HAL Id: hal-01595893
https://hal-mines-albi.archives-ouvertes.fr/hal-01595893
Submitted on 27 Sep 2017
HAL is a multi-disciplinary open access
archive for the deposit and dissemination of
sci-entific research documents, whether they are
pub-lished or not. The documents may come from
teaching and research institutions in France or
abroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, est
destinée au dépôt et à la diffusion de documents
scientifiques de niveau recherche, publiés ou non,
émanant des établissements d’enseignement et de
recherche français ou étrangers, des laboratoires
publics ou privés.
Concurrent product configuration and process planning:
Some optimization experimental results
Paul Pitiot, Michel Aldanondo, Élise Vareilles
To cite this version:
Paul Pitiot, Michel Aldanondo, Élise Vareilles. Concurrent product configuration and process
plan-ning: Some optimization experimental results. Computers in Industry, Elsevier, 2014, 65 (4),
pp.610-621. �10.1016/j.compind.2014.01.012�. �hal-01595893�
Concurrent
product
configuration
and
process
planning:
Some
optimization
experimental
results
Paul
Pitiot
a,b,
Michel
Aldanondo
b,*
,
Elise
Vareilles
b a3IL,CCIRodez,Rodez,FrancebToulouseUniversity,MinesAlbi,France
1. Introduction
This paper concerns aiding mass customization, or, more accurately,howthetwo activitiesof productconfigurationand production planningcan beachieved, optimized and computer supported in a concurrent way. An example relevant to the configuration and planning of a small aircraft illustrates our propositionsallalongthepaper.
1.1. Concurrentconfigurationandplanning
Productconfigurationcanbedefinedasderivingthedefinition ofaspecificorcustomizedproduct(throughasetofproperties, sub-assembliesorbillofmaterials,etc.)fromagenericproductor a product family [1] or [2]. Similarly, deriving a specific production plan (operations, resources to be used, etc.) from somekindofgenericprocessplan,whilerespectingtheproduct characteristics and the customer requirements, can define production planningwithrespect toproduct configuration [3]
or[4].Asthedecisionsrelevanttoeachofthesetwoactivitiesare closelydependent:
!decisionsassociatedwiththeconfigurationofaproductcanhave strongconsequencesontheplanningofitsproductionprocess (forexample,aluxuryfinishrequiresadditionalmanufacturing time),
!planning decisions can imply tough constraints to product configuration(forexample,agivenassemblydurationprevents fromusingaparticularkindofengine).
It is necessary to associate them in order to avoid incon-sistencies and the traditional sequence ‘‘product configuration, then production planning’’. If many scientific works have been independentlyachievedonconfigurationorplanning,asfaraswe know,scientific productionis farlessimportantwhen they are considered concurrently. Some initialideas where proposedby StewardandTate[5]andSchierholt[3].Morerecentworkscanbe foundin[12]or[6].
1.2. Differentrequirements,twoconfiguration/planningsteps Mostofthetimes,configurationtechniquessupport interac-tivelytheprocessingofcustomerrequirements.Thismeansthat theconsequencesofeach‘‘elementaryrequirement’’arecomputed andshowntothecustomer.Byelementaryrequirement,wemean * Correspondingauthorat:CentreGe´nieIndustriel,EcoledesMinesd’Albi,81013
Albi,France.Tel.:+33563493234;fax:+33563493183. E-mailaddresses:[email protected](P.Pitiot),
[email protected](M.Aldanondo),
arestrictionofthedomainofavariableinvolvedinconfiguration (forexample‘‘planecapacitybelongsto[6,12]’’),orinplanning (forexample‘‘finalassemblyoperationshouldbelocatedinItaly’’). Asthegoalofacompanythatusesconcurrentconfigurationand planningtechniquesistoputonthemarketaproductdiversity thatcoversalargedemandsegment,theelementaryrequirements canbecomeverydiverseandnumerous.Theprocessinturncanbe trickyandlonger.
Each customer can be interested in different kinds of requirements,forexamplecustomer‘‘A’’canbemainlyinterested in the product ‘‘performance’’ (speed, altitude, etc.) while the product‘‘comfort’’(finishlevel,seat-space,etc.)maymostlyattract customer‘‘B’’.Theideaistolimitthecollectionofrequirementsto thosethatmainlyinteresteachcustomer.Theserequirementsare named‘‘non-negotiablerequirements’’,whiletheremainingones are named ‘‘negotiable requirements’’. Therefore, a first step interactivelyprocessesthenon-negotiablerequirementsandthen asksthesoftwaretocompleteautonomouslytheprocessingofthe negotiable requirements in a second step. This autonomous computation canbeachievedeitherwithdefaultvalues orwith some multi-criteria optimization(cost, due-date, performances, etc.).Thispaperfocusesonthislastoptimizationissue.Forpaper clarity,wewillonlyconsiderthetwoconflictingcriteriacostand cycletime.
We therefore consider the concurrent configuration and planning process presented in Fig. 1 in two successive steps. Step1: interactive configuration and planning which processes non-negotiablerequirementsandprovides afirstsolutionspace reduction. Step2:responseoptimizationwhichprocesses nego-tiable requirements and provides a Paretofront shown to the customerforasolutionselection.Thispaperismainlyconcerned bythissecondstep.
1.3. Goalandorganizationofthepaper
Inapreviouspaper[7]wehaveproposedanoriginaladapted evolutionaryalgorithmforthisproblem‘‘CFB-EA’’(forconstrained filteringbasedevolutionaryalgorithm).However,thepresentation wasmainlydescriptiveandonlysomeinitialexperimentalresults couldbepresented.Ourobjectiveinthispaperistoprovethat CFB-EA isagoodcandidateforoptimizingconcurrentconfiguration/ planningproblems.Thus,weproposeto:
!evaluate the CFB-EA algorithm in detail. For that purpose, a survey of the scientific literature will help us identify a competitive evolutionary algorithm ‘‘FRB-EA’’ (for feasibility rules based evolutionary algorithm), in order to set up experimentalcomparisons,
!foragivenproblem,identifyasizelimitwhereexact optimiza-tion,abranchandbound(B&B)inourcase,cannotbeuseddueto computation duration and must be replaced by evolutionary computations(CFB-EAorFRB-EA)inourcase.
Thepaper isconsequently organizedasfollows. In thenext section,wedescribehowtheprevioustwostepsapproachcanbe supportedwithconstraintprocessinganddiscussesindustrialand practicalissues.Inthethirdsection,weformalizetheoptimization problem, review optimizationtechniques and finally detail the threeoptimizationalgorithmsthatwillbeusedfor experimenta-tions. In the last section, we presentexperimental resultsthat highlighttheperformanceofCFB-EAandthelimitwheretheexact approachshouldbereplacedbyevolutionarycomputations. 2. OptimizingconfigurationandplanningconsideredasaCSP 2.1. ConcurrentconfigurationandplanningasaCSP
Manyconfigurationorplanningstudieshaveshownthateach of these two problems can be successfully processed when considered asa constraint satisfaction problem(CSP). Asfaras configurationisconcerned,ithasbeenexplainedby[8]or[9]while good surveys about planning can be found in [10] or [11]. Assuming a CSP foreach problem,it is possible tobring them togetherinasingleCSPandtoprocessthemconcurrentlyinorder toachievesupportforconcurrentconfigurationandplanning.
Thisconcurrentprocessandthesupportingconstraint frame-work present three main interests. Firstly, constraints linking configurationand planningcanbeprocessedin bothdirections (fromproductconfigurationtoprocessplanning, forexample:a largeflyingrangerequiresaspecifictankassemblyresource–from planningtoconfiguration,forexample:agivenassemblyduration forbids such cabin layout). Secondly, product and planning requirementscanbeprocessedinanyorder,avoidingthealready mentionedsequence:‘‘configureproductthenplanitsproduction’’
processes,thankstoconstraintfilteringtechniques, see[13]for discreteconstraints,[14]fornumericalonesand[15]forpiecewise functions,whilstalsobeingadaptedtooptimizationthankstothe variousproblem-solvingtechniquesavailable(see[16]).Inorderto highlightthebenefitsoffilteringcapabilities,asexplainedin[10], weassumeinfinitecapacityplanning.Thismeansthatweconsider thatproductionislaunchedaccordingtoeachcustomerorderand thattheproductioncapacityisadaptedaccordingly.
