SÉMINAIRE DE DIDACTIQUE
DES DISCIPLINES TECHNOLOGIQUES
CACHAN
1993-1994
!
SÉMINAIRE DE DIDACTIQUE
DES DISCIPLINES TECHNOLOGIQUES
CACHAN – 1993-1994LES AUTEURS
DOULIN, Janrené
Professeur de génie mécanique construction, Lycée Gaspard Monge de Nantes.
LEFEBVRE, Christian
Formateur de formateurs, Psychologue du Travail, Ergonome. ENSER (École Nationale de Sécurité Routière), Nevers.
LUTZ, Laure
Professeur à l'IUFM d'Aquitaine, Antenne de Périgueux.
PASTRÉ, Pierre
Conseiller au CAFOC (Centre Académique de Formation Continue), Rectorat de Dijon.
RABARDEL, Pierre
ERS 139 CNRS : Équipe Psychologie cognitive et ergonomique GDR Didactique CNRS : Coresponsable du Groupe Didactique Professionnelle. U.F.R. de Psychologie, Pratiques Cliniques et Sociales, Université Paris 8
SOMMAIRE
ÉLÉMENTS POUR UNE APPROCHE... 5 ANTHROPOCENTRIQUE DES TECHNIQUES
DANS LE SYSTEME ÉDUCATIF Pierre RABARDEL
CONCEPTS PRAGMATIQUES ET CONCEPTUALISATION ... 19 Pierre PASTRÉ
LE RÔLE DES CONNAISSANCES DANS LE... 35 CONTRÔLE DE PROCESSUS RAPIDES ;
LE CAS DE LA CONDUITE AUTOMOBILE Christian LEFEBVRE
ANALYSE COMPARATIVE DES DIFFICULTÉS... 65 RENCONTRÉES PAR LES ÉLÈVES DANS
L'APPROPRIATION DE DIFFÉRENTS TYPES DE
GRAPHISMES TECHNIQUES EN CLASSE DE SECONDE TSA Janrené DOULIN
DE L'ÉDUCATION TECHNOLOGIQUE À LA... 95 CULTURE TECHNIQUE
– Pour une maîtrise sociale de la technique Présentation du livre d'Yves DEFORGE par Laure LUTZ
ÉLÉMENTS POUR UNE APPROCHE
ANTHROPOCENTRIQUE DES TECHNIQUES DANS LE
SYSTÈME ÉDUCATIF
Pierre RABARDEL
1. LES APPORTS DES SCIENCES SOCIALES À L'ANALYSE DES TECHNIQUES1
La conception des techniques dans les sciences sociales, a, comme le souligne Pierre DUBOIS (1992), sensiblement variée.
• Une position déterministe a prévalu jusque dans les années 1970 où les techniques sont prises en tant que telles. Elles sont issues des entreprises et marquées de rapports sociaux. Elles influencent de façon quasi mécanique le travail et son organisation, les conditions de travail aussi bien que 1 'homme au travail et son activité. La détermination du travail par la technique est aussi bien analysée en termes positifs (le progrès technique) que négatifs (les dégâts du progrès).
• Une approche indéterministe a ensuite été développée sous l'influence des comparaisons internationales qui se sont développées à la
fin des années
70.
«Les techniques sont désormais considérées comme
plastiques: l'observation d'entreprises de plusieurs pays conclut à des différences d'organisation du travail malgré l'emploi de techniques similaires,
1
Nous nous appuyons pour cette partie sur le rapport de Pierre DUBOIS au colloque
différences qui sont imputées aux systèmes de formation professionnelles ou aux cultures nationales ».
• C'est un point de vue intermédiaire qui prévaut aujourd'hui. S'il y a bien plusieurs manières d'organiser le travail sur la base d'une même technique, les choix techniques :
- intègrent et matérialisent des choix organisationnels qui sont le reflet de choix sociaux, économiques, politiques ou culturels;
- incorporent et mettent en œuvre des représentations concernant 1'homme au travail et son activité, ses compétences et leurs limites, la place qu'il doit avoir et souvent celle qu'il ne doit pas pouvoir prendre.
Pour une technique à un moment donné, seuls certains choix organisationnels restent possibles puisque certains d'entre eux sont déjà inscrits dans les systèmes techniques qu'il vaut mieux de ce fait considérer en tant que systèmes anthropotechniques, puisqu'ils sont, dès leur origine, pensés et conçus en fonction d'un environnement humain, et que les hommes sont omniprésents dans leurs cycles de vie depuis la conception jusqu'à la mise au rebut en passant par les phases essentielles du fonctionnement et de l'utilisation.
2. LES CHOIX SUR LE TRAVAIL DE L'HOMME S'INSCRIVENT DANS LES SYSTÈMES ANTHROPOTECHNIQUES2
Dans la cabine de pilotage de l'avion du futur, disent entre eux les pilotes, il n'y aura plus que deux places: une pour un chien chargé d'empêcher le pilote de toucher aux commandes et l'autre pour un pilote chargé, lui, de nourrir le chien. II s'agit certes d'une plaisanterie, mais nous allons voir que les présupposés à l' œuvre dans la conception des avions contemporains vont bien dans le même sens. Ils sont d'ordre très divers. Nous ne retiendrons ici que ceux qui influent directement ou indirectement sur le travail des pilotes.
• Un rêve de perfection : qui conduit à vouloir faire voler les avions quelles que soient les conditions, à faire reculer les limites du possible et qui de fait entraîne des risques renouvelés.
• Un impératif de sécurité absolue3 qui se traduit par une mise à l'écart du
pilote et une limitation de ses actions: orientation vers l'automatisation
2 Nous nous appuyons ici sur la recherche de GRAS et SCARDIGLI «Le pilote, le
contrôleur et l'automate» et sur la synthèse qu'en a présenté Pierre DUBOIS op. cité.
3 20% seulement des accidents sont considérés aujourd'hui comme ayant une origine
technique. Mais le partage des causes entre les catégories techniques et humaines nous semble bien difficile à faire lorsque, par exemple, l'erreur du pilote survient dans un environnement technologique de plus en plus complexe et rendu, parfois, délibérément obscur voire incompréhensible.
maximale, développement et intégration des systèmes informatiques embarqués, systèmes multiples visant à empêcher toute accélération, inclinaison ou virage excessif, c'est-à-dire tout écart à la norme et tout style de pilotage personnel.
• La rigueur avant tout : l'objet volant doit être soumis aux lois exactes de la physique qui assurent la répétabilité. De ce fait l'idée que le travail du pilote consiste très souvent à gérer de l'imprévu, pallier les défaillances de la machine est difficilement admise. Au contraire, les tâches confiées au pilote seront les plus limitées possibles et l'on considère souvent qu'il est inutile, voire dangereux qu'il comprenne l'intérieur des systèmes embarqués.
• La perception de la réalité est plus fiable quand elle est confiée à la machine que quand c'est l'homme qui l'assure. Les avions tendent donc à être équipés de fonctions perceptives et de systèmes visant à traiter infailliblement et rapidement ces informations. À l'inverse on tend à limiter les possibilités d'usage de ses sens par cet homme si peu fiable et si indiscipliné. L'idée de concevoir des cabines de pilotage aveugles a même été avancée.
Cette marginalisation de l'homme par rapport au système technique, son travail placé en position résiduelle par rapport à ce qui n'est pas technologiquement réglé ou réglable aujourd'hui, traduit une orientation des choix technologiques, sociaux, organisationnels désormais bien identifiée par les sciences humaines et sociales. Ces choix ne sont pas limités à la conception des avions comme le montre les résultats d'une autre recherche portant sur la conception des lignes de production automatisées. Nous ne pointerons que trois des présupposés qui sous-tendent la conception de ces lignes, analysés dans les bureaux d'étude et les services techniques de grandes entreprises (FREYSSENET, 1992).
• La solution technique est toujours considérée comme plus efficace pour améliorer la productivité, la qualité, la sécurité ou même les conditions de travail. Cette option génère souvent plus d'automatisation qu'il n'est économiquement nécessaire.
