OATAO is an open access repository that collects the work of Toulouse
researchers and makes it freely available over the web where possible
Any correspondence concerning this service should be sent
to the repository administrator:
[email protected]
This is an author’s version published in:
http://oatao.univ-toulouse.fr/20301
To cite this version:
Testa, Fabrice and Coetsier, Clémence
and Carretier, Emilie and
Ennahali, Mohamed and Laborie, Bernard and Moulin, Philippe
Recycling a slurry for reuse in chemical mechanical planarization
of tungsten wafer: Effect of chemical adjustments and comparison
between static and dynamic experiments. (2014) Microelectronic
Engineering, 113. 114-122. ISSN 0167-9317
Recycling a slurry for reuse in chemical mechanical planarization
of tungsten wafer: Effect of chemical adjustments and comparison
between static and dynamic experiments
F. Testa
a,b, C. Coetsier
a,1, E. Carretier
a, M. Ennahali
b, B. Laborie
b, P. Moulin
a,⇑a
Aix Marseille Université, Laboratoire de Mécanique, Modélisation et Procédés Propres (M2P2 – UMR-CNRS 7340), Europôle de l’Arbois, BP. 80, Bâtiment Laennec, Hall C, 13545 Aix en Provence Cedex 04, France
b
KEMESYS, 125 ZA Verdalai, 13790 Peynier, France
a r t i c l e
i n f o
Keywords: Tungsten film
Chemical mechanical polishing Slurry
Chemical adjustments Design of experiments
a b s t r a c t
Recycling abrasive slurry that has been used in chemical mechanical polishing (CMP) is one of the options for reducing the cost of manufacturing microchip processors. We use ultrafiltration which is a method of choice to recycle silica (SiO2)-based slurry. Taking into account that the chemical composition of abrasive
slurry plays an important role in tungsten CMP (W-CMP), chemical adjustments have to be made so that the concentrated after used slurry can be reused. In this study, we investigate the effects of chemical additives (iron catalyst, oxalic acid as complexing agent and surfactants as stabilizers) in slurry that has been retreated by ultrafiltration. Experiments are conducted both under static and dynamic condi-tions and results are compared to better understand the effect of chemical adjustments on the main per-formances of W-CMP. An optimal chemical adjustment is proposed through a design of experiments evaluation to obtain a concentrated after used and chemically adjust slurry comparable to the operational point of use slurry.
1. Introduction
Chemical mechanical polishing (CMP) is a process that is used to planarize wafers for microelectronic applications. CMP involves polishing the metallic surface of the wafer with a pad while adding slurry. Polishing slurry is one of the most costly consumables in the CMP process. For this reason, the recycling of CMP slurries has
become a new challenge for the microelectronic industry and has been investigated for the past 12 years[1–4].
Slurries usually consist of an abrasive material such as silica, alumina or ceria and an aqueous medium that facilitates the sus-pension of the abrasive particles[5,6]. In the case of tungsten pol-ishing (W-CMP), the aqueous medium contains a strong oxidizer (hydrogen peroxide) and an iron catalyst such as ferric nitrate
[7]. The removal of the tungsten layer is achieved by chemical as well as mechanical action. The oxidizer mixture induces the pas-sivation of the tungsten upper layer. The removal of the oxidized tungsten layer requires two processes: passivation/abrasion and chemical dissolution[8,9]. Moreover, it is known that the dissolu-tion static etch rate has to be low to prevent corrosion and plana-rization defects [10,11]. Other additives may be included in the chemical composition for a better control of the slurry stability and of the tungsten layer formation and removal kinetics [12– 14]. The addition of carboxylic acids as complexing agents or stabi-lizers has been proposed in order to reduce the kinetics of the iron catalyzed oxidation [12,14,15]. The addition of surfactants also helps to stabilize the polishing slurry and prevents settling, floccu-lation and decomposition of the silica particles[16]. It improves wafer polishing uniformity[14,17,18].
In this study, an attempt is made to recycle commercially avail-able acidic silica-based slurry used for the polishing of tungsten
Abbreviations: A, wafer surface (cm2); Å, angström; aq., aqueous; C, concentra-tion (mol Lÿ1); C
0, initial concentration (mol Lÿ1); CMP, chemical and mechanical
polishing; CUFS, post-filtrated and concentrated after used slurry; CUS, concen-trated after used slurry; CVD, chemical vapor deposition; di., desirability (%); D0, Defectivity (number of particles deposited on a wafer); DOE, design of experiments; w, tungsten weight loss (g); eq., equivalent (1 eq. = 0.36 mM); I or Fe, iron, ferric nitrate; in, inches; K, rate constant for H2O2 decomposition (hÿ1); Lp0, initial
permeability (L hÿ1mÿ2barÿ1); MWCO, molecular weight cut-off (kDa); n, number
of experiments; NU, within wafer non uniformity (%); Ox. Ac., oxalic acid; Pat., patent; POU, slurry at point of use, reference;q, tungsten thin deposit layer density
(kg mÿ3); RR, dynamic removal rate (Å minÿ1); S, membrane area (m2); SDS, sodium
dodecyl sulfate; SRR, static removal rate (Å minÿ1); surf., surfactants; t, time
(minutes); T, time (hours); TMP, trans membrane pressure (bar); US, used slurry; W, tungsten.
⇑Corresponding author. Tel.: +33 4 42 90 85 01; fax: +33 4 42 90 85 15. E-mail address:[email protected](P. Moulin).
