Nanocrystalline cellulose (NCC) filled
thermoplastics: Production and characterization of
composites and foams
Thèse
Seyedeh Hajar Yousefiandivkolaei
Doctorat en génie chimique
Philosophiae doctor (Ph.D.)
Québec, Canada
iii
Résumé
Cette thèse est consacrée à la compréhension des propriétés morphologiques et mécaniques de la nanocellulose cristalline (NCC) dans des résines thermoplastiques mises en forme à l’état fondu (extrusion et moulage par injection). Dans la première partie, des composites à base de Nylon 6 et de NCC (0-7% en poids) sont préparés et les propriétés morphologiques/mécaniques (tension, flexion, impact) sont présentées. Les résultats montrent que la NCC est efficace pour améliorer les propriétés mécaniques (principalement le module de flexion) avec une faible augmentation de la masse volumique totale. Dans la deuxième partie, un système hybride est évalué en utilisant la NCC (1%) et de la farine de bois d'érable (20%) dans le polypropylène (PP), avec et sans PP maléaté (MAPP) comme agent de couplage. L'analyse mécanique révèle que ces deux fibres produisent un renforcement efficace, en particulier pour améliorer les modules élastiques des échantillons contenant du MAPP. La troisième partie examine la caractérisation morphologique, physique et mécanique de nano-composites moussés à base de NCC et de Nylon 6. Différentes concentrations de NCC (0-5%) et d'agent moussant chimique (azodicarbonamide) (0-2%), ainsi que la température du moule (30 et 80⁰C) sont utilisés pour produire les échantillons. Les résultats montrent que la NCC est très efficace pour améliorer la structure de la mousse (réduction de la taille des cellules, augmentation de la densité cellulaire) et les propriétés mécaniques, en particulier les modules élastiques. Aussi, la concentration de l'agent moussant et la température du moule ont un effet direct sur les propriétés mécaniques car ils contrôlent l'épaisseur de la couche de peau. Enfin, des composites et des mousses sont produits à base de PP. Similairement au Nylon 6, la NCC est très efficace pour réduire la taille des cellules et augmenter la densité cellulaire. Par ailleurs, la NCC permet d'améliorer les propriétés mécaniques du PP, en particulier les modules élastiques spécifiques.
v
Abstract
This thesis is devoted to the understanding of the morphological and mechanical properties of nanocrystalline cellulose (NCC) filled thermoplastics produced by melt compounding (extrusion and injection molding). In the first part, composites based on Nylon 6 and NCC (0-7% wt.) are prepared and morphological/mechanical properties (tension, flexion, impact) are presented. The results show that NCC is effective to improve the mechanical properties (mainly flexural modulus) with limited overall density increase. In the second part, a hybrid system is evaluated based on NCC (1%) and maple wood flour (20%) filled polypropylene (PP), with and without maleated PP (MAPP) as a coupling agent. The mechanical analysis reveal that these two fibers have effective reinforcing role, especially to improve the elastic moduli of samples containing MAPP. The third part examines the morphological, physical and mechanical characterization of NCC/Nylon 6 nano-composite foams. Different content of NCC (0-5%) and chemical foaming agent (azodicarbonamide) (0-2%), as well as mold temperature (30 and 80⁰C) are used to produce the samples. The results show that NCC is very effective to improve the foam structure (reduced cell size, increased cell density) and mechanical properties, especially elastic moduli. Also, foaming agent content and mold temperature have a direct effect on the mechanical properties because they control the skin layer thickness. Finally, composites and foams are produced based on PP. Similarly to Nylon 6, NCC is very effective to reduce cell size and increase cell density. Moreover, NCC is able to improve the mechanical properties of PP, especially the specific elastic moduli.
vii
Table of contents
Résumé ... iii
Abstract ... v
Table of contents ... vii
List of Tables ... xiii
List of Figures ... xv Abbreviations ... xvii Symbols ... xviii Dedication ... xxi Acknowledgments ... xxiii Forewords ... xxv Chapter 1: Introduction ... 1
1.1 Natural fiber based composites ... 1
1.1.1 Natural fiber vs. synthetic fiber ... 1
1.1.2 Optimization of surface bonding ... 3
1.1.3 Mechanical properties ... 4 1.1.4 Applications ... 5 1.1.5 Nanocrystalline cellulose ... 6 1.2 Thermoplastic matrices ... 9 1.2.1 Nylon 6 ... 9 1.2.2 Polypropylene ... 9 1.3 Hybrid composites ... 10 1.4 Composite foams ... 11 1.4.1 Processing ... 12 1.4.2 Foaming agents ... 13
1.4.3 Foam morphology and structure ... 14
1.4.4 General properties ... 16 1.4.4.1 Mechanical properties ... 17 1.4.4.2 Acoustic properties ... 20 1.4.4.3 Electrical properties ... 20 1.4.4.4 Thermal insulation ... 20 1.4.4.5 Thermal stability ... 21
viii
1.5 Thesis objectives and organization ... 21
Chapter 2: Effect of nanocrystalline cellulose on morphological, thermal and mechanical properties of Nylon 6 composites ... 25