• Les performances économiques d'une installation sont supposées être d'autant plus élevées que la réduction de la main-d'œuvre est importante et rapide. En fait les performances d'une installation dépendent de la capacité à éliminer les causes d'arrêt qui dépend de la disponibilité des agents de condui te et de maintenance pour analyser le fonctionnement réel, ce qui est évidemment en lien avec le nombre des agents.
• L'aléa majeur est considéré comme humain et social : l'efficacité du système technique est toujours pensé comme menacé par l'homme soumis à des défaillances et à des intérêts jugés contraires à ceux de l'entreprise. Plus
un système réduit l'intervention humaine, plus il est bouclé et plus il est censé être sur et parfait.
3. LES LIMITES DES APPROCHES TECHNOCENTRIQUES, ET LA NÉCESSITÉ D'APPROCHES ANTHROPOCENTRIQUES AU TRAVAIL ET EN FORMATION
En fait, cet ensemble de points de vue et de présupposés ont comme point fondamental commun de méconnaître la place et le rôle réels des hommes dans les situations de travail. Ils sont caractéristiques d'une approche à dominante technocentrique des systèmes anthropotechniques de production, approche qui contribue à l'émergence de nombreuses difficultés :
• Au plan social, bien évidemment, la marginalisation de l'homme au sein des systèmes de production n'est pas sans lien avec la réduction, voire l'effondrement des emplois qui affectent ceux-ci, diminution qui n'est pas compensée par les emplois induits autour de la conception des processus automatisés.
• Au plan économique où, d'une part, la sur-automatisation conduit souvent à des contre-performances, d'autre part, la méconnaissance du rôle réel des hommes dans la conduite des installations automatisées conduit à leur assigner des positions qui ne leur permettent pas de gérer efficacement la qualité de la production.
• Au plan de la fiabilité, de la sécurité des processus et de la qualité de la production. De nombreuses études ont montré le rôle central des hommes dans la fiabilité des process, l'identification des dérives et signes avant coureurs de survenue de pannes etc... qui contribuent aussi bien à la fiabilité et la sécurité, qu'à la continuité de la production et de ce fait à qualité et la performance économique.
• Au plan de la sécurité où les hommes apportent également une
contribution très souvent décisive4.
L'ensemble des éléments que nous venons d'évoquer conduit à la nécessité de développer des points de vues complémentaires à l'approche technocentrique. Nous ne pouvons que souscrire aux conclusions de d'IRIBARNe et LINHART (1989) :« Un des reproches fait aux systèmes techniques - quelle que soit leur taille - est qu'ils sont généralement conçus comme des ensembles fermés, c'est-à-dire avec lesquels il n'est possible d'entrer en relation qu'a travers des modalités spécifiques et étroitement codifiées, laissant peu de place à des modes d'approche ou d'usage diversifiés. Cette rigidité des systèmes techniques est doublement
4
Sur les questions de la fiabilité et de la sécurité voir notamment LEPLAT & al. (1990).
dommageable: d'un point de vue social, elle entraîne l'exclusion d'individus qui ne sont pas capables de s'adapter, d'un point de vue économique, elle induit des pertes d'efficacité par rapport aux performances théoriquement attendues. Il importe donc de mettre l'accent sur la conception de systèmes ouverts, socialement appropriables, c'est-à-dire conçus sur la base d'une interdépendance entre les techniques, socialement et cognitivement diversifiés. Il s'agit de faire remonter le plus en amont possible de la conception technique, la prise en compte des hommes ».
Nous résumerons cet ensemble d'analyses par une conclusion à caractère général: il s'agit aujourd' hui d'adopter et de développer une approche anthropocentrique des techniques et des systèmes de travail.
Une telle approche doit non seulement être développée dans la conception et la mise en œuvre de ces systèmes, en particulier par des contributions de l'ergonomie, de la psychologie du travail et des autres disciplines porteuses d'une approche centrée sur l'homme, mais elle doit aussi être développée de façon urgente au sein du système d'éducation et de formation.
Il nous semble en effet que les options technocentriques dont relève la conception de la plupart des systèmes actuels ne relèvent que pour partie de choix délibérés de la part des concepteurs et des donneurs d'ordre. Ces options technocentriques sont aussi largement le produit de micro-décisions prises tout au long du déroulement du projet d'ingénierie, micro-décisions qui sont lourdement déterminées par la culture technologique des concepteurs. Nous avançons l'hypothèse que les concepteurs sont aujourd'hui porteurs d'une culture trop unilatéralement technocentrique d'abord initiée au sein du système éducatif, puis renforcée et développée dans le cadre de leur activité professionnelle. Il est nécessaire de développer des approches anthropocentriques cohérentes et puissantes dans les lieux ou se forment la culture et les compétences professionnelles des concepteurs et plus largement de tous ceux qui sont susceptibles d'intervenir dans les choix technologiques.
Une seconde raison milite en faveur du développement d'approches anthropocentriques des techniques au sein des formations technologiques et professionnelles: la plupart des formés ne seront que marginalement, voire jamais insérés dans des processus de conception institutionnels. Leur rapport dominant aux systèmes anthropotechniques sera un rapport d'usage. Les systèmes techniques sont, et seront le plus souvent pour eux des outils, des instruments. Cela signifie que leur rapport principal à ces systèmes, celui qui leur donne un sens est lui-même un rapport anthropocentrique. La culture technologique délivrée par le système de formation pourra-t-elle longtemps être si lourdement en opposition avec ce qui fait sens pour les formés?
Naturellement ni l'approche technocentrique, ni l'approche anthropocentrique ne sont à elles seules suffisantes. Il faut plutôt les considérer comme complémentaires. Mais aujourd'hui, force est de constater que c'est le point de vue technocentrique qui est profondément dominant, voire parfois l'unique point de vue présent. Cela suffit à indiquer la direction dans laquelle l'évolution doit s'opérer et l'ampleur de la tâche à accomplir.
Mais aller vers un rééquilibrage anthropocentrique ne relève pas de la seule bonne volonté. Il faut encore pour cela disposer des conceptualisations qui permettent de «penser» la technique et les systèmes anthropotechniques d'un point de vue anthropocentrique. L'approche instrumentale peut y contribuer.
4. L'APPROCHE INSTRUMENTALE : UNE CONTRIBUTION À LA THÉORISATION DE L'APPROCHE
ANTHROPOCENTRIQUE DES TECHNIQUES
Soulignons, tout d'abord, que la relation instrumentale n'est que l'une des formes possibles de relation des hommes aux systèmes anthropotechniques, celle où le système (en totalité ou en partie) constitue un moyen direct de leur action. D'autres types de relations comme le contrôle d'un processus, l'identification de l'origine d'une panne, le montage-démontage d'objets techniques, sont également susceptibles d'une approche anthropocentrique. Nous nous centrerons dans les pages qui suivent sur la seule approche instrumentale en présentant quelques-unes de ses conceptualisations centrales5.
4.1. De l'objet technique à l'artefact et de l'artefact à l'instrument.
La première idée que nous voudrions développer est que la notion d'instrument ne doit pas être conceptuellement confondue avec celle d'objet technique, même s'il s'agit de désigner un outil ou une machine outil. La notion d'objet technique est porteuse d'un point de vue technocentré sur l'objet et rend, de ce fait, difficiles d'autres approches, notamment anthropocentriques. Nous utiliserons la notion d'artefact comme alternative, neutre, permettant de penser différents types de relations du sujet à l'objet ou au système anthropotechnique : comme structure technique, dispositif fonctionnant, instrument...
L'artefact désigne en anthropologie toute chose ayant subi une transformation d'origine humaine, même minime. Cette définition doit être
5 La présentation que nous pouvons en faire dans l'espace d'un chapitre est
nécessairement schématique et limitée. On peut en trouver un développement d'ensemble dans RABARDEL (1995).
étendue car les « choses» auxquelles nous nous référons sont conçues pour s'inscrire dans des activités finalisées où elles trouvent habituellement leur usage. Les artefacts ont dans leur conception et leurs usages un statut social et il faut souligner qu'au delà des objets matériels, ils incluent les objets symboliques (graphismes techniques, notices, cartes, abaques... )6.