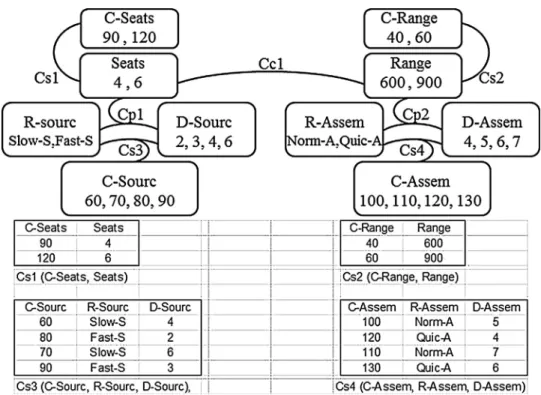
Inordertoillustratetheproblemunderdiscussion,weconsider averysimpleexampledealingwiththeconfigurationofasmall planeandtheplanningofitsproductionprocess.Theconstraint modelis shown inFig. 2.The planeis definedby twoproduct variables:numberofseats(notedSeats,withtwopossiblevalues4 or6)andflightrange(notedRange,withpossiblevalues600or 900km).AconstraintCc1forbidsaplanewith4seatsandarange of 600km. The production process contains two sequential operations:sourcing andassembling.(notedSourc andAssem). Eachoperationisdescribedbytwoprocessvariables:theresources thatcanbeusedandtherelevantoperationduration.Forsourcing, the variables are the resource (noted R-Sourc, with possible resources‘‘Slow-S’’ and ‘‘Fast-S’’)and duration (notedD-Sourc, withpossibledurations 2–4and 6 weeks). For assembling, the variablesaretheresource(notedR-Assem,withpossibleresources ‘‘Norm-A’’and‘‘Quic-A’’)andtheduration(notedD-Assem,with possibledurations4–7weeks). Twoconstraintslinkingproduct and process variables modulate configuration and planning possibilities:onelinkingseatswithsourcing,Cp1(Seats,R-Sourc, D-Sourc), and a second one linking range with assembly, Cp2 (Range, R-Assem, D-Assem).The allowed combinations of each constraintareshowninthethreetablesofFig.2.Theprocesscycle timeisthesumofthetwooperationdurationsobtainedwitha numericalconstraint(cycletime=D-Sourc+D-Assem).
Withouttakingconstraintsintoaccount,thismodel showsa combinatoryof4fortheproduct(2"2)and64fortheproduction process(2"4)"(2"4),providingacombinatoryof256(4"64) forthewholeproblem.Whenconstraintsaretakeninto consider-ation,12solutionsemerge(forproductandproductionprocess), withacycletimebelongingtotheinterval[7,13].Duringthefirst stepofinteractiveconfigurationandplanning,theusercaninput any requirementand filter theconstraints of the problem. For example,aproductrequirement‘‘Range=90000willimplyacycle
timebelongingto[8,13],while aprocessrequirementof‘‘cycle time<1000 will imply at least a fast sourcing resource
(R-Sourc,=‘‘Fast-S’’).Oncethisfirststephasbeenachieved,allthe requirementsthatinteresttheuser(thenon-negotiableones)are taken into account and many solutions can remain. Therefore findingtheoptimalsolutionsisthenextnaturalstep.
2.2. Optimizingconfigurationandplanningconcurrently
The addressed optimization problem corresponds with a constrainedmulti-criteriaoptimizationproblem.Afirstspecificity of this concurrent configuration/planning problem is that the solution space can be large. It is reported in [17] that a configurationsolutionspaceofmorethan1.4"1012isrequired
for a car-configuration problem. When planning is added, the combinatorialstructurecanbecomeverylarge.Inthelastsection, wewillconductexperimentationswithaproblemspaceof1017.A
secondspecificityisthatthesizeoftheproblemdependsonthe quantityofnegotiablerequirements.Acustomerwithmanyand detailedrequirementswillhaveveryfewnegotiablerequirements leadingtoasmalloptimizationproblem.Conversely,acustomer withloworweakexpectationswillgeneratealargeoptimization problem. A third specificity is that the problem is not hardly constrained,therearealwaysmanysolutionsasmostcompanies must propose many solutions to their customers. In our experimentations the ratio constrained combinatory/uncon-strainedcombinatoryvariesfrom10%downto0.001%.
A similar remark to the one in the previous concurrent configuration andplanningsectionprovesrelevantfor optimi-zation. Wefoundmanyresearchworksindependently dealing with the optimization of each activity. Many configuration optimizationstudiesshowthatevolutionaryapproachesarethe most appropriate, seefor example[18] or [46].The literature dealing with production planning optimization is prolific andmanytechniquescanbeused,assummarizedintherecent small survey [19]. But, as far as we know, very little can be foundconsideringthemconcurrently.Furthermore,thesecond problem specificity (quantity of remainingnegotiable require-ments)allowsconsideringeitherexactoptimization(for small probleminstances)ormeta-heuristics(forlargerinstances)for investigations.
Various criteria can characterizea solution. On the product configuration side, there are, for example, performance and productcost.Ontheproductionplanningside,thecriteriacould be cycle time and process cost. Most of the time, product performance is case-dependent, as explained in [20] and can characterizevarious productparameters,suchas speed,power, energyconsumption,etc.Cycletimematchestheendingdateof thelastproductionoperationoftheconfiguredproduct.Costisat leastthesumoftheproductcostandtheprocesscost[21].Asthese criteriaareinconflict,itisbetterfordecisionaidingtoofferthe customerasetofpossiblecompromisesin theformofaPareto Front(forexample,performance/cost,performance/timeortime/ cost) rather than a single solution that aggregates criteria. For
clarity,asalreadysaidweassumeonlythetwocriteria,cycletime andtotalcost.
Inordertocompleteourexample,weconsidernowatime/cost compromise,anddefinetotalcostandcycletimecriteriaasshown inFig.3.Forcost,eachproductvariableandeachprocessoperation isassociatedwithacostparameterandarelevantcostconstraint: (C-Seats,Cs1),(C-Range,Cs2),(C-Sourc,Cs3)and(C-Assem,cs4) andthetotalcostisobtainedwithanumericalconstraint.Thecycle timeisunchanged.
Totalcost=C-Seats+C-Range+C-Sourc+C-Assem. Cycletime=D-Sourc+D-Assem
Thetwelvepreviously-mentionedsolutionsareshowninFig.4, withtheParetofrontbringingtogethertheoptimalones.Inthis figure,allsolutionsarepresent.
As previouslystated,when non-negotiablerequirements are processedduringinteractiveconfigurationandplanning,someof these solutions are removed. Once all these requirements are
processed,theoptimizationstepidentifyingtheParetofrontcanbe launchedin order topropose a setof optimalsolutions to the customer.
2.3. Practicalandoperationalissues 2.3.1. Industrialissues
Allindustrialcompaniesproducinginassembletoorder(ATO) ormaketoorder(MTO)havetofacetheproblemofconfiguringthe productandalsoprovidingthecustomerwithadeliverydate.Most of the time, product configuration is achieved thanks to configuration techniques but three kinds of solutions can be found regarding delivery date computations. The first one or simplestoneistoprovideastandarddurationthatismoreorless adaptedtoasmallnumberofproductandprocesskeyfactors.The secondoneormostcomplicatedonetakesintoaccountinventory levelsandtheavailabilityofresources.Theyareverydifficultto maintainandrequireastrongintegrationwithERP.Theoneused in this paper places itself between the two previous ones. It assumesinfiniteresourcecapacityandinfiniteinventorylevelsbut respectsproductionandsourcingcycletime.
