© Émile Blouin-Dallaire, 2019
Les méthodes de cure et leurs impacts sur le retrait et la
fissuration du béton projeté
Mémoire
Émile Blouin-Dallaire
Maîtrise en génie civil - avec mémoire
Maître ès sciences (M. Sc.)
LES MÉTHODES DE CURE ET LEURS IMPACTS SUR LE
RETRAIT ET LA FISSURATION DU BÉTON PROJETÉ
Mémoire
Émile Blouin-Dallaire
Sous la direction de :
Marc Jolin, directeur de recherche
Benoît Bissonnette, codirecteur de recherche
iii
RÉSUMÉ
Ce mémoire est consacré à l’étude des méthodes de cure et leurs impacts sur le retrait et la fissuration du béton projeté. Plus globalement, cette recherche traite de la problématique de la fissuration des réparations en béton. Généralement, les réparations en béton projeté génèrent rapidement de grandes surfaces de béton frais. Si elles sont mal protégées, les sollicitations liées au séchage peuvent mener à l’échec de la réparation. Une méthode de cure adéquate permet de prévenir la fissuration et d’augmenter la durabilité de la réparation. Beaucoup reste à faire en ce qui concerne les techniques de cure et de protection afin de déterminer celles qui fonctionnent vraiment.
Afin d’évaluer l’apport bénéfique de différentes méthodes de cure sur le béton projeté, une méthode de mesure du retrait a été développée. Cette étape permet de combler l’absence de norme ou de méthode permettant aujourd’hui de mesurer le retrait du béton projeté et de quantifier en même temps l’impact bénéfique des méthodes de cure.
Avec cette méthode, les différents produits de cure externe suivants ont été évalués et classés du plus efficace au moins efficace : un agent de cure et de scellement liquide semblable à ceux à base de solvant, un agent de cure et de scellement liquide à base d’eau, un retardateur d’évaporation et enfin, le moins efficace, un agent de cure liquide à membrane à base de résine. Par la suite, des produits de cure interne ont été testés avec la méthode de mesure développée. Les produits testés sont une fibre synthétique et une fibre de chanvre. La fibre synthétique apporte un bénéfice dès la mise en place. La fibre de chanvre semble avoir apporté des améliorations notables plus importantes vis-à-vis du retrait du béton à long terme. Finalement, une technique de cure fréquemment utilisée en chantier (jute humide et polythène) a été évaluée. Les résultats des essais de type chantier sont peu concluants et ne permettent pas d’apprécier l’apport bénéfique des paramètres testés en raison des particularités de la méthode de mesure.
En conclusion, ce projet a rempli sa mission quant à la détermination des bénéfices des méthodes de cure sur le béton projeté. Il ouvre également la voie à de nombreuses applications et possibilités futures jusqu’alors non envisageable pour le béton projeté grâce à la méthode de mesure développée.
iv
ABSTRACT
This thesis is devoted to the study of curing methods and their impacts on the shrinkage and cracking of shotcrete. More generally, this research deals with the problem of cracking of concrete repairs. Generally, shotcrete repairs quickly generate large areas of fresh concrete. If poorly protected, drying stress can lead to the failure of the repair. Curing methods prevent cracking and increase the durability of concrete repair. Much remains to be done with regard to cure and protection techniques to determine what really works.
In order to evaluate the beneficial contribution of curing methods on shotcrete, a shrinkage measurement method is developed. This step makes it possible to fill the gap in the standards or methods used today to measure the shrinkage of shotcrete and at the same time to quantify the beneficial impact of curing methods on shrinkage. This method allows to start measuring shrinkage only 4 hours after placement.
With this method, the following different external curing products are evaluated and classified from the most effective to the least effective : a solvent based liquid curing and sealing agent, a water-based liquid curing and sealing agent, an evaporation retarder and finally, the least effective, a resin-based membrane liquid curing agent. The solvent-based liquid curing and sealing agent provided the best results. Then internal curing products are tested with the developed measurement method. The products tested are synthetic fibre and a hemp fibre. Synthetic fibre brings an benefits as soon as the concrete is placed. Hemp fibre seems to have made more significant improvements in concrete shrinkage in the long term. Finally, a curing technique frequently used on site is evaluated. The results of this test are inconclusive and do not allow to assess the beneficial contribution of the tested parameters due to the particularities of the measurement method.
In conclusion, this project fulfilled its mission to determine the beneficial effects of curing methods on shotcrete. It opens the way for many future applications and possibilities that were not previously possible for thanks to the measurement method developed.
v
TABLE DES MATIÈRES
Résumé ... iii
Abstract ... iv
Liste des tableaux ... viii
Liste des figures ... ix
Remerciements ... xii 1. Introduction ... 1 1.1 Introduction générale ... 1 1.2 Mise en contexte ... 1 1.3 Objectifs ... 2 1.4 Structure du document ... 4 2. Documentation scientifique ... 5 2.1 Introduction ... 5 2.2 Béton projeté ... 5 2.2.1 Voie sèche ... 5 2.2.2 Voie humide ... 7 2.2.3 Rebond ... 8
2.3 Concepts liés aux réparations ... 9
2.4 Hydratation ... 10
2.5 Retrait hygrométrique ... 10
2.5.1 Mécanismes ... 11
2.5.2 Type de retrait ... 13
2.6 Concepts liés à la cure ... 17
2.6.1 Cure externe ... 19
2.6.2 Cure interne ... 22
2.6.3 Efficacité des composés de cure ... 24
2.7 Conclusion partielle ... 24
3. Méthodologie et programme expérimental ... 25
3.1 Introduction ... 25
3.2 Choix des variables à l’étude ... 25
3.3 Choix des matériaux ... 26
3.3.1 Mélange préensaché ... 26
3.3.2 Eau de gâchage ... 26
3.4 Équipements ... 27
3.4.1 Procédé par voie sèche ... 27
3.4.2 Procédé par voie humide ... 29
3.5 Conditions d’exposition ... 31
3.6 Finition ... 31
3.7 Description de la première phase expérimentale ... 31
3.7.1 Objectifs ... 31
3.7.2 Programme d’essais ... 32
vi
3.8.1 Objectif ... 42
3.8.2 Programme d’essais ... 42
3.9 Description de la troisième phase expérimentale ... 45
3.9.1 Objectif ... 45
3.9.2 Programme d’essais ... 45
3.10 Description de la quatrième phase expérimentale ... 47
3.10.1 Objectif ... 47
3.10.2 Programme d’essais ... 48
3.11 Description de la cinquième phase expérimentale ... 50
3.11.1 Objectif ... 50
3.11.2 Programme d’essais ... 50
4. Résultats et observations ... 52
4.1 Introduction ... 52
4.2 Résultats de la première phase expérimentale ... 52
4.2.1 Propriétés mécaniques ... 52
4.2.2 Résultats des essais ... 54
4.3 Résultats de la deuxième phase expérimentale ... 60
4.3.1 Propriétés mécaniques ... 61
4.3.2 Résultats des essais ... 63