Si le terme d'artefact nous permet de penser différents types de relations, il reste à définir ce qui est spécifique de la relation instrumentale à l'artefact. L'instrument, à un premier niveau, c'est l'artefact inscrit en situation dans un usage comme moyen d'action d'un utilisateur. Cependant, nous allons le voir maintenant, l'instrument du sujet n'est pas seulement constitué par l'artefact.
4.2. L'instrument une entité mixte
Nous proposons d'élargir le point de vue qui considère l'artefact, de façon explicite ou implicite, comme l'instrument et de considérer l'instrument comme une entité mixte qui tient à la fois du sujet et de l'artefact. L'instrument comprend dans cette perspective: un artefact matériel ou symbolique produit par l'utilisateur ou par d'autres; un ou des schèmes d'utilisation associés résultant d'une construction propre ou de l'appropriation de schèmes sociaux préexistants.
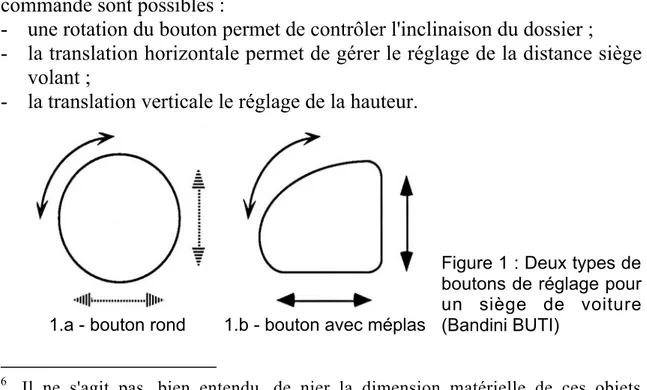
Un exemple simple, emprunté à Luigi Bandini BUTI designer Milanais (communication personnelle), nous permettra d'illustrer cette conceptualisation. Il s'agit d'un dispositif destiné au réglage d'un siège de voiture, un bouton placé sur le côté du siège. Trois mouvements de commande sont possibles :
- une rotation du bouton permet de contrôler l'inclinaison du dossier ; - la translation horizontale permet de gérer le réglage de la distance siège
volant ;
- la translation verticale le réglage de la hauteur.
1.a - bouton rond 1.b - bouton avec méplas
Figure 1 : Deux types de boutons de réglage pour un siège de voiture (Bandini BUTI)
6 Il ne s'agit pas, bien entendu, de nier la dimension matérielle de ces objets
«symboliques», mais de considérer ce qui en eux est principal, leur caractère symbolique.
Le premier bouton conçu était rond (figure 1-a). Il a induit systématiquement, chez les utilisateurs, un usage en rotation, les translations étant très difficilement identifiées. Le second bouton comportait deux formes planes orientées horizontalement et verticalement reliées par une forme arrondie (figure 1-b). Cette combinaison de formes suggérait effectivement les différents mouvements possibles et déclenchait, par perception tactile, les actions correspondantes (tourner, tirer vers le haut ou pousser vers le bas...).
Il ne s'agit, dans cet exemple, que de la mobilisation de schèmes d'utilisation très élémentaires (tourner, tirer, pousser) constituants de base d'un schème d'utilisation les englobant: le schème de réglage. En effet, lors des premiers contacts du sujet avec le dispositif de réglage, la relation actions-résultats (en termes d'effets sur le siège) n'est pas encore constituée dans son détail (telle action entraîne tel résultat), même si elle est constituée dans son principe (c'est en agissant sur le bouton que l'on peut opérer le réglage). Il en va de même pour l'enchaînement des actions. L'objet de l'apprentissage initial sera précisément de constituer le schème de réglage qui sera alors associé à l'artefact (le bouton lieu des actions) pour former un instrument permettant d'agir sur l'objet (le siège lieu des effets).
Dans la conceptualisation que nous proposons, ce n'est pas seulement l'artefact qui est mobilisé et associable par le sujet à son action pour l'exécution de la tâche, ce sont aussi les schèmes d'utilisation. Ensemble artefact et schèmes constituent l'instrument qui peut être inséré par le sujet dans son action en tant que composante fonctionnelle de cette action.
Les deux dimensions de l'instrument, artefact et schème, sont associées l'une à l'autre, mais elles sont également dans une relation d'indépendance relative :
• un même schème d'utilisation peut ainsi s'appliquer à une multiplicité d'artefacts appartenant à la même classe mais aussi relevant de classes voisines ou différentes ;
• inversement, un artefact est susceptible de s'insérer dans une multiplicité de schèmes d'utilisation qui vont lui attribuer des significations et des fonctions différentes.
4.3. Détournement de l'objet technique ou genèse instrumentale?
Un artefact n'est donc pas un instrument achevé, l'outil n'existe que dans le cycle opératoire affirmait déjà LEROI-GOURHAN (1965). Il manque encore à l'artefact de s'inscrire dans des usages, des utilisations, c'est-à-dire des activités où il constitue un moyen mis en œuvre pour atteindre les buts que se fixe l'utilisateur. Or ces usages, même s'ils sont en partie anticipés par les concepteurs de l'artefact, excèdent le plus souvent, et parfois considérablement ces anticipations. L'élaboration, la production des usages
se poursuivent au-delà de la conception initiale comme production, privée, mais aussi sociale.
Nous en avons de nombreux témoignages, par exemple les formes d'usage de la photographie spécifiques de différents groupes sociaux identifiées par BOURDIEU (1965) ou les usages imprévus qui ont émergé autour du Minitel. L'objet, l'artefact, le système même, au départ nanti d'un projet d'insertion dans la société, s'insèrent, en fait, dans des pratiques souvent en décalage aussi bien du point de vue du contexte que des finalités d'emploi (PERRIAULT, 1990).
L'exemple banal de la multiplicité des utilisations réelles d'un objet aussi théoriquement spécifique qu'un sèche-cheveux suffit à le montrer: sécher un vêtement, dégivrer une serrure, voire chauffer une pièce... Le terme de catachrèse désigne cet écart entre le prévu et le réel dans l'utilisation des artefacts. On aurait pu penser que les technologies contemporaines verraient s'effacer progressivement les catachrèses, or c'est plutôt à un développement que nous assistons. Un article des nouvelles de la sécurité aérienne du Canada (anonyme 1989) rapporte par
exemple que
«les
pilotes cherchent à contourner le programme du calculateur qui ne leur
donne pas satisfaction. Les équipages qui veulent commencer à descendre avant le point fixé par l'ordinateur indiquent tout simplement à celui-ci qu'ils vont mettre le dégivrage en marche, ce qu'ils ne feront pas, ou ils programment un vent arrière purement fictif. Le calculateur établit alors un nouveau point de début de descente qui satisfait le pilote »7.De même, GALINIER (1992) met en évidence des utilisations catachrétiques de boîtes de vitesses automatiques de véhicules lourds (camions de transport routier). Le calculateur de bord est censé proposer au conducteur un rapport adapté au moment où celui-ci en changerait, le conducteur restant libre d'accepter ou non cette proposition. Les propositions de l'automatisme sont élaborées à partir d'un calcul des valeurs instantanées du régime moteur et sur la base de critères d'économie (mode économique) ou d'optimalité du rendement (mode performant).
Mais ces critères ne sont pas toujours les plus pertinents du point de vue du conducteur, dont les décisions ne sont, le plus souvent, pas fondées sur une appréciation instantanée de la situation, mais sur des anticipations de l'évolution des conditions et du contexte de la conduite. TI rétrograde par exemple un peu avant de s'engager dans une descente difficile, il tient compte du comportement probable des autres usagers etc. Du fait de cet
7 De telles procédures sont comme le souligne A
MALBERTI (1991) susceptibles de
devenir dangereuses, notamment lorsque plusieurs indications fausses ont été ainsi donnnées au calculateur et qu’un incident exrérieur survient. Le pilote a alors beaucoup de difficultés à établir l’état réel de sa machine et à la contrôler.
écart entre les critères du conducteur et ceux du calculateur, il arrive souvent que la proposition de rapport faite par le calculateur ne convienne pas au conducteur (plus de 30 % des rapports proposés ne sont pas acceptés).