Itisalsoimportanttonotethattheproblem,evenifitisastrict ATO,canbeverydifferentaccordingtothequantityandthecostof sub-assembliesandcomponents. Asimple productgathering15 cheapcomponents(asapersonalcomputerforexample)requires much less optimization processing than a complex product gathering hundreds of components and large customized sub-assemblies(asforexamplethecementproductionplantdiscussed in[47]).Needlesstosaythatthisissuetotallydiffersdependingon thekindofconfiguredproducts:acomputerof1k
s
,acarof50ks
, aboatof500ks
oraplaneof5Ms
.Therefore,ifa1hprocess soundsamaximumforprocessingtherequirementsofacomputer oracar,anightofcomputationwouldprobablynotbeaproblem fortheconfigurationofaboatoraplane.2.3.2. Websiteissues
Most companies proposing products with customization possibilitiesshowaconfigurationapplicationontheirwebsites. Fig.3.Concurrentconfigurationandplanningmodeltobeoptimized.
Allcarmanufacturershaveaconfigurationsoftwareontheirweb site,asitofteniswithPCproviders.Inthisway,thecustomercan configurehisproducthimself.However,mostofthetimethereis no production planningissues and no delivery dateprocessing associatedwithsuchconfigurationsoftwareasfarasweknow. Web sites seem oriented toward selling and do not consider productionissues.Ifdeliverydatesareproposed,theyaremostof thetimebasedonstandarddurations.
Thecomputationtimenecessarytoprovidesomeoptimization resultscanprobablyexplainthislackofoptimizationpossibilities ontheweb.Forbusinesstocustomer(BtoC)inparticular,this needssomekindofinformationexchangeinordertobeableto send theoptimization resultsafter the end of the session. For businesstobusiness(BtoB)thissoundsmuchmoremanageable andrequiresalightcustomer/supplierrelationship.
2.3.3. Softwareproviderissues
Many software relevant to configuration and planning are availableon themarketand most of theERPsystems (like for exampleOracleTMorSAPTM)proposeplanningandconfiguration
modules.
Withtheirintegratedsolutions,ERPeditorsprovide sophisti-cated optimization solutions that take into account inventory levelsandtheavailabilityofresources(secondsolutionofprevious industrialissues).However,optimizationrequiresthe computa-tionofsolutionsandeachsolutioncorrespondswiththeselection ofspecificcomponents,sub-assemblies,manufacturingor sourc-ingresources.Therefore,complexqueriesthataretimeconsuming becomenecessaryandtendtoreservethiskind ofoptimization techniquesfor industrial situations wheregaining less than 1% efficiency,costorduedateisimportant.Herearesomeexamples thatcancorrespondwiththissituation:airplanecabinlayout[22], factory configuration [21], railway interlocking system [23] or telephoneswitchingsystem[45]. Thesearecomplexandcostly productsmainlysoldonaBtoBbasis.
ManyconfiguratoreditorsthatarenotERPproviders(likefor example TactonTM, BigmachinesTM or Came´le´onTM) provide optimizationsolutions.Butastheydonotmanageanyproduction data (inventory levels and resource capacity), the previous optimization of concurrent configuration and planning proves almost impossible for them. By cons they can propose either adaptedstandarddurationsortheonewepropose.Wehaveseen somespecificallydesign softwaremodules showing a behavior verysimilartotheonewepropose.
2.3.4. Conclusionrelevanttopracticalissues
Thepreviousdiscussionshows thatconcurrentconfiguration andplanningwiththerelevantoptimizationproblemhasclearly becomea subject that interestsboth industrial companies and softwareproviders. But,asexplainedinadetailedsurveyabout configurationsoftware [24],it is alwaysvery delicate toknow aboutconfigurationsoftwarepossibilities.Furthermoresoftware vendorsdonotcommunicatemuchonhowtheirsolutionswork andhandlespecificcases.Likewiseindustrialcompaniesarerather secret about their knowledge about product quotation and delivery dates policy. However, many authors agree that such configurationand planningsoftware are key element for mass customizationdevelopmentinindustry.
3. Optimizationproblemandevolutionaryalgorithmproposals This section begins with a definition of the optimization problem.Thisisfollowedbya literaturereviewofconstrained evolutionaryapproaches.Thisbibliographystudyenablesusto selectanEAapproach(feasibilityruleinourcase)thatwillbeused for comparisons duringthe experiments. The lastsection will
present the three optimization techniques: CFB-EA, FRB-EA andBB.
3.1. Definitionoftheoptimizationproblem
Asexplainedpreviously,thefirststepleadstothereductionof theinitialfeasiblespace(leftgraphofFig.1)toarestrainedarea (centergraphof Fig.1). Thiscorrespondstothefilteringof the customer’s non-negotiable requirements. The filtering system providesdomainboundsforeverycriteriavariable(minimaland maximalvaluesfortotalcostandcycletime).Therestrainedarea contains solutions corresponding to the different remaining decisions to be taken. But this area also contains unfeasible solutions,duetotheconstraintsoftheproblem.Theaimofthe optimizationprocessistofindaselectionofsolutionsclosetothe OptimalParetofront(right graphofFig.1).Theproblem ofthe exampleofFig.3isgeneralizedastheoneshowninFig.5.
Theconstrainedoptimizationproblem(O-CSP)isdefinedbythe quadruplethV,D,C,fiwhereVisthesetofdecisionvariables,Dthe setofdomainslinkedtothevariablesofV,Cthesetofconstraints onvariablesofVandfthemulti-valuatedfitnessfunction.Here,the aimistominimizebothtotalcostandcycletime.ThesetVgathers: the product variables and the process variables resource (we assumethatdurationisdeducedfromproductandresource).The set C gathers: only configuration constraints (Cc) and process
constraints(Cp).Thevariablesoperationdurationsandcycletime
are linked with a numerical constraint that does not impact solutiondefinitionandthereforedoesnotbelongtoVandC.The sameappliestotheproduct/processcostvariablesandtotalcost, which are linked with cost constraints (Cs) and total cost
constraints.Thefilteringsystemallowsdynamicallyupdatingof thedomainofallthesevariableswithrespecttotheconstraints. ThevariablesbelongingtoVareallsymbolicoratleastdiscrete. Duration and cost variables are numerical and continuous. Therefore, constraints are discrete (Cc), numerical (cycle time
processed using a conventional arc consistency technique (see
[13]) while numerical constraints are processed using bound consistency(see[25]).
3.2. Overviewofconstrainedoptimizationapproaches
Intheiroriginalversions,EAsweredesignedtodealwithlarge unconstrained search spaces [26]. Therefore, they need to be adaptedtotakeintoaccounttheconstraintsoftheproblem.Many researchstudiestrytointegrateconstraintsinEA.C.CoelloCoello proposes a widestate-of-the-art studyofthesemethods on (C. CoelloCoellowebsite[44])andasyntheticoverviewin[27].Inthis part, wesummarize thecurrenttendenciesintheresolution of constrained optimization problems using EAs. Six kinds of methodsdealwiththisproblem:penaltyfunctions(PF),stochastic ranking(SR),
e
-constrained(EC),multi-objectiveconcepts(MO), feasibilityrules(FRs)andspecialoperators(SO).PF: Penalty functions are the traditional way to integrate violation ofconstraints inan objective function(deb 2000).For eachindividual,itsfitnessvalueiscalculatedaccordingtothelevelof constraintsviolation.Theaimistodecreasethefitnessofunfeasible solutionsinordertofavortheselectionoffeasiblesolutions.The maindrawbackofsuchanapproachisthatitrequiresacareful fine-tuning of theweights (penaltyfactors)needed toaggregatethe violation of different constraints and these values are highly problem-dependent [28].Evenifsomeimprovements havebeen proposed (for example: dynamic, adaptive, co-evolved, fuzzy-adapted), penaltyfunctions are,without extremely careful fine-tuning, highlysensitive to premature convergence due tolocal optima.
SR: Stochastic ranking [28] was designed to deal with the shortcomingsofpenaltyfunctions(over-andunder-penalization duetounsuitablevaluesforthepenaltyfactors).SRusesa bubble-sort-like processtorankthesolutions inthepopulation andan additional parameter that allowsa pseudo-random selection of someunfeasiblesolutionstobuildthenextgeneration.SRisvery competitive while requiring a low number of fitness-function evaluations,butitneedsarankingprocess.