4.4 Résultats de la troisième phase expérimentale ... 79
4.4.1 Propriétés mécaniques ... 79
4.4.2 Résultats des essais ... 81
4.5 Résultats de la quatrième phase expérimentale ... 88
4.5.1 Propriétés mécaniques ... 89
4.5.2 Résultats des essais ... 90
4.6 Conclusion partielle ... 94
5. Analyse des résultats ... 95
5.1 Introduction ... 95
5.2 Méthode de mesure ... 95
5.2.1 Variations des mesures à jeune âge ... 95
5.2.2 Choix du dispositif de mesure ... 97
5.2.3 Validité des mesures de déformations ... 99
5.3 Importance de la cure ... 105
5.3.1 Cure externe ... 105
5.3.2 Cure interne ... 110
5.4 Condition de cure de chantier ... 112
6. Synthèse des résultats ... 117
6.1 Introduction ... 117
6.2 Conclusions générales ... 117
6.2.1 Phase 1 : Développement de la méthode de mesure ... 117
6.2.2 Phase 2 : Méthodes de cure externe ... 118
6.2.3 Phase 3 : Méthodes de cure interne ... 119
6.2.4 Phase 4 : Méthodes de cure en chantier ... 119
6.3 Perspectives et recherches futures ... 120
6.3.1 Recommandations ... 120
vii
Bibliographie ... 122
Annexe A – Équipements ... 126
Annexe B – Température et humidité ... 133
Annexe C – Fiches techniques ... 135
Annexe D – Discussion sur la norme ASTM C1579 ... 148
viii
LISTE DES TABLEAUX
Tableau 2.1 : Techniques de cure ... 20
Tableau 2.2 : Agents de cure interne ... 23
Tableau 3.1 : Caractéristiques du mélange de béton ... 26
Tableau 3.2 : Programme expérimental de la phase 1 ... 36
Tableau 3.3 : Critères de qualité de Morgan [46] ... 41
Tableau 3.4 : Essais effectués pour la première phase ... 41
Tableau 3.5 : Produits de cure ... 42
Tableau 3.6 : Programme expérimental de la phase 2 ... 43
Tableau 3.7 : Programme expérimental de la phase 3 ... 46
Tableau 4.1 : Composition en place du béton (Phase 1) ... 53
Tableau 4.2 : Résistance en compression (Phase 1) ... 53
Tableau 4.3 : Test d’absorption du béton (Phase 1) ... 53
Tableau 4.4 : Composition en place du béton (Phase 2) ... 62
Tableau 4.5 : Résistance en compression (Phase 2) ... 62
Tableau 4.6 : Absorption du béton (Phase 2) ... 62
Tableau 4.7 : Taux d’application des produits de cure (Phase 2) ... 63
Tableau 4.8 : Composition en place du béton (Phase 3) ... 80
Tableau 4.9 : Résistance en compression (Phase 3) ... 80
Tableau 4.10 : Absorption du béton (Phase 3) ... 80
Tableau 4.11 : Composition en place du béton (Phase 4) ... 90
Tableau 4.12 : Résistance en compression (Phase 4) ... 90
Tableau 4.13 : Absorption du béton (Phase 4) ... 90
Tableau 5.1 : Avantages et inconvénients de chaque méthode de mesure ... 98
Tableau 5.2 : Rapport surface exposée sur volume ... 99
Tableau 5.3 : Temps d’action des produits de cure ... 107
Tableau 5.4 : Efficacité relative des produits de cure à court terme (Phase 2) ... 108
Tableau 5.5 : Efficacité relative des produits de cure à long terme (Phase 2) ... 108
Tableau 5.6 : Classement des produits de cure par ordre d’efficacité ... 109
Tableau 5.7 : Efficacité relative des agents de cure interne à court terme (Phase 3) ... 111
Tableau 5.8 : Efficacité relative des agents de cure interne à long terme (Phase 3) ... 111
Tableau 5.9 : Pourcentage d’amélioration (Phase 4) ... 115
Tableau 5.10 : Pourcentage d’amélioration (Phase 4) ... 116
Tableau D.1 : Paramètres maximaux obtenus ... 150
ix
LISTE DES FIGURES
Figure 2.1 : Schéma du procédé de projection de béton par voie sèche ... 6
Figure 2.2 : Schéma du procédé de projection du béton par voie humide ... 7
Figure 2.3 : Illustration des pertes par rebond dans le procédé de béton projeté ... 8
Figure 2.4 : Réparation en béton, adapté de [5] ... 9
Figure 2.5 : Dépression capillaire [17] ... 12
Figure 2.6 : Pression de disjonction [17] ... 12
Figure 2.7 : Mécanisme de Gibbs-Bangham [17] ... 13
Figure 2.8 : Contraintes dues au retrait de séchage, adapté de [18] ... 14
Figure 2.9 : Le cambrement de séchage dans le béton [21] ... 15
Figure 2.10 : Abaque de prédiction du taux d’évaporation [25] ... 16
Figure 2.11 : Évolution de la température en fonction du temps et des précautions à prendre [11] ... 19
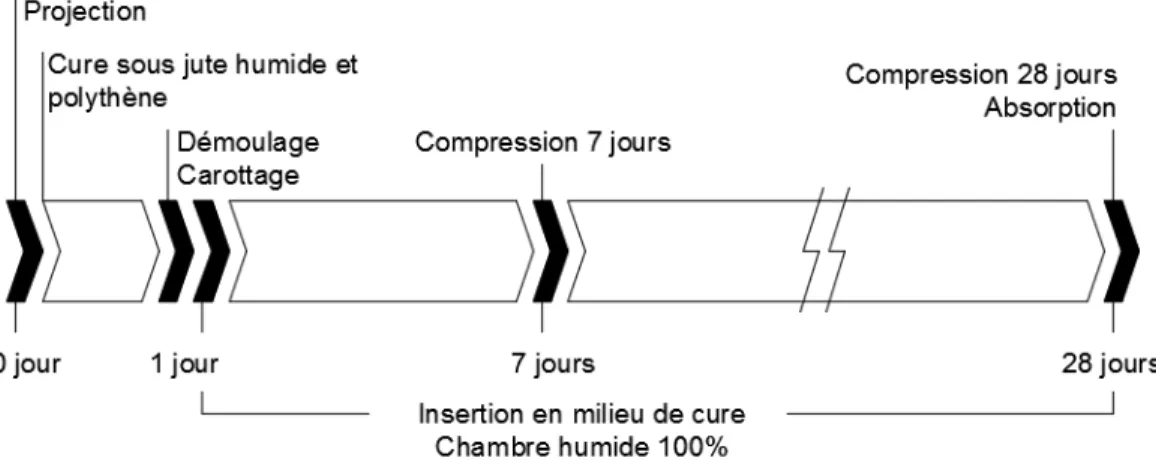
Figure 2.12 : Types de cure du béton et leur séquence dans le temps [27] ... 20
Figure 2.13 : Cure interne par matériaux absorbants, adaptée de [33] ... 23
Figure 3.1 : Canon de projection du procédé par voie sèche [37] ... 27
Figure 3.2 : Lance longue du procédé par voie sèche [38] ... 28
Figure 3.3 : Moule de rebond ... 28
Figure 3.4 : Pompe à béton pour le procédé par voie humide [37] ... 29
Figure 3.5 : Lance du procédé par voie humide ... 30
Figure 3.6 : Disposition des plots de surface ... 33
Figure 3.7 : Comparateur horizontal numérique ... 34
Figure 3.8 : Plan d'usinage des plots en armature ... 35
Figure 3.9 : Description des plots en barres d’armature ... 36
Figure 3.10 : Ligne du temps de la phase 1 ... 38
Figure 3.11 : Panneaux de projection ... 40
Figure 3.12 : Patron de forage des panneaux de projection ... 40
Figure 3.13 : Ligne du temps pour les essais de caractérisation de la phase 1 ... 41
Figure 3.14 : Ligne du temps de la phase 2 ... 44
Figure 3.15 : Panneaux avec application d’époxy ... 44
Figure 3.16 : Ligne du temps de la phase 3 ... 47
Figure 3.17 : Lignes du temps de la phase 4 ... 49
Figure 3.18 : tunnel à vent et moule pour l’essai ASTM C1579 ... 50
Figure 4.1 : Schéma de prise de mesure sur les panneaux ... 54
Figure 4.2 : Exemple de déformations mesurées avec la méthode des barres d’armature ... 55
Figure 4.2 : Exemple de déformations mesurées avec la méthode des plots de surface ... 55
Figure 4.3 : Exemple de déformations mesurées avec la méthode des barres d’armature à partir de 4 heures après la mise en place ... 56
Figure 4.4 : Exemple de déformations mesurées avec la méthode des plots de surface à partir de 4 heures après la mise en place ... 57
Figure 4.5 : Déformation des 4 panneaux (Phase 1 - essai 1) ... 57
Figure 4.6 : Déformations mesurées par les 2 méthodes sur un panneau (Phase 1 - essai 2) ... 58
Figure 4.7 : Déformations mesurées par les 2 méthodes sur deux panneaux (Phase 1 – essai 3) ... 59
x
Figure 4.8 : Déformations moyennes des prismes ASTM C157 et des deux panneaux
avec la méthode des barres d’armature (Phase 1 - essai 4) ... 60
Figure 4.9 : Déformations des 72 premières heures (Phase 2 – essai 1) ... 64
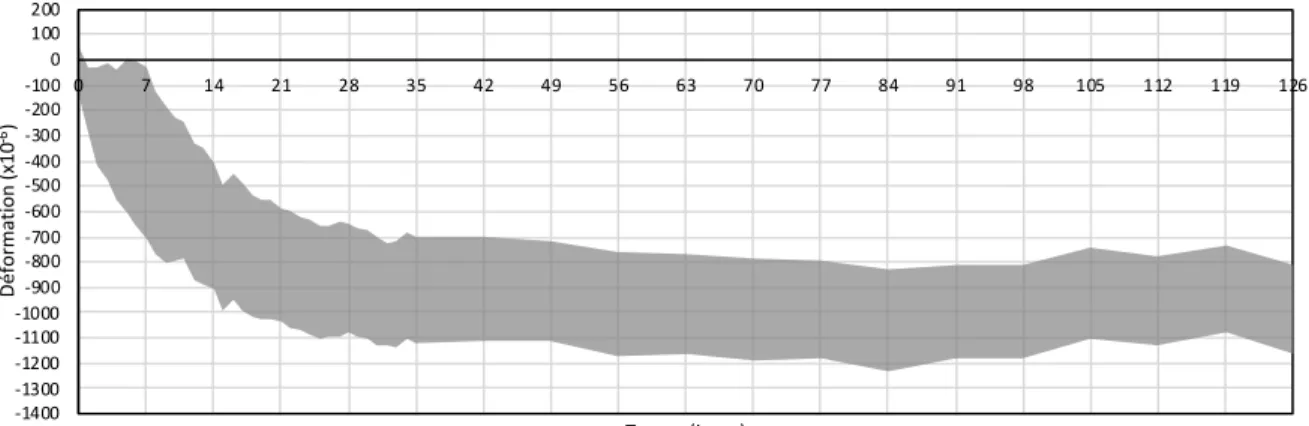
Figure 4.10 : Déformations sur 126 jours (Phase 2 – essai 1) ... 65
Figure 4.11 : Graphique de la zone limite pour les 72 premières heures ... 66
Figure 4.12 : Graphique de la zone limite pour les 126 jours de mesure ... 66
Figure 4.13 : Déformations des 72 premières heures (Phase 2 – essai 2) ... 67
Figure 4.14 : Déformations sur 126 jours (Phase 2 – essai 2) ... 68
Figure 4.15 : Déformations du béton sur les 72 premières heures en parallèle avec la zone limite (Phase 2 – essai 2) ... 68
Figure 4.16 : Déformations du béton sur 126 jours en parallèle avec la zone limite (Phase 2 – essai 2) ... 69