Résumé ... 26 Abstract ... 27 2.1. Introduction ... 28 2.2. Experimental ... 30 2.2.1. Material ... 30 2.2.2. Sample Preparation ... 30 2.2.3. Characterizations ... 31 2.2.3.1. Morphology ... 31 2.2.3.2. Tension ... 31 2.2.3.3. Flexion ... 32
2.2.3.4. Dynamic Mechanical Thermal Analysis (DMTA) ... 32
2.2.3.5. Impact ... 32
2.2.3.6. Density and Hardness ... 32
2.3. Results and Discussion ... 33
2.3.1. Morphology ... 33 2.3.2. Mechanical Properties ... 35 2.3.2.1. Tension ... 35 2.3.2.2. Flexion ... 38 2.3.2.3. DMTA ... 38 2.3.2.4. Impact ... 40
2.3.2.5. Density and Hardness ... 41
2.4. Conclusion ... 42
Acknowledgment ... 42
Chapter 3: New multi-scale hybrid system based on maple wood flour and nanocrystalline cellulose: Morphological, mechanical and physical study ... 43
Résumé ... 44 Abstract ... 45 3.1. Introduction ... 46 3.2. Experimental ... 49 3.2.1. Material ... 49 3.2.2. Sample preparation ... 49 3.2.3. Characterizations ... 50 3.2.3.1. Morphology ... 50 3.2.3.2. Tension ... 50
ix
3.2.3.3. Flexion ... 50
3.2.3.4. Impact ... 51
3.2.3.5. Density ... 51
3.3. Results and Discussion ... 51
3.3.1. Morphology ... 51 3.3.2. Mechanical properties ... 52 3.3.2.1. Tension ... 52 3.3.2.2. Flexion ... 55 3.3.2.3. Impact ... 57 3.3.3. Physical property ... 59 3.3.3.1. Density ... 59 3.4. Conclusion ... 60 Acknowledgements ... 61
Chapter 4: Morphological, physical and mechanical properties of nanocrystalline cellulose (NCC) filled Nylon 6 foams ... 63
Résumé ... 64 Abstract ... 65 4.1. Introduction ... 66 4.2. Experimental ... 69 4.2.1. Material ... 69 4.2.2. Sample preparation... 69 4.2.3. Characterizations ... 70 4.2.3.1. Morphology ... 70 4.2.3.2. Density ... 71 4.2.3.3. Tension ... 71 4.2.3.4. Flexion ... 72 4.2.3.5. Impact ... 72
4.3. Results and Discussion ... 72
4.3.1. Morphology ... 72
4.3.1.1. Layer thickness ... 73
4.3.1.2. Cell size and density ... 74
4.3.2. Physical property ... 77 4.3.2.1. Density ... 77 4.3.3. Mechanical properties ... 78 4.3.3.1. Tension ... 78 4.3.3.2. Flexion ... 82 4.3.3.3. Impact ... 83
x
4.4. Conclusion ... 85
Acknowledgements ... 86
Chapter 5: Effect of nanocrystalline cellulose, chemical blowing agent and mold temperature on the morphological, physical and mechanical properties of polypropylene ... 87
Résumé ... 88 Abstract ... 89 5.1. Introduction ... 90 5.2. Experimental ... 91 5.2.1. Material ... 91 5.2.2. Sample preparation ... 92 5.2.3. Characterizations ... 92 5.2.3.1. Morphology ... 92 5.2.3.2. Density ... 93 5.2.3.3. Tension ... 93 5.2.3.4. Flexion ... 94 5.2.3.5. Impact ... 94
5.3. Results and Discussion ... 95
5.3.1. Morphology ... 95
5.3.1.1. Layer thickness ... 96
5.3.1.2. Cell size and density ... 97
5.3.2. Physical property ... 98 5.3.2.1. Density ... 98 5.3.3. Mechanical properties ... 100 5.3.3.1. Tension ... 100 5.3.3.2. Flexion ... 103 5.3.3.3. Impact ... 104 5.4. Conclusion ... 105 Acknowledgement ... 106
Chapter 6: Conclusions and recommendations ... 107
6.1. General conclusions ... 107
6.2. Recommendations for future work ... 109
References ... 111
Appendix A: Material Specifications and Datasheets ... 127
A1. NCC ... 127
A2. MF ... 127
xi B1. Extruder ... 129 B1.1. Nylon 6 ... 129 B1.2. PP... 129 B2. Injection Molding ... 130 B2.1. Nylon ... 130 B2.1.1. Composite ... 130 B2.1.2. Foam ... 130 B2.2. PP... 130 B2.2.1. Composite ... 130 B2.2.2. Foam ... 131 B3. Compression Molding ... 131
xiii
List of Tables
Table 1.1. Comparison between the mechanical properties of natural fibers and conventional reinforcing fibers (Taj et al., 2007). ... 2 Table 2.1. Compositions of the nano-composites produced with coding. ... 31 Table 2.2. Effect of NCC content on roughness, density, and hardness of Nylon 6/NCC nano-composites. ... 35 Table 3.1. Compositions and density of the samples produced with coding. ... 50 Table 3.2. Comparison of experimental and theoretical values for mechanical properties of hybrid. ... 54 Table 3.3. Comparison of specific flexural modulus for composite and hybrid samples. ... 59 Table 4.1. Specific mechanical properties of neat Nylon 6, nano-composite and foams with 5% wt. NCC and 1% CFA at a mold temperature of 30ºC... 80
xv
List of Figures
Figure 1.1. Schematic representation of the role of a coupling agent between natural fibers and
hydrophobic matrices (Ashori, 2008). ... 4
Figure 1.2. Some of the commercial application of natural fiber based composites. ... 6
Figure 1.3. Cellulose chemical structure (Park et al., 2008). ... 7
Figure 1.4. Schematic representation of NCC production from acid hydrolysis of cellulose. ... 8
Figure 1.5. Transmission electron microscopy (TEM) images of NCC at different magnifications (Landry et al., 2011). ... 8
Figure 1.6. Skin-core-skin structure of NCC/PP nano-composite structural foam. ... 15
Figure 1.7. Flexural modulus of HDPE structural foams at different mold temperatures (Tovar-Cisneros et al., 2007). ... 15
Figure 1.8. Impact strength of HDPE structural foams at different mold temperatures (Tovar-Cisneros et al., 2007). ... 16
Figure 1.9. Relation between relative modulus (Er) and relative density (rr) of some polymers and composite foams (Chen et al., 2013). ... 18