EC:The
e
-constrainedmethod[29],usesarelaxation mecha-nism that considers as feasible any solution with a sum of constraintviolations underthelimite
.Theminimizationofthe sum of constraint violations precedes the minimization of the objectivefunction.Inthisapproachanditsspin-offs,suchasthea
-constrained method [30], the careful fine-tuning ofa
ande
remainsthemainshortcoming.MO:Recently,approachesusingmulti-objectiveconceptshave beenpopularintheliterature.Theyconsiderconstraintviolationasa single objectivefunction. GongandCai[31]merges the original objectivefunctionwitheachconstraintandgetsasmuchobjectives asconstraints.Rayetal.[32]considerstwoobjectivefunctions:the originalobjectivefunctionandthesumofconstraintviolation.The firstmethodislimitedtoproblemswithalownumberofconstraints, duetothelackofperformanceofthemulti-objectivealgorithm.The difficultyinthesecondmethodistoelaborateaneffectivealgorithm thatpreservesthediversityofindividuals.
FRs:Feasibilityruleswereoriginallyproposedforselectionin binarytournamentsin[33].Itconsistsinthreerulesthatallow classification of the solution: (i) when comparing two feasible solutions,theonewiththebestfitnessfunctionisselected;(ii) whencomparingafeasibleandanunfeasiblesolution,thefeasible oneisselected;(iii)whencomparingtwounfeasiblesolutions,the onewiththelowestsumofconstraintviolationsischosen.The absenceofuser-definedparametersisoneofitsmainadvantages. However, it may also lead to premature convergence [34]. Nowadays, it is a very popular constraints-handling approach becauseofitssimplicityandabilitytobecoupledtoanysortofEA.
SO:Thespecialoperatorsclassgroupstogethermethodsthat try to deal only with feasible individuals, such as repairing methods, preservation of feasibility methods [35] or operator, whichmovesolutionswithinaspecificregionofinterestinsidethe searchspace,as,forexample,theboundariesofthefeasibleregion
[36].Generally,thesemethodsareknowntobeefficienton non-over-constrainedproblems(i.e.afeasiblesolutioncanbeobtained inareasonableamountoftimetobeabletogenerateapopulation ofsolutions).OurCFB-EAapproachbelongstothisfamilyandaims at preserving the feasibility of the individuals during their construction.Kowalczykin[37]proposedinitialideasforusing constraint consistency to prevent inconsistent individuals. But theirpaperdid notprovideanydetailsorexperimentation. We adoptthisideaandfocusonspecificevolutionaryoperatorsthat prunesearchspaceusingconstraintfiltering.Themaindifference betweenourapproachandotherspreviouslydevelopedisthatwe donothaveanyunfeasiblesolutionsinourpopulationorarchive, whileotherapproachestrytoexploittheinformationcontainedin unfeasiblesolutionstoimproveoptimization.
By looking for the most adequate concurrent optimization approach,we have cometothefollowing conclusions: (i) with regard to penalty functions: aftersome unsuccessful tests and becauseofourpreferenceofaminimalinterventionoftheexpert forthetuningoftheparameters,wedidnotretainthis kindof methodforourstudy,(ii)withregardtomulti-objectivefunctions: asourproblemdealswithmultipleconstraints,wedidnotretain this kind ofmethod, mainlyfor performancereasons, (iii) with regardtostochasticrankingand
e
-constrainedmethods:theyare ratherclosetofeasibilityrules,butastheybothrequireanextra probability parameter, we did not consider them and put feasibility rules in our short list, (iv) with regard to special operators: we think that it is better to avoid inconsistent individuals(asCFB-EAdoes)rather thantryingto repairthem, thus we did not adopt this approach, (v) with regard to the feasibilityrule:withalownumberofparameterstotuneanda behaviorclosetopenaltyfunctions,wedecidedtoconsiderthis approach for our experiments. The following sections will therefore deal with the three optimization techniques: con-straint-filtering-based approach (CFB-EA), branch and bound (BB)andfeasibility-ruleapproach(FRB-EA).Nextsectiondescribes thembriefly.3.3. Descriptionoftheoptimizationalgorithmsusedfor experimentation
3.3.1. Constraint-filtering-basedevolutionaryalgorithm(CFB-EA) Theproposed evolutionaryalgorithmis basedonSPEA2[38]
withanaddedconstraintsfilteringprocessthatavoidsunfeasible individuals(orsolutions)inthearchive.SPEA2isauseful Pareto-basedmethodfoundedonthepreservationofaselectionofbest solutionsinaseparatearchive(archiveongenerationtisnotedAt andpopulationPt). Sixparametersarerequired:sizeofarchive (Narch),sizeofpopulation(Npop),numberofgeneration(T)(or any stopping criterion), probabilities for crossover (Pcross for
individual selection, crossover of approximately half of the chromosome) and mutation(Pmutfor individual selection/Pmutg
forgeneselection)operators.Thearchivesizemainlyimpactsthe diversityof solutions;whilepopulation size defineshow many solutions are generated at each generation. This provides the followingsix-stepapproach:
1.Initializationofindividualset(P0)thatrespectstheconstraints
(thankstofiltering),
2.Fitnessassignment(balanceofParetodominanceandsolution density),
3.Selectionofindividualsandarchiveupdate(At),
P.Pitiotetal./ComputersinIndustryxxx(2014)xxx–xxx 6
4.Stoppingcriteriontest(time,nb.ofgenerationsorperformance), 5.Individuals selection for crossover and mutation operators
(binarytournaments),
6.Individuals crossover and mutation that respect constraints (thankstofiltering)togeneratenextgeneration(Pt)
7.Returntostep2.
Forinitialization,crossoverandmutationoperators,eachtime anindividualiscreatedormodified,everygene(decisionvariable ofV)israndomlyinstantiatedintoitscurrentdomain.Toavoid the generation of unfeasible individuals, the domain of every remaininggeneisupdatedbyconstraintfiltering.Asfilteringis notfoolproof,inconsistentindividualscanbegenerated.Inthis case, a limited backtrack process is launched to solve the problem. For full details please see [7]. Notice that we have designedthe evolutionaryoperator soastopreserve diversity (random selection of gene and state); thus, if an individual become unfeasible – and in order to preserve individual consistency – we backtrack on previous choices until an individual becomes feasible again. Our approach also has the advantageof not needinganyadditional parametertuning for constrainthandling.
3.3.2. Branch-and-boundprocedureusingfilteringsystem(BB) Thekeyideaofthebranchandboundalgorithmistoexplorea searchtree,butusingacuttingprocedurethatstopsexploration ofabranchwhenabetterbranchhasalreadybeenfound.Thefirst tool needed is a splitting procedure that corresponds to the selectionofonevariableoftheproblemandtotheinstantiation ofthis variablewith eachpossiblevalue.The secondtoolis a node-boundevaluationprocedure.Thefilteringprocessisusedto achieve this task with a partial instantiation and is able to evaluate if the partial instantiation is consistent with the constraints of the problem. If this is the case, it can provide thelowerboundofeachcriterioncycletimeandcost.Whenthe searchreachesaleafofthesearchtree,orcompleteinstantiation, thefilteringsystemgivesthe exactevaluationofthesolution. Thus,the valuesof leaf solutions canbeused tocompute the current Pareto front and then to cut remaining unexplored branchesthataredominatedby anyaspectoftheParetofront solution(e.g.theupperboundsoftheleafsolutiondominatethe minimalboundsofthebranchtocut).Thisprovidesthefollowing steps:
1.Selecta remainingun-instantiatedvariableandspliton each possiblevalue.
2.Evaluateeachvaluewithconstraintsfilteringsystem.
3.Cutting of every Pareto-dominated branch by a complete solutionthathasalreadybeenfound.
4.Returntostep1onthelowestnodevalueuntiltherearenomore unexploredbranches.
3.3.3. Feasibility–rules-basedevolutionaryalgorithm(FRB-EA) Twopossibleimplementationsoffeasibilityrules(FRs)inanEA canbeinvestigated.TheoriginalonewastoincorporateFRsinthe selection process. In order to avoid unfeasible individuals, we prefertousefeasibilityruleswhilecomparingpair-wisesolutions duringthefitnessassignment.IntheSPEA2method,thePareto dominanceconceptisusedtocompareandevaluatesolutions.We addedFRsinthisParetodominanceinthefollowingway:(i)when comparingtwo feasiblesolutions, theclassic Paretodominance relationisused;(ii)whencomparingafeasibleandanunfeasible solution,thefeasibleonewilldominate;(iii)whencomparingtwo unfeasiblesolutions,theonewiththelowestsumofconstraint violationwilldominate. Thisleadsto thefollowing dominance comparisonalgorithm:
1.Ifonesolutionofthetwosolutionscomparedisunfeasible,itis dominated.
