· .:
", .'. ,. . ,Autbur d'un. dispositifmêcanique"
," . ' ,
LES"YSTEME.DE
FIXATlONCAM-LOCK
Equipant les plateaux, de certains tours
par Bernard MÉE. Y
Mes rëcentes, fonctions m'ont amené. . . à connaître unesérle, d;incidents qui se sont manifestés sur un, . dispositif type CAM-LOCK assurant la fixation de'plateau porte-pièces sur le nez de broche de certains tours.
Je ne citerai bien sûr pas le constructeur des ma chinesnilefabricant des dispositifs qui ont causé ces ennuis, mais les tnctâent« en eux-mêmes, leurs causes, les multiples péripéties techniques apparues pour le remplacemeni âesptëces défectueuses, le mauvais emploi souvent fait de ce dispositif m'ontconâuit à penser qu~ilétaitinteressant de porter ces faits àla, connaissance des professeurs, qu'unerëflexion com-mime pouvaitëtre menée entre professeurs de construction et professeurs de fabrication et qu'une exploi-tation fort riche pouvait être faite àtous les niveaux.
a) 1 1 ' r -1
b)
c::) Fig. 1La fixation des plateaux porte-pièce des tours sur les nez de broche a été réalisée de différentes façons au cours du temps. On peut citer schématiquement cinq dispositions: - plateau vissé directement sur la broche, avec centrage cylindrique et appui plan. Ce' dispositif, cité seulement pour mémoire. est maintenant totalement tombé en desuétude (figure 1a) ;
- plateau fixé sur Son nez conique long par un collier de grand diamètre vissé dans le plateau (voir figure lb). Ce dispositif est de plus en plus abandonné, étant peu fiable et ne donnantpas une grande stabilité àla liaison; - plateau fixé par vis sur un appui plan, une portée conique courte assurant simultanément le centrage (voir figure Ic). Plusieurs vis à tête creuse à haute limite élas-tique assurent une fixation efficace du plateau sur la broche. ,Ce nez est normalisé ISO sous 'l'appellation
«tYPe
1\.» ;
.
-' plateau fixé par goujons et écrous sur appui plan, une portée conique courte assurant le centrage. La fixation est assurée par des goujons implantés dans le plateau, les écrous se trouvant à l'arrière de la collerette déla broche. Le démontage, est facilité par des évidements (voir fi-gure 2). Ce dispositif est normalisé D.LN. ;
- plateau fixé sur appui plan avec portée conique courte assurant le centrage. La fixation est assurée par trois dispositifs'à arc-boutement comportant chacun un tirant vissé dans le plateau et une carne excentrique tournant dans un logement de la collerette de broche. Ce dispositif représenté (figure 3) est normalisé I.S.O. sous l'appelation «CAM-LOCK».
