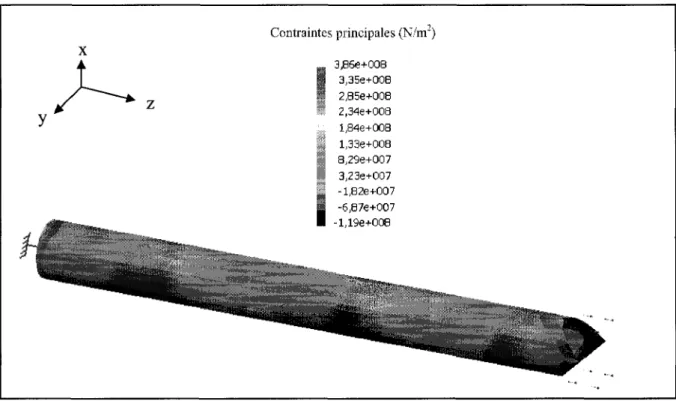
Resultats CAS 1
On observes les differents resultats pour les contraintes de Von Mises (Figure 5.21), les
contraintes principales (Figure 5.22) et les translations aux noeuds (Figure 5.23).
Contraintes principales (N/m")
3,86e+008
3,35e+008
2,85e+008
2,34e+008
l,84e+008
l,33e+008
8,29e+007
3,23e+007
-1,826+007
-6,87e+007
-l,19e+008
Figure 5.22 Contraintes principales (Cas 1)
X
y
^
*
fllfe'
z
. > • ' •
-Translations aux noeuds (mm)
2,34
2,11
1,87
1,64
1,4
1,17
0,936
0,702
0,463
1 0,234
1 0
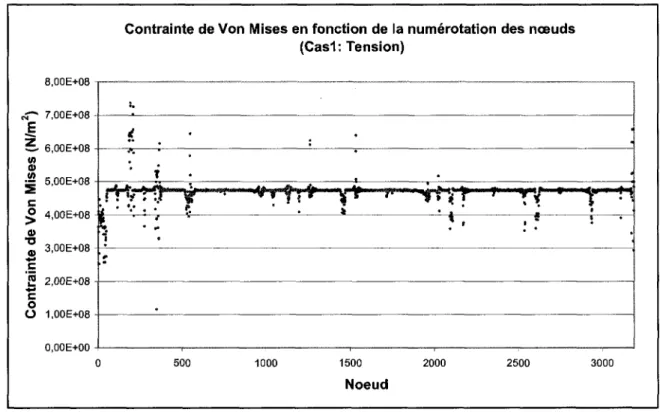
Resultats CAS 1 - Contraintes de Von Mises
Observons tout d'abord, au tableau 5.2, les resultats numeriques relatifs aux contraintes
de Von Mises. On constate, a l'aide du graphique de la figure 5.24, que les valeurs sont
uniformes le long de la membrure et que les valeurs extremes sont situees aux nceuds des
conditions limites, a chaque extremite de la membrure.
TABLEAU 5.2 VALEURS EXTREMES DES CONTRAINTES DE VON MISES
(CAS 1)
Contraintes de Von Mises (N/m2) MAX
7.37E+08
MIN i DIFF MOY 1.16E+08 j 6.22E+08 4.71E+08
E.TYPE 2.74E+07
F.S. 1,00
Contrainte de Von Mises en fonction de la position en z (Cas1: Tension)
8.00E+08 ^ 7.00E+08 E Z , 6.00E+08 (A 0) •i2 5.00E+08