Figure 4.17 : Déformations des 72 premières heures (Phase 2 – essai 3) ... 70
Figure 4.18 : Déformations sur 126 jours (Phase 2 – essai 3) ... 70
Figure 4.19 : Déformations du béton sur les 72 premières heures en parallèle avec la zone limite (Phase 2 – essai 3) ... 71
Figure 4.20 : Déformations du béton sur 126 jours en parallèle avec la zone limite (Phase 2 – essai 3) ... 72
Figure 4.21 : Déformations des 72 premières heures (Phase 2 – essai 4) ... 73
Figure 4.22 : Déformations sur 126 jours (Phase 2 – essai 4) ... 74
Figure 4.23 : Déformations du béton sur les 72 premières heures en parallèle avec la zone limite (Phase 2 – essai 4) ... 74
Figure 4.24 : Déformations du béton sur 126 jours en parallèle avec la zone limite (Phase 2 – essai 4) ... 75
Figure 4.25 : Déformations des 72 premières heures (Phase 2 – essai 5) ... 76
Figure 4.26 : Déformations sur 126 jours (Phase 2 – essai 5) ... 77
Figure 4.27 : Déformations du béton sur les 72 premières heures en parallèle avec la zone limite (Phase 2 – essai 5) ... 77
Figure 4.28 : Déformations du béton sur 126 jours en parallèle avec la zone limite (Phase 2 – essai 5) ... 78
Figure 4.29 : Déformations des 72 premières heures (Phase 3 – essai 1) ... 82
Figure 4.30 : Déformations sur 126 jours (Phase 3 – essai 1) ... 83
Figure 4.31 : Déformations du béton sur les 72 premières heures en parallèle avec la zone limite (Phase 3 – essai 1) ... 84
Figure 4.32 : Déformations du béton sur 126 jours en parallèle avec la zone limite (Phase 3 – essai 1) ... 85
Figure 4.33 : Déformations des 72 premières heures (Phase 3 – essai 2) ... 86
Figure 4.34 : Déformations sur 126 jours (Phase 3 – essai 2) ... 86
Figure 4.35 : Déformations du béton sur les 72 premières heures en parallèle avec la zone limite (Phase 3 – essai 2) ... 87
Figure 4.36 : Déformations du béton sur 126 jours en parallèle avec la zone limite (Phase 3 – essai 2) ... 88
Figure 4.37 : Déformations des 72 premières heures (Phase 4) ... 91
Figure 4.38 : Déformations sur 126 jours (Phase 4) ... 92
Figure 4.39 : Déformations du béton sur les 72 premières heures en parallèle avec la zone limite (Phase 4) ... 93
Figure 4.40 : Déformations du béton sur 126 jours en parallèle avec la zone limite (Phase 4) ... 93
xi
Figure 5.2 : Gradient de déformation effective ... 100
Figure 5.3 : Comportement typique des déformations observées à jeune âge lorsque les panneaux sont soumis au séchage ... 101
Figure 5.4: Comportement du béton jeune âge, de [49] ... 102
Figure 5.5 : Changement de longueur d’échantillons de béton exposés à différentes formes de cure, de [50] ... 103
Figure 5.6 : Déformations obtenues pour la méthode de cure de chantier après correction (72h) ... 113
Figure 5.7 : Déformations obtenues pour la méthode de cure de chantier après correction (126j) ... 114
Figure B.1 : Température du milieu d’exposition ... 134
Figure B.2 : Humidité relative du milieu d’exposition ... 134
Figure D.1 : Tunnel à vent, crédit à Thomas Jacob-Vaillancourt ... 149
Figure D.2 : Panneau avec ondulations métalliques ... 149
Figure D.3 : Modifications au moulin à vent ... 151
Figure E.1 : Courbes de déformation brutes (Phase 1 – Essai 1) ... 154
Figure E.2 : Courbes de déformation brutes (Phase 1 – Essai 2) ... 155
Figure E.3 : Courbes de déformation brutes (Phase 1 – Essai 3) ... 156
Figure E.4 : Courbes de déformation brutes pour les 72 premières heures (Phase 2 – Essai 1) ... 157
Figure E.5 : Courbes de déformation brutes pour les 126 jours (Phase 2 – Essai 1) ... 158
Figure E.6 : Courbes de déformation brutes pour les 72 premières heures (Phase 2 – Essai 2) ... 159
Figure E.7 : Courbes de déformation brutes pour les 126 jours (Phase 2 – Essai 2) ... 160
Figure E.8 : Courbes de déformation brutes pour les 72 premières heures (Phase 2 – Essai 3) ... 161
Figure E.9 : Courbes de déformation brutes pour les 126 jours (Phase 2 – Essai 3) ... 162
Figure E.10 : Courbes de déformation brutes pour les 72 premières heures (Phase 2 – Essai 4) ... 163
Figure E.11 : Courbes de déformation brutes pour les 126 jours (Phase 2 – Essai 4) .... 164
Figure E.12 : Courbes de déformation brutes pour les 72 premières heures (Phase 2 – Essai 5) ... 165
Figure E.13 : Courbes de déformation brutes pour les 126 jours (Phase 2 – Essai 5) .... 166
Figure E.14 : Courbes de déformation brutes pour les 72 premières heures (Phase 3 – Essai 1) ... 167
Figure E.15 : Courbes de déformation brutes pour les 126 jours (Phase 3 – Essai 1) .... 168
Figure E.16 : Courbes de déformation brutes pour les 72 premières heures (Phase 3 – Essai 2) ... 169
Figure E.17 : Courbes de déformation brutes pour les 126 jours (Phase 3 – Essai 2) .... 170
Figure E.18 : Courbes de déformation brutes pour les 72 premières heures (Phase 4) . 171 Figure E.19 : Courbes de déformation brutes pour les 126 jours (Phase 4) ... 172
xii
REMERCIEMENTS
C’est à la suite de presque 2 ans d’efforts constants que se conclut ce projet de maîtrise. Je ne saurais oublier les journées complètes de travail qui se terminaient aux petites heures du matin lors des prises de mesures. Malgré les hauts et les bas, les découragements et les obstacles surmontés, j’en retire une expérience enrichissante qui m’a permis de me construire au plan personnel et professionnel.
Tout d’abord, je désire remercier mon directeur de recherche, M. Marc Jolin qui m’a accordé sa confiance et son soutien indéfectible lors de ce projet. Ses conseils et ses connaissances scientifiques m’ont permis de mener à terme ce projet. Sur un plan plus personnel, il a su parfois me partager ses conseils de vie et remettre sur le droit chemin mon âme récalcitrante. Pour tout l’aide et le support, je te dis merci.
Je souhaite aussi remercier mon codirecteur de recherche M. Benoît Bissonnette qui m’a reçu de nombreuses fois dans son bureau afin de répondre à mes interrogations concernant les subtilités et la complexité du retrait.
Ensuite, je tiens à mentionner que ce projet de recherche n’aurait pu être réalisé sans l’aide de nombreuses personnes. Tout d’abord, je veux remercier toute l’équipe de projeté qui m’a aidé lors des projections. Sans cette aide, il ne va sans dire que rien de tout ceci n’aurait pu être réalisé. Plus particulièrement, Achraf Laradh et Benoît Chénard qui m’ont aidé à prendre mes mesures suite à mon accident ainsi que Samy Marcoux Essalik qui m’a beaucoup aidé avec mes essais de retrait. Je veux aussi remercier Christine Poulin, ma partenaire d’étude avec qui j’ai passé des journées complètes consacrées à l’étude du béton ainsi que Mélodie Hilt pour sa patiente lorsque j’allais la déranger seulement pour la déranger. De plus, je tiens à remercier Mathieu Thomassin, Pierre-André Tremblay, René Malo et toute l’équipe du laboratoire pour leur écoute, leur aide et leurs conseils qui m’ont guidé lors des nombreux essais menés au laboratoire.