Fig. 2
Fig. 4
Fig. 5
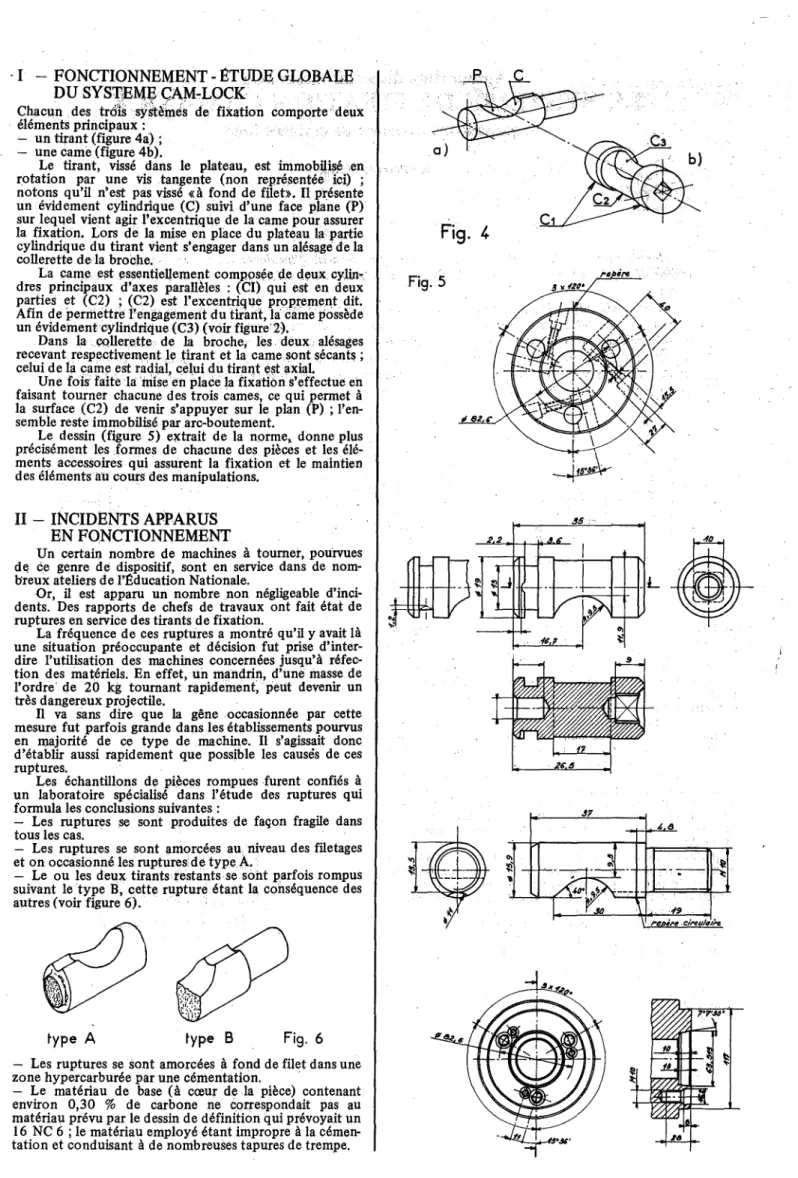
· 1 - FONCTIONNEMENT - ETupEGLQIM.LE
DU SYS'EEME CAM-:LOCK "
. -
"-,,
?}- - :,,'-}.
or
'r"
:~,,.,- -,( -_ ,..,.,'-- __
,<Chacun des tr61ssystètpes de fixation comportedel1x éléments principaux:
'- un tirant(figure4a); - une came (figure 4b).
Le tirant, vissé dans le plateau, est immobU~~,en
rotation par une Vis tangente (non représentée ici) ; notons qu'il n'est pas vissé «à fond de filet». Il présente un évidement cylindrique (C) suivi d'une face plane (P)
sur lequel vient agir l'excentrique de la came pour assurer la fixation. Lors de la mise en place du plateauIarpartie cylindrique du tirant vient s'engager dansun-alésage de la collerette dela broche. , < , : "
La carneest essentiellement.composéede deux
Cy.Iin.
dres principaux d'axes parallèles : (CI) qui est en deux
pa~ies et (Ç2);(C2) est l'excentn.q\1~ PŒgtepte,n.t èit. Afin de permettre l'engagement du brant, la came possede un évidement cylindrique (C3)(voirfig\lre·2~.
Dans Ia-.eollerette; de la broche, les, deux alésages recevant respectivement, 11,1 tirant et la.came.sont sécants; celui de la came eStrad~i!cêluidutirante~axillL "
Une fois faite la 'mise en placelafi:Xàtion s'effectue en faisant tourner chacune des trois cames, ce qui permet à la surface (C2) de venir s'appuyer sur le plan (P) ; Fen-semble reste immobilisé par arc-boutement.
Le dessin (figureS) extrait de la norme, donne plus précisément les formes de chacune des pièces et les élé-ments accessoires qui assurent la fixation et le maintien des élémentsau cours des manipulations.
• rI ,
,,-'-L " , , 1 e . ., 22 A,G ;... 1 ' -t ~..J -._.L
--'li .../ '
r
-
-,~I~
Fig. 6 typeB
type ALes ruptures se sont amorcées à fond de filet dans une zone hypercarburée par une cémentation. '
- Le matériau de base (à cœur de la pièce) contenant environ 0,30 % de carbone ne èOr,respondait pas au matériau prévu par le dessin de définition qui prévoyait un
16 NC6 ;le matériau employé étant impropre à la cémen-tation et conduisant à de nombreuses tapures de trempe.
II - INCIDENTS APPARUS
EN FONCTIONNEMENT
Un certain nombre de machines à tourner, pourvues de ce genre de dispositif, sont en service dans de nom-breux ateliers de l'Ëducation Nationale.