Figure 1.10. Properties of PS/5% clay nano-composite foams (Han et al., 2003). ... 19
Figure 1.11. Properties of PS and its nano-composite foam with different CNF content (Shen et al., 2005). ... 19
Figure 2.1. SEM images of (a) NCC powder, (b) Nylon 6-0 and (c, d) Nylon 6-7 at different magnifications. ... 34
Figure 2.2. AFM images of Nylon 6-0 (left) and Nylon 6-7 (right)... 34
Figure 2.3. Effect of NCC content on tensile modulus of Nylon 6/NCC nano-composites. ... 36
Figure 2.4. Effect of NCC content on tensile strength of Nylon 6/NCC nano-composites. ... 37
Figure 2.5. Effect of NCC content on elongation at break of Nylon 6/NCC nano-composites. ... 37
Figure 2.6. Effect of NCC content on flexural modulus of Nylon 6/NCC nano-composites. ... 38
Figure 2.7. Temperature dependence of storage modulus (E’) obtained from DMTA measurements for Nylon 6 and its NCC nano-composites. ... 39
Figure 2.8. Temperature dependence of tan obtained from DMTA measurements for Nylon 6 and its NCC nano-composites. ... 40
Figure 2.9. Effect of NCC content on impact strength of Nylon 6/NCC nano-composites. ... 41
Figure 3.1. SEM images at different magnifications for: (a) maple wood flour, (b, c) NCC-MF/PP without MAPP and (d, e) NCC-MF/PP with MAPP. ... 52
xvi
Figure 3.2. Tensile modulus of the samples produced. ... 53
Figure 3.3. Tensile strength of the samples produced. ... 53
Figure 3.4. Elongation at break of the samples produced. ... 55
Figure 3.5. Flexural modulus of the samples produced. ... 56
Figure 3.6. Impact strength of the samples produced. ... 58
Figure 4.1. Foam thickness layer measurement. Solid lines: skin thickness and dashed lines: core thickness. ... 71
Figure 4.2. SEM images of a nano-composite with 3% wt. NCC, 1% CFA at (a, b) 30ºC mold temperature and (c, d) 80ºC mold temperature at different magnifications. ... 73
Figure 4.3. Skin and core thickness for the nano-composite foam samples. ... 75
Figure 4.4. Cell diameter of the nano-composite foam samples. ... 76
Figure 4.5. Cell density of the nano-composite foam samples. ... 76
Figure 4.6. Density of the unfoamed and foamed nano-composites. ... 78
Figure 4.7. Tensile modulus of the unfoamed and foamed nano-composites. ... 79
Figure 4.8. Tensile strength of the unfoamed and foamed nano-composites. ... 81
Figure 4.9. Elongation at break of the unfoamed and foamed nano-composites. ... 81
Figure 4.10. Flexural modulus of the unfoamed and foamed nano-composites. ... 83
Figure 4.11. Impact strength of the unfoamed and foamed nano-composites. ... 84
Figure 5.1. Typical morphology of a structural foam: two unfoamed skins (solid lines) enclosing a foamed core (dashed lines). Molding conditions: NCC= 3% wt., CFA= 1% and TM= 80⁰C. ... 93
Figure 5.2. SEM images of PP foamed at 80⁰C and 2% CFA with different NCC contents: (a) 0 and (b) 3% wt., and samples with 1% CFA and 3% wt. NCC at different mold temperatures: (c) 30 and (d) 80⁰C. ... 96
Figure 5.3. Relative skin (filled) and core (dashed) thicknesses for the nano-composite foams. ... 97
Figure 5.4. Cell density as a function of average cell diameter for the nano-composite foams at different mold temperature: 30⁰C (left column) and 80⁰C (right column). Closed symbols: 1% CFA and open symbols: 2% CFA. ... 99
Figure 5.5. Density as a function of NCC content. ... 100
Figure 5.6. Specific tensile modulus as a function of NCC content. ... 101
Figure 5.7. Specific tensile strength as a function of NCC content. ... 102
Figure 5.8. Specific elongation at break as a function of NCC content. ... 103
Figure 5.9. Specific flexural modulus as a function of NCC content. ... 104
xvii
Abbreviations
AFM Atomic force microscope CFA Chemical foaming agent CNF Carbon nano-fiber
DMTA Dynamic mechanical thermal analysis HDPE High density polyethylene
HDT Heat distortion temperature LDPE Low density polyethylene
MAPE Maleic anhydride grafted polyethylene MAPP Maleic anhydride grafted polypropylene MCC Microcrystalline cellulose
MF Maple wood flour N2 Nitrogen
NaOH Sodium hydroxide NCC Nanocrystalline cellulose PA Polyamide
PCL Polycaprolactone PE Polyethylene
PHA Polyhydroxyalkanoates PLA Polylactic acid
xviii
PP Polypropylene PS Polystyrene PU Polyurethane PVC Polyvinylchloride ROM Rule of mixture SD Standard deviation
SEM Scanning electron microscope SWCNT Single wall carbon nanotube TEM Transmission electron microscopy
Symbols
A Area (cm2)
E’ Storage modulus (MPa)
Er Relative modulus (-)
ES Specific Young’s modulus (MPa.cm3/g)
FS Specific flexural modulus (MPa.cm3/g)
IS Specific impact strength (kJ.cm3/g.cm2)
L/D Screw length/barrel diameter (-)
n Number of cells (-)
Nf Cell density (cells/cm3)
xix
rr Relative density (-)
tan loss factor (-)
T Temperature (⁰C)
Tg Glass transition temperature (⁰C)
Tm Melt temperature (⁰C)
TM Mold temperature (⁰C) 𝜗 Void fraction (-)
V Volume fraction (-)
ɛS Specific elongation at break (%.cm3/g)
ρ Density (g/cm3)
𝜌𝑓 Foam density (g/cm3)
𝜌𝑠 Density of unfoamed composite (g/cm3)
xxi
Dedication
In memory of Mehdi and Fatemeh; to my family for their unconditional LOVE!