Je tiens aussi à remercier ma famille pour leur support inconditionnel et leurs encouragements qui m’ont permis de mener à terme ce projet. Il va sans dire que sans eux, je ne serai pas où je suis aujourd’hui.
Je tiens tout particulièrement à remercier Josianne, ma copine, pour tout son soutien moral, mais aussi pour avoir accepté de donner de son temps pour m’aider lors de mes prises de
xiii
mesure de la fin de semaine. Je veux te remercier pour la compréhension, la patience et l'écoute dont tu as fait preuve au cours de la dernière année.
Je désire aussi souligner le soutien financier de la subvention de recherche et développement octroyée par la compagnie King Shotcrete Solutions en collaboration avec le Conseil de Recherches en Sciences Naturelles et en Génie de l'Université Laval (CRSNG) ainsi que l’American Shotcrete Association et finalement compagnie Euclid Chemical et Michel Lessard qui m’ont fourni les produits nécessaires à mon projet.
Je désire aussi remercier le Centre de Recherche sur les Infrastructures en Bétons (CRIB) qui m’a fourni un environnement de recherche dans lequel j’ai pu trouver toute la formation, les connaissances et l’encadrement nécessaire à la réalisation de ce projet.
Enfin, à toutes les autres personnes qui, directement ou indirectement, ont contribué à la réalisation de ce travail, merci.
1
1. INTRODUCTION
1.1 Introduction générale
Le réseau d’ouvrages d’art québécois a connu au cours des années 1950 à 1980 une période de croissance importante en raison des besoins grandissants de la population. En effet, cette période a été marquée par une forte croissance démographique et technologique qui repousse continuellement les limites du réseau, nécessitant ainsi la construction de multiples nouvelles infrastructures. Le temps et les sollicitations dégradent lentement les structures et les entraînent inévitablement vers leurs limites de services. En effet, les ouvrages d’art ne sont malheureusement pas des infrastructures éternelles et ce, particulièrement au Québec où les sollicitations climatiques passent d’un extrême à l’autre en seulement quelques mois. Plusieurs structures ont atteint ou atteindront un point critique où elles auront besoin de réparations importantes. C’est pourquoi le budget investi dans les infrastructures est en continuelle augmentation, ce qui explique que le domaine des réparations fasse l’objet d’une attention particulière des chercheurs. Les recherches, aujourd’hui, sont fortement orientées vers la réalisation de réparations efficaces et durables qui permettront une réelle amélioration de l’état l’ouvrage et une optimisation des investissements dans ce domaine.
Malheureusement, la réalisation d’une réparation durable et efficace n’est pas toujours facile. En effet, de nombreux paramètres tels la préparation de surface, la compatibilité des matériaux ainsi que la cure du béton de réparation rentrent en jeu. Un des problèmes les plus fréquents, particulièrement en béton projeté, est l’apparition de fissures. Cette fissuration, qui apparaît souvent très tôt, est la source de multiples problèmes de durabilité qui peuvent ultimement signifier l’échec partiel ou total de la réparation.
1.2 Mise en contexte
Le béton projeté est une technique de mise en place du béton qui est souvent utilisée pour la réparation d’ouvrages. Cette technique particulière est largement utilisée afin de recouvrir les parois des tunnels dans les mines, pour ériger des murs avec un minimum de coffrage ainsi qu’ériger facilement des parois de dôme. De plus, elle est très efficace lors de la réparation de
2
surfaces irrégulières ou courbes. Cette méthode est avantageuse puisqu’elle nécessite peu ou pas de coffrage et peut être mise en œuvre dans des espaces restreints. Cette technique met en place le béton par projection pneumatique du mélange. Les constituants du béton atteignent donc une grande vitesse et se consolident lors de l’impact remplaçant ainsi la vibration des bétons conventionnels. Cette méthode de mise en place confère au béton, une fois projeté, une certaine cohésion qui lui permet de demeurer en place autant sur des surfaces verticales que surplombantes, tout en permettant une finition souhaitée.
Bien que le béton projeté soit une méthode de mise en place performante pour faire des réparations, elle ne saurait à elle seule garantir une réparation durable. Il est primordial que le béton reçoive une cure adéquate afin de produire une réparation réussie. Il reste beaucoup de travaux et de recherches à effectuer en ce qui concerne les pratiques et les techniques de cure. En effet, en Amérique du Nord, les techniques de cure pratiquées en chantier vont de la protection minimale qui se poursuit seulement quelques heures après la mise en place à une cure et une protection usuelle de 7 jours et dans les meilleurs cas, jusqu’à 14 jours. Non seulement les niveaux de succès sont sensiblement variables entre les différentes techniques de cure, mais les coûts en matériel et en temps le sont aussi grandement.
1.3 Objectifs
Ce projet fait partie des efforts déployés afin de réduire le potentiel de fissuration des réparations et d’améliorer leur durabilité. Le principal avantage du béton projeté étant sa capacité à couvrir de larges surfaces et ce, sans l’utilisation de coffrages, il en résulte souvent une grande surface de béton projeté frais à protéger. S’il y a un manque de protection, l’évaporation de l’eau et les gradients de température mèneront rapidement au retrait dans la couche relativement mince de béton projeté. En situation de retrait restreint, comme c’est le cas pour les réparations, il y aura développement de contraintes causant très souvent la fissuration du béton.
Il existe un large éventail de méthodes et techniques pour faire la cure du béton. Entre autres, il est courant de protéger le béton à l’aide d’une feuille de plastique durant quelques jours suivant la mise en place du béton afin d’éviter l’évaporation de l’eau contenue dans le béton. Il est aussi possible d’empêcher toute évaporation en saturant l’air autour de la réparation à l’aide
3
d’un brouillard ou en la couvrant de jutes humides; il est aussi possible d’apposer des agents de cure et de scellement directement sur la surface. Finalement, il existe des composés qu’il est possible d’incorporer au mélange de béton lors du gâchage afin de réaliser une cure interne.
L'un des principaux objectifs de ce projet est de donner à l'industrie de meilleures connaissances quant à la réduction du potentiel de fissuration des réparations de béton projeté afin d'améliorer leur durabilité. Il existe un réel besoin d’amélioration de nos connaissances en ce qui a trait à la capacité d'assurer une protection adéquate au cours de la période de cure des réparations en béton projeté. De plus, l'industrie du béton projeté a connu, au fil des années, une croissance considérable des exigences en matière de durabilité et de qualité esthétique. Ce projet fait partie de l'effort visant à réduire le potentiel de fissuration des réparations du béton projeté et à en améliorer leur durabilité. Un tel progrès implique l’amélioration des techniques de cure et de protection afin de tirer pleinement avantage du béton projeté. Pour atteindre les objectifs définis précédemment, les objectifs spécifiques du projet sont les suivants :
§ Développer une méthode de mesure du retrait à jeune âge, à la fois fiable et précise et qui permet l'application des produits de cure et scellement aux surfaces exposées sans compromettre les mesures de retrait;
§ Évaluer les impacts des techniques de cure externe sur le retrait du béton projeté; § Explorer les techniques de cure interne et évaluer leur influence sur le retrait du béton
projeté;
§ Explorer les techniques de cure les plus utilisées en chantier et évaluer leur influence sur le retrait du béton projeté;
§ Évaluer la réduction du potentiel de fissuration des réparations du béton projeté par les produits et techniques de cure;
Il y a beaucoup à faire en matière de cure et techniques de protection pour le béton projeté. De nombreuses études ont été menées pour évaluer l'influence de la cure sur les propriétés mécaniques du béton. Cependant, peu ont mis l'accent sur l’influence des techniques de cure sur le retrait et la fissuration du béton projeté. Le manque de recherche sur le sujet laisse place à beaucoup d'interprétations et d’incertitudes quand vient le temps de sélectionner ce qui
4
fonctionne vraiment. Les diverses activités menées visent à atteindre les sous-objectifs de ce projet de recherche et devraient permettre de faire la lumière sur cette situation.
1.4 Structure du document
Ce mémoire est divisé en 6 chapitres. Suivant ce premier chapitre destiné à l’introduction et la mise en contexte du projet suit la revue de la littérature. Cette revue débute en introduisant le concept du béton projeté et porte ensuite sur les phénomènes de retrait en exposant leurs différents mécanismes. Finalement, les considérations reliées à la cure sont mises de l’avant. Le troisième chapitre porte sur la méthodologie utilisée et le programme expérimental. Dans ce chapitre, il est question des essais en laboratoire, des matériaux et équipements utilisés, ainsi que des programmes d’essais des différentes phases de cette étude. Le quatrième chapitre présente les résultats obtenus et le cinquième chapitre, quant à lui, est dédié à l’analyse de ces résultats. Le mémoire se finalise par une synthèse des résultats où les éléments importants sont passés en revue et où des recherches futures sont proposées.