Les conducteurs ont donc développé des stratégies pour forcer le calculateur à leur proposer le rapport qu'ils souhaitent engager. Ils détournent à cette fin la commande qui permet de passer du mode économique au mode performant pour obtenir un gain de puissance (en côte, pour dépasser etc.). Par exemple, si le rapport engagé est la «
huitième petite » et que le
calculateur propose la « huitième grande »
alors que le conducteur souhaite au contraire rétrograder pour aborder une descente, il va enclencher le mode performant : cela conduit le calculateur à proposer la « septième petite », qui correspond à ce que souhaitait le chauffeur.Le mécanisme de cette attribution de fonction est exactement de même nature que celui évoqué pour les pilotes d'avion. L'opérateur reprend le contrôle du système en utilisant des variables d'entrée qui sont « normalement » destinées à un autre usage : informer le système sur le contexte ou les intentions du conducteur. En lui fournissant des données sans rapport avec la réalité (un vent arrière fictif, une demande de gain de puissance) mais soigneusement choisies, compte tenu des règles de fonctionnement du système connues de l'opérateur, celui-ci impose au système ses propres critères. Il en fait son instrument.
La question qui se pose est naturellement celle de l'interprétation de ces phénomènes de catachrèse. Quel statut faut-il leur donner? Faut-il les considérer principalement en tant que détournement de l'artefact par les utilisateurs, ce qui est l'interprétation classique? Ou ne vaut-il pas mieux les considérer comme l'expression d'une activité spécifique du sujet : ]a production d'instruments et plus généralement des moyens de ses actions ? Nous considérons que cette dernière interprétation est à la fois plus proche de la signification de ces activités pour les sujets et plus riche de conséquences. Considérer les catachrèses en tant qu'indices du fait que les utilisateurs contribuent à la conception des usages des artefacts, notamment (mais pas seulement) de cette partie de l'instrument que sont les schèmes d'utilisation, permet de porter un regard nouveau, d'une part, sur les problèmes d'appropriation des artefacts, d'autre part sur ceux de leur conception.
Au plan de l'appropriation des artefacts nous pensons que les catachrèses témoignent de processus d'élaboration et de genèse instrumentale, portés par le sujet et qui concernent les deux composantes de l'instrument, l'artefact et les schèmes d'utilisation. Nous utilisons le terme d'instrumentation pour désigner les aspects du processus de genèse
instrumentale orientés vers le sujet lui-même. Nous réservons celui d'instrumentalisation pour les processus dirigés vers l'artefact :
• Les processus d'instrumentation sont relatifs à l'émergence et à l'évolution des schèmes d'utilisation: leur constitution, leur fonctionnement, leur évolution.
• Les processus d'instrumentalisation concernent l'émergence et l'évolution des composantes artefact de l'instrument: sélection, regroupement, production et institution de fonctions, attribution de propriétés, transformation de l'artefact (structure, fonctionnement etc.) qui prolongent les créations et réalisations d'artefacts dont les limites sont de ce fait difficiles à déterminer.
Ces deux types de processus sont le fait du sujet. L'instrumentalisation par attribution d'une fonction à l'artefact, résulte de son activité, tout comme l'accommodation de ses schèmes. Ce qui les distingue c'est l'orientation de cette activité. Dans le processus d'instrumentation elle est tournée vers le sujet lui-même, alors que dans le processus corrélatif d'instrumentalisation, elle est orientée vers la composante artefact de l'instrument. Les deux processus contribuent solidairement à la genèse instrumentale, c'est-à-dire à l'émergence et l'évolution des instruments, même si, selon les situations, l'un d'eux peut être plus développé, dominant, voire seul mis en œuvre. Les processus de genèse instrumentale que nous avons mis en évidence amènent à poser le problème de leurs relations aux processus de conception institutionnels, c'est-à-dire à ce qui est habituellement considéré comme relevant de la conception dans le système de production.
4.4. Pour une vision non linéaire des processus de conception
Pierre DUBOIS dans sa synthèse déjà citée propose une remise en cause du schéma de pensée classique qui procède d'une temporalité linéaire : la technique ne doit, pour lui, plus être vue comme un artefact conçu, produit, diffusé, puis mis en œuvre, mais comme un artefact objet de multiples interactions sociales, souvent simultanées dans le temps entre conception et diffusion, entre conception et mise en œuvre de techniques. Ses conclusions largement fondées sur des travaux à dominante sociologique sont très congruentes avec nos propres conclusions appuyées principalement sur des travaux psychologiques, ergonomiques et didactiques. La conception des artefacts et plus largement des systèmes techniques doit être analysée comme un processus cyclique auquel concourent, bien qu'à des titres différents, les concepteurs institutionnels traditionnellement identifiés comme tels, et les utilisateurs, eux-mêmes créateurs des usages, mais aussi de fonctionnalités nouvelles qui s'inscrivent dans les schèmes mais aussi
parfois dans les artefacts et sont susceptibles d'être, à la génération suivante, réincorporés dans l'artefact ou les modes opératoires prévus.
Le schéma classique qui distingue temporellement conception et usage veut, qu'au delà des phases de mise au point et éventuellement d'installation, commence la phase d'usage proprement dite, censée n'être que la mise en œuvre de l'artefact. C'est sur la base de ce schéma qu'une partie des processus d'instrumentalisation est considérée comme relevant d'un détournement de l'artefact. Les interprétations que nous avançons conduisent à reconsidérer ce schéma. Le processus de conception ne s'arrête pas au seuil de l'usage, il se poursuit au cours de celui-ci en genèses instrumentales.
Figure 2 : Inscription des processus de genèse instrumentale dans le cycle d'ensemble de la conception d'un artefact
La conception de l'artefact se poursuit dans l'usage: les fonctions et propriétés constituées par les utilisateurs prolongent les fonctions et propriétés constituantes produites par les concepteurs institutionnels. Les fonctions constituées, dans certains cas, anticipent des fonctions constituantes futures comme l'illustre la figure 2. C'est le cas, par exemple, dans les situations où les utilisateurs sont amenés à produire des artefacts nouveaux, ou encore lorsque les concepteurs institutionnels s'inspirent des fonctions constituées créées par les utilisateurs pour les implémenter et en faire des fonctions constituantes d'une nouvelle génération d'artefact.
Les genèses instrumentales s'inscrivent donc dans un processus d'ensemble où fonctions constituantes et constituées s'articulent dans des filiations
réciproques les unes par rapport aux autres. Un processus dont les acteurs sont à la fois les concepteurs institutionnels et les utilisateurs (figure 2). Nous venons d'évoquer la contribution des utilisateurs à la conception des artefacts. Ce n'est pas leur seul apport: les processus d'instrumentation qui constituent l'autre face de la genèse instrumentale s'inscrivent également dans le cycle d'ensemble de conception.
Les concepteurs institutionnels anticipent certes, pour partie, les modalités de l'usage en assignant à l'utilisateur une place et une pratique et, au sein du travail, les usages peuvent même être encore plus précisément anticipés et étroitement prescrits à travers les modes opératoires. Mais les processus d'instrumentation conduisent à resingulariser ces modes opératoires, ces anticipations, en fonction des spécificités individuelles ainsi que des classes de situations et de leurs variabilités.
Les schèmes d'utilisation, d'une part, s'inscrivent dans le prolongement (en continuité mais aussi en rupture) des modes opératoires anticipés dans la conception, d'autre part, ils préfigurent les procédures et modes opératoires futurs.
Les processus d'instrumentation participent ainsi au processus de conception en s'inscrivant dans un cycle :
modes opératoires prévus !
schèmes d' utilisation !nouveaux modes
opératoires;Ce cycle est parallèle et voisin d'un second cycle auquel participent les processus d'instrumentalisation :
fonctions constituantes ! fonctions constituées !
inscription des
fonctions constituées dans l'artefact (figure. 2).Les processus d'instrumentalisation et d'instrumentation participent donc du cycle global de conception, à la fois solidairement en tant que genèse instrumentale privée, et potentiellement de façon autonome par transfert ou transposition à d'autres cycles de conceptions.