xxiii
Acknowledgments
First, I would like to thank Professor Denis Rodrigue, my supervisor, for his availability, advice and insight in different aspects of this project. I thank him for giving me the opportunity to continue this doctorate.
Second, I want to thank Yann Giroux for his training and help on different equipment and also Yves Bédard and Jean-François Rioux-Dubé for the experiments I have done in their laboratory. Thanks also goes to all my friends and colleagues.
I recognize that this research would not have been possible without the financial assistance and technical support from the Natural Sciences and Engineering Research Council of Canada (NSERC), the Centre Québécois sur les Matériaux Fonctionnels (CQMF), the Centre de Recherche sur les Matériaux Renouvelables (CRMR) and the Centre de Recherche sur les Systèmes Polymères et Composites à Haute Performance (CREPEC).
Last, but not least, I want to thank all my family members, especially my parents for their love, patience and encouragement.
xxv
Forewords
The first chapter of this thesis, which is divided into six chapters, is an introduction to natural fiber based composites and foams. A brief literature review mainly on the different aspects of these materials such as their applications, properties and processing is presented. The materials used in this work are also introduced due to their general properties and specifications.
Chapters 2-5 present experimental results in the form of published or submitted journal papers. My contributions in these articles are performing the experimental works, collecting and analyzing the data and writing the first draft of the manuscripts.
In chapter two, as a first step, NCC was applied to a polar matrix (Nylon 6) by melt compounding. The morphological and dynamic mechanical analysis performed show that NCC (0-7%) is effective at improving the mechanical properties (mainly flexural modulus) of Nylon 6. These results were obtained with a small increase in overall density. The paper is accepted as:
Yousefian, H., and Rodrigue, D. Effect of nanocrystalline cellulose on morphological, thermal and mechanical properties of Nylon 6 composites, Polymer Composites, First published online: 28 Nov. 2014. DOI: 10.1002/pc.23316.
Chapter three is devoted at determining the effectiveness of NCC with another natural fiber in a multi-scale hybrid system. Micron size maple wood flour (MF) and nano size NCC are used to prepare hybrid composites in polypropylene (PP) by melt processing. These two fibers show high potential at improving the mechanical properties (mostly elastic moduli) of PP, especially in the presence of a coupling agent. The paper is currently submitted as:
Yousefian, H., Ben Azouz, K. and Rodrigue, D. New multi-scale hybrid system based on maple wood flour and nanocrystalline cellulose: Morphological, mechanical and physical study, Journal of Polymer and the Environment, accepted, 2016.
xxvi
In the fourth chapter, as a first step of the foaming process, nano-composite foams of NCC and Nylon 6 are prepared using azodicarbonamide as a chemical foaming agent via extrusion and injection molding. Three parameters were studied: NCC concentration (0-5%), foaming agent content (0-2%) and mold temperature (30 and 80oC), to determine their effect on foam
structure and mechanical properties. The results show that NCC is very effective at improving the foam morphology (reducing cell size and increasing cell density) and the mechanical properties (mainly elastic moduli). Foaming agent and mold temperature were shown to affect the specific mechanical properties and layer thickness, respectively. The paper is currently submitted as:
Yousefian, H. and Rodrigue, D. Morphological, physical and mechanical properties of nanocrystalline cellulose (NCC) filled Nylon 6 foams, Journal of Cellular Plastics, revision submitted, 2016.
Chapter five, as the last experimental chapter, compares PP as a nonpolar matrix with a polar matrix (Nylon 6) for NCC filled composites and foams produced under the same conditions. The results show again the ability of NCC to improve the morphological properties (smaller cells with increased cell density) of PP foams. NCC also enhanced the specific mechanical properties (especially elastic moduli) of PP for both composites and foams. This paper is accepted as:
Yousefian, H. and Rodrigue, D. Effect of nanocrystalline cellulose, chemical blowing agent and mold temperature on the morphological, physical and mechanical properties of polypropylene, Journal of Applied Polymer Science, First published: 2 Sep. 2015. DOI: 10.1002/app.42845.
Finally, the sixth chapter is a general conclusion about the above-mentioned works followed by recommendations for future works.
More results obtained from this work were also presented in the following article and conference presentation:
xxvii
Denis Rodrigue, Hajar Yousefian, A new approach to reinforcing Nylon 6 nano-composites, SPE Society of Plastic Engineers, Feb 2015. DOI: 10.2417/spepro.005749.
Hajar Yousefian, Denis Rodrigue, Effect of different nano particles on the mechanical properties of polypropylene, CANCOM 2015- Canadian international conference on composite materials, 17-20 Aug 2015, Edmonton, AB, Canada.