5
2. DOCUMENTATION SCIENTIFIQUE
2.1 Introduction
Ce chapitre est consacré à la revue de documentation et a pour but de dégager les concepts importants à la compréhension de ce projet de maîtrise. Le béton projeté et les notions liées au retrait, à l’hydratation du ciment et à la cure y sont traités.
2.2 Béton projeté
Le béton projeté est avant tout une méthode de mise en place du béton. Il a fait son apparition aux États-Unis en 1907 et, depuis, n’a cessé de se développer pour être aujourd’hui utilisé dans plusieurs pays.
Ce procédé de mise en place permet de projeter pneumatiquement un mortier ou un béton sur une surface. Plus particulièrement, cette technique procure aux matériaux une grande vitesse qui permet d’atteindre la consolidation et l’adhésion requise, ce qui en fait un matériau de grande qualité. Ces caractéristiques donnent la possibilité d’appliquer ce matériau sur des surfaces verticales ou en surplomb et ce, sans ou avec peu de coffrages.
Cette technique est utilisée pour de nombreux avantages qu’elle détient par rapport aux autres procédés de mise en place. En effet, elle est caractérisée par un potentiel d’intervention rapide dû à la facilité d’opération de la machinerie nécessaire. Le béton projeté permet également d’atteindre des zones difficiles d’accès et permet divers types de finition. De plus, il peut s’adapter à plusieurs formes de structures telles les arches et les tunnels. Au Canada, le béton projeté est principalement utilisé pour les réparations de structure et dans les mines pour le support de terrain.
Il existe deux procédés distincts pour projeter le béton soit, le procédé par voie sèche et le procédé par voie humide, qui sont tous deux présentés aux sections suivantes.
2.2.1
Voie sèche
La principale caractéristique du béton projeté par voie sèche vient du fait que les matériaux secs (ciment, sable, granulats, ajouts cimentaires et fibres) sont transportés dans un conduit
6
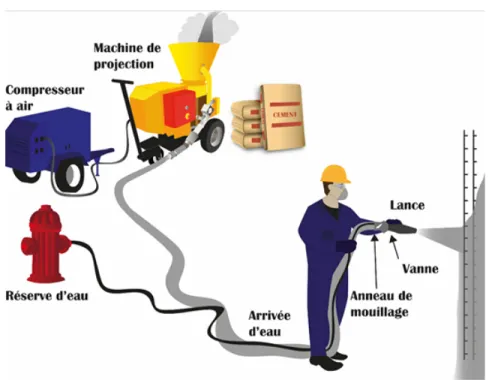
flexible au moyen d’air comprimé jusqu’à une lance où l’eau est incorporée par l’entremise d’un anneau perforé qui répartit l’eau uniformément dans la lance. La quantité d’eau qui est incorporée au mélange est ajustée par l’opérateur de la lance. Ceci permet d’obtenir la consistance désirée selon le type d’application, l’utilité et l’ouvrabilité exigée. Le transport des matériaux sous forme sèche permet de produire un béton en place plus cohésif contenant moins d’eau et ainsi augmenter l’épaisseur de béton appliquée en une seule couche [1]. La Figure 2.1 présente un schéma du procédé par voie sèche où une lance courte est utilisée.
Figure 2.1 : Schéma du procédé de projection de béton par voie sèche
Le procédé par voie sèche possède plusieurs avantages comparé au procédé par voie humide décrit à la section suivante. Entre autres, l’eau n’est ajoutée qu’à la fin du système, ce qui permet les arrêts et les départs fréquents lors d’une projection. En effet, puisque le contact entre l’eau et les liants se fait à la sortie seulement (lance), les risques d’endommager l’équipement par une prise du béton sont grandement réduits. Il est alors possible d’arrêter la projection lorsque survient un imprévu au chantier et de recommencer lorsque désiré, et ce facilement et rapidement.
Cependant, l’équipement de ce procédé génère un débit de matériaux plus faible ainsi qu’un rebond plus élevé comparé au procédé de projection par voie humide. De plus, puisque l’opérateur contrôle la quantité d’eau, le béton est plus sensible à l’expérience du lancier. La
7
qualité du béton est ainsi directement lié à la capacité de l’opérateur de la lance à réaliser une mise en place adéquate [2].
2.2.2
Voie humide
Le procédé par voie humide se distingue par l’état du matériau au cours de son transfert dans le tuyau. En effet, contrairement au procédé sec, le béton est malaxé de façon traditionnelle avec l’eau et est par la suite transféré à un système de pompage. Le mélange prêt à l’emploi est pompé dans un tuyau généralement flexible jusqu’à la lance où de l’air comprimé propulse le mélange sur la surface. Contrairement au procédé par voie sèche, il est possible de connaitre exactement la quantité d’eau dans le béton puisqu’elle n’est pas contrôlée par l’opérateur [1]. Le schéma de la Figure 2.2 présente le procédé de projection par voie humide.
Figure 2.2 : Schéma du procédé de projection du béton par voie humide
Plusieurs avantages de cette technique sont reliés au fait que l’eau est incorporée au mélange avant la projection. En effet, puisque celui-ci est préalablement malaxé, le béton est généralement plus homogène que celui produit par voie sèche. Ce procédé permet aussi l’utilisation d’équipement qui génère un débit de matériau plus élevé et conséquemment, une production supérieure en chantier.
8
Cependant, puisque ce procédé consiste à pomper le mélange avec toute l’eau de gâchage, ceci entraîne quelques désavantages. Entre autres, les conduites sont beaucoup plus lourdes ce qui complique les manipulations et, il devient impossible d’arrêter les opérations pour un long moment sans mesures préventives particulières. En effet, puisque le béton est déjà en contact avec l’eau, il y a un risque de prise ou de raidissement dans les tuyaux; il devient donc nécessaire de vider les conduites pour effectuer un arrêt complet prolongé. Enfin, le mélange doit être suffisamment fluide pour permettre le pompage, mais suffisamment rigide pour tenir en place sur la surface. C’est pourquoi l‘utilisation d’adjuvants est fréquente dans ce type de procédé. Les superplastifiants, les entraineurs d’air et les accélérateurs de prise permettent de contrer ces paramètres.
2.2.3
Rebond
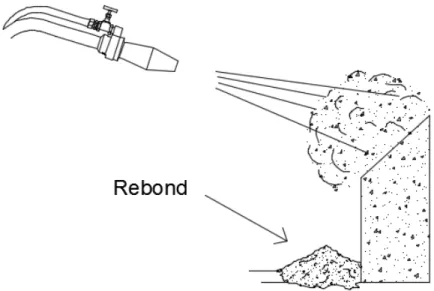
Une particularité du béton projeté est la perte de matériau induite lors de l’impact des particules avec le substrat : le rebond. Une certaine quantité de matériaux, principalement les granulats, se voit rebondir hors de leur enveloppe de pâte et tomber au sol lors de l’impact sur la surface. Cette perte de matériau peut atteindre 5% à 15% pour le procédé par voie humide suivant la qualité et le type de mélange. Pour la voie sèche, le rebond peut atteindre des valeurs de l’ordre de 15% à 25% [3]. Ce rebond provoque une réduction de la portion de gros granulats, augmentant ainsi la proportion de pâte en place [4]. Il induit aussi des coûts supplémentaires liés à la perte de matériau et au processus d’évacuation de ces pertes. Le rebond est illustré à la Figure 2.3.
9
2.3 Concepts liés aux réparations
La réparation d’ouvrages en béton est une des utilisations fréquente pour le béton projeté. Une réparation consiste à remplacer le béton dégradé sur une structure quelconque afin de rétablir son intégrité. Le béton de réparation est appelé à interagir avec le substrat ainsi qu’avec l’armature présente pour former un ouvrage composite. Pour obtenir une réparation résistante, il est nécessaire que chaque élément du système soit en mesure de résister aux sollicitations induites. La Figure 2.4 illustre une réparation type.
Figure 2.4 : Réparation en béton, adapté de [5]
Une des principales motivations du présent projet est de réduire le potentiel de fissuration des réparations. Il s’agit de rendre les réparations plus résistantes aux effets du retrait restreint. En effet, si le substrat est en général relativement stable, le béton de réparation quant à lui subit plusieurs changements volumétriques d’origine thermique et hydrique. Ces variations peuvent mener à des problèmes de fissurations si elles sont empêchées. Il devient donc primordial de vérifier la compatibilité entre le substrat et le béton de réparation, et de minimiser le retrait du béton de réparation [6-10]. Cette recherche se concentre principalement sur l’amélioration des méthodes de cure utilisées pour le béton projeté. En améliorant la cure d’une réparation, les variations volumétriques sont limitées pendant la période ou le béton est de faible résistance et se produisent plus tard, lorsque le béton est plus résistant. De cette manière, les méthodes de cure rendant la réparation plus durable et de meilleure qualité.