Or, il est apparu un nombre non négligeable d'inci-dents. Des rapports de chefs de travaux ont fait état de ruptures en service des tirants de fixation.
La fréquence de ces ruptures a montré qu'il y avait là une situation préoccupante et décision fut prise d'inter-dire l'utilisation des machines concernées jusqu'à réfec-tion des matérie~s. En effet, ùnmandri», d'une masse de l'ordre' de 20 kg tournant rapidement, peut devenir un très dangereux projectile.
Il va sans dire que la gêne occasionnée par cette mesure fut parfois grande dans les établissements pourvus en majorité de ce type de .machine. Il s'agissait donc d'établir aussi rapidement que possible les causés de ces ruptures.
Les échantillons de pièces rompues furent confiés à un laboratoire spécialisé dans l'étude des ruptures qui formula les conclusions suivantes:
- 'Les ruptures se sont produites de façon fragile dans tous les cas.
- Les ruptures se sont amorcées au niveau des filetages et on occasionné les ruptureslde typeA.'
- Le ou les deux tirants restants se sont parfois rompus suivant le type
n,
cette rupture étant III conséquence des autres (voir figure 6). '..,.
~a ptéseïice~td!unecouche
cémentéesur
le filetagen~
co:rrespondait pas àla gam,roe de,(a1:>pcation quiprévoyai~ une protectj9~4,y.la~Ql1~ f#et,~~tParune fortesur~pais, seur, celle-clétant eiûev~edll-.nsla seconde partie de l'ttsinageavant le traite1l1entthe$iqùe définitif.CY~9onl:;1!tsi(H)sMmont,rlli~p.t',' , eanpml!lie aVaitl "eu:)~eu:al,i cours de la fa1:llÎê~t,i0.~~ l~!lrp.ièeesétaientl
MfeçWeli~es. Décisjop.' fut' ~n~ê';
d,.,
~1l1P14è~fP~,r,des,tiïan~sp'ouveauxprésentlftlttoutyS gara, 'tl,$4es,ecupte. , ", UflÎ,fifbiëbi~~r<iuei',icI' ~uf~ësYStèwê ~e:fiXation
C.A,M.;tOCIÇ Jl' est pa,t ~n ca,use,dans son\p~nClpe ; ~e
système, d'ailleurs normalisé ISO, est tout-à-fait satis-faisant. , ' " ' ,',' " ; ;
Les nouvelles pièces furent réalisées dans un acier allié de nuanœ mi-dure, sans traitement thermo-chimique autre
qtièJ~jraitementinitial de la barre. .
,:Des essais de rupture par choc de ces nouveaux tirants montrèrent que l'énergie de rupture' était en moyenne triplée par rapport à celle des pièces anciennes. De plus, la rupture, présentant, une fortadéformation plastique, n'était-plus du type fragile;
III - DIFFICtJLJ'ESDE VQPERATION
DE REMPLACEMENT
L'opération de remplacement a pu être mise en route rapidement, n.ulisune-difficulté imprévue se révéla alors.1
Le filetage de ces pièces, pour la dimensionconsidérée] deQ.ez de broche, était normalisé au diamëtrevlQ, pas dei
1mm ' ,
Or, pour accroître la résistance, le constructeur avait' augmenté le filetageetl'àvait portéà12 au pas de-l ,5. , ' •;D'ilutre'Part,)ë~:plateilu~cenestirants faisant l'objet d'une ,SqMS,-tiàitaIiçe)eco;nstmct~urr.eqevait de pl~$ieur~ fourilisseurs des ensembles montes, qu'il adaptait
directe-mentsl.1rseS,~qhines..:. " "" "
' sans ,entrer, dans les détilils j'in<liquerai seulement que, pqqr leremplacemenf de ,tql,ltesl~s pièces litigieuses, nous avons étéenprés~nc~d~,t,roisfiletagesdifférents : '
- diamètre 12, pas 1;5 . , - diaplètre 1Q,pas 1
-'- diamètrè Il, 11 (soit 7/16 <le pouce), 20 filets au pouce.
. Les accessoires d'une même machine pouvaient pré-i
senter des filetages différents. ~
Afin de mettre en fabrication toutes les pièces néces-saires,'il fut jugé utile de procéder à une enquête auprès: denombreux établissements, afin de.faireun recensement des pièces existantes.