CONCLUSION
Les propositions théoriques que nous venons de présenter peuvent, pensons-nous, contribuer au renouvellement nécessaire de l'approche des techniques et des systèmes techniques au sein de l'éducation et de la formation. Il ne s'agit naturellement pas, par un effet de balancier, de substituer une approche anthropocentrique à une approche technocentrique. Ces deux approches sont, répétons-le, complémentaires. Un artefact doit être techniquement viable pour être utilisable, mais il doit nécessairement aussi être utilisable pour être humainement acceptable. Ces deux conditions
nécessaires ne sont, bien entendu, pas suffisantes et le point de vue instrumental doit être complété par d'autres pour que l'approche anthropocentrique puisse être pleinement développée. Au delà de la psychologie et de l'ergonomie, l'ensemble des sciences humaines et sociale est appelé à y contribuer.
RÉFÉRENCES
AMALBERTI, R. (1991). Sécurité des vols et automatisation des cockpits, Séminaire OA CI. Douala, 6-10 mai.
Anonyme (1989).
-
Nouvelle technologie et sécurité, Sécurité aérienne, Nouvelles, n° 6. Canada.BOURDIEU, P. (1965). Un art moyen. Paris: Éditions de minuit.
D'IRIBARNE, A. & LINHART, D. (1989). L'activité du PIRITEM de 1984 à 1989. Paris : CNRS.
DUBOIS, P. (1992). Conception et évolution des systèmes techniques. Rationalisation de la production. In Colloque interdisciplinaire Travail: recherche et prospective.
FREYSSENET, M. (1992). Processus et formes sociales d'automatisation. Le paradigme technologique. Sociologie du travail, n04/92.
GALINIER, V. (1992). Ergonomie et automatisation dans les véhicules lourds, Mémoire de DEA d'Ergonomie du CNAM.
GRAS, A., SCARDIGLI, V. (1991). Le pilote le contrôleur et l'automate, CETCOPRA & IRISTS, rapport intermédiaire de recherche.
LEPLAT, J., TERSSAC de, G. (Eds.) (1990). Les facteurs humains de la fiabilité dans les systèmes complexes. Marseille: Octares.
LEROI-GOURHAN, A. (1964). Le geste et la parole: Techniques et langages t.1, La mémoire et les rythmes t.2. Paris: Albin Michel.
PERRIAULT, J. (1990). La logique de l'usage: analyse à rebours de l'innovation, La recherche, n° 218.
RABARDEL, P. (1995). Agir avec des instruments: de l'outil aux systèmes techniques, une approche cognitive. Paris: Armand Colin, 224p.
CONCEPTS PRAGMATIQUES ET
CONCEPTUALISATION
Pierre PASTRÉ
INTRODUCTION
De nombreux auteurs ont insisté sur l'aspect proprement cognitif des compétences, même si on ne peut réduire celles-ci à de simples connaissances. LEPLAT définit la compétence comme « le système de connaissances qui permettra d'engendrer l'activité répondant aux exigences des tâches d'une certaine classe » (1991, p. 226). DE KEYSER et PIETTE (1970) signalent à leur propos l'importance du répertoire de «signes» (formels et informels) à la disposition d'un opérateur. ROTH et WOODS (1988) défmissent la compétence comme la connaissance de la sémantique d'un système technique. VERGNAUD (1990) parle à leur propos de «connaissances en acte ». Il faut remarquer que ces connaissances à la base des compétences ont un statut particulier: elles sont finalisées par rapport à une classe de tâches donnée, donc elles conservent un caractère plus ou moins régional; elles sont généralement implicites, ou plus exactement difficilement explicitables, dans la mesure où le sujet ne sait pas forcément expliquer ce qu'il est néanmoins capable de réussir; elles sont opérationnelles, en ce sens que ce ne sont pas des « connaissances inertes» (ROTH et WOODS, 1988), théoriques, mais des connaissances mobilisées dans l'action et efficaces pour cette action.
Je voudrais poursuivre trois objectifs :
• présenter les résultats d'une recherche sur des conducteurs de machines automatisées (presse à injecter) et les représentations qu'ils mobilisent,
• à partir de cet exemple, introduire la notion de concept pragmatique, et plus généralement la notion de conceptualisation. La conceptualisation se distingue de l'application-utilisation de concepts scientifiques dans une situation (professionnelle) donnée pour traiter un problème. La conceptualisation désigne les opérations de constitution d'invariants opératoires pour comprendre et traiter efficacement une situation professionnelle (= concepts pragmatiques). Par extension je la ferai désigner également des opérations mentales qui s'apparentent au bricolage, c'est-à-dire des stratégies reposant sur l'expérience acquise, efficaces, sans qu'on puisse y déceler la présence d'invariants opératoires. • Introduire enfm la notion de didactique professionnelle, qui, dans la
perspective où je me situe, pointe vers trois questions (entre autres) : - comment un opérateur élabore des concepts pragmatiques relatifs à
une situation professionnelle donnée ?
- comment un intervenant en didactique peut aider un opérateur à modifier ses représentations et ses stratégies?
- comment concevoir des aides externes à l'apprentissage qui facilitent les deux processus précédents?
Je n'aborderai dans cet exposé que la première de ces trois questions. 1. PROBLÉMATIQUE
La conduite d'une machine est un cas particulier de la conduite de systèmes physiques techniques, caractérisés par deux dimensions essentielles pour mon propos:
• Ce sont des systèmes téléologiques, c'est-à-dire orientés vers des buts (fonction principale) (ici, le moulage d'objets plastiques à partir de granulés). Les fonctions secondaires ou sous-buts sont subordonnés à cette fonction principale.
• Ces systèmes utilisent des propriétés physiques et chimiques de la matière, obéissant à des lois, pour atteindre leur but. Ici on joue principalement sur des températures, des pressions et, bien entendu, des déplacements.
1.1. La nature de l'activité structure la nature des représentations mobilisées.
De ce point de vue on peut distribuer les systèmes techniques selon un continuum défini par leur caractère plus ou moins dynamique (= évolution du système indépendamment de l'action du sujet).
• D'un côté, des systèmes statiques (ils ne changent que lorsque l'opérateur exécute une transfonnation). Exemple: le traitement de texte.
• De l'autre côté, des systèmes dynamiques (leur évolution est la résultante de leur propre transfonnation interne et des transformations opérées par des acteurs). Exemple: le feux de forêt.
L'organisation des connaissances opérationnelles mobilisées par le sujet n'est pas de même nature selon qu'on est sur un pôle ou sur l'autre.
Conséquence: comment s'articulent dans la représentation les connaissances relatives au système et les connaissances relatives à l'action sur le système et ses buts ?
• Dans un environnement statique, la conduite repose sur le feed-back résultats " actions. Exemple: on règle le process pour corriger des défauts repérés et au vu de l'observation de ces défauts.
• Dans un environnement dynamique, le feed-back résultats " actions n'est pas toujours disponible (Haut fourneau: long délai de réponse), en tous cas il n'est plus suffisant, puisqu'il ne tient pas compte des évolutions ou feed-back internes. Le réglage consiste alors à agir indirectement et préventivement sur les défauts en maintenant des états d'équilibre du système.
• Il existe des situations intermédiaires (conduite de machines dynamiques) : le feed-back résultats " actions est disponible, mais il n'est pas toujours suffisant. D'où 2 types de conduites (qui peuvent alterner) :
- par rétroaction à partir des résultats, - par régulation d'équilibres (FAVERGE).
On peut observer alors des changements de modèles mentaux chez les opérateurs.
1.2. La manière dont le processus est décomposable
• La conception de certains systèmes permet de les décomposer en une suite ordonnée de transformations élémentaires discrètes (ateliers de montage, machines d'assemblage ou de conditionnement). Chaque transformation se ramène au schéma EI- T -EF (État Initial-Transformation-État Final). Cela signifie que la transformation porte sur une dimension (les autres étant maintenues égales).
• D'autres systèmes, de par leur conception, ne sont pas décomposables en unités de transformation élémentaires discrètes. Certaines transformations (exemple: fonction principale de machines de transformation de la matière) impliquent plusieurs dimensions agissant de façon continue (par exemple, des conditions de température et de pression). Dans ce cas, la transformation est la résultante de l'action de plusieurs variables. Ou bien encore une opération effectuée à une phase de la fabrication va conditionner les opérations réalisées aux phases suivantes.