10
2.4 Hydratation
Plusieurs éléments sont présents dans la composition d’un béton. Les éléments principaux sont le ciment, les granulats fins (sable), les gros granulats et l’eau. Il est aussi possible d’ajouter certains éléments comme les ajouts cimentaires (fumée de silice, cendre volante et laitier de haut fourneau) et les adjuvants afin de donner au mélange certaines caractéristiques voulues. Une fois tous ces éléments réunis et malaxés, une suspension est obtenue. Toutes les particules solides sont en suspension dans l’eau, formant ainsi un mélange relativement visqueux permettant la mise en œuvre. À ce stade, les réactions se produisent à l’échelle des microscopique des grains de ciment entre les granulats. Les grains de ciment réagissent chimiquement avec l’eau afin de former progressivement des ponts entre eux. Peu à peu, il se forme une pâte durcissante (gel). Graduellement, le gel résultant de la réaction du ciment et de l’eau rempli l’espace entre les granulats, ce qui maintient alors tous les éléments en place de façon solide et durable. La réaction chimique entre les liants hydrauliques et l’eau est appelée la réaction d’hydratation.
Cette réaction se produit dans la pâte de ciment qui lie les granulats entre eux et qui confèrent au béton sa résistance pour laquelle il est reconnu. Plus précisément, le ciment contient entre autres, des silicates de calcium (C3S et C2S) qui, lors de l’hydratation réagissent pour former des composés complexes nommés C-S-H ainsi que de la chaux hydratée appelée portlandite (Ca(OH)2) [11]. Le gel formant les ponts entre les particules solides est formé majoritairement de C-S-H et de portlandite.
L’avancement de la réaction d’hydratation amène donc le matériau frais vers un état durci. Cependant, la pâte de ciment hydratée conserve une certaine porosité [12] qui aura un rôle important. En effet, un réseau poreux ouvert permet des échanges d’humidité avec le milieu externe. Plus particulièrement, à jeune âge le béton est plus humide et tend à perdre plus rapidement son eau. Il devient alors impératif de protéger les surfaces exposées afin d’éviter les pertes trop rapides d’humidité qui pourraient causer la fissuration du béton [13].
2.5 Retrait hygrométrique
Comme mentionné précédemment, le béton subit des variations volumétriques dans le temps. Le retrait hygrométrique est une variation volumétrique du béton occasionnée essentiellement
11
par deux facteurs. En premier, l’hydratation des grains de ciment et en deuxième, les échanges d’humidité entre le matériau et l’environnement extérieur.
2.5.1
Mécanismes
Bien que les mécanismes derrière le retrait ne soient pas compris dans leur entièreté, il est courant de lier la manifestation physique du retrait à trois mécanismes distincts qui interviennent dans l’ordre au fur et à mesure que l’humidité relative diminue dans la matrice cimentaire.
1. Les dépressions capillaires [15, 16]; 2. Les pressions de disjonction [16]; 3. Les tensions superficielles [16].
Un mécanisme à lui seul ne permet pas d’expliquer l’ensemble des phénomènes observés. Cependant, l’action combinée des trois mécanismes ensemble permet de se rapprocher de la réalité [14]. Ces mécanismes sont discutés aux sections suivantes.
2.5.1.1
Mécanisme de dépression capillaire
Le mécanisme de dépression capillaire est gouverné par l’équation de Kelvin et Laplace. Il se manifeste lorsque le béton est soumis à un environnement non saturé, jusqu’à environ 40% à 45% d’humidité relative (limite inférieure) plus sec que le matériau lui-même. Lorsque le milieu externe est moins humide que le béton, l’eau contenue dans le béton cherche à quitter le matériau afin d’atteindre l’équilibre entre l’humidité interne du matériau et l’humidité de l’environnement extérieur. Ce mouvement hydrique se produit en premier dans les plus gros pores et se poursuit dans des pores de plus en plus petits. En s’évaporant, l’eau crée des ménisques dans les pores. Ces ménisques génèrent des tensions dans la phase liquide, lesquelles compriment la phase solide, créant ainsi le retrait observé. L’importance du rayon de courbure du ménisque influence la force de tension ainsi créée. Avec le départ de l’eau, le diamètre des pores remplis diminue puisque l’eau quitte les plus gros pores en premier et ensuite les plus petits pores. Le rayon de courbure des ménisques devient de plus en plus petit et provoque une force de tension de plus en plus grande.
Ce départ progressif de l’eau comprime de plus en plus la phase solide. L’intensité du retrait est donc contrôlée par la quantité ainsi que la taille des pores touchés [15, 16]. La Figure 2.5 illustre ce phénomène. Lorsque l’humidité du matériau diminue et les pores remplis restants sont trop petits, la formation de ménisque devient impossible [16].
12
Figure 2.5 : Dépression capillaire [17]
2.5.1.2
Mécanisme des pressions de disjonction
Au cours du processus de désaturation du réseau poreux, le mécanisme de pression de disjonction (ou adsorption gênée) intervient. Ce phénomène est associé à la tendance des surfaces, à H.R. donnée, à adsorber un nombre de couches de molécules d’eau plus important que ne le permet l’espace disponible. Plus précisément, il se crée un équilibre entre la force d’attraction de la surface des pores et les molécules d’eau que celle-ci attire. Cette force d’attraction permet alors la création de couches de particules d’eau ordonnées à la surface des pores. Dans les micropores, l‘espace disponible aux particules d’eau entre deux surfaces est très limité. Les molécules d’eau ont donc de la difficulté à s’organiser sur les surfaces du pore. Pour s'installer et s'ordonner dans les micropores, elles doivent pousser sur les parois des pores. Cette accumulation gênée de particules d'eau entre deux surfaces crée alors une pression provoquant l’expansion des parois des pores. En diminuant l’humidité interne, les surfaces ont besoin d’adsorber moins d’eau afin d’atteindre l’équilibre. La pression sur les parois des pores est alors relâchée générant ainsi le retrait observé [16]. La Figure 2.6 illustre ce phénomène.
13
2.5.1.3
Mécanisme de tension superficielle (ou Gibbs-Bangham)
Le mécanisme de tension superficielle est dominant lorsque l’humidité relative est très faible. Ce phénomène est gouverné par la variation de tension de surface des feuillets de gel de ciment hydraté (C-S-H), suivant la quantité d’eau adsorbée. Lorsque l’humidité dans un pore augmente, les surfaces adsorbent plus de molécules d’eau sous forme de couches ordonnées, ce qui en diminue la tension de surface. Au contraire, en diminuant l’humidité relative, la surface libère des molécules d’eau, générant une plus grande tension à la surface du C-S-H. Par équilibre, une compression interne agit donc dans le feuillet de C-S-H. Plus l’humidité relative diminue, plus la tension superficielle sur les C-S-H augmente. Par équilibre, la force de compression sur les feuillets augmente ce qui génère le retrait observé [16]. La Figure 2.7 illustre ce phénomène.
Figure 2.7 : Mécanisme de Gibbs-Bangham [17]
2.5.2
Type de retrait
Le retrait est communément séparé en trois types distincts [11] : le retrait de séchage, le retrait endogène et le retrait plastique. Ces trois types de retrait font intervenir les mécanismes décrits précédemment. Ils sont la manifestation observable des mécanismes enclenchés par le départ hydrique.
2.5.2.1
Retrait de séchage
Le retrait de séchage (retrait de dessiccation) survient lors d’un déséquilibre hygrométrique négatif entre le milieu et le béton à l’état durci (H.R. du milieu moins élevé que H.R. du béton). Lorsque le milieu extérieur a une humidité relative moins élevée que l’élément de béton, une migration de l’eau contenue dans le béton vers l’extérieur est générée afin d’établir un équilibre.
14
En s’évaporant, l’eau contenue dans le béton crée des ménisques dans les pores. Cette dépression capillaire contracte le matériau et il en résulte une diminution de volume [18, 19]. Bien que le mécanisme de dépression capillaire soit le mécanisme en jeu le plus important, il faut aussi noter que les autres mécanismes interviennent.
Puisque l’eau tend à quitter la surface extérieure en premier, il y a souvent une apparition d’un fort gradient hydrique entre la surface et le cœur du béton. Il y a alors des déformations de retrait différentielles incompatibles telles qu’illustrées à la Figure 2.8. (a). Puisque les éléments ne peuvent pas se déformer librement en réponse aux gradients de retrait non linéaires, ce gradient hydrique entraîne des déformations gênées qui génèrent des contraintes. Les gradients évoluent avec la progression du séchage vers le cœur. Au début du séchage, lorsque les gradients hygrométriques et de déformation sont les plus importants, il y a alors des contraintes de traction à la surface et des contraintes de compression au cœur, telles qu’illustrées à la Figure 2.8. (b). Ces tractions en surface peuvent conduire à une fissuration de peau si elles sont trop élevées [18].