IV -' CONCLUSIONS SUR LE PLAN
TECHNIQUE
Ces incidents mettent en lumière deux erreurs commises: - Fabrication' d'une pièce avec un matériau impropre. Les pièces, bien que géométriquement bonnes, SO!!t défectueuses. Ceci est d'ailleurs d'autant plus crucial que les tirants en question, qui fixent une pièce lourde susceptible <le tourner rapidement (1600 t/mn) sont
despiècesq~sécurité. ,,',
- Non-respect d'une norme
dimensionnelle,occasion-nant des difficultés d'Interchangeabllité.
Remarquons que cette erreur technique serai~.bénigne, si le constructeur avait tenu une «comptabilité» des pièces montées et avait été en mesure de donner, par numéro de machine, le type de tirant de rechange.
Notons que c'est bien c,e que nous attendons par exemple d'un constructeur .d'automobiles à qui ,nous réclamons, plusieurs années après la sortie du véhicule, une pièce de rechange en faisant étilt du numéro de série' de la voiture. Le constructeur a clone été davantage fautif de ne pas tenir, pour ces pièces, un registre des référencesl que de ne pas avoir respecté une norme dimensionnelle.
En effet il s'agit, somme toute, d'une pièce de la machine dont il est responsable de la fourniture et non d'une pièce de quincaillerie telle qu'une vis d'assemblage quelconque qui peut être approvisionnée chez n'importe quel fournisseur.
Il semblequëces deux conclusions, fai$~lltsuite à un
exemple Yécu, Jloul"faient être.intére..ss»ntes à.P9rter à la
connaissance.des élèves,futurs techniciensquiaurontd~s
responsabilités dans <les bureauxd'~tudesoueI}
fabri-cation.
V -' CONSTATATIONS ANNEXES SUR
L'UTILISATIONFA;ITE
DES SYSTEMES
~<èÀ.M-LOCK»
Suriun.certatn: nombre, d'échantillons: de tirants, qui nous-sontaparvenus dès traces .ont.montré que l'utilisa-tion avait été erronée. '
Fig. 7
Les traces sont représentées (figure 7).<Ellesindiquent clairement que l'excentrique a été serré dans le mauvais sens. En effet, le serrage correct-fait apparaître un léger
matage surle plan (P);dû au cylindreexcentré (C2). Au cours du serrage effectué dans le mauvais sens c'est l'arête intersection entre (C2) et (03); qui entre 'en contadt avec la surface (C) du tirant (et plus particulière-.rnentl'arête de (C) etde la partie cylindriqueextérieure).
Il en résulte:
- une détérioration des pièces : matage des arêtes de la ' came et du tirant;
- une fixation illusoire conduisant inévitablement au desserrage, mais non à la rupture si les pièces sont résilientès!
On peut encore remarquer là une faute du construc-teur : cesystèmede fixation~'estpaséviden~à c~mpre~
dre . or la notice de conduite de la machine n en fait
nun;me~t état (ni schéma, ni dessin, ni instructions concernant les précautions d'emploi).
Il serait doncsouhaitable à l'avenir que les utilisateurs de ce matériél n'hésitent pas à faire des panneaux explica-tifs et à les afficher en bonne place dans l'atelier où se trouventdes-machinespourvues de ce type de fixation.
VI
~POURUN TRAVAIL
INTERDISCIPLINAIRE: MECANIQUE,
CONSTRUCTION, FABRICATION
Les systèmes de fixation par carne font partie du programme de construction. Or, ils font appel au frot-, tementqui est étudié en mécanique.
Dans le cas particulier on démontre que
l'arc-boutemënt est toujoursassuré.mais que le mauvais fonc-tionnement "peut être lié, à une-dncompatibilité géomé-trique, ce qui débouche sur un problème de construction, mais aussi d'utilisation (secteur fabrication).
Quand de tels dispositifs exlstënt sur des machines de 'l'établissement, il n'est pas impensable, pour remplacer qes tip,lJ;l;ts"'AAgé~r(matilgeen PllrtiquUe~ de la rl!-It!-pe l'lall,e, ,IDq,u'\.\ne pWte fabrication puisseêtre~n!repn~e.