1 Present address: Université de Toulouse, INPT, UPS, Laboratoire de Génie
Chimique (CNRS-UMR 5503), 118 route de Narbonne, F-31062 Toulouse, France.
wafers. The properties of the used slurry are disrupted after CMP. Abrasive particles and chemical components are highly diluted during the rinsing steps of the CMP process. However, only a small fraction of the slurry is degraded[19]and it could be regenerated through a concentration step. A few studies exist concerning the regeneration of oxide CMP slurry by filtration[20]. In view of the abrasive particle size, the ultrafiltration (UF) process seems to be one of the most suitable processes for the recycling of silica based slurry[21–23]. In addition to the economic interest of recycling slurry, an environmental benefit arises from the potential reduc-tion of waste water volume by ultrafiltrareduc-tion[23]. The problem was that with this process only the abrasive particles are regener-ated but the initial chemical composition of the slurry is not recov-ered. Oxidizing and stabilizing properties are not maintained in the concentrated used slurry (CUFS). It is a major drawback, especially in the case of W-CMP slurry, for which the chemical composition plays a major role in the chemical and mechanical polishing. As re-viewed by several authors, the chemical composition of W-CMP slurry is a determining factor in obtaining uniform and non-defec-tive polishing[5,24,25]. Moreover, in our case, recycling slurry has to be directly operational and all the settings related to the polish-ing process have to stay unchanged. First experiments were con-ducted in static conditions where the chemically adjusted slurries were compared to the original slurry as reference[26]. Re-sults confirm the importance of chemistry: (i) the addition of ferric nitrate ensured the passivation of the tungsten layer, obtaining sta-tic removal rate similar to that of the reference slurry, but con-ducted to rapid decomposition of the oxidizer due to the presence of metal impurities in the recycled slurry [27] (ii) the addition of carboxylic acid ensured the increase of the pot lifetime of the recycle slurry (preventing the rapid degradation of hydrogen peroxide) but increased the static etch rate (related to dissolution). From these results it emerged the need to make perfectly balanced chemical adjustments between catalyst and complexing agent in order to ensure the recovering of the specific chemical properties (balance between dissolution and passivation) and the stability of the original slurry[20].
Thus, we performed different chemical adjustments on concen-trated after used slurry, mainly taking care on the effect of chem-istry in order to prevent corrosion and allow soft oxidation of the metal surface by passivation. Carrying out experiments on site un-der dynamic conditions, we evaluated the influence of additives on the main CMP parameters: removal rate, within wafer non-unifor-mity and Defectivity, and also the stability of the slurry. Comparing the results obtained under static and dynamic conditions, we were able to discriminate the effect of chemistry on the mechanical re-moval of tungsten. Validation of the results through design of experiments methodology helps in the identification of the optimal chemical adjustment that has to be made on the recycled slurry to fulfilled industrial polishing requirements to some extent.
2. Experimental
2.1. Slurry concentration and characterization
The reference slurry was silica (SiO2)-based slurry from Cabot, Semi-SperseÒ
W2000 (SSW2000), which is used for standard W-CMP process. It contains silica abrasive particles (<200 nm, 1.8 wt.%) in acidic conditions (pH 2.65 ± 0.05) and hydrogen perox-ide (2.70 ± 0.05 wt.%) as oxidizer. The slurry to be recycled is col-lected after use at the outlet of the CMP process. A diverter valve automatically controlled by the polishing time was adapted to the Chemical–Mechanical Planarization system and allowed an effluent to be recovered which was more concentrated than the used effluent[28]. The slurry was retreated in a semi industrial
ultrafiltration pilot plant equipped with a module containing hol-low polysulfone fibers (S = 1 m2, MWCO = 100 kDa, Lp
0= 200 -L hÿ1mÿ2barÿ1) [23]. The filtration flux was stabilized around 50 L hÿ1mÿ2for a low Trans Membrane Pressure (TMP = 0.3 bar) implying low energy consumption and fouling. Post filtration was carried out on a polypropylene cartridge (0.5
l
m cut-off, Pentair Industrial) in order to eliminate agglomerates. The slurry suspen-sions – collected used slurry (named US), concentrated by ultrafil-tration after used slurry (named CUS) and post-filtrated concentrated slurry (named CUFS) – were characterized at each step of the recycling process and compared to the point of use (named POU) slurry taken as reference. The slurry characterization was obtained from measurements of physicochemical parameters such as pH (Microprocessor pH-meter HI 221, HANNA Instruments France), conductivity (CDM 210 Conductivity meter with tempera-ture compensation, MeterLab and CDC 745-9 conductivity cells, 2-pole, Radiometer Analytical) and turbidity (Turb 550 IR, WTW). Dry weight suspensions were obtained after complete dehydration (30 h at 110 °C) of samples in a compact muffle furnace (LE 2/11/ R6, Nabertherm GmbH). The dry solid content was related to the silica concentration only, since the concentration of chemical com-pounds was low. Turbidity (NTU) was used as an indicator of the amount of suspended solids in the slurry sample. Turbidity values were correlated to silica percentage (wt.%) and gave a good indica-tion of the amount of silica particles in the slurry[22]. Iron content was evaluated by colorimetric o-Phenanthroline method. Hydrogen peroxide titration was carried out using potassium permanganate (ChemLab NV) in acidic solution on a Titroline easy dispenser (SCHOTT Instrument GmbH). The hydrogen peroxide decomposi-tion rate (K) gave an indicadecomposi-tion of the pot lifetime of the slurry (stability).Range values for the slurry physicochemical parameters before and after the filtration steps are summarized inTable 1. The con-centration of colloidal silica by ultrafiltration led to the regenera-tion of the physical properties – silica content and particle size distribution – so that they were identical to those of the POU ref-erence slurry. Turbidity and granulometry were analyzed to vali-date the retreatment process.
The dilution of the slurry during the CMP process also led to the reduction of the conductivity and to an increase in pH. In accor-dance with previous studies, the silica particles were retained thanks to an ultrafiltration membrane cutoff of 100 kDa whereas the ion concentrations remained constant throughout the filtration step[22,26]. Moreover, the chemical components were only par-tially recovered due to loss during the CMP cleaning steps and dur-ing the ultrafiltration. pH and conductivity were corrected by chemical adjustments. Addition of ferric nitrate, carboxylic acid or H2O2 alone tended to decrease the pH and increase the conductivity.
Particle size distributions in volume and in number were esti-mated by laser granulometry measurements over the particle diameter range 0.6 nm–6
l
m on Zetasizer Nano-S (Malvern Instru-ments). Average particle sizes for the original slurry and the trea-ted slurry, both without dilution, are shown inTable 2.Table 1
Physico-chemical characteristics of the point of use slurry and after used and after concentration by ultrafiltration slurry[26].
