Fabrication of x-ray masks using evaporated electron sensitive layers for back patterning of membranes
5
0
0
Texte intégral
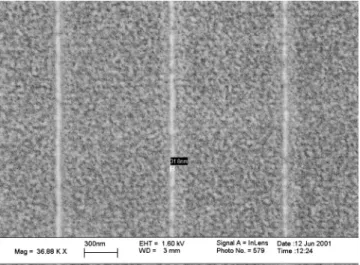
Figure
Documents relatifs