I1y a,d(>nc~àl11ati~re
à
un ttllvail ~terdlsclph,n,~1f~ ,dont chaque équipe de prqfesseurs doit prendre 1lm-tiative de l'organisation. ; ' ,
Lesquelqut}s~léments,suiyaiJ.tsne constituent que des guides J'our concevoir cette activité.
:etude statique
Potiraborder cette étude, il convient de rappeler brièvement le fonctionnement et de schématiser ce système.
L'ensemble tirant-came se présente en coupe suivant la figure 8a au moment de l'introduction du triant dans son logement. Le tirant est astreint à se déplacer
seule-b)
a)Fig. 12
b) Fig. 11 ~ ~F 1/2 et F 0/2 ontmêine support, C'est le cas limite de glissement ; le système est à là limite de la réversibilité pour la position considérée (figure 12a). Cette relation est approximativement traduite par:
wH= wO-OP
soit: r tg \{Il
=
e-
Rsin \{I2le support de
Flïi
passe à l'extérieur du cercle de rayon R sin 'P2. Dans ce cas, uri moment moteur, pour la rotation envisagée de la came, existe ; le système est compatible avec le desserrage dans cette position. L'irré-versibilité n'est pas assurée dans la position considérée (figure 12b).----'-'---+ --,--+ ~
VK3,112 =:' YK3;1/0
+
VK3, 012Le sens de cette vitesse permet de mettre en place l'action du tirant sur la came (inclinaison 'Pl dans le sens convenable).
L'action du logement de broche sur la came, pour la rotationil210 considérée, est portée par une tangente \lu cercIe de rayon Rsin
'Pi
centréenO. (voir figure 11b).3 caspeuvèntexister (voir figure} 2) :
}~
.•.
et:Y
bFig. 10
aFig.
9 81=!!. -
a
soit 50· et 82=
81 +rrsoit 230": 2Dans ces positions, qui corresporident aux deux «points morts» haut et bas de la came, l'irréversibilité est obligatoirement assurée quels que soient les coefficients, de frottement 'Pl et'P2 aux contacts de la came avec le tirant et la broche respectivement.
La position la plus cruciale du point de vue de la stabilité est donnée par 83 = 81 +1!... (figure lIa).
2 Le desserrage est-il possible?
Considérons une, rotation de la came il 2/0 et une translation Y 1/0 du tirant compatibles avec le desserrage. La figure Il a fait apparaître en direction et sens la vitesse YK3, 1/2' : vitesse du point coïncidant avec K3 ,
appar-tenant au tirant(l) dans son mouvement par rapportà la came (2) du fait de la relation:
ment axialement (direction x'x) ; la came est astreinteà tourner autour de 0. Le centre de l'excentrique estw. 'L'excentricité e est égale à 0
w .
Pour assurer la fixation on fait tourner la came d'un angle qui amène le cylindre (C2) au contact du plant (P) (voir figure Sb),
Du point de vue mécanique la question est de savoir si le dispositif est irréversible, et à partir de quelle
confi-guration. '
Schématiquement, le système se ramèneà:
- une rampe (P) inclinée de l'angleaqui peut sedéplaceq
suivant x'x ;
- un, point fixe 0 ; ,
- unpoint w situé sur le cercle de rayon e centré en 0 - un cercle de rayon r centré en
w
(cercle (C2) de la,came) ;
- la projectionQde0 sur (P) ;
- la projection .K de
w
sur (P), point de contact de (C2) et de (P).La position de la came est repérée par l'angle 8 (voir figure 9).
Le serrage ne peut être obtenu 'qu'entre les deux positions limites données (figure 10) qui correspondent aux angles respectifs:
REMARQUE:
Le pas normalisé est P = 1 mm.
Le constructeur des dispositifs dont il a été question a porté la valeurdePà 1,5 mm. La condition est toujours remplie. La valeur choisie ne remet donc pas en cause le bon fonctionnement du système.