Physico-chemical parameters Turbidity (NTU) Si content (wt.%) pH Conductivity (ls cmÿ1) POU 880–990 1.78–1.85 2.55–2.70 800–1000 US 130–570 0.17–0.80 2.58–3.32 230–910 CUS 960–1030 1.48–2.09 2.49–3.10 300–900 CUFS 960–1040 1.48–2.17 2.50–3.20 220–1100
2.2. Chemical adjustments and experimental design
Blanket silica wafers were provided from an industrial user. A thin (8000 Å) tungsten layer was deposited uniformly on each 8 in. wafer by chemical vapor deposition (CVD) at the manufacture. The treated slurry was adjusted with mixed chemicals: (i) ferric nitrate nonahydrate (CAS no. 7782-61-8, Fischer Scientific, UK) used as iron catalyst, (ii) oxalic acid (oxalic acid dihydrate CAS no. 6153-56-6, ACROS Organics) used as iron sequestering agent, (iii) sodium dodecyl sulphate (SDS, acquired from VWR-Prolabo) and TweenÒ80 (from Sigma–Aldrich) used as surfactant, and (iv) hydrogen peroxide (30% stock solution from VWR-Prolabo) as oxi-dizer. Little information could be obtained on the chemical compo-sition of the slurry at the point of use. The reference value for the iron catalyst (Fe) concentration in the slurry was about 0.36 mM. This value was chosen as reference to express all other chemical concentrations in terms of equivalency (1 eq. = 0.36 mM). The hydrogen peroxide concentration and the pH were adjusted as ref-erence values, 2.70 ± 0.05 wt.% and 2.65 ± 0.05, respectively. These last parameters are pre-requisite for all experiments.
Design of experiments (DOE) is particularly useful in our case where uncertainties over the exact composition of the slurry are important. They already proof their efficiency to study CMP pro-cess, e.g. they were successfully applied to study the effect of mechanical factors on the removal rate and non-uniformity[29]. Thus, we performed design of experiments (DOE) and variance analysis using commercial software (NEMROD-W 2000-D LPRAI Corporation, Marseille, France) in order to confirm the influence of chemical additives on CMP parameters. A Box-Behnken model was used and the results were exploited applying response surface methodology. Experiment was duplicated at center point so as to provide an indication of inherent variability. Description of vari-ables for DOE is provided inTable 3.
2.3. Chemical mechanical polishing (CMP) 2.3.1. Batch experiments
In static conditions, one single wafer was used for each test in batch experiment. More details of these experiments could be found elsewhere[26]. According to the previous work, static re-moval rate (SRR) referred as the dissolution of the tungsten layer (static etch rate). SRR is calculated in units of Å minÿ1on the basis of the material loss (Dw), the tungsten layer density () and the wa-fer surface (A), according to the following equation:
SRR ¼ w=
q
At ð1Þ2.3.2. Dynamic experiments
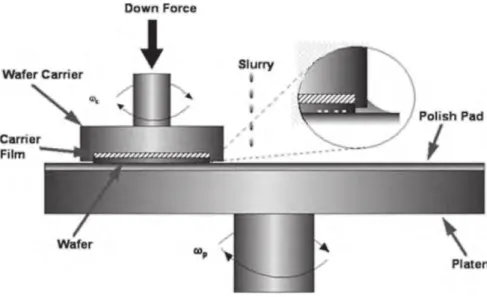
A CMP polisher is composed of a base, a turntable covered with a pad (polishing tissue) and a head drive. The slurry particles are conveyed in a regulated flux to the pad where they are retained. The wafer is held in a rack (Fig. 1). The rack and the turntable oscil-late. During polishing, the force applied to the rack is transmitted to the wafer which comes into contact with the pad soaked in slur-ry. The combination of these chemical and mechanical actions al-lows the planarization of the wafer.
The polishing sequence includes: (i) conditioning of the pad, (ii) polishing, (iii) a rinsing phase and (iv) brushing of the pad. The time and frequency of each phase depend on the type of the polish-ing process but also on the process recipe chosen.
The pad conditioning consists in removing the top layer of the pad, polluted by the polishing. The pad conditioner is an element in rotation similar to the polishing head and containing of an array of diamonds embedded on nickel plated or steel discs. The mechanical action of the diamond conditioner regenerates asperi-ties and re-opens the pores on the pad surface, improving pad-wa-fer contact and slurry transport[30].
A 776 Chemical–Mechanical Planarization system with a fully automated Wafer Handling System (WHS) was used as the CMP polisher. The polishing time was set as 1 minute and the polishing sequence was the same as in a production situation. Chemically adjusted slurries were sent onto the pad by the production pump and with a flow around 70 ml minÿ1. However, there was a differ-ence with the production conditions: the slurry was not pressur-ized before being sent onto the pad and was not filtered online. The CMP output parameters are generally the removal rate (RR), the within wafer Non Uniformity (NU) and the Defectivity (D0). As-says were performed at least twice on the same polishing head so as to achieve the best reproducibility possible and to obtain an average value of RR and NU. An average value of Defectivity was obtained using two polished silicon wafers. These parameters were measured on the industrial production equipment (Unpatterned Surface Inspection System, Surfscan SP1-TBI, KLA-Tencor). NU is obtained from the measurement of the difference between the smallest and the greatest thickness all over the wafer and ex-pressed as a percentage compared to the mean thickness. Defectiv-ity characterizes the number of defects occurring on the wafer. Defects are analyzed through an optical method for analyzing light scattering. As defects are often associated to particles present on wafer surface, the sum of all defects is expressed as particle counts.
3. Results and discussion
3.1. Comparison between the reference POU slurry and the recycled CUFS slurry
Wafers were polished on site for different chemical mixtures added to the recycled slurry (CUFS). The removal rate (RR), the within wafer Non Uniformity (NU), the Defectivity (D0) and the hydrogen peroxide decomposition rate (K, hÿ1) were measured on site. First of all, a comparison was made between the concen-trated used slurry (CUFS) with only H2O2typical contents addition (implied that H2O2contents is settled at 2.70 ± 0.05 wt.%) and the reference POU slurry. Results are provided in theFig. 2(industrial requirements are represented by a shaded area).