2.Ifbothareunfeasible,theonewiththehighestsumofconstraint violationisdominated.
3.If both are feasible, the classic Pareto dominance algorithm defineswhichoneisdominated.
Thismethodissimpletoimplementandallowsforcomparative study. Furthermore, some promising improvements have been proposed fora FR-EAas a distribution-basedstoppingcriterion
[39],or for various diversity preservation mechanisms [40,41]. Theseproposalshighlighttheinterestofthisapproach.
4. Experimentalresultsanddiscussions
The aim of this section is to compare concepts that allow integrationofconstraintshandlinginanevolutionaryoptimization process(filteringvs.feasibilityrules)inthecontextofourtwo-step aidingprocess.Acomparisonwithanexactapproach(BB)isalso made in ordertoestimate thelimit where theexact approach should bereplaced by evolutionarycomputations. We want to definethelimitsofeach approach,accordingtothesizeof the problem, its constraints level and the difficulty of parameter setting.Thesizeoftheproblemtosolvevariesgreatlyaccordingto thenumberofchoicesmadeinthefirststepoftheproposedaiding approach.Theconstraintlevelofthemodelisalsoakeypointwhen selectinganoptimizationtechnique.Itregulatestheratiobetween feasibleandunfeasiblespace.Finally,weassumethattheuseris notanexpertinoptimizationtechniques,sothedifficultyoftuning optimizationparametersisessentialinourcontext.
The optimization algorithms were implemented in C++ programminglanguageand interactedwiththefilteringsystem codedinPerllanguage.Alltestsweredoneusingalaptopcomputer poweredbyanIntelcorei5CPU(2.27GHz,onlyoneCPUcoreis used)andusing2.8Goofram.
For a multi-objective aiding problem, the user expects an efficientand diversifiedsetofsolutionsinareasonablelapseof time.Toevaluatethealgorithmresults,weusedthehypervolume metricdefinedbyZitzler[42]andillustratedinFig.6.Itmeasures thehypervolumeofspacedominatedbyasetofsolutions.Itthus allowsbothconvergenceanddiversityproprietiestobeevaluated (thefittestand mostdiversifiedsetofsolutions istheonethat maximizeshypervolume).
Infirstsection,westudythemodelsusedforexperimentation. Then,wecomparethethreeapproaches(BB,FR-EAandCFB-EA)on varioussmallinstances.Inathirdsection,theresultsofFRB-EAand CFB-EA on two sizes of model (small and large) and for three constraintslevelsarecompared.Finally,theseresultsarediscussed inthelastexperimentalsection.
4.1. Modelsusedforexperimentation
Every modelusedintheseexperimentsderivesfromalarge real-world-likemodelnamed‘‘full_aircraft’’correspondingwitha small commercial aircraft(between 4 and 12 passengers). This modelhasbeenestablishedduringthefouryearsprojectATLAS project funded by the French National Research Agency (ANR) whoseobjectivewastostudyinteractionsbetweenproductdesign andprojectplanninginaerospaceindustrywithintheAerospace Valleyindustrycluster(http://www.aerospace-valley.com/).Some aspectsofthismodelcanbeconsultedin[7]and[6].
Themodelusedin thispapergroups92variables (symbolic, integerorfloatvariables)linkedby67constraints(compatibility tables,equationsorinequalities).Amongthesevariables,wefind 21decisionvariablesthatwillbemanipulatedbytheoptimization algorithms(chromosomeinEA).Twelvevariables,withanaverage ofsixpossiblevaluesforeach,describethemainproductaspects. In order to have a general idea, these variables are: SN (seat quantity), AN (armchair quantity), SC (seat comfort level), AC (armchaircomfortlevel),FA(cabinfinishlevel),FO(cockpitfinish level),OE(on-boardelectronics),FE(flightelectronics),CZ(cargo zone size), CS (cruising speed), FR (flight range), EN (engine category).Ninevariables,withanaverageofninepossiblevalues for each (in fact, the combination of 3 resource types and 3 resourcequantities),describethenineproductionoperationsthat compose the production process. These operations are: Op11 (structure sourcing),Op12(components sourcing),Op21 (struc-ture manufacturing), Op22 (components assembling), Op31 (structure assembling), Op41 (cabin assembling), Op51 (body painting),Op61(finaltesting),Op71(delivery).
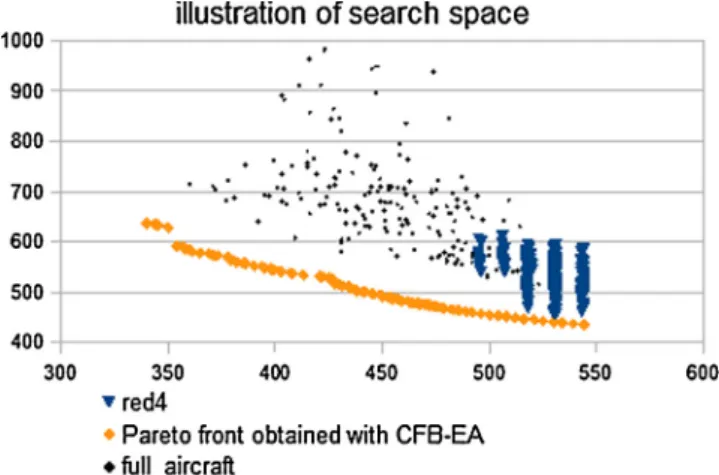
Whenconstraintsarenotconsidered,thisleadstoanumberof possiblecombinations(around1018
#612
"99for‘‘full_aircraft’’
model).Forafirstillustration,Fig.7showsarandomsamplingof thismodel(solutionsaresmalldarkpoints)andtheParetofront obtainedwithonerunofCFB-EA(grayrhombuses).Thisfigurealso presentsasamplingofamodelnamed‘‘red4’’,basedonareduction oftheinitial‘‘full_aircraft’’,inordertosimulateareductionmade by the user in the first step of our approach and to test our algorithmonasmallinstance.
According to the choices made during the first step of the proposedaidingprocedure,thesizeoftheoptimizationproblem canvaryconsiderably.Wefirstevaluatethesizewhereanexact algorithm,BBinourcase,couldbeused.Tomodulatethesizeofthe model, we have simulated five sets of user non-negotiable requirementsthatinstantiatevariousvariablesonthefullaircraft problemthatprovidefivemodelstooptimize(namedred1tored5 accordingtogrowingsize).Inmodelred1,ontheproductmodel size:6productvariableshavebeeninstantiatedandthe6others have been reduced from6 to3 possible values (unconstrained combinatoryisaround729#16
"36);ontheprocessmodelsize:3
processvariables havebeeninstantiatedand the6 othershave been reduced from 9 to 3 possible values (unconstrained combinatory is around 729#13
"36). The combinatory of the
unconstrained model red1 is therefore around 0.53"106
#729"729.Fortheothermodels(red2tored5),the process model is unchanged and the product model size is increasedthankstomodificationsinthenumber ofinstantiated variables(6–2)andthenumberofvariableswith3possiblevalues (6–10),asfollows:red1(16 "36),red2(15 "37),red3(14 "38), red4(13 "39),red5(12
"310).Relevantunconstrained
combina-toryareshownintheTable1.
Thesecondgoalistoinvestigatetheimpactoftheconstraint level for EA algorithms. We therefore generated three models derived from the model red5 with three constraint levels, by modulatingthenumberofallowedcombinationsintheconstraints belongingtothesetC(configurationconstraintsCcandprocess constraintsCp). These models, named red5_MC1 to red5_MC4, have a constraint level (ratio constrained combinatory/uncon-strained combinatory) of around: 10% for red5_MC1, 5% for red5_MC2,2%forred5_MC3and0.5%forred5_MC4,asshownin
Table1.Theseratiosandtheestimatednumberofsolutionswere
obtainedwitharandomsamplingofeverymodel(averageforone thousandindividualsrandomlygenerated).