Figure 2.8 : Contraintes dues au retrait de séchage, adapté de [18]
Le cambrement est une conséquence du gradient de retrait de séchage, et qui survient lorsque celui-ci n’est pas symétrique à travers l’élément. Lorsque deux côtés opposés d’un même élément de béton ne sont pas exposés aux mêmes conditions d’humidité, les profils d‘humidité et de retrait ne sont pas symétriques. Le retrait différentiel peut être très important, comme dans le cas d’une dalle sur sol où les conditions d’humidité pour chaque face sont très
15
différentes. Le gradient de déformation de retrait produit une distorsion d’un élément originalement plat. L’élément devient alors un élément incurvé [20, 21]. La Figure 2.9 illustre ce phénomène.
Figure 2.9 : Le cambrement de séchage dans le béton [21]
2.5.2.2
Retrait endogène
Le retrait endogène (retrait d’autodessication) se produit en l’absence d’échange hydrique avec le milieu extérieur et agit sur le matériau tout au long de la réaction d’hydratation du ciment. Puisque les produits de la réaction d’hydratation du béton ont un volume plus petit d’environ 8% [18] que les intrants de cette réaction, un déficit volumétrique est alors généré (aussi appelé contraction LeChatelier) [22]. Cette contraction d’origine chimique se prolonge tout au long de l’hydratation des grains de ciment anhydres, mais ralentit avec la progression de l’hydratation [18]. Durant le durcissement, la matrice solide créée par la pâte et les granulats empêche tout mouvement pour combler ce déficit en volume créé par la réaction. Des vides dans la matrice cimentaire sont donc produits. Ces vides engendrent un mouvement hydrique interne. Il se produit une désaturation de la porosité des pores. En l’absence d’apport d’eau externe, la contraction LeChatelier laisse dans la porosité résiduelle des vides; en conséquence, l’humidité relative interne baisse, induisant des tensions capillaires, et donc un retrait. Généralement, le retrait endogène des bétons conventionnels est négligeable. Cependant, il peut devenir important lorsque le rapport E/C est inférieur à 0,42 [23].
2.5.2.3
Retrait plastique
Le retrait plastique est une diminution du volume de béton à l’état frais engendrée par une évaporation de l’eau de surface à un taux plus élevé que le taux de ressuage. Ce type de retrait peut aussi être causé par l’absorption de l’eau contenue dans le mélange par le substrat. Le mouvement d’eau vers l’environnement externe induit une série complexe d’effets capillaires sollicitant la pâte de ciment fraîche, vulnérable à la fissuration. Cet effet n’est pas homogène
16
dans le matériau et se limite qu’aux interfaces [24]. Le retrait plastique se produit avant la prise (à l’état plastique) du béton, contrairement au retrait de séchage qui se produit après la prise. L’ampleur et la vitesse du retrait plastique dépendent majoritairement des conditions environnementales qui gouvernent le taux d’évaporation de l’eau de ressuage. La Figure 2.10 présente un abaque développé par l’American Concrete Institute (ACI) afin de prédire le taux d’évaporation de l'eau d’un béton jeune sans protection, en fonction des conditions environnementales.
Figure 2.10 : Abaque de prédiction du taux d’évaporation [25]
Il est à noter qu’au-delà d’un taux d’évaporation de 1 !" #⁄ $∗ ℎ, la cure est obligatoire selon
l’ACI. De plus, il est possible de conclure de la Figure 2.10 que le retrait plastique est un facteur pouvant être aggravé par une humidité relative ambiante faible, un vent fort et une grande différence de température entre le milieu et le béton.
17
Le béton projeté est particulièrement sujet à ce type de retrait, car il est très souvent utilisé à des fins de réparation et de recouvrement de parois. Il en résulte une grande surface d’épaisseur relativement mince, propice à l’évaporation. Ce type de fissuration dans une réparation doit être évité afin d’empêcher l’entrée d’agents agressifs et de garder la réparation viable. Il est donc impératif que la technique de cure utilisée soit efficace et mise en place rapidement. Pour ce faire, il est possible de recourir à plusieurs techniques et produits de cure dès la fin de la mise en place. Les méthodes de cure et leur mécanisme d’intervention sur le retrait seront abordés plus en détail à la section 2.6.
Finalement, il est important de noter que plusieurs facteurs autres que les conditions d’exposition peuvent influencer le retrait hygrométrique du béton. Entre autres, le type de liant, le rapport eau/ciment, la teneur en granulats (ou le volume de pâte), la présence d’agents fluidifiants, la géométrie de l’élément et la température de mûrissement sont tous des facteurs à prendre en compte [18].
2.6 Concepts liés à la cure
Le terme « cure » ou « murissement » pour le béton fait référence aux conditions de murissement dans lesquelles le béton acquiert ses propriétés une fois durci. Plus particulièrement, la cure du béton fait référence aux conditions dans lesquelles progresse l’hydratation des particules de ciment qui, en présence suffisante d’eau et de chaleur, réagissent et donnent au béton sa rigidité et ses capacités mécaniques. Le terme « cure » inclut les conditions mises en place afin de limiter la perte d’humidité dans le béton ou de contrôler la température du béton.
Le temps de cure pour atteindre une certaine maturité du béton est propre au matériau et fonction des conditions de température et d’humidité relative (H.R.). Les procédés de cure permettent de modifier les conditions d’humidité et de température dans lesquelles le béton muri ce qui permet d’accélérer ou ralentir les réactions d’hydratation dans le matériau [27]. Les méthodes de cure visant le contrôle de l’humidité visent à assurer un apport en eau suffisant à la réaction d’hydratation pour atteindre le degré d’hydratation nécessaire au développement des propriétés désirées. En effet, Powers a montré que l’humidité relative dans les pores capillaires d’un béton doit être d’au moins 80% pour permettre l’avancement de
18
l’hydratation [28]. Dans le cas où la quantité d’eau nécessaire est initialement incorporée dans le béton en tant qu’eau de gâchage, les pratiques de cure requises doivent seulement assurer que l’eau contenue dans le béton y reste jusqu’à ce que les propriétés désirées soient atteintes. À rapport eau/ciment (E/C) plus bas, l’eau contenue dans le mélange peut être insuffisante à la réaction complète du ciment. Il peut alors devenir nécessaire d’utiliser des pratiques de cure qui procurent de l’eau additionnelle pour maintenir l’hydratation (humidité relative supérieure à 80%) afin d’atteindre les propriétés de résistance et de durabilité désirées [27]. En pratique, le rapport E/C seuil divisant ces deux cas se situe approximativement à 0,5 [26].
Cependant, l’apport en eau n’est pas le seul critère qui doit faire l’objet d’une attention particulière. Le processus d’hydratation est aussi dépendant de la température. La vitesse de réaction double pour chaque augmentation de 10°C et s’arrête complètement sous la barre des 5°C. À jeune âge, si la température est trop élevée (65°C et plus), l’hydratation peut devenir tellement rapide qu’elle produira un béton avec une microstructure mal organisée et des propriétés réduites. C’est pourquoi les procédures de cure comprennent aussi les méthodes qui maintiennent la température du béton à un niveau acceptable [27].
Suivant les conditions de cure, le béton peut présenter des variations volumétriques plus ou moins importantes. Une cure adaptée permet de limiter les effets des retraits plastique, endogène et de séchage. En effet, empêcher l’évaporation ou même fournir un apport en eau permet de prévenir ou limiter le développement de contraintes résultant des forces capillaires des ménisques.
Ces changements volumétriques de la pâte de ciment ont des conséquences très importantes pour la cure et la durabilité des bétons [29]. La Figure 2.11 illustre l’évolution de la température d’un élément de béton en fonction du temps et indique le type de retrait et les précautions associées.
19
Figure 2.11 : Évolution de la température en fonction du temps et des précautions à prendre [11]
2.6.1
Cure externe
Selon l’ACI [27], la cure est nécessaire dès que le béton risque de sécher et que ce séchage risque d’endommager le béton ou d’empêcher le développement des propriétés requises. Les mesures de cure doivent être maintenues jusqu'à ce que le séchage de la surface n'endommage pas le béton et jusqu'à ce que l'hydratation progresse de manière à obtenir les propriétés souhaitées, ou jusqu'à ce qu'il soit clair que les propriétés souhaitées se développeront en l'absence de mesures de cure délibérées [27]. Il existe trois phases lors de la cure externe soit :
§ La cure initiale (entre la mise en place et la finition) § La cure intermédiaire (entre la finition et la prise finale) § La cure finale (après la prise finale)
20
Figure 2.12 : Types de cure du béton et leur séquence dans le temps [27]
Il existe une multitude de techniques et de produits de cure possibles. Le Tableau 2.1 fait un inventaire non exhaustif des techniques en fonction de chaque type de cure.