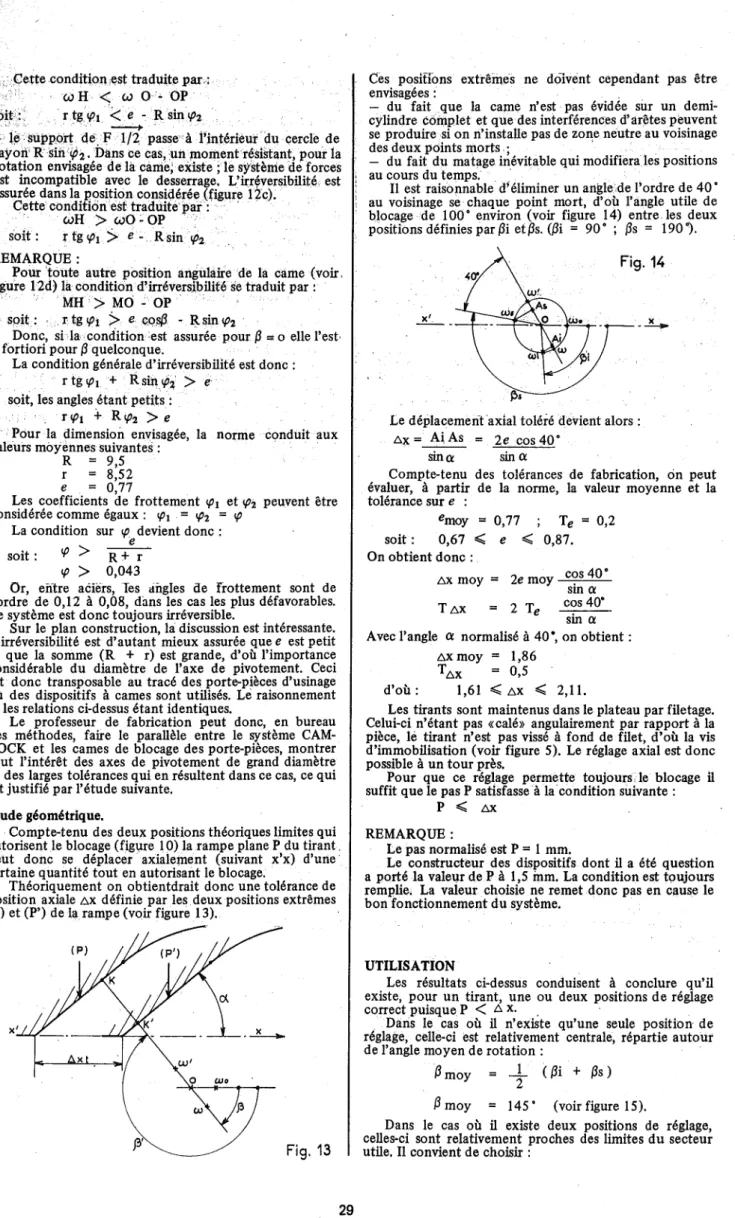
Le déplacement 'axial toléré devient alors: Ll.x= AiAs = 2e cos 40'
sin
a
sina
Compte-tenu des tolérances de fabrication, on peut évaluer, à partir de la norme, la valeur moyenne et la tolérance sure : emoy 0,77 Te = 0,2 soit: 0,67 ~ e ~ 0,87. On obtient donc: Fig. 14 2 Te TLl.x cos 40' Ll.X moy = 2emoy ---"7"---'--'--sina cos 40' sin
a
Avec l'angle a normalisé à 40', on obtient: Ll.xmoy = 1,86
TLl.x = 0,5
d'où: 1,61 ~ Ll.X ~ 2,11.
Les tirants sont maintenus dans le plateau par filetage. Celui-ci n'étant pas «calé» angulairement par rapport à la pièce, lé tirant n'est pas visséà fond de filet, d'où la vis d'immobilisation (voir figure 5). Le réglage axial est donc possibleàun tour près.
Pour que ce réglage permette toujours: le blocage il suffit que le pas P satisfasse à la·condition suivante:
P ~ LI.X
~-Ces positions extrêmes ne doivent cependant pas être
envisagées : , .
- du fait que la carne n'est pas évidée sur un demi-cylindreè6~pletet que des interférencesd'arêtes peuvent se produire si on n'installe pas de zon,e neutre au voisinage des deux points morts ;
- du fait du matage inévitable qui modifierales positions
aucours du temps. "
Il est raisonnable' d'éliminer unangle.del'ordre de 40 ' au voisinage se chaque point mort, d'où l'angle utile de blocage de 100' environ (voir figure 14) entre les deux positions définies par (Ji et(Js.{(Ji = 90' ; (3s
=
190J.
i:Qettecondition,;~sttradujt~par»- ; ' i ( j JH
<w
O·';, OPs,ôit!::
.
rtg'lpl<e -llsin<P2'"," ,.,,~.