Table1recapitulates theconsideredmodels.Withouttaking
intoaccountconstraints,thecombinatorygoesfromhalfamillion to43millionforsmallmodels(red1tored5)andisaround1018for
the‘‘full_aircraft’’model.Thepresenceofconstraintsleadstoalot of unfeasible solutions and Table 1 illustrates how constraints reduce the number of feasible solutions. The hypervolume obtained with theBB is also shown (unknown for full_aircraft models).
4.2. Acomparisonwithanexactapproachonsmallsizemodels Asalreadysaid,afirstgoaloftheseexperimentsistocompare thebehavioroftheEAmethodswithanexactapproachforsmall instances,BBinourcase.ThecurvesinFig.8andthecorresponding valuesgiveninTables2and3illustratetheresultsofthethree algorithmswhenthenumberofvariables(red1tored5onleftpart
on Fig. 8 and Table 2) or the constraint level (red5_MC1 to
red5_MC4onrightpartofFig.8andTable3)increase.Thevertical axiscorresponds tothe time spent(i) reaching optimal Pareto FrontwithBBalgorithmor(ii)reachingoptimalParetoFrontwith CFB-EAandFRB-EA.
NoticethatwhilethetimesshownfortheBBinFig.8andin
Table2and3arethetimesneededtoreachtheoptimal,theBBdid
notstopatthismoment.Ithadtocuteveryremainingbranchtobe surethatitreachedoptimal,andthiscantakeasignificanttime. CurvesinFig.9andcorrespondingvaluessummarizedinTable2
illustrate the evolution of the hypervolume dominated by the Paretofrontsolutions(thehorizontalaxiscorrespondstothetime in seconds) for each approach investigated on model red5 (or red5_MC1). The curves representing an EA performance are averageresultsfortenexecutions.Theevolutionarysettingsused toobtaintheseresultswere:Populationsize:80,Archivesize:100,
Pmut:0.3,Pmutg:0.2,Pcross:0.8.Theendingcriterionusedistoreach
the optimal HV value (previously computed using the BB algorithm)orastagnationoftheHVformorethan2h.
Clearly,parametersettingsareoneofthemaindrawbacksfor an efficient use of evolutionary algorithms. The setting of population and archive sizes is a compromise between speed convergenceandfinalperformance.Indeed,asmallpopulationand archivesizeleadstoaquickimprovementinsolutionqualitybutit alsoincreasesthetimeneededtoreachtheoptimalParetofront. Whereaslarger populationandarchivesizesreducethe conver-gencespeedbutallowtheoptimalParetofronttobefoundquickly. For the small models (leftpart of Fig. 8), the BB algorithm reaches optimal Pareto front much faster compared with EA performance(fewsecondsonred1andred2modelsagainstsome thousand seconds for EAs). On the other hand, EAs greatly outperformtheBBalgorithm onlarger models(timeneededto reach optimal HV: 6069s for CFB-EA, 6522s for FRB-EA and 20257sforBB).CFB-EAandFRB-EA,afterarapidimprovementof Fig.8.Experimentationswithdifferentmodelsizesandconstraintslevels.
Table2
ComparisonCFB-EA,FRB-EAandBBonsmallmodels.
Model OptimalHV BB CFB-EA FRB-EA
Totaltime Timetoreachoptimal Averagetime Timestd_dev AverageHV Averagetime Timestd_dev AverageHV
red1 1,23,576 16 14 2379 0.63 1,23,576 1874.1 0.40 1,23,576 red2 1,29,782 797 19 1476 0.38 1,29,782 2411.2 0.53 1,29,736 red3 1,41,914 7836 4063 4048 0.44 1,41,914 7107.7 0.29 1,41,655 red4 1,54,383 17,612 8908 4186 0.33 1,54,383 7141.6 0.49 1,53,380 red5 1,67,189 42,103 20,257 6069 0.40 167,189 6522 0.36 1,67,189 Table3
ComparisonCFB-EA,FRB-EAandBBaccordingtoconstraintslevel.
Model OptimalHV BB CFB-EA FRB-EA
Totaltime Timetoreachoptimal Averagetime Timestd_dev AverageHV Averagetime Timestd_dev Aver.HV red5_MC1 1,67,189 42,103 20,257 6069 0.40 1,67,189 6522 0.36 1,67,189 red5_MC2 1,67,189 36,898 17,753 4674 0.26 1,67,189 6613 0.46 1,67,162 red5_MC3 1,67,189 17,708 8846 5162 0.22 1,67,189 6775 0.31 1,66,415 red5_MC4 1,38,714 7034 1407 2134 0.32 1,38,714 3501 0.23 138,714
hypervolume(forexampleonmodelred5,99%ofoptimalHVis reachedin2600sforCFB-EAand2830sforFRB-EA),stagnateand convergeveryslowlytotheoptimalParetofront(lessthan0.5%of improvementonthelast3000s).Indeed,thisisoneoftheweak pointsofclassicEAapproaches.Amimeticalgorithm(couplingof an EA with a local search approach) is actually prospected to improvethisaspect.
As expected, these tests show that BB algorithm must be reserved for small size models whereit is more accuratethan evolutionary approaches. But this report must be moderated accordingtotheconstraintlevelasshowedonrightpartofFig.8. When the problem is more constrained, BB reaches faster the optimal Pareto front, Table 3 shows values obtained on these models.Thisisbecausethefilteringallowsmorebranchestobecut on thesearchtree, insuchwaythatthealgorithm reachesleaf solutionsand,consequently,optimalsolutionsmorequickly.The EAsperformanceismorestableaccordingtothiscriterionexcept for the more constrained model (red5_MC4). This behavior is probablylinkstothefactthatthismodelhasaverylimitednumber ofpossiblesolutionsandanoptimalHVeasiertoreach.
A first conclusion of this section is that the proposed EA algorithmsareclearlybetterthantheBBalgorithmwhenthesize oftheproblemincreases.Asecondconclusionisthatanincreasein theconstraintleveltendstoveryslightlylimitthetendencyofthe previousconclusion.Alastimportantconclusionwithrespectto our problem, EAs are much less sensible to modifications of problemsizeandconstraintlevelthanBBalgorithm.Therefore,in the next section, we consider only the large model named
full_aircraft gathering thirty variables with various level of constraint.
4.3. ComparisonEAonareal-world-likeproblem
Thegoalofthissectionistocompareonlargerproblemsonly thetwoEAalgorithmsasBBisunsuitableonthisscale.Theyare evaluatedonthefull_aircraftmodelandonthreemodelsderivate fromthisonewithvariousconstraintlevels.CurvesonFig.10and correspondingvaluesofTable4illustratetheresultsofthetwo algorithms when the constraint level increases (MC1 lowest constraint level up to MC-4 highest one). The vertical axis corresponds tothe hypervolume reach by each algorithm. The curves are average results for ten executions of each EA. Evolutionary settings used to obtain these results: population size:80,archivesize:100,Pmut:0.3,Pmutg:0.2forCFB-EAand0.1
forFRB-EA,Pcross:0.8. Theending criterionusedisastricttime
limitofoneday(86,400s).
ThesetestsshowthatCFB-EAandFRB-EAbelongtothesame range of performance. On the full_aircraft model (full_air-craft_MC1), difference with FRB-EA is mainly on convergence speedandqualityoftheParetoFront.WithCFB-EA,hypervolume increases quickly and constantly (99% of final hypervolume is reachedin30,000sagainst54,000sforFRB-EA).Those character-istics,especiallythediversityofindividuals,arepromisingfora futurehybridizationwithalocalsearch.Whentheconstraintslevel increases(fromaround10%offeasiblesolutionstolessthan0.1%), agapbetweenfinalperformanceofbothEAcanbeseen.Onthe moreconstrainedmodel(full_aircraft_MC4),CFB-EAhypervolume isaround15%betterthantheoneobtainedwithFRB-EA.Infact CFB-EAand FRB-EAareclearly two differentways totake into accountconstraintsinevolutionaryoptimizationprocess.Table5
gathers various indicators that allow comprehension of the behaviorofeachapproach.Themaindifferenceistheutilization ofthecomputingtime.