Considering the requirements, CUFS fulfills the industrial spec-ifications for the main CMP parameters, excepting for Defectivity criteria. No specification is provided for H2O2decomposition rate but a good stability of the slurry is expected. Thus, a K value under 0.01 hÿ1or 10% weight loss in H
2O2contents within the first hour is the minimum required. CUFS, when adding H2O2,is less stable than POU with a mean K value about 0.012 ± 0.005 hÿ1. Even if this
Table 2
Average particle size (nm) in the four slurries studied: POU (n = 14), US (n = 6), CUS (n = 15) and CUFS (n = 11) regarding intensity, number and volume distribution.
Granulometric data Z-Ave Intensity Number Volume
POU 195 ± 25 249 ± 75 135 ± 32 264 ± 35
US 191 ± 38 232 ± 53 100 ± 48 270 ± 84
CUS 217 ± 50 343 ± 99 121 ± 58 378 ± 98
CUFS 190 ± 34 321 ± 71 103 ± 33 333 ± 94
Table 3
Description of the design of experiments (DOE). Experiment design Factors (X) Domains of variation (eq.) Number of experiments Box-Behnken X1: Iron concentration 0–1 13 + 1
X2: Oxalic acid concentration 0–2.32 X3: Surfactant mixture
concentration SDS:TweenÒ
80 (5:1)
parameter is commonly variable for CUFS or POU as well (more than 40% variability when considering repeated experiments), the difference between recycled (CUFS) and new slurry (POU) is signif-icant. Presence of metal impurities from previous polishing, revealedby the brownish-yellow color of the used slurry, could be responsible for alteration of the slurry stability and modification of the balance between static etch rate and removal rate [27]. Moreover, it could explain the formation of defects related to the precipitation of tungsten oxide impurities[31]. Some little differ-ences can be observed regarding the reference values for all CMP parameters. The mean removal rate (RR) for CUFS is found below the lower value of reference (RR(CUFS)= 3210 ± 160 Å minÿ1against 3560 ± 130 Å minÿ1for reference) confirming that the recovering of particles size and concentration using ultrafiltration alone is not enoughto obtain efficient removal rate. This point is corrobo-rated by the inverse trend observed for within wafer no-uniformity (NU) and Defectivity (D0). NU values for CUFS are slightly higher than reference (5.1 ± 0.5% and 4.1 ± 1.1%, respectively). As well, Defectivity (D0) is much higher for CUFS, with a mean value of about 690 ± 440 particles, against 160 ± 150 particles for POU. This parameter is of major importance at this point of the process since it will affect the first interconnect metallization layer[31]. Though, the high variability observed for this parameter (more than 60%) makes analysis biased and it could be difficult to assign change
in D0 to change in slurry’s composition or intrinsic variation. Thus,Defectivity obtained for CUFS cannot be considered accept-able but further results should be cautiously evaluated. Putting apart this parameter and regarding the high similarity of particles profiles between CUFS and POU slurry (Table 2), all these differ-ences should mainly be attributed to difference in the chemical composition and confirm the need of processing the CUFS with chemical adjustments. The removal rate and the pot lifetime of the recycled slurry have to be increased and the within wafer no-uniformity and the Defectivity have to be decreased to recover the required CMP parameters.
3.2. Effect of chemical additives on CMP parameters
In our previous work, chemical additions were performed on CUFS and experiments were conducted under static conditions. Then, the measured removal rate (static removal rate SRR) is re-lated to the dissolution rate of the tungsten surface layer. Design of experiments DOE was computed to evaluate the influence of chemical additive on the SRR and the pot lifetime (low H2O2 decomposition) of the recycled slurry. It was shown that carboxylic acid addition (especially addition of oxalic acid) leads to an in-crease of the pot lifetime of CUFS. At the contrary, the addition of ferric nitrate rapidly destabilizes the slurry. As well, oxalic acid
Fig. 1. CMP machine.
Fig. 2. Comparison of CMP parameters, removal rate (RR), within wafer non-uniformity (NU), Defectivity (D0) and H2O2decomposition rate between POU (n = 22) and CUFS
and ferric nitrate had an opposite effect on the SRR, promoting respectively the dissolution or the growth of the tungsten film
[26]. It was concluded that chemical adjustments have to be proper balanced in order to insure passivation of the tungsten layer and achieve proper removal rate while slurry stability is under control. 3.2.1. Removal rates and stability of chemically adjusted CUFS
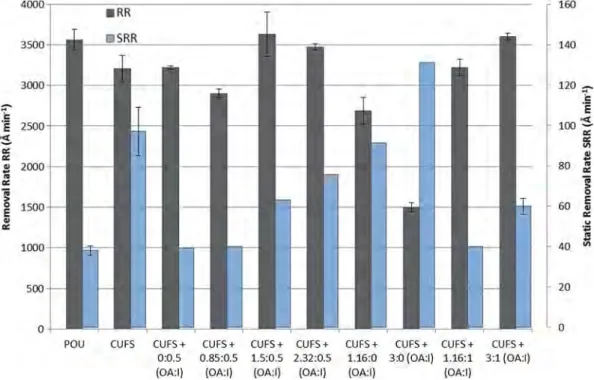
In the frame of design of experiments (DOE) and independent assays, we processed chemical adjustments on CUFS according to different oxalic acid to iron ratios under industrial operating condi-tions. Chemical adjustments of CUFS are expected to increase the RR and stability with decreasing the NU and D0. The measuring re-moval rates (RR) are shown in theFig. 3. Values obtained for the same adjustments in static experiments, as static removal rate (SRR), were added for further analysis of the chemical effect. Error bars were calculated from duplicate experiments and were cor-rected when conditions were repeated for confirmation purpose.