L: k,sUppol1 dé,F ,'l/~
.
passe"à •i'intédeurclq
cercle ,derayon' RSiniCP2.Dans ce
,ca~~un1ll0Illentresistant,pour ta rotation envisagée de la came;' existe; le système de forces
~st incompatible avec le desserrage. L'irr~versibilité est assurée dans laposition.considérétl(figure I2c).
Cette condition est traduitépai:' ,
wH
>
wO~OPsoif: Ug <Pl:> e - Rsin<P2
REMARQUE: " " '" '
Pour 'toute autre position angùlaiiede Ill. came (voir .
figure12d) la condition d'irréversibilité se traduit par:
' M H >
MO
~OP " spit: r tg <Pl.>-
eçps{3, - ~sin<P2 'Donc, si la. condition (est assurée' pour(J ::;0 elle I'est
à fortiori pour (Jquelconque.
La condition générale d'irréversibilité est donc:
r tg<Pl
+
Rsin'ÎJ2>e
soit, les angles étant petits: r <Pl
+
R <P2>e
Pour la dimension envisagée, la norme conduit aux
valeursmoyennes suivantes: R = 95 r = 8'52
e = 0:77
Les coefficients de frottement <Pl et<Pi peuvent être considérée comme égaux: <Pl = <P2 = <P
La condition sur r.p devient donc :
__e_,
soit : <P
>
R+
r<P
>
0,043Or, entre aciers, Tes angles de frottement sont de l'ordre de 0,12 à 0,08, dans les cas les plus défavorables. Le système est donc toujours irréversible.
Sur le plan construction, la: discussion est intéressante. L'irréversibilité est d'autant mieux assurée que
e
est petit et que la somme (R+
r) est grande, d'où l'importance considérable du diamètre de l'axe de pivotement. Ceci est donc transposable au tracé des porte-pièces d'usinage où des dispositifs à cames sont utilisés. Le raisonnement et les relations ci-dessus étant identiques.Le professeur, de fabrication peut donc, en bureau des méthodes, faire le parallèle entre le système CAM-LOCK et les cames de blocage des porte-pièces, montrer tout l'intérêt des axes de pivotement de grand diamètre et des larges tolérances qui en résultent dans ce cas, ce qui est justifié par l'étude suivante.
Ëtude géométrique.
Compte-tenu des deux positions théoriques limites qui autorisent le blocage (figure 10) la rampe plane P du tirant. peut donc se déplacer' axialement (suivant x'x) d'une' certaine quantité tout en autorisant le blocage.
Théoriquement on obtientdrait donc une tolérance de position axiale Ll.X définie par les deux positions extrêmes
(P)et (P') de Ia rampe (voir figure 13). '
Fig. 13
UTILISATION
Les résultats ci-dessus conduisent à conclure qu'il existe, pour un tirant, une ou deux positions de réglage correct puisque P
<
LI.x. " ', Dans le cas où il n'existe qu'une seule position de réglage, celle-ci est relativement centrale, répartie autour de l'angle moyen de rotation:
(3 moy _1 {(3i
+
(3s)2
(3moy 145' (voirfigureI5).
Dans le cas où il existe deux positions de réglage, celles-ci sont relativement proches des limites du secteur utile.Ilconvient de choisir :
soit cellegu.i s'éloigne le plus dés limites du secteur utile quand les distances sont nettementdifférentes, - soit celle qui correspondà l'arc de serrage maximum quand les distances sont v6isip.es, l'angle-de rotation dei desserrage étant alorslep~usgralîdi" ,
NOTA:
Ces opérations de1'églâge doivent être faites avec soin. Elles peuvent nécessiter Une ou deux opérations de démontage intermédiaire afin d'arriver au résultat.
Le repère circulaire tracé sur le doigt (figure 3) n'est là que pour permettre unpremier réglage.Leréglage correct doit être apprécié à partir de la position de la came, C'est pourquoi il serait utile de repérer-Ipeinture ou.gravure) les deux positions limités.
