Assessing corrosion in oil refining and petrochemical processing
Texte intégral
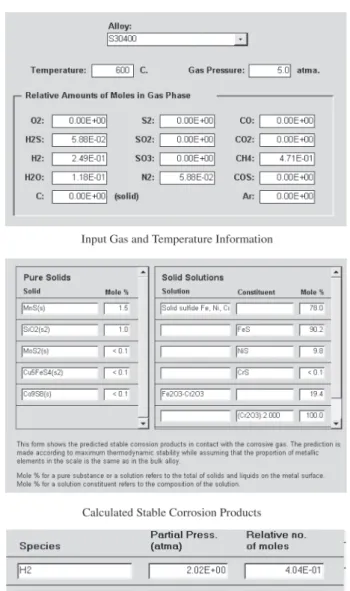
Figure

Documents relatifs
Usually, amines are not corrosive but during operation of amine units, degradation of the solvent may occur due to the reaction with contaminants like oxygen.. As a result,
But the manufacturing of non leaded gasolines require also, for raising the research octane number of the gasoline pool to convenient values without excess content of aromatics,
L’archive ouverte pluridisciplinaire HAL, est destinée au dépôt et à la diffusion de documents scientifiques de niveau recherche, publiés ou non, émanant des
– de doser le nickel dans la salive et dans le sang avant la mise en place de l’appareillage orthodontique et 3 mois après ; – d’étudier in vitro le comportement
les deux façades principa¬ les: un grand salon très vaste traverse le bâtiment de part en part; il est à ses deux extrémités marqué sur les façades nord et sud par
responses in eight different plant species: Intracellular calcium measurements in Nicotiana tabacum cell culture, Sporamin gene induction in Ipomoea batatas, PDF2.2 gene expression
Indeed, iterative refinement is a method that starts from an approximate solution and ”con- tracts” the error, and contractant iterations are methods of choice in interval
Indeed, in addition to the fact that the control variables generally have a similar impact whatever the considered financial development indicator, our main result