The dynamic removal rates (RR) are significantly higher than the static removal rate (SRR) as the result of the combinatory effect of chemicals on the dissolution, growth and mechanic removal of the tungsten film. Small addition of iron alone has no observable effect on the global removal rate despite its clear impact on the SRR. Indeed, the dissolution rate decreases when ferric nitrate is added without any effect on the removal rate. At the opposite when no iron is added, the RR decreased out of specification as the oxalic acid addition increased, while a slight increase of the SRR could be observed in comparison to the initial value for CUFS. This means that dissolution is not the principal mechanism in the polishing process but it affects the RR. The higher the dissolution rate, the lower the dynamic removal rate is. Dissolution is observed when H2O2,alone or with oxalic acid, are provided, leading to the formation of a thick and porous oxide tungsten layer[32,33]. Cor-rosion occurs when dissolution of the passive layer (WO3) into tungstic ions ðWO2ÿ
4 Þ is initiated, exposing the tungsten layer to further oxidation by H2O2[34–36]. In these conditions, where dis-solution mechanisms are dominant, the mechanical removal is not
facilitated and removal rate could not reach the required value. Iron addition, over 0.5 eq., counteracts the oxalic acid addition, diminishing the SRR while the global removal rate increases to the reference POU value. This confirms that the chemical composi-tion of the slurry influences the dynamics of passive film forma-tion, as suggested by Singh and Bajaj [37]. Thus, mechanical polishing efficiency depends on the formation and growth mecha-nisms of the oxide passive layer (WO3) which are governed by the ferric ions. Albeit, this means that iron is not responsible for disso-lution as proposed by Seo et al., it still is critical for the formation of a passivation layer which prevents the tungsten surface from dis-solution and corrosion[38]. Without the formation of the passive protective film, there is a risk of default formation during the re-moval phase by the mechanical actions of particles[39]. Only the mechanical abrasion could remove the soft passivation layer and exposed the tungsten to oxidation process via Fenton’s mechanism as described by Kaufman [40]. Joint reactions of growth and mechanical removal of the passivation layer have a synergistic ef-fect on the global removal rate and should be predominant to pro-vide high removal rate as required[30,41]. Lowest dissolution rate and required global removal rate (3600 ± 40 Å minÿ1) are obtained for an oxalic acid to iron ratio of about 3. These conditions are also optimal for the stability of the slurry, lowering the H2O2 decompo-sition rate (K) under the 0.01 hÿ1threshold[26]. It confirms that the stabilization of the H2O2decomposition could be provided by complexing ferric ions by organics such as oxalic acid as proposed by Lim and coworkers[7].
3.2.2. Within wafer non-uniformity and Defectivity of chemically adjusted CUFS
Non-uniformity and Defectivity were measured for the different chemical conditions and results are provided in theFigs. 4and5, respectively. Values obtained for POU reference were added for comparison purpose. Within wafer non-uniformity values is found in the specification for most of the chemical conditions.
Fig. 3. Dynamic versus static removal rate (RR versus SRR) for POU and CUFS with different chemical adjustments expressed as the ratio of oxalic acid to iron (OA:I) equivalents addition.
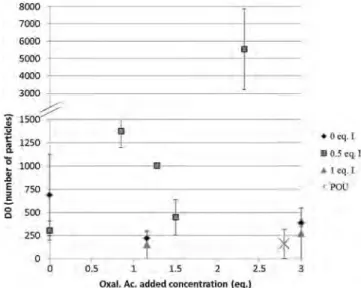
In fact, NU value increases out of specification (>8%) when oxa-lic acid is added alone to CUFS. The highest NU value is observed for the lowest RR, when 3 eq. oxalic acid is added. When iron is added, NU is stabilized under the specified threshold value regard-less the concentration of oxalic acid. Thus, high NU value could be associated to process drift[27]or, more probably, the generation of local dissolution spots. Indeed, an excess of oxalic acid could be responsible of local passivity break down that could also explain an increase of defects in these conditions[42]. Moreover, it con-firms the rule of iron addition to enhance the planarization effi-ciency. Working against dissolution of the tungsten, iron promotes the uniform passivation of the upper tungsten layer which could be equally and easily removed by the mechanical pol-ishing. In, optimalconditions highlighted in Section 3.2.1 (oxalic acid to iron ratio equal 3), NU is found at an acceptable level 3.5 ± 0.2%, lower than the reference value. As describe earlier, Defectivity value (D0) is highly variable and is the only parameter found out of specification (>700 part.) for CUFS.
At the exception of experiments that were conducted at 0.5 eq. iron addition most of the tested conditions lead to an acceptable level of Defectivity. Especially, D0 was higher in the condition of 0.5 eq. iron and 2.3 eq. oxalic acid additions for the duplicate experiment without any explanation. This abnormal level of Defectivity (D0 > 3000 part.) was never observed again and could be attributed to a problem with this set of wafers during CVD or
a dysfunction of the polishing process for this set of experiments (probably during the cleaning step when precipitation of metal oxide could occurred due to an increase of pH)[27]. Albeit, no par-ticular trends could be highlight for this parameter, a 0.5 eq. iron should be avoided. Then, oxalic acid and iron adjustments should be done with a ratio equal to 3:1 eq., for which D0 is lowered by 60% (273 ± 40 particles), compared to CUFS without adjustment. In these conditions, D0 is in the industrial specification but is still higher than the reference value. Nowadays, tolerance level for defect is zero.
3.3. Effect of a mixture of surfactants on CMP parameters
Some question remains about how to reduce the Defectivity. Basim and coworkers [43] showed that addition of surfactants, within or near the critical micelle concentration, increases the sta-bility of the slurry and decreases the material removal through the reduction of the friction forces. It was shown that the reduction of particles agglomeration prevents the formation of defects [44]. Moreover, surfactants are used as dissolution inhibitors of the me-tal surface in chemical mechanical polishing[5,44]. In the case of tungsten CMP, this kind of inhibitor is not particularly required be-cause of the low corrosive potential of tungsten[30], but could help to decrease the excess of dissolution mechanism for tungsten slurry recycling[46,47].
During static experiments, no effect of the surfactants was ob-served on the H2O2decomposition rate or the static RR. Neverthe-less, some changes were observed on the silica particles dispersion and settling. Mostly, we observed high dispersion and low settling for a mixture of SDS and TweenÒ
80 with a ratio of 5–1 for a sum of surfactants inferior to 1 eq. We expected that increasing the dis-persion of particles in the slurry by addition of surfactant would improve the within wafer non-uniformity and Defectivity while polishing. Thus, a part of the DOE was conducted to assess the ef-fect of surfactant addition on the CMP parameters. Assays were performed with and without addition of a mixture of surfactants (sum equal to 0.24 eq. or 0.48 eq. SDS:TweenÒ80, 5:1) for CUFS and different oxalic acid to iron ratio conditions. The influence of surfactant addition in CUFS and in the case of optimal oxalic acid to iron ratio conditions (3:1eq.) on CMP parameters (RR, NU and D0) could be observed in theFig. 6.