Auxauteurs d'articles
-. ',,.
. .Texte
Pour permettre au Comité de Rédaction de prévoir la composition de chaque numéro, du bulletin sans erreur appréciable sur le nombre de pages au moment de la remise du manusérlt, il èonvient de faire dactYlographi~r vos articles en adoptant une largèur de frappe correspondant Il
55 «espaces-signes» par ligne,cequi correspond Il une ligne
imprimée sur2colonnes.
" est important, surtout lorsque des équations, apparaissent, de bien préciser leur mise en page. ' Figures
Les figures à insérer dans le texte doivent être,' exécutées séparément sulvant les deux recpmmandations génénlles
suivantes: .
- figures exécutéesséparément à l'échelle 2 par rapport à à leur dimension dans lé bulletin;
- figures exécutées à l'encre de chine sur calque. Largeur des figures
Si vous prévoyez d'insérer la figure dans le texte sur une colonne (demi-largeur de paIJe) exécutez-là sur une largeur
Au cours du temps.un êettaîfi'rltâtagej)eu.t,ilitètV~nir
sur la rampe (P) du tirant,
ce
quipeutcoMpitè à modifier-le réglage, Le profess~Ut" r~~poJlsa~le, ,~~,çe tYPe,,4e,
n'lachine doit donc surveillerpéri9dique~eîltl'état de'cêsdi$po~itif,s.,,W~:: iké,tH;~ié)le,p,rQb1~?1e~veç'~~,!$,M~ye~; c~ ~9!1t,.cr~jdlefJ?~e.wi;}lm,~nt,les.,ré,,l"ltl\Ne,Sptp.~s~tel,l~l'q
m
VemeroptaJaim.amtena~ce\ des"dlsvosltü~;,., ' ,',',' '
FÂ~~e~t~~~~H~êlle~~h~;~tr~~~ny'~&~~~f;~g9~q~ê'à,
des travaux' de série pour ~fl1phiç~rdest~antsusagés (matage.de ta rampe).~estr~vau~ ~eùveqt, être fll;lt~"au nivea,u .d'un ou plusietiriétablissements ôuau niveau académique. , , ' J"" . J e ; ,r01,1t~sle,sCQ,nst,I~.taJtpI)sde 14prelllj~rep~~~!doiyent aider
J,
la,.çqp.cep.t!9p, ri:f:eJ~g1l,mqw de,faQ~c~t19P.,JJJ).e
attention toute partlculièredOlt etr~ appq,l$ée au maté-riau. , " ,. ,',,'," " ','Il semble qu'un!icierdenüaàcè 42 CD"4'traitéda~$la
barrepar
r
aciériStedonnela meilleure'garantieia .» ',,: ;Trempe à l'huile ' ~
Revenuivers550'?e.' " ,; " ; Cet article, partant d'u,n.problème .vécu, a tenté de montrer les différentsâspectsd;unproblèni~en apPlH"ence simple, mais qui nécessite cépèhdant'une~ttidesoigneuse. Il a également suggéré des exploitations pédagogiques.
L'auteur seraittrèsIntëressé par.des appréctatignssl1r cet article, notamment à la suite d'une.explojtaijonpé4agq,-, gique et, si possible, iriterdisciplinaire.
de15cmau maximum etdélhnez-Iûila hauteur nécessaire. Si Vous, RrévoyezdÉ!
.1'iri~t~r,swtd~t~!lalal"gè~r'~.~"lap!lge,
.donnez-lul unelargeurd~:3f~m a,ulllaximl!rnefl,luidon-nant la hauteurnëcessalre.,
Tenez Célmptede la reductii:>r\ éle, rapport '1/2 qui sera opérée, en particulier pour lès inscriptions qui doivent res-ter lisibleset ne pas être démesurées.
Dessins
Il est possible d'insérer desdesslnsréduits (exemple page 12 de ce numéro). Dansee cas, les dessins à fournir doivent encore être à l'échelle 2 par rapport à la dimensions finale. Ils doivent donc être présentés dans un format de
34x50cm.
Pensez encore à la réduction de rapport 1/2 pour les inscriptions.
D'avance merci, et que ces quelques recommandations ne viennent pas tarir l'imagination des futurs auteurs que nous attendons nombreux.