1
Chapter 1
Introduction
1
1.1 Natural fiber based composites
Natural fiber based composites are dominating many industries especially car manufacturers due to their advantages such as lower density and cost, recyclability and biodegradability. Actually, natural fibers are rapidly replacing their synthetic counterparts due to environmental and economic issues (Joshi et al., 2004). The use of natural fiber based composites in automotive industries (dashboards, door panels, seat backs, package trays, etc.) started in European markets, but is now spread to other regions (Asia and America). Industrial use of natural fiber composites is increasing fast because they provide higher performance to cost ratio. The rate of natural fiber use in the automotive sector showed an increasing trend of over 20% per year (Ahmad et al., 2015).
1.1.1 Natural fiber vs. synthetic fiber
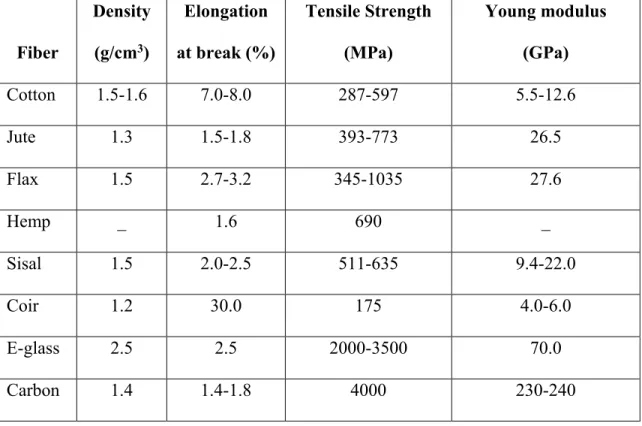
The increasing attention given to natural fibers (wood, hemp, flax, kenaf, etc.) instead of synthetic ones (glass, talc, aramid, etc.) is mainly because of their economic production; i.e. fewer equipment are needed in their case. They have lower density than synthetic fibers which results in higher specific stiffness and strength while being applied in polymer matrices (John and Thomas, 2008). Table 1.1 presents some natural fibers compared to glass and carbon fibers in terms of physical and mechanical properties.
2
Table 1.1. Comparison between the mechanical properties of natural fibers and conventional reinforcing fibers (Taj et al., 2007).
Fiber Density (g/cm3) Elongation at break (%) Tensile Strength (MPa) Young modulus (GPa) Cotton 1.5-1.6 7.0-8.0 287-597 5.5-12.6 Jute 1.3 1.5-1.8 393-773 26.5 Flax 1.5 2.7-3.2 345-1035 27.6 Hemp _ 1.6 690 _ Sisal 1.5 2.0-2.5 511-635 9.4-22.0 Coir 1.2 30.0 175 4.0-6.0 E-glass 2.5 2.5 2000-3500 70.0 Carbon 1.4 1.4-1.8 4000 230-240
Natural fibers are also easier to work with. As they are toxic, abrasive and non-corrosive, they are less harmful for molding and mixing equipment. Working with natural fibers is cost effective and easy via standard compounding processes such as extrusion, injection and compression molding. During processing, cellulose fibers have the advantages of being buckled which is more difficult to break and also can have higher aspect ratio than synthetic fibers. Other important aspect of these fibers is their natural source. They are renewable and have no negative environmental issue, even after being composted or burned, they do not add any excess CO2 to the atmosphere (CO2 neutral). They also have electrical
and acoustic insulation properties (because of their specific inner hollow cellular structure). Availability and the possibility of thermal recycling are other advantages (John and Thomas, 2008).
However, there are some issues while using natural fibers in polymer matrices. Their intrinsic polar and hydrophilic nature dealing with hydrophobic and non-polar characteristics like most thermoplastics causes some mixing and dispersion difficulties which affect the
3
mechanical properties of the final composite. Their water absorption tendency results in low mechanical properties in composites due to swelling and presence of voids at the matrix-fiber interface (Edeerozey et al., 2007; Jacob John and Anandjiwala, 2008). Another problem with natural fibers is their low thermal stability. As process temperature reaches and exceeds 200ºC, the fibers usually start to degrade. Therefore, matrix selection is another restriction to produce natural fiber based composites. Low microbial resistance is another serious problem of natural fibers. Despite all these limitations, natural fibers are widely used in composite industries and many of their issues can be overcome as discussed in the next sections.
1.1.2 Optimization of surface bonding
The effectiveness of reinforced composites mostly depends on the matrix-fiber interface and the possibility of stress transfer between them. Weak interfacial adhesion results in low mechanical properties of the final composites. As mentioned before, one of the most important challenges in using natural fibers to reinforce thermoplastics is their low compatibility. Poor wettability of the fibers by the matrix causes fiber aggregation and makes it difficult to obtain a well distributed mixture. However, the presence of a large number of OH groups on the surface of natural fibers makes them able to bond with different types of chemical groups (Bledzki et al., 1998). Modification of natural fibers can alter their surface in order to modify its chemistry, limiting moisture absorption or increasing surface roughness (Edeerozey et al., 2007). However, it is usually recommended to optimize the process instead of modifying the fibers since it may lower the efficiency of fillers. There are three common treatment methods to optimize the fiber-matrix interface: physical treatments (Mukhopadhyay and Fangueiro, 2009), chemical treatments (Li et al., 2007; Kalia et al., 2009) and addition of coupling agents (Felix and Gatenholm, 1991; Keener et al., 2004). The mechanism of coupling agent acting between the matrix and the fiber is presented in Figure 1.1.