Comparison of CMP parameters obtained using CUFS, with and without addition of surfactants, reveals the effect of surfactant additions. It leads to a decrease of the non-uniformity and Defec-tivity while the removal rate is diminished. This result confirms that these components allow the reduction of the friction forces
[18,42]. Whereas Defectivity is found at the highest level when adding oxalic acid alone due to higher dissolution rate, the lowest value of Defectivity (150 ± 15 particles, not shown) was obtained when 0.24 eq. surfactants were added to the worst case conditions of 2.32 eq. oxalic acid in CUFS. Thus, the presence of surfactants counteracts the dissolution effect as an etching inhibitor[45] or diminishes the formation of agglomerates that could be responsi-ble for defects during polishing as suggest by previous studies
[48]. At this point a correlation between the antagonist effect of oxalic acid and surfactants addition may be suggested.
In the case of the optimal oxalic acid to iron ratio conditions (3:1 eq.), the addition of surfactants reduces the RR but its effect on non-uniformity and Defectivity is not that significant. No sup-plemental benefit is obtained by the dissolution inhibitory prop-erty of surfactants.
3.4. Validation of the results by the DOE methodology
Part of the results presented above was conducted in the frame of a DOE to assess the statistical significance of the chemical effect
0 eq. I 0.5 eq. I 1 eq. I POU
Fig. 4. Within non-uniformity (NU%) as a function of the added concentration of oxalic acid to CUFS for different iron adjustments (0, 0.5 and 1 eq. of Iron) and NU value for POU.
Fig. 5. Defectivity (D0, number of particles) as a function of the added concentra-tion of oxalic acid to CUFS for different iron adjustments (0, 0.5 and 1 eq. of Iron) and D0 value for POU.
on the CMP parameters RR, NU and D0. Results from duplicate cen-ter point experiment are used to provide a measure of inherent variability which is confronted to the variability observed when changing input parameters (chemical additions). The regression in dynamic conditions is less faithful than the static experiments. Even if, there is still some approximation in this exploitation, the response surface methodology provides interesting information from isoresponse curves that confirms some of the previous high-lights. Thus, only the most significant results are presented below. The effect of chemical additions on the RR and NU could be con-firmed by DOE. NU is clearly not affected by the chemical adjust-ments. A significant positive effect is provided by the iron addition alone, whereas surfactants tend todecrease the RR. Oxalic acid added alone has no effect, while combined with an appropri-ate amount of iron, they significantly increase the RR. Isoresponse curve presented inFig. 7shows the synergistic effect of both addi-tion of oxalic acid and iron.
It should be expected that higher concentration, while main-taining the same optimal ratio oxalic acid to iron of 3, would lead to higher removal rate.
The statistical analysis for D0 is made difficult because of the high variability of the results obtained for this parameter and val-idation of the influence of chemical additions on D0 was not possi-ble. Nevertheless, the antagonist effect of surfactants and oxalic acid on Defectivity is clearly shown on the isoresponse curve of D0 inFig. 8.
Results suggest that surfactants should be added proportionally with oxalic acid in order to preserve low Defectivity. The high var-iability of D0 values could be explained by the inherent varvar-iability and complexity of the polishing process. Thus, results are not surprising since even with POU slurry, the many variations of the output parameters remain unexplained. Besides, it is known that the temperature (which was not monitored during our tests) as well as the applied pressures and rotation speeds (which must be kept constant), are parameters that controls RR [19,27]. Nevertheless, experiments conducted under dynamic condition were carried out in thermostated room. DOE using Box-Behnken model also allowed the determination of the optimal adjustment in order to obtain the best values possible for the three parameters.
Table4 presents the coordinates of this optimal adjustment
Fig. 6. Comparison of CMP parameters, removal rate (RR), within wafer non-uniformity (NU), Defectivity (D0), for CUFS and with addition of an oxalic acid to iron ratio of 3 as a function of the addition of a mixture of surfactant (with or without SDS:TweenÒ80, 0.4:0.08 eq.).
(iron: 0.7 eq., oxalic acid: 2.32 eq. and surfactants: 0.47 eq.).Table 5
gives the modeled values for CMP parameters RR, NU and D0 under dynamic conditions and for H2O2decomposition rate (K).
The overall desirability of this modeling is only 74%. However, the desirability for the Defectivity – parameter which is the most difficult to obtain – is 100%. Besides, it can be noted that this adjustment is very close to the optimal oxalic acid to iron ratio conditions (3:1 eq.). This allows the validity of this optimal adjust-ment to be confirmed since the response values for the modeled adjustment and the optimal experimental adjustment are very close to one another. Small differences can be attributed to the modeling errors. RR is found in the industrial specifications at the lower range of the reference value. NU is slightly increased but it is not really representative since the input factors studied have no real influence on it. When comparing the slurry with opti-mal adjustment with CUFS, D0 is slightly decreased by the optiopti-mal modeling: the minimal Defectivity obtained with CUFS slurry is close to 600 whereas it is about 150 with theoptimal adjustment. Moreover, contrary to CUFS slurry, the slurry with optimal adjust-ment allows the H2O2decomposition rate to decrease and lie with-in the range obtawith-ined for the POU slurry. Thus, the slurry concentrated by ultrafiltration and then chemically adjusted in
iron, oxalic acid and surfactant allows maintaining the three main CMP parameters within industrial specifications and is highly sta-ble through time.
Even though these conditions of chemical adjustment almost ensures success, it should be advisable to verify experimentally whether these input factor values are equal to the modeled re-sponses for the CMP output parameters. In order to validate this strategy of reused for tungsten polishing, it is advised to (i) study the Defectivity more specifically with the help of defect mapping and (ii) perform the same type of tests on wafers with chips. De-fects review will make it possible to determine the presence of scratches or micro-scratches while the tests on wafers with chips will ensure that the recycling process is in adequacy with further usage in CMP processes.