1.3. Nature déterministe vs statistique du fonctionnement du système technique.
Dans un système technique déterministe une action donne à coup sûr un résultat précis. L'ampleur du résultat est fonction de l'intensité de l'action. Un bon indicateur consiste à observer si un expert peut générer des défauts à la demande. Dans un système probabiliste (cf. confectionneuse de cigarettes), une action donne habituellement un résultat, dont l'ampleur est fonction de l'intensité de l'action. Mais on ne peut pas générer ce résultat à la demande.
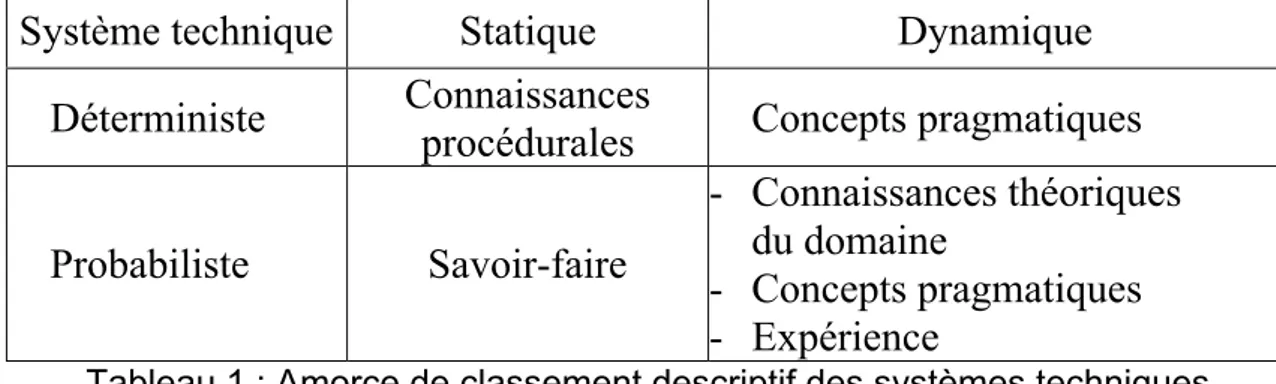
En croisant la dimension
«statique vs dynamique» et la dimension
« déterministe vs probabiliste» des systèmes techniques, on obtient un tableau (tableau 1) qui est une amorce de classement descriptif des systèmes techniques, par rapport aux savoirs qu'ils mobilisent en priorité (il s'agit de profils, où on mentionne la dominante)Système technique Statique Dynamique Déterministe Connaissancesprocédurales Concepts pragmatiques
Probabiliste Savoir-faire
- Connaissances théoriques du domaine
- Concepts pragmatiques - Expérience
Tableau 1 : Amorce de classement descriptif des systèmes techniques
1.4. La notion d' opérativité (OCHANINE)
L'organisation et la nature des connaissances mobilisées ne dépend pas seulement des spécificités du système technique. Elles dépendent également de la tâche (prescrite et effective).
La représentation de l'opérateur n'est pas le décalque (même amoindri) de la représentation scientifique et objective de l'objet. Le sujet agissant opère une simplification et une schématisation par rapport à l'objet. Ce laconisme finalisé (par la tâche) ne vaut pas seulement pour l'aspect figuratif (pièces et sous-ensembles connus), mais également pour l'aspect opératif (sélection des règles d'action et concepts directement utiles). C'est ainsi que la mobilisation de concepts pragmatiques est fonction de la nature de la tâche, en particulier:
• le rôle joué par le sujet: opérateur, régleur, agent de maintenance, technicien des essais. . .
• le niveau de qualité exigé pour les produits (défauts d'aspect vs défauts fonctionnels),
1.5. Application à l'injection plastique
La conduite d'une presse à injecter peut se faire selon deux modalités:
•
par application d'un répertoire de règles d'action en fonction des
défauts sur le produit (régulation par feed-back résultats " actions),• par diagnostic de régime et retour aux équilibres (régime normal), c'est-à-dire par correction inc'est-à-directe des défauts. Le point essentiel est que de nombreuses opérations exécutées par la machine sont en interaction les unes avec les autres: le processus n'est pas décomposable en unités élémentaires discrètes (suite d'état-transformation-état). On peut considérer le processus comme déterministe (quand les exigences œ qualité sont moyennes). Enfm trois champs conceptuels sont mobilisés ou non selon la fonction assignée au sujet :
- hydraulique: évolution de l'équilibre entre pression exercée par la machine sur la matière et pression de la matière à l'intérieur des empreintes;
- thermodynamique: phases de plastification et de solidification.
- rhéologie: définition des vitesses d'injection en fonction de la géométrie du moule.
Pour un conducteur, c'est surtout le champ de l'hydraulique qui est mobilisé autour du schème de bourrage. Les deux autres champs conceptuels relèvent plutôt de l'activité des régleurs et techniciens des essais.
2. LA TÂCHE DE CONDUITE D'UNE PRESSE À INJECTER
2.1. Fonctionnement d'une presse
L'injection plastique est un cas particulier du travail de fonderie: il s'agit de donner forme à un objet en jouant sur la température, c'est-à-dire sur les changements d'état de la matière. Mais le plastique ne réagit pas comme la fonte: il ne passe carrément d'un état à un autre, en particulier à température de fusion, il demeure pâteux. D'où la nécessité de l'injecter sous forte pression. Le cycle de fabrication est simple et tient en quatre étapes: l/dosage de la matière à injecter et plastification (montée à la température de fusion), 2/étape dynamique d'injection, 3/étape statique de maintien, pendant laquelle le plastique se resolidifie dans les empreintes du moule 4/enfin étape de démoulage. L'atelier qui a servi de support à cette recherche était équipé de machines déjà anciennes: des presses automatiques à réglage manuel.
2.2. Schème et concepts dans la conduite d'une presse
Le schème du bourrage permet de comprendre la conduite des opérateurs et la manière dont ils s'adaptent au fonctionnement de la machine. Ce schème
de bourrage s'applique à des situations diverses: gonfler un ballon ou une chambre à air, faire rentrer aux heures de pointe une quantité maximale de voyageurs dans une rame de métro, injecter du plastique à température de fusion dans les empreintes d'un moule... Dans
tous ces cas, il s'agit
d'exercer une certaine pression sur un
« matériau» qui manifeste une certaine résistance, jusqu'à atteindre un état d'équilibre entre la pression interne et la pression exercée de l'extérieur. Dans le cas de l'injection plastique, le problème est compliqué du fait qu'il faut combiner cette action de bourrage avec les changements d'état du matériau (solide – pâteux - et à nouveau solide). Mais la structure du schème demeure la même dans tous les cas, et c'est elle qui donne sa signification à la situation. Il y a deux moments dans l'exécution du schème :• tant qu'il y a de la place dans les enceintes à remplir, la pression exercée de l'extérieur se traduit par un débit, qui lui-même s'exprime par un déplacement: dans une presse à injecter, la vis d'Archimède qui sert de piston avance vers le moule pendant la phase d'injection, en poussant devant elle de la matière plastique;
• quand il n'y a plus de place dans les enceintes à remplir, le déplacement de la vis se ralentit ou s'arrête: si on a affaire à un gaz (chambre à air), le mouvement se ralentit et la densité du gaz dans l'enceinte augmente. Si on a affaire à un liquide incompressible, le mouvement s'arrête. Le plastique à température de fusion ne se comporte pas tout à fait comme un liquide: il reste partiellement compressible. Aussi, quand les empreintes du moule sont pleines, le mouvement de la vis ralentit et s'arrête, tandis que la pression intérieure monte très rapidement.