InCFB-EA,around98–99%ofthecomputingtimeisspentto bothconstructandevaluatesolutionsusingfiltering.Indeed,aswe manipulate only feasible solutions, lots of backtracking and Fig.10.EvolutionofhypervolumewithCFB-EAandFRB-EAonfullmodels.
filteringareneededtoobtainfeasiblesolutionsespeciallyduring crossover operation (around 20,000 backtracks and 4,00,000 filteringneededtogeneratearound15,000solutions).Thatleads tolonggenerations(around600sforeachgeneration).InFRB-EA, onlyevaluationofsolutionthankstofilteringalgorithmrepresents around88%ofthecomputingtime. Asthere isno backtracking (unfeasible solutionare kept on evolutionary process), FRB-EA generates more than twice solutions compared toCFB-EA, but morethanhalfofthesesolutionsareunfeasible.
IntheFRB-EAimplementedin ourwork, thosesolutionsare most of thetime unused in theevolutionary process; because duringtheselectionprocess,ifanunfeasiblesolutioniscompared to a feasible one, we systematically keep the feasible one. Consequently,thetimespenttogeneratethosesolutionsislost withoutanybenefitfortheoptimizationprocess.Thatisalsowhy thehypervolumeincreasesslowerinthisapproach.Thisaspectis already known by authors of feasibility rules principles: if no furthermechanismsareadoptedtopreservediversity(particularly payingattentiontotheneedtokeep infeasiblesolutionsin the population),thisapproachwillsignificantlyincreasetheselection pressure[43].
Toconcludethis comparison,it seemsthat proposedCFB-EA approachisrelevantfortherangeofconcurrentconfigurationand planningproblemsaddressedinthisarticle(sizeandconstraints level).CFB-EAenablestopropose,inareasonableamountoftime,a setofsolutionsthatpermitstheusertodecideabouthisowncost/ cycletimecompromise.Alastoperationaladvantageliesinthefact that CFB-EA is robust with regard to evolutionary parameters setting.WehavetriedvariousparameterssettingswithbothEAs, andCFB-EAwasreallyconstantinitsperformancecomparedto FRB-EA.
5. Conclusions
Thegoalofthisarticlehasbeentoproposeadetailedevaluation ofanevolutionaryalgorithm,calledCFB-EAforConstraintfiltering basedevolutionaryalgorithm,thatdealswithconcurrentproduct configuration and production planning. The problem has been presentedandmodeledasaconstraintsatisfactionproblem,and thenatwo-stepsapproach,gatheringaninteractiveconfiguration andplanningprocess followedbya multi-criteria optimization, hasbeenpresentedwithasimpleexample.Oncetheoptimization problemhighlighted,a detail surveyofevolutionaryalgorithms thathandleconstrainedproblempermitsustoidentifythemost suitable competing optimizing approach (FRB-EA for feasibility rulebasedevolutionaryalgorithm).Anexactbranchand bound procedure(BB)isalsorecalledforsmallinstances.
Forsmallinstances, from12 to15 decision variableswith3 valuesforeach(0.2–2.106solutions),BBisgloballybetterthanEA
approaches.LogicallytheproposedEAworksbetterwhenthesize
oftheproblemgetslargercomparedtoBB,howeverthetendency goes to the opposite when the problem tends to be more constrained.Asthesize oftheoptimizationproblemis directly dependentofthequantityofnegotiablerequirements(firststep interactiveconfiguration/planning),aninterestingresultisthatit ispossibletoproposeakindoflimitthatcantriggertheselectionof BB or EA optimization. Of course this limit is specific to the addressed problem. For these small instances, it must also be pointedoutthat FRB-EAandCFB-EAhavesimilarperformances (muchlessthan2h)withaverylowsensitivitytoproblemsizes andconstraintlevels.
Whentheproblemgetslarger,BBcannotbeconsidered.Ona problem of 21 decision variables (12 product variables with6 valuesand9processvariableswith9values),whentheconstraint levelislow(solutionspacebetween1015and1017),CFB-EAand
FRB-EAperformveryclosely,whentheconstraintlevelincreases (solutionspacebetween1013and1014)CFB-EAisalittlebetter.In
termsof convergencespeed,CFB-EAreachesaround90% ofthe hypervolumeinlessthan3hand99%inlessthan10h.Thelow sensitivityofCFB-EAwithrespecttoconstraintlevelcanbealso noticed.
That leads us to consider that the CFB-EA approach is competitiveforthiskindofconfiguration/planningproblemseven ifsomefurtherimprovementscouldbeinvestigatedforbothEA approaches.Thereforethetwostepsprocessobjectofthispaper canbeconsideredwithnodoubt,asa significantassistancefor optimal configuration and planning achievement. It allows the usertodecideefficiently abouthiscost/cycle-timecompromise whendealingsimultaneouslywithconfigurationandplanning.
Thesepromising resultsintroduce someprospectivestudies: convergence speed, evolutionary parameter tuning and also problemswithmorethantwoobjectives.Forconvergencespeed or larger problems, we are currently developing an iterative optimizationprocessthataims toreduceconsiderablythetime requiredtoobtainanear-optimalParetofrontusingakindofzoom on a specificarea selectedby theuserduringtheoptimization process.Forparameterstuning,wearethinkingofconsideringthe possibilityofanautomatedsettingwithavariablepopulationand archivesize.Finally,configurationandplanningproblemstaking into account several objectives such as performance, risk, or sustainableaspectsareinourshortlist.
References
[1]S.Mittal,F.Frayman,Towardsagenericmodelofconfigurationtasks,in: Pro-ceedingsofIJCAI,1989,pp.1395–1401.
[2]T.Soininen,J.Tiihonen,T.Ma¨nnisto¨,R.Sulonen,Towardsageneralontologyof configuration, Artificial Intelligence for Engineering Design, Analysis and Manufacturing12(4)(1998)357–372.
[3]K.Schierholt,Processconfiguration:combiningtheprinciplesofproduct config-uration and process planning,Artificial Intelligence for EngineeringDesign, AnalysisandManufacturing15(5)(2001)411–424.
Table5
PrecisiononbehaviorofEAapproaches.
Model CFB-EA
Averagedurationofageneration Totalnumberofsolutionsgenerated %oftimespendtogenerateandevaluatesolutions
full_aircraft 570 14,577 98
full_aircraft_MC2 604 13,703 99
full_aircraft_MC3 504 16,439 98
full_aircraft_MC4 624 13,269 99
Model FRB-EA
Averagedurationofageneration Totalnumberofsolutionsgenerated %oftimespendtoevaluatesolutions
full_aircraft 229 36,044 88
full_aircraft_MC2 240 34,314 88
full_aircraft_MC3 262 31,447 89
full_aircraft_MC4 220 34,440 86
[4]P.T.Helo,Q.L.Xu,S.J.Kyllonen,R.J.Jiao,Integratedvehicleconfigurationsystem connectingthedomainsofmasscustomization,ComputersinIndustry61(1) (2010)44–52.
[5]D.Steward,D.Tate,Integrationofaxiomaticdesignandprojectplanning,in: ProceedingsoffirstInternationalConferenceonAxiomaticDesign,Cambridge, USA,(2000),pp.285–289.
[6]L.L.Zhang,E.Vareilles,M.Aldanondo,Genericbilloffunctions,materials,and operationsforSAP2configuration,InternationalJournalofProductionResearch 51(2)(2013)465–478.
[7]P.Pitiot,M.Aldanondo,E.Vareilles,P.Gaborit,M.Djefel,S.Carbonnel,Concurrent productconfigurationandprocessplanning,towardsanapproachcombining interactivityandoptimality,InternationalJournalofProductionResearch51(2) (2013)524–541.
[8]D.Mailharro,Aclassificationandconstraint-basedframeworkforconfiguration, ArtificialIntelligenceforEngineeringDesign,AnalysisandManufacturing12(4) (1998)383–397.
[9]U.Junker,Chapter24,Configuration,in:HandbookofConstraintProgramming, Elsevier,2006,pp.835–875.