4. Conclusion
In view of reducing the costs of the CMP process and especially of the CMP slurry, the retreatment of slurry is being studied. After the retreatment of the CMP slurry by ultrafiltration to concentrate the silica phase to the same concentration as that of the reference slurry, chemical adjustments are performed to comply with indus-trial specifications. Thus, we study the effect of three key chemical components: iron, oxalic acid and a surfactant mixture conducting a design of experiments methodology under static and dynamic conditions. These tests are of dual interest. First it is possible to determine the effect of the input factors – chemical additions – on the three main CMP output parameters – dynamic removal rate, non-uniformity and Defectivity. It is also possible to compare these parameters to those obtained with a slurry concentrated without adjustment (CUFS) and to the industrial specifications (POU). Sec-ondly, comparing static and dynamic removal rates, it was possible to distinguish the dissolution of tungsten surface from the global removal rate. This allowed a better understanding of the CMP mechanism regarding the relative influence of chemicals on polish-ing parameters. Indeed, utilization of static tests could be used as a complement of measures of the corrosion potential[49]and zeta potential[50,51] in the determination of the dissolution/passiv-ation states of the tungsten layer.
Fig. 8. Isoresponse curves of Defectivity (D0) as a function of Oxalic Acid (X2) and Surfactant (X3) concentrations [Iron (X1) = 0.5 eq].
Table 4
Optimum values of studied factors given by the DOE.
Variable Factor Value (eq.)
X1 Iron 0.7
X2 Ox. ac. 2.32
X3 Surf. 0.47
Table 5
Modeling of CMP parameters with optimal adjustment.
Response Name Value di (%) Weight
Y1 RR 3151 38 1
Y2 NU 5.1 82 1
Y3 D0 141 100 1
Y4 K 0.003 97 1
Results showed that chemical additions lead to the stabilization of the oxidation process, insure the passivation of the W surface and prevent the formation of defects due to corrosion effects. There influences are highly significant on the removal rate, little signifi-cant on the Defectivity and negligible on the within wafer non-uni-formity. RR increases with a combined increase in ferric nitrate and oxalic acid concentrations and decreases with surfactant addition. As they decrease RR, the surfactants appear to act as modifiers of the surface state of the wafer and should be able to improve this surface state. An optimization is nevertheless necessary, regarding either the type of surfactant or the type of surfactant mix (anionic or cationic/non-ionic). Whereas, DOE confirms the influence of chemical addition on CMP parameters, it appears that many other variables have an effect on the studied responses during dynamic tests, either other slurry components or parameters of the polish-ing process.
The DOE produces an optimized scenario in order to adjust the slurry chemistry with good results. CMP parameters obtained in these optimized conditions fulfilled the industrial specifications to some extent. Therefore, it should be considered to recycle the slurry after use by recovering the abrasive particles using ultrafil-tration process and by adjusting the chemistry of the slurry (mainly adding the chemical which are lost during the CMP pro-cess and the ultrafiltration propro-cess).
Finally, in view of reusing slurry in an industrial situation, the polished wafers will be studied and electrical tests performed on the chips. Large-scale testing of a great number of wafers would then allow the validation of the industrial recycling process. This work is focused on specific feature for tungsten metal polishing but regarding the literature[23], the proposed approach could be applicable to other material-slurry combinations. Moreover, the capacity to recycle polishing slurries is economically and environ-mentally beneficial from the reduction of the cost for consumables and the limitation of industrial water rejection and lower solid wastes.
Acknowledgments
This work was supported by the MERISIER project. Also we thank M. Sergent for supporting information on design of experi-ments and for providing the NEMROD W Software.
References
[1] J.A. Adams, G.A. Krulik, C.R. Harwood, US Patent 5,664,990, Integrated Process Equipment Corp., Phoenix, Ariz., US, 1997.
[2]T.F.A. Bibby, J.A. Adams, K. Holland, G.A. Krulik, P. Parikh, Thin Solid Films 308– 309 (1997) 538–542.
[3]W.-S. Lee, S.-Y. Kim, Y.-J. Seo, J.-K. Lee, J. Mater. Sci. Mater. Electron. 12 (2001) 63–68.
[4]Y.J. Seo, Microelectron. Eng. 77 (2005) 263–269.
[5]K. Cheemalapati, J. Keleher, Y. Li, Key chemical components in metal CMP slurries, in: Y. Li (Ed.), Microelectronic Applications of Chemical Mechanical Planarization, Wiley Interscience, 2007, pp. 201–248.
[6]E. Matijevic, S.V. Babu, J. Colloid Interface Sci. 320 (2008) 219–237. [7]G. Lim, J.-H. Lee, J. Kim, H.-W. Lee, S.-H. Hyun, Wear 257 (2004) 863–868. [8]R.S. Lillard, G.S. Kanner, L.L. Daemen, Electrochim. Acta 47 (2002) 2473–2482. [9]D. Stein, Metal CMP science, in: M.R. Oliver (Ed.), Chemical–Mechanical
Planarization of Semiconductor Materials, Springer, 2004, pp. 85–132. [10]Y. Li, Microelectronic Applications of Chemical mechanical Planarization,
Wiley Interscience, New Jersey USA, 2007.
[11] T.M. Thomas, S. De Nardi, W. Godfrey, US Patent 7,132,058 B2, Rohm and Haas Electronic Materials CMP Holdings, Inc., Newark, DE, US, 2006.
[12] S.K. Grumbine, C.C. Streinz, B.L. Mueller, International Patent PCT/US1997/ 022083, Cabot Corporation, Boston, MA, US, 1997.
[13] V.B. Kaufman, S. Wang, US Patent 5,783,489, Cabot Corporation, Boston, MA, United States, 1998.
[14] V.B. Kaufman, S. Wang, US Patent 6,316,366, Cabot Microelectronics Corporation, Aurora, IL, United States, 2001.
[15]S. Ramakrishnan, S.V.S.B. Janjam, U.B. Patri, D. Roy, S.V. Babu, Microelectron. Eng. 84 (2007) 80–86.
[16]B.J. Palla, Chemical Engineering, University of Florida, 2000. pp. 191. [17]P. Bernard, P. Kapsa, T. Coudé, J.C. Abry, Wear 259 (2005) 1367–1371. [18]Z. Li, K. Ina, P. Lefevre, I. Koshiyama, A. Philipossian, J. Electrochem. Soc. 152
(2005) G299.