Tableau 2.1 : Techniques de cure
Cure initiale § Bloquer le soleil § Brouillard artificiel § Réducteur d’évaporation Cure intermédiaire § Membrane liquide Cure finale § Brouillard artificiel § Feuille de plastique § Immersion
§ Matériel de recouvrement humide § Membrane liquide
21
2.6.1.1
Bloquer le soleil
Afin de retarder l’évaporation de l’eau à la surface du béton, il est possible de simplement cacher la surface exposée du soleil. Ainsi, le taux d’évaporation est réduit et permet au béton de rester humide plus longtemps.
2.6.1.2
Brouillard artificiel
La mise en place d’une brume artificiel permet d’éviter que la surface du béton ne sèche en suspendant des gouttes d’eau artificiellement (brume) dans l’air au-dessus de l’élément. Il est nécessaire d’appliquer cette brume fréquemment ou continuellement. Cette technique est sensible aux conditions de vent et de gel.
2.6.1.3
Réducteur d’évaporation
Les réducteurs d’évaporation sont des liquides faits de composés organiques appliqués sur le béton. Leur application permet de créer un film sur la surface et de réduire le taux d’évaporation de l’eau contenue dans le béton.
2.6.1.4
Membrane liquide
Les membranes liquides ou composées de cure sont des substances liquides appliquées à une surface par pulvérisation ou au rouleau afin de réduire le taux d’évaporation de la surface. Les principales différences entre ces composés et les réducteurs d’évaporation sont que ceux-là ne peuvent pas accueillir une couche subséquente de béton par la suite. En effet, les réducteurs d’évaporation sont à base d’eau. Ils sont donc évaporés avec le temps et ne nuisent pas à l’adhérence des couches de béton. Les composés de cure sont à base de cires ou de résines naturelles ou synthétiques. Lors de l’évaporation de la partie volatile, une mince couche de scellant est déposée à la surface, nuisant ainsi à l’adhérence de la couche de béton appliquée ultérieurement [30].
La membrane doit être appliquée de façon continue et être intacte. Le moment de l’application est également critique. La membrane liquide doit être appliquée lorsque le ressuage a cessé, mais avant que la surface ne soit sèche. Le moment optimal est lorsque le ressuage a disparu de sorte que la brillance de l'eau n’est plus visible. La membrane de cure ne doit pas être appliquée si le ressuage n'est pas fini, même si la surface du béton apparaît sèche [26]. Un produit de cure appliqué sur une surface humide ne empêche la formation d’une membrane continue [26].
22
Il est très fréquent, pour les bétons projetés, d’incorporer de la fumée de silice dans la composition du mélange. Les bétons contenant de la fumée de silice ne présentent aucun ressuage. Dans un tel cas, la membrane doit être appliquée sans délai.
2.6.1.5
Feuille de plastique
Il est aussi possible de recouvrir la surface d’une feuille de plastique (polyéthylène) afin de retenir l’eau. Contrairement aux techniques demandant l’ajout d’un matériau absorbant, cette méthode ne requiert pas l’ajout d’eau et n’absorbe pas l’humidité du béton.
2.6.1.6
Immersion
Cette technique, qui consiste à immerger l’élément de béton dans l’eau, est rarement utilisée sauf en laboratoire. Afin de procéder à la cure des éléments d’une certaine taille (dalle), des éléments contenant l’eau sont érigés à chaque extrémité créant ainsi un barrage afin de contenir l’eau ajoutée.
2.6.1.7
Matériel de recouvrement humide
Cette méthode de cure consiste à mettre en place un matériau absorbant et saturé d'eau sur la surface du béton afin de la garder humide et l’empêcher de sécher. Les matériaux absorbants qui peuvent être utilisés sont, entre autres, des jutes de toile, du tapis, du sable ou de la paille. Il est parfois nécessaire d’humidifier le matériau absorbant à plusieurs reprises au cours de la période de cure. L’utilisation combiné de matériel de recouvrement humide et d’une feuille de plastique est fréquent.
2.6.2
Cure interne
Contrairement aux méthodes de cure externe, les méthodes de cure interne agissent à partir de l’intérieur du béton, c’est pourquoi elles consistent souvent à incorporer directement au mélange un ajout quelconque. Une fois l’humidité relative du béton en place plus faible que l’humidité relative des agents de cure interne, ceux-ci diffusent leur l’humidité pendant un certain temps, allongeant ainsi la période de cure humide du béton. Ceci permet donc de réduire l’effet des différents types de retrait et d’améliorer les performances à long terme du béton.
Le procédé de cure interne est généralement effectué à l’aide d’un agent qui absorbe une certaine quantité d’eau et qui la relâche graduellement par la suite. Les matériaux absorbants peuvent être séparés en trois catégories distinctes. La première rassemble les granulats super
23
absorbants qui doivent être préalablement saturés en eau. La seconde catégorie réunie les polymères super absorbant devant eux aussi être saturés en eau, avant ou pendant le gâchage. Finalement, la troisième catégorie englobe d’autres matériaux absorbant comme l’argile saturée et le bois saturé [31]. Le Tableau 2.2 présente les types de matériaux utilisés pour chaque catégorie.
Tableau 2.2 : Agents de cure interne
Agents de cure interne
Catégorie 1 (Granulats absorbants) Catégorie 2 (Polymères absorbants) Catégorie 3 (Autres matériaux) § Granulats absorbants
§ Granulats légers naturels § Granulats légers synthétiques § Billes absorbantes § Fibres absorbantes § Polymères super absorbants § Argile § Pâte de bois § Schiste expansé
Les matériaux absorbants comme les granulats et les fibres permettent de retenir l’eau et, lors du séchage, ceux-ci libéreront graduellement l’humidité qu’ils contiennent. Cette hydratation prolongée permet à l’eau libérée de remplacer l’eau évaporé pour prolonger la cure du béton ainsi que les espaces vides créés par la contraction LeChatelier [32]. La Figure 2.13 illustre le fonctionnement des matériaux absorbants.
Figure 2.13 : Cure interne par matériaux absorbants, adaptée de [33]
Une question se pose souvent : quelle méthode ou technique de cure utiliser? Pour un béton avec un rapport E/C inférieur à environ 0,5, et certainement pour un béton avec un rapport E/C
24
inférieur à 0,4, une cure humide devrait être utilisée [26]. Cependant, la cure humide doit être appliquée complètement et continuellement. Si une telle assurance n'est pas possible, alors la cure par membrane (produit de cure) est préférable, mais celle-ci doit aussi être bien exécutée [26].
2.6.3
Efficacité des composés de cure
L'efficacité des composés de cure est souvent caractérisée par leur capacité à retenir l’eau dans le béton. Dans la norme britannique BS 7542 [34], un mortier de contrôle et un mortier avec une cure par membrane liquide sont exposés à des conditions sévères. La réduction de perte d'eau entre un élément sans cure et un avec une cure par membrane liquide est comparée. La réduction de la perte d’eau représente l'efficacité du produit. La méthode d'essai ASTM C156 [35] est similaire. Selon Neville, la reproductibilité de ces essais est malheureusement critiquable. Ni le test britannique ni le test américain ne mesurent la qualité du béton durci à la surface (porosité, résistance, etc.). Ces essais représentent mal la réalité ; en effet, les mortiers ne se comportent pas exactement comme les bétons. De plus, en pratique, la surface des bétons peut être brossée grossièrement ou rayée ce qui affecte l’évaporation de la surface et la quantité de produits de cure nécessaire. Aussi, une membrane uniforme et continue est plus difficile à réaliser dans de telles circonstances [26].
2.7 Conclusion partielle
Cette revue de documentation présente les connaissances nécessaires à la compréhension du projet et de l’analyse s’en suivant. C’est à partir des éléments présentés auparavant que l’essai au cœur de ce projet a été développé. Cet essai permet d’évaluer quantitativement l’apport bénéfique des méthodes de cure et finalement d’identifier des solutions qui contribueront à la mise en œuvre de réparations plus durables.
![Figure 2.12 : Types de cure du béton et leur séquence dans le temps [27]](https://thumb-eu.123doks.com/thumbv2/123doknet/3209105.91737/33.918.150.760.144.594/figure-types-cure-béton-séquence-temps.webp)
![Figure 3.4 : Pompe à béton pour le procédé par voie humide [37] Agitateur](https://thumb-eu.123doks.com/thumbv2/123doknet/3209105.91737/42.918.117.748.787.1013/figure-pompe-béton-procédé-voie-humide-agitateur.webp)