Par ailleurs, le moule est refroidi pour que la matière se resolidifie : durant cette phase de cristallisation, le plastique se rétracte; il faut
compenser ce
retrait, si on veut avoir des pièces
«bien bourrées». À cet
effet, on exerce pendant cette phase statique une pression de maintien, qui sert à « nourrir » les pièces pour compenser leur retrait.On s'aperçoit que le schème comporte en son sein une conceptualisation de la situation. Pendant la phase dynamique d'injection, on a vu que tout convergeait vers un point remarquable, celui où le mouvement de la vis s'arrête, correspondant au moment où les empreintes du moule sont pleines. On trouve là le principe de base du réglage: il faut couper la pression d'injection, et passer en maintien, au moment précis où les empreintes sont pleines. Ainsi le moule est bien réglé quand le volume de matière dosée, défini par la position du point de commutation, correspond au volume des empreintes. On pourrait écrire : V(dos) = V(empr). Pendant la phase statique, on va trouver une autre égalité, qui va garantir, elle, des pièces bien bourrées: il faut que la pression de maintien exercée par la machine soit égale à la pression interne de la matière, soit Pm = P2. On peut dire, en
simplifiant, que si la première égalité n'est pas respectée, les pièces auront des manques ou des bavures; si la deuxième ne l'est pas, les pièces auront des retassures, ne seront pas aux cotes ou seront cassées.
Ainsi la notion pragmatique de bourrage voit son sens se préciser à mesure qu'on fait une analyse plus fme de la situation. On peut y repérer trois sens successifs. En un premier sens, le bourrage correspond œ façon globale au schème qu'on a décrit: on n'y fait pas de différence entre la phase dynamique d'injection et la phase statique de maintien. Le bourrage est assuré quand la quantité de matière injectée correspond juste à celle que peuvent recevoir les empreintes du moule: en cas de manque ou de bavure, il suffit de modifier cette quantité de matière dosée, en tenant compte bien sûr de la fluidité de la matière, c'est-à-dire de la température des chauffes. Deuxième sens du bourrage: on distingue les pièces simplement remplies et les pièces bien bourrées, c'est-à-dire l'étape dynamique d'injection et l'étape statique de maintien; le bourrage est désormais rattaché uniquement au maintien. Pour une machine bien réglée, le bourrage va être caractérisé par un état d'équilibre entre pression interne et pression externe, qui va se traduire par un état d'immobilité de la machine: P2, la pression de maintien, équilibre juste Pm, la pression de la matière. Par contre un mauvais bourrage va se traduire par un mouvement de la vis pendant le maintien, soit un recul quand Pm>P2, soit un deuxième remplissage sous pression de maintien, quand Pm<P2. Dans ce deuxième sens donné au bourrage, le conducteur ne s'intéresse plus seulement aux défauts sur le produit, mais aussi au régime de fonctionnement de la machine. S'il s'intéresse en outre au comportement du plastique, aux transformations internes qui s'y produisent, le bourrage va prendre un troisième sens. En effet, pendant sa phase de solidification, le plastique subit un retrait. Le rôle du maintien est justement de compenser ce retrait, de « nourrir» les pièces pendant qu'elles se rétractent. Or ce retrait est d'une dimension telle qu'il ne peut pas se traduire par un déplacement de la vis qui soit visible à l'œil nu : les seuls indicateurs du bourrage en ce troisième sens ne peuvent qu'être instrumentés (pesée, mesure de cotes ou de tenue...).
Le deuxième sens du terme de bourrage correspond assez bien à la représentation d'un conducteur de presse, quand les exigences de fabrication portent sur une qualité moyenne. Il permet deux types de coordinations. D'une part, il assure une coordination entre les perceptions et les gestes. Dans une fabrication automatisée, ce n'est plus l'opérateur qui exécute le geste, c'est la machine. Mais l'opérateur assure le contrôle de l'action, en ajustant les paramètres de réglage en sorte que le résultat produit soit conforme à la qualité demandée. Il lui faut des indicateurs: ce sont d'une part les défauts sur les produits (ici, essentiellement des manques/bavures) et d'autre part des indices prélevés sur le fonctionnement de la machine. Or,
à la différence d'un novice, qui a de la machine en fonctionnement une perception globale et indifférenciée, un professionnel n'est attentif qu'à un très petit nombre d'éléments (mouvements, bruits, odeurs...) qui pour lui sont significatifs. Ainsi la compétence consiste à sélectionner certains observables et à les transformer en éléments d'information. Dans la presse à injecter, l'information sélectionnée porte principalement sur le mouvement de la vis pendant le maintien: si elle est immobile, alors Pm = P2 et, s'il y a des manques ou des bavures, cela ne pourra venir que du volume de matière dosée. Par contre, si la vis avance pendant le maintien, c'est que Pm<P2, et il faudra tenir compte de ce régime compensé pour réduire un défaut éventuel de manque ou de bavure. Mais la conceptualisation inscrite dans le schème permet une deuxième coordination: entre ce qui est observable et ce qui est d'ordre conceptuel. En effet, la coordination entre la perception et le geste n'est possible ici que parce que l'opérateur a en tête une notion qu'il s'est construite ou qui lui a été transmise par un collègue: la pression intérieure de la matière dans les empreintes. C'est une notion qui ne correspond à aucune action (de réglage), contrairement à P2 par exemple; par ailleurs, elle n'est pas directement observable. On peut simplement inférer qu'au moment du maintien et pour un bourrage correspondant à un réglage correct, elle est égale à P2, la pression de maintien. Mais, pour tout le reste du cycle, on sait certes qu'elle évolue, mais on ne peut pas connaître sa valeur exacte. On a donc là une «variable construite» (HOC et SAMURÇAY, 1988) qui représente le niveau proprement conceptuel du schème.
3. LA TRANSPOSITION DIDACTIQUE
3.1. Réductions effectuées dans la simulation
Dans la situation de travail, les opérateurs sont confrontés à des incidents multiples dont la complexité est très variable: l'état d'usure de la machine, les caractéristiques des granulés plastiques utilisés, les particularités du produit fabriqué, la nature de la fmition demandée pour le produit, tout cela entre en ligne de compte. TI n'était pas possible d'intégrer tous ces éléments dans une simulation. D'ailleurs l'objectif était de centrer la simulation sur la maîtrise du concept pragmatique de bourrage, tout en tenant compte des règles de base de l'injection, quel que soit le produit fabriqué.
On a donc procédé aux réductions suivantes:
• On considère que la machine est en bon état et que la matière d'œuvre est conforme.
• On s'intéresse au travail de l'opérateur, y compris ce qu'il peut accomplir comme réglages en cours de fabrication, mais on considère que le réglage de départ (activité spécifique du régleur) est correct.
• On focalise sur un produit déterminé (bouchon verseur), pour lequel le contrôle de l'opérateur ne va pas au-delà du contrôle des défauts visibles (pas de mesure de cotes, pas de recherche de microfuites, pas de pesée des produits).
• On considère comme négligeables le temps de maintien T2 (le cycle est très court) et les réglages des températures par empreintes (moule mono-empreinte).
3.2. Description de la tâche didactique
Douze problèmes ont été retenus, dont le premier sert à l'apprentissage de la simulation. ils mettent en scène des situations où le produit a soit un défaut de manque/bavure, soit une déformation, soit les deux à la fois. Les deux variables retenues pour le choix des problèmes sont: le régime de la machine (normal vs compensé) ; le nombre de paramètres de réglage impliqués dans le défaut: un ou plusieurs. Cela donne 3 types de problèmes :
• régime normal, 1 paramètre,
• régime normal, plusieurs paramètres, • régime compensé (plusieurs paramètres).
Douze conducteurs ont réalisé les exercices. Ces opérateurs ont été choisis par les responsables de l'entreprise, de manière à être représentatifs de la population des conducteurs (âge, ancienneté sur le poste, niveau de formation, évaluation de leur compétence par les responsables de la fabrication). Les conditions de passation sont les suivantes :
• Obligation de ne modifier qu'un paramètre à la fois et information sur les résultats par le simulateur après chaque opération.
• Après apprentissage du simulateur (le premier problème), les conducteurs ne voient pas les valeurs affichées des paramètres, ceci pour éviter le biais de recherche systématique de valeurs moyennes.
• Chaque conducteur dispose d'une heure trente, va à son rythme, sans obligation de traiter les douze problèmes.
• Le sujet est invité à arrêter sa recherche sur un problème quand il juge le résultat satisfaisant (ou quand, en situation d'échec, il ne voit plus d'issue). Aucune précision n'était fournie sur le sens de « satisfaisant », ceci pour laisser au sujet le choix entre se contenter d'un produit sans défaut, mais avec un process défectueux, ou aboutir à une solution où produit et process sont corrects.