[19]A. Philipossian, E. Mitchell, Micron 20 (2002) 85.
[20] J.G. Park, K.J. Lee, M.S. Kim, 204th Meeting of The Electrochemical Society, Orlando, Florida, 2003, pp. 139-148.
[21] J.H. Chang, K.J. Lee, J.G. Park, US Patent 6,866,784 B2, Nymtech, Co., Ltd., Incheon, KR, US, 2005.
[22]P.I. Ndiaye, P. Moulin, L. Dominguez, J.C. Millet, F. Charbit, J. Hazard. Mater. 116 (2004) 75–81.
[23]F. Testa, C.M. Coetsier, E. Carretier, M. Ennahali, B. Laborie, C. Serafino, F. Bulgarelli, P. Moulin, J. Hazard. Mater. 192 (2011) 440–450.
[24]G.S. Grover, H. Liang, S. Ganeshkumar, W. Fortino, Wear 214 (1998) 10–13. [25]H. Liang, F. Kaufman, R. Sevilla, S. Anjur, Wear 211 (1997) 271–279. [26]C.M. Coetsier, F. Testa, E. Carretier, M. Ennahali, B. Laborie, C. Mouton-arnaud,
O. Fluchere, P. Moulin, Appl. Surf. Sci. 257 (2011) 6163–6170.
[27]J. Visser, Tungsten CMP applications, in: Y. Li (Ed.), Microelectronic Applications of Chemical mechanical Planarization, Wiley Interscience, New Jersey USA, 2007, pp. 277–294.
[28] F. Testa, Développement d’un procédé innovant de retraitement des slurries de l’industrie microélectronique, Thesis, Université Paul-Cezanne, Aix-Marseille III, 2011.
[29]D.A. Hansen, M. Borba, F. Yang, in: I. Ali, S. Raghavan (Eds.), First International Symposium on Chemical Mechanical Planarization, The Electrochemical Society, Inc., 1997, pp. 59–69.
[30] T. Sun Lien, Pad-wafer and brush-wafer contact characterization in planarization and post-planarization processes, thesis, University of Arizona, 2009.
[31]M. Krishnan, J.W. Nalaskowski, L.M. Cook, Chem. Rev. 110 (2010) 178–204. [32]G. Lim, J.H. Lee, J.W. Son, H.W. Lee, J. Kim, J. Electrochem. Soc. 153 (2006)
B169–B172.
[33]E. Patrick, M.E. Orazem, J.C. Sanchez, T. Nishida, J. Neurosci. Methods 198 (2011) 158–171.
[34]R.S. Lillard, G.S. Kanner, D.P. Butt, J. Electrochem. Soc. 145 (1998) 2718–2725. [35]J.M. Steigerwald, S.P. Murarka, R.J. Gutmann, Chemical Mechanical
Planarization of Microelectronic Materials, Wiley-VCH, Weinheim, 1997. [36]M. Anik, K. Osseo-Asare, Oxidation and dissolution characteristics of tungsten:
application to chemical mechanical polishing, in: P.C. Andricacos, J.L. Stickney, P.C. Searson, C. Reidsema-Simpson, G.M. Oleszek (Eds.), Electrochemical Processing in ULSI Fabricatrion III: Proceedings of the International Symposium, The Electrochemical Society, 2002, pp. 234–243.
[37]R.K. Singh, R. Bajaj, MRS Bull. 27 (2002) 743–751.
[38]Y.J. Seo, N.H. Kim, W.S. Lee, Mater. Lett. 60 (2006) 1192–1197.
[39]M. Ziomek-Moroz, A. Miller, J. Hawk, K. Cadien, D.Y. Li, Wear 255 (2003) 869– 874.
[40] F.B. Kaufman, D.B. Thompson, R.E. Broadie, M.A. Jaso, W.L. Guthrie, D.J. Pearson, M.B. Small, J. Electrochem. Soc. 138 (1991) 3460–3465.
[41]E. Paul, J. Electrochem. Soc. 148 (2001) G359–G363. [42]J. Larsen-Basse, H. Liang, Wear 233–235 (1999) 647–654.
[43]G.B. Basim, I.U. Vakarelski, B.M. Moudgil, J. Colloid Interface Sci. 263 (2003) 506–515.
[44]B.J. Palla, D.O. Shah, J. Dispersion Sci. Technol. 21 (2000) 491–509.
[45]Y. Hong, U.B. Patri, S. Ramakrishnan, D. Roy, S.V. Babu, J. Mater. Res. 20 (2005) 3413–3424.
[46]T. Du, Y. Luo, V. Desai, Microelectron. Eng. 71 (2004) 90–97. [47]Y. Wang, Y. Zhao, Appl. Surf. Sci. 254 (2007) 1517–1523.
[48]P.B. Zantye, A. Kumar, A.K. Sikder, Mater. Sci. Eng. R. Rep. 45 (2004) 89–220. [49]S.B. Akonko, D.Y. Li, M. Ziomek-Moroz, J. Hawk, A. Miller, K. Cadien, Wear 259
(2005) 1299–1307.
[50] S.-Y. Chiu, Y.-L. Wang, C.-P. Liu, S.-C. Chang, G.-J. Hwang, M.-S. Feng, C.-F. Chen, Thin Solid Films 498 (2006) 60–63.
![Fig. 7. Isoresponse curves of tungsten removal rate (RR) as a function of iron (X1) and oxalic acid (X2) concentrations [Surfactant (X3) = 0.24 eq.].](https://thumb-eu.123doks.com/thumbv2/123doknet/3285067.94256/8.892.102.773.134.342/isoresponse-curves-tungsten-removal-function-oxalic-concentrations-surfactant.webp)
![Fig. 8. Isoresponse curves of Defectivity (D0) as a function of Oxalic Acid (X2) and Surfactant (X3) concentrations [Iron (X1) = 0.5 eq].](https://thumb-eu.123doks.com/thumbv2/123doknet/3285067.94256/9.892.129.783.136.476/isoresponse-curves-defectivity-function-oxalic-acid-surfactant-concentrations.webp)