[10]R.Barta´k,M.Salido,F.Rossi,Constraintsatisfactiontechniquesinplanningand scheduling,JournalofIntelligentManufacturing21(1)(2010)5–15.
[11]M.Koubarakis,Chapter19,TemporalCSPs,in:HandbookofConstraint Program-ming,Elsevier,2006,pp.663–697.
[12]M.Aldanondo,E.Vareilles,M.Djefel,Towardsanassociationofproduct configu-rationwithproductionplanning,InternationalJournalofMassCustomisation3 (4)(2010)316–332.
[13]C.Bessiere,Chapter3,Constraintpropagation,in:HandbookofConstraint Pro-gramming,Elsevier,2006,pp.29–70.
[14]F.Benhamou,L.Granvilliers,Chapter16,Continuousandintervalconstraints,in: HandbookofConstraintProgramming,Elsevier,2006,pp.569–603.
[15]M.Aldanondo,E.Vareilles,K.Hadj-Hamou,P.Gaborit,Aidingdesignwith con-straints:anextensionofquadtreeinordertodealwithpiecewisefunctions, InternationalJournalofComputerIntegratedManufacturing21(4)(2008)353– 365.
[16]S.C.Brailsford,C.N.Potts,B.M.Smith,Constraintsatisfactionproblems: algo-rithmsandapplications,EuropeanJournalofOperationalResearch119(1999) 557–581.
[17]J.Amilhastre,H.Fargier,P.Marquis,Consistencyrestorationandexplanationsin dynamicCSPs–applicationtoconfiguration,ArtificialIntelligence135(2002) 199–234.
[18]L.Li,L.Chen,Z.Huang,Y.Zhong,Productconfigurationoptimizationusinga multiobjectiveGA,InternationalJournalofAdvancedManufacturingTechnology 30(2006)20–29.
[19]H.Missbauer,R.Uzsoy,Optimizationmodelsofproductionplanningproblems, Planning Production and Inventoriesin the Extended Enterprise, vol. 151, Springer,2011,pp.437–507.
[20]E.Vareilles,M.Aldanondo,P.Gaborit,Evaluationanddesign:aknowledgebased approach,InternationalJournalofComputerIntegratedManufacturing20(7) (2007)639–653.
[21]L.Hvam,S.Pape,M.K.Nielsen,Improvingthequotationprocesswithproduct configuration,ComputersinIndustry57(7)(2006)607–621.
[22]M. Kopisch,A.Gu¨nter,Configurationofapassengeraircraftcabinbased on conceptualhierarchy,constraintsandflexiblecontrol,LectureNotesinComputer Science604(1992)421–430.
[23]A.Falkner,G.Fleischanderl,Configurationrequirementsfromrailway interlock-ingstations,in:ProceedingoftheIJCAIConfigurationWorkshop,Seattle,USA, 2001.
[24]D.Sabin,R.Weigel,Productconfigurationframeworks–asurvey,IEEEIntelligent Systems13(4)(1998)42–49.
[25]O.Lhomme,ConsistencytechniquesfornumericalCSPs,in:ProceedingsofIJCAI, 1993,pp.232–238.
[26]T.Ba¨ck,EvolutionaryAlgorithmsinTheoryandPractice,OxfordUniversityPress, NewYork,1996.
[27]E.Mezura-Montes,C.CoelloCoello,Constraint-handlinginnature-inspired nu-mericaloptimization:past,presentandfuture,SwarmandEvolutionary Compu-tation1(4)(2011)173–194.
[28]T.P.Runarsson,X.Yao,Stochasticrankingforconstrainedevolutionary optimiza-tion,IEEETransactionsonEvolutionaryComputation4(3)(2000)284–294.
[29]T.Takahama,S.Sakai,N.Iwane,Constrainedoptimizationbytheepsilon con-strainedhybridalgorithmofparticleswarmoptimizationandgeneticalgorithm, LectureNotesinArtificialIntelligence3809(2005)389–400.
[30]T.Takahama,S.Sakai,Constrainedoptimizationbyalpha-constrainedgenetic algorithm(alphaGA),SystemsandComputersinJapan(35)(2004)11–22.
[31]W.Gong,Z.Cai,Amultiobjectivedifferentialevolutionalgorithmforconstrained optimization,in:ProceedingsofIEEECongressonEvolutionaryofCongresson EvolutionaryComputation(CEC’2008),HongKong,(2008),pp.181–188. [32]T.Ray,H.K.Singh,A.Isaacs,W.Smith,Feasibilitydrivenevolutionaryalgorithm
forconstrainedoptimization,in:Constraint-HandlinginEvolutionary Optimiza-tion,vol.198,StudiesinComputationalIntelligenceSeries, 2009,145–165.
[33]K.Deb,Anefficientconstrainthandlingmethodforgeneticalgorithms,Computer MethodsinAppliedMechanicsandEngineering(186)(2000)311–338.
[34]E.Mezura-Montes,C.A.CoelloCoello,E.I.Tun-Morales,Simplefeasibilityrules anddifferentialevolutionforconstrainedoptimization,in:Proceedingsofthe3rd MexicanInternationalConferenceonArtificialIntelligence(MICAI’2004),Lecture NotesinArtificialIntelligenceNo.2972,2004,pp.707–716.
[35]Z.Michalewicz,GeneticAlgorithms+DataStructures=EvolutionPrograms,3rd ed., Springer-Verlag,1996.
[36]M.Schoenauer,Z.Michalewicz,Evolutionarycomputationattheedgeof feasi-bility,in:Proceedingsofthe4thParallelProblemSolvingfromNature,Berlin, LectureNotesinComputerScience1141(1996)245–254.
[37]R.Kowalczyk,Constraintconsistentgeneticalgorithms,in:ProceedingsofIEEE ConferenceonEvolutionaryComputation,Indianapolis,USA,(1997),pp.343– 348.
[38]E.Zitzler,M.Laumanns,L.Thiele,SPEA2.ImprovingtheStrengthPareto Evolu-tionaryAlgorithm,TechnicalReport103,ComputerEngineeringand Communi-cationNetworksLab(TIK), SwissFederalInstituteofTechnology(ETH),Zurich, 2001.
[39]K.Zielinski,R.Laur,Stoppingcriteriafordifferentialevolutioninconstrained single-objectiveoptimization,in:AdvancesinDifferentialEvolution,Springer, 2008,pp.111–138.
[40]J.Brest,V.Zumer,M.S.Maucec,Self-adaptativedifferentialevolutionalgorithmin constrainedreal-parameteroptimization,in:Proceedingsof2006IEEECongress onEvolutionaryComputation(CEC’2006),Vancouver,BC,Canada,(2006),pp. 919–926.
[41]L.Cagnina,S. Esquivel,C.Coello-Coello,Abi-populationPSO witha shake-mechanismforsolvingconstrainednumericaloptimization,in:Proceedingsof 2007IEEECongressonEvolutionaryComputation(CEC’2007),Singapore,(2007), pp.670–676.
[42]E.Zitzler,L.Thiele,Multiobjectiveoptimizationusingevolutionaryalgorithms–a comparativecasestudy,in:Proceedingsof5thInternationalConferenceon ParallelProblemSolvingfromNature,SpringerVerlag,1998,pp.292–301.
[43]E.Mezura-Montes,C.A.CoelloCoello,Asimplemultimemberedevolution strate-gytosolveconstrainedoptimizationproblems,IEEETransactionsonEvolutionary Computation9(1)(2005)1–17.
[44]C. Coello Coello, Comput. Sc. Dep CINVESTAV,http://www.cs.cinvestav.mx/ $constraint/.
[45]G.Fleishanderl,G.Friedrich,A.Haselbock,H.Schreiner,M.Stumptner, Configur-inglargesystemsusinggenerativeconstraintsatisfaction,IEEEIntelligent Sys-tems13(4)(1998)59–68.
[46]G.Hong,D.Xue,Y.Tu,Rapididentificationoftheoptimalproductconfiguration anditsparametersbasedoncustomer-centricproductmodelingfor one-of-a-kindproduction,ComputersinIndustry61(3)(2010)270–279.
[47]L.Hvam, Mass customisation ofprocessplants, configuration, International JournalofMassCustomisation1(4)(2010)445–462.