4
Figure 1.1. Schematic representation of the role of a coupling agent between natural fibers and hydrophobic matrices (Ashori, 2008).
1.1.3 Mechanical properties
The most known mechanical properties which are usually measured to evaluate the effectiveness of a reinforcing agents are: tension, flexion and impact properties. Natural fibers incorporation into plastic materials is expected to improve the moduli and strengths as polymers generally have low strength/stiffness. On the other hand, reduction of elongation at break and impact strength are produced. For instance, increasing sisal from 0 to 20% wt. in high density polyethylene (HDPE) increased the tensile and flexural moduli by up to 42% and 58%, and strength by up to 23% and 26%, respectively (Choudhury, 2008). Hemp (20% wt.) was also used in HDPE to increase tensile modulus by up to 90% and flexural modulus and strength by up to 1.6 and two times compared to neat HDPE (Lu and Oza, 2013). Hemp (20% wt.) was also introduced into polypropylene (PP) to increase tensile modulus and strength by up to 88% and 7% compared to neat PP, respectively (Mutjé et al., 2007).
5
1.1.4 Applications
The North American market dominates with around half of the worldwide composites (47%), while Europe and Asia have shares of 28% and 23%, respectively (Summerscales et al., 2010a). Natural fibers based composites depend on the region have been used in a wide variety of applications. In North America they are mostly used in construction industries as decking and playground. From 2000 to 2005, market demand for natural fiber composites increased by three times in North America while the driving force was mostly economy (Ton-That and Denault, 2007). However, in Europe, the automobile market is the main user of these composites to reduce overall weight based on governmental legislation. The industrial demand for natural fiber composites reached more than 100,000 tons in 2010 which was around two times of its value of 2005. All the main automobile manufacturers such as Mercedes-Benz, BMW, Peugeot and Audi use natural fiber composites in their products (Ton-That and Denault, 2007). Overall, the commercial application of natural fiber composites are increasing day to day as can be seen in Figure 1.2: construction, automobile, furniture, sport, musical instrument, etc.
6
Figure 1.2. Some of the commercial application of natural fiber based composites.
1.1.5 Nanocrystalline cellulose
Cellulose, [C6H10O5]n, is the most available renewable polymer source today (see Figure 1.3).
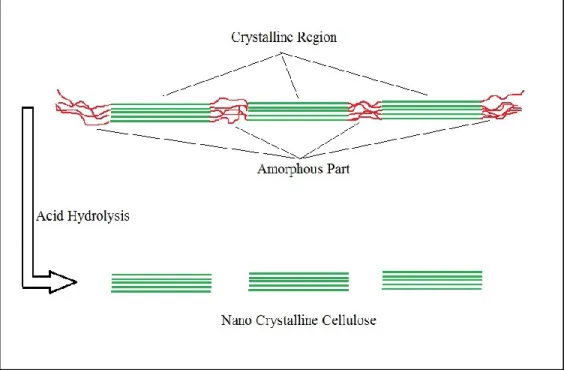
Initially, it was believed that wood is the only source of cellulose (Summerscales et al., 2010b). But later, it was found that other plants such as hemp, flax, jute, cotton, etc. and even animals like some bacteria and sea creatures contain large amount of cellulose. However, wood and cotton have the highest amount of cellulose (Klemm et al., 2005). For several decades, cellulose based materials were used to reinforce polymer matrices mainly because of economic and environmental issues. But around 1950, nanocrystalline cellulose (NCC) was discovered from the acid hydrolysis of cellulose fibers. The amorphous part of cellulose was hydrolyzed by the acid (Figure 1.4) and the crystalline rod-like residues (Figure 1.5)
7
were obtained. Nowadays, after numerous studies, NCCs are being produced via different processes (mostly solution based) and used to reinforce polymer composites because their unique morphology makes them suitable as reinforcing agent (Klemm et al., 2005; Samir et al., 2005; Eichhorn et al., 2010). Besides NCC application in composite materials, other possible markets are medical, cosmetic, pharmaceutical, oil recovery, etc.
Figure 1.3. Cellulose chemical structure (Park et al., 2008).
Shape and geometry of NCC is based on its source and also hydrolyzing acid. Most of the NCC, as it is the case for FPInnovations, is produced form wood pulp hydrolyzed in sulfuric acid (Landry et al., 2011). It is claimed that this process produces homogeneous and reproducible material at a pilot scale with NCC having a diameter 10 nm and a length of 150 nm. Based on mechanical (Young’s modulus of 6.5 GPa), physical (low oil absorption and water content) and chemical (crystallinity of about 78%) properties, NCC seems to be a good candidate to reinforce polymer matrices. Like other natural fibers, NCC needs to be well-dried before use because of water adsorbed on its surface. The thermal analysis of NCC also shows that its degradation temperature is approximately 290ºC, so it could be processed safely in several plastics. More information on NCC can be find elsewhere (Landry et al., 2011).
8
Figure 1.4. Schematic representation of NCC production from acid hydrolysis of cellulose.
Figure 1.5. Transmission electron microscopy (TEM) images of NCC at different magnifications (Landry et al., 2011).
9
1.2 Thermoplastic matrices
Thermoplastic materials can be categorized as polar or non-polar depending on their chemical nature. In this project, composites and foams have been prepared with both polar (Nylon 6, PA6) and non-polar (polypropylene, PP) matrices to compare them while studying the effect of other parameters such as fiber concentration, blowing agent content, and processing conditions.