3.3. Analyse de la conduite des opérateurs
On peut faire l'hypothèse que le comportement des conducteurs, quand ils ont à corriger des défauts de manque ou de bavure, sera différent selon qu'ils ont en tête le premier sens ou le deuxième sens du mot bourrage. Les
premiers, en cas de manque par exemple, vont augmenter systématiquement le volume de matière dosée, quel que soit le régime de fonctionnement de la machine, normal ou compensé. Les autres, qui ont intégré la notion de pression intérieure de la matière dans la phase de maintien, vont avoir un comportement plus complexe et plus adapté, consistant à coordonner les indices provenant des produits (manques/bavures) et ceux provenant du process (mouvement ou immobilité de la vis pendant le maintien). C'est pour tester cette hypothèse qu'on a construit un simulateur, composé d'une part d'une banque d'images (séquences vidéo), représentant les indices de la situation (défauts produits et mouvements de la machine), et d'autre part d'un clavier-écran d'ordinateur, représentant un poste de pilotage de la machine et permettant d'agir sur les paramètres de réglage. Le caractère interactif du système permet aux sujets de savoir instantanément le résultat de chacun de leurs gestes. Douze conducteurs ont été ainsi placés en situation de résolution de problèmes: chaque situation qui leur était présentée comportait des anomalies et ils devaient agir sur les paramètres de réglage jusqu'à obtenir au minimum un produit sans défaut, et si possible une machine au fonctionnement normal.
Deux des situations initiales impliquaient un fonctionnement de la machine en régime compensé (Pm<P2). Dans ce cas, il y a interaction entre la phase dynamique (dosage et injection) et la phase statique (maintien et démoulage). Pour résoudre ce type de problème, les opérateurs doivent commencer par faire un diagnostic de régime de la machine, c'est-à-dire mettre en œuvre le concept de bourrage en son deuxième sens et, à partir de là, corriger le défaut de manquelbavure en tenant compte de la compensation opérée par la machine, ou, mieux, ramener la machine à un régime normal et seulement alors corriger le défaut sur les produits.
On pouvait donc s'attendre à deux types de stratégies de la part des opérateurs :
• Des stratégies analytiques, caractérisées par les 4 points suivants:
- Utilisation d'un invariant (le bourrage), au niveau de la représentation. - D'où la présence d'un diagnostic de régime, reposant sur
l'interprétation donnée au mouvement de la vis pendant le maintien: « ça remplit en 2e pression », comme on dit dans l'atelier.
- Une action indirecte sur les défauts: on cherche avant tout à faire fonctionner la machine avec un bon réglage, et les défauts doivent disparaître par voie de conséquence.
- Le sujet dispose d'un répertoire élargi de règles d'action, avec coordination des indices produits et des indices process.
• Des stratégies procédurales , caractérisées par les points suivants :
- La notion de bourrage est prise au premier sens (égalisation du volume dosé par rapport au volume des empreintes): c'est un invariant
insuffisant comme organisateur de la conduite. TI ne pennet de traiter que les problèmes de manque/bavure correspondant à un régime nonnal.
- Il n'y a pas de diagnostic de régime de fonctionnement: l'indice de remplissage en 2e pression est ignoré par les sujets.
- Le répertoire d'actions est limité à la manipulation du volume de matière dosée pour corriger les manques et bavures. D'où échec quand le problème provient d'une interaction entre phase dynamique et phase statique.
- Le sujet cherche à avoir une action directe sur les défauts. Sa capacité d'anticipation est limitée: il cherche à« traiter les symptômes », plutôt qu'à« soigner la maladie ».
On a effectivement trouvé ces deux types de stratégies chez les opérateurs qui ont travaillé sur simulateur: la moitié des 12 opérateurs testés recourent à une stratégie analytique; 1/4 adoptent une stratégie procédurale.
Mais vu le petit nombre de sujets, il vaut mieux être prudent sur la valeur à accorder à cette répartition.
Par contre, la chose la plus intéressante qu'a apporté ce passage sur simulateur tient en deux points:
• À côté des deux types de stratégies mentionnés, on en a relevé un troisième: la stratégie expérientielle, qui correspond à 1/4 de l'effectif. Cette stratégie est caractérisée par les traits suivants:
- Le répertoire des règles d'action des opérateurs est complet: comme pour la stratégie analytique, ils sont capables de trouver une solution efficiente pour toutes les situations qu'on leur présente. Mais, alors que ceux qui adoptent une stratégie analytique parviennent à la réussite avec très peu ou pas d'erreurs, ceux qui adoptent une stratégie expérientielle sont ceux qui font le plus d'erreurs en cours d'exercice : ils font en moyenne 5,4 erreurs pour 5 problèmes traités (on n'a retenu que les problèmes de régime compensé), alors que ceux qui adoptent une stratégie analytique font en moyenne 1,3 erreur pour 10 problèmes traités.
- La représentation des opérateurs n'est pas organisée autour de l'invariant bourrage, du moins aucun indice ne pennet de le penser. Par contre, ces sujets utilisent des «méthodes» pour trouver la solution du problème: par exemple, compenser un déséquilibre par un autre, ce qui leur pennet d'avoir des produits sans défaut avec un fonctionnement machine déséquilibré. Ou encore, tirer parti des impasses qu'ils rencontrent dans leur cheminement un peu chaotique pour dé construire la solution qu'ils ont mise en œuvre et, du coup, se retrouver sur la bonne voie.
- Il n'y a pas chez eux de diagnostic de régime. Pourtant ils baissent bien la pression de maintien (alors que ceux qui adoptent une stratégie procédurale ne le font pas), mais ils le font en aveugle, sans relation stable avec la prise en compte de l'indice de remplissage en 2e pression.
- Par contre, ils ont recours à l'expérience passée: ils savent quels sont les paramètres de réglage qui sont efficaces pour une situation. C'est ce qui explique qu'ils manipulent à bon escient la pression de maintien, mais au milieu de nombreuses autres manipulations qui sont autant d'erreurs. Tout se passe comme si l'expérience leur tenait lieu de diagnostic et de conceptualisation. De ce fait, leur action sur les défauts est tantôt directe et tantôt indirecte: ils ne sont pas entièrement prisonniers des symptômes, mais leur action n'est pas non plus guidée par les concepts.
• Deuxième constatation: il existe des changements de stratégie en cours de problème. Ces changements de stratégie se rencontrent principalement chez les opérateurs qui adoptent une stratégie expérientielle, mais quelquefois aussi chez ceux qui utilisent une stratégie analytique. Ils sont caractérisés par un parcours en forme de boucle: le sujet, faute d'un bon diagnostic de départ, part sur une fausse piste; une erreur en entraîne une autre et, par essais et erreurs successifs, il se retrouve à un moment à son point de départ. C'est à ce moment précis que se situe le changement de stratégie: au lieu de repartir dans un nouveau cycle d'essais-erreurs, il choisit à ce moment de toucher à la pression de maintien avec pour but de corriger un manque ou une bavure et, bien que cette action n'ait pas de résultat immédiat et observable, elle constitue la première étape d'une stratégie optimale de résolution. Mais cette issue n'est pas fatale. On constate en particulier que les changements de stratégie sont facilités par une situation initiale qui n'est pas trop complexe. Dans ce cas, le conflit cognitif auquel est confronté le sujet le contraint en quelque sorte à changer de stratégie. Par contre, quand la situation est plus complexe, les possibilités d'échapper au conflit cognitif en compensant un déséquilibre par un autre sont plus nombreuses. On peut observer l'équivalent de changements de stratégie en cours de problème chez des opérateurs adoptant une stratégie analytique. Il s'agit de cas où, partant d'un bon diagnostic, les opérateurs commettent une erreur dans l'évaluation des paramètres impliqués dans la situation. On constate alors qu'ils abandonnent la stratégie orientée par les concepts et qu'ils reviennent à une démarche pragmatique, avec la forme de boucle et de retour à l'état initial qu'on a mentionné. Revenus ainsi à l'état initial, ils repartent avec une stratégie analytique.