1.2.1 Nylon 6
Commercialization of polyamides (PA) occurred several years after their synthesis as chemical materials in the late 19th century. Both PA and Nylon are used as their name. Nylon
6, (C6H11NO)n, and Nylon 6,6 (C12H22N2O2)n are two of the most used polyamides, mainly
in Europe, Japan and United States. One of the first commercialization of Nylon 6 was by IG Farben group, Germany (Evstatiev, 1997). Nylon 6 has excellent load bearing capacity (due to its high stiffness and strength) at high temperature. It also has good resistance to chemicals, abrasion and impact. However, its hydrophilic nature makes it able to absorb water which lowers its high mechanical properties. So it is important to control the water content before processing. When high strength materials are needed, especially in automotive industries, Nylon 6 is always a good candidate. The main applications of Nylon 6 are for blow- or roto-molded containers, power tool housing, food packaging films, and wheelchair wheels (Galanty, 1999). Since its melting temperature is high (above 220⁰C), there is limited works where Nylon 6 was used to produce natural fiber based composites and foams (due to fiber degradation).
1.2.2 Polypropylene
Polypropylene, (C3H6)n, is one of the most important and widely used polyolefin. Crystalline
PP was first commercialized in the United States (1957) and Europe (1958) independently (Sailors and Hogan, 1981). PP exist in various crystalline forms and structures leading to
10
various applications and performances. It has many advantages such as low density, relatively high thermal stability, chemical resistance, easy processing and recyclability, but relatively low processing temperature (190-200oC) which make PP a good candidate to be
used with natural fibers (Mohanty et al., 2002; Svab et al., 2005). On a mechanical point of view, its strength is relatively matched to that of engineering thermoplastics. It has been used in several applications and industries such as furniture, clothing, medical and aircraft. As drawbacks, its low impact strength and low temperature resistance could be mentioned which motivated researchers to work on different copolymers and blends (Karger-Kocsis, 1995). Moreover, like other polyolefins, PP has a hydrophobic nature, so compatibility is an important issue while using natural fibers. PP has several advantages over other polyolefins like: higher mechanical properties and environmental stress cracking resistance which enable PP to be used for structural and automotive applications. Nevertheless, PP can be relatively difficult to foam because of its intrinsic low melt strength and extensibility/elasticity (Velasco et al., 2011).
1.3 Hybrid composites
Hybrid is a Greek-Latin word and used in several scientific areas. In polymer composite science, the presence of more than one reinforcing agent make it a hybrid composite. The composite can also be called self-hybrid when the same reinforcement is used, but with different geometry (fibers and particles) or sizes (long and short fibers) (Kalaprasad et al., 2004; Panthapulakkal and Sain, 2007; Keledi et al., 2012). The behavior of hybrid system generally is the weighted sum of each individual system. In hybrid composites, the advantages of one system is complemented with that of the other. So, with well-designed materials, a balance between cost and performance can be reached. Good hybrid systems is mainly function of the reinforcement agent properties: size, concentration, orientation and interfacial bonding with the matrix. The behavior of such systems can be simply predicted by the rule of mixture as a first approximation, but negative or positive deviation can be observed due to several factor such as defects, voids, agglomerations, etc. To date, several natural fibers such as jute, cotton, sisal and kenaf, as well as synthetic fibers like glass fiber,
11
have been applied in different matrices such as PP, polyvinylchloride (PVC), epoxy or polyester to maximize the composite properties for industrial applications. In Germany, the door panels of the Mercedes-Benz E-class are made of a flax-sisal-epoxy hybrid composite which resulted in significant weight reduction (20%). Audi also used flax-sisal-polyurethane system for the door trim panels of its A2 midrange car (Suddell and Evans, 2005; Jawaid and Abdul Khalil, 2011). Most of the works on hybrid systems were on mechanical properties, but electrical, chemical, and physical properties of such systems are also under study (Davies and Hamada, 2001; Imielińska and Guillaumat, 2004; Mehta and Parsania, 2006; Nam et al., 2012).
1.4 Composite foams
Thermoplastic foams have application in several industries (insulation, cushion, absorbents and weight-bearing structures). They are a group of lightweight materials which have attracted increasing interest in both scientific and industrial communities (Klempner and Frisch, 1991). They have also been used in tissue engineering for cell attachment and growth (Mikos and Temenoff, 2000). However, foams have restricted application since they have lower mechanical strength and thermal/dimensional stability than their solid/unfoamed counterparts. Polystyrene (PS), PVC and polyolefins are the three main thermoplastics used for foams production.
It has been shown that the addition and dispersion of small amount of nano-fillers into a polymer melt can increase the number of nucleation sites and ease the nucleation process. So, higher cell density and smaller cell size can be reached due to the presence of fillers (Okamoto et al., 2001). Besides physical and mechanical properties, fire resistance and heat distortion temperature (HDT) of polymer foams might be improved by the presence of nano-particles. But these effects are more noticeable when the particles are well dispersed and distributed. This is why it is usually more effective to prepare the nano-composite before foaming it.
12
Foam properties depend on their composition, morphology and properties. They can be classified as rigid and flexible. Flexile foams are usually used in furniture, bedding, carpet, sport and shoes; whereas rigid foams are applied in building, insulation, transportation, packaging, food and drink containers, etc.
Another foam classification is based on cell size as: macro-cellular (>100 µm), micro-cellular (1-100 µm), ultramicro-cellular (0.1-1 µm) and nano-cellular (0.1-100 nm) foams. The cells inside a foam can be related to each other by broken walls between them (open cell) or isolated from each other and surrounded by the polymer matrix (closed cell). Open cells show better absorption properties while closed cells provide higher insulation properties due to lower permeability (Lee et al., 2005). Microcellular foams have shown promising properties compared to conventional foams. However, they need very specific conditions such as high pressure and pressure drop rate which limits their production. But the use of nano-particles may overcome this shortcoming (Lee et al., 2005).
1.4.1 Processing
Foaming process can be continuous (extrusion) or discontinuous (batch or injection molding foaming). Among these processes, injection molding is highly used industrially and able to produce parts with complex geometry (Lee et al., 2005).
For microcellular foams production via injection molding, a fast injection speed leading to high pressure drop is needed. This speed should also be controlled to avoid melt fracture. Generally, injection molding has the advantages of smaller shot size, better dimensional stability and weight saving in the final part (Jacobsen and Pierick, 2000; Moore, 2001). In a study on nano-clay/Nylon 6 microcellular foam production via injection molding, it was observed that finer and more evenly distributed cells were formed compared to PA6 based microcellular samples (Yuan et al., 2004; Chandra et al., 2004).
13
1.4.2 Foaming agents
Foaming or blowing agents are materials which create the gas in the foaming process. They can be categorized as chemical or physical.
Physical foaming agents are species which undergo a change in physical state as the foam grows in the polymer melt. As an example of this class, supercritical fluids such as N2 and
mostly CO2 can be mentioned. CO2 is a well-known foaming agent due to:
- relatively high solubility in polymers - stability
- non-toxicity - non-flammability - easy to get from air - low cost
- achievable low critical temperature and reasonable critical pressure
When CO2 is added into a polymer melt, the polymer’s viscosity and surface tension will
decrease, therefore processing is facilitated. CO2 can be easily removed from the system with
a simple depressurization at ambient temperature (Chen et al., 2013).
Chemical foaming agents (CFA), on the other hand, are products that decompose thermally to produce a gas mixture in a specific temperature range. They are mostly used for the production of polyolefin foams and composite foams at high (i.e. 450-950 kg/m3) and
medium (i.e. 100-450 kg/m3) density (Thomason, 2002). However, CFA leave residues that
are sometimes not desired. Azodicarbonamide is one the most widely used chemical foaming agents. Some requirements of an ideal chemical foaming agent are (Bledzki et al., 2006):
- being effective in the range of processing temperature - avoiding heat built-up or burning
- being mixed easily, uniform dispersion in polymer - ability to create enough gas in the matrix
- preventing rapid reaction (explosion) by thermal decomposition - not being corrosive
14
- not causing discoloration
Nevertheless, there is no universal foaming agent for all applications. They have to be chosen depending on the application and processing parameters such as polymer type, processing temperature and their decomposition temperature.
1.4.3 Foam morphology and structure
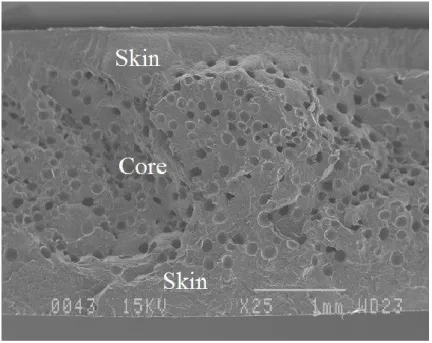
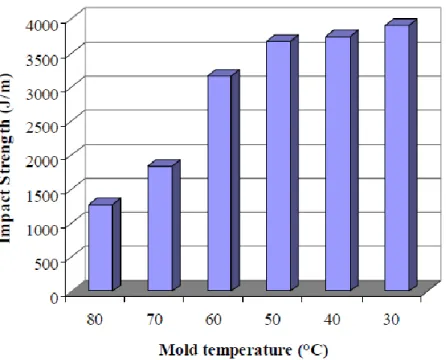
Good dispersion of CFA is mandatory to have a well-established foam structure. Although the nucleation process is still under study, it is well known that cell size, shape, and distribution can change with nucleation efficiency (Klempner and Frisch, 1991). Addition of fillers was also found to increase nucleation sites due to the presence and accumulation of gas on their surface (Chen et al., 2001). This heterogeneous nucleation effect leads to small cell size and higher cell density. Also, the presence of particles can increase the melt viscosity and along with strain hardening, both having an effect on cell growth (reduction) (Okamoto et al., 2001). Moreover, foams containing smaller size fillers (large surface area due to very small dimension) showed higher cell density and lower cell size due to a more efficient nucleating step than micron size particles (Yuan et al., 2004; Cao et al., 2005; Di et al., 2005). Via injection molding, it is possible to have nano-composite foams with a skin-core structure due to different cooling rate of polymer melt in the mold (see Figure 1.6). In these structural foams, the thickness of the skin layers has an impact on the final mechanical properties. Usually, foams with thicker skin layers show higher mechanical properties (due to more available materials for stress transfer) than thinner skin foams as seen in Figures 1.7 and 1.8 for flexural moduli and impact strength of HDPE structural foams at different mold temperatures (Tovar-Cisneros et al., 2007).
15
Figure 1.6. Skin-core-skin structure of NCC/PP nano-composite structural foam.
Figure 1.7. Flexural modulus of HDPE structural foams at different mold temperatures (Tovar-Cisneros et al., 2007).
16
Figure 1.8. Impact strength of HDPE structural foams at different mold temperatures (Tovar-Cisneros et al., 2007).
1.4.4 General properties
Since polymer foams have lower mechanical properties than their unfoamed counterparts due to the presence of gas cells, they have been traditionally applied in packaging, cushioning or body protection wears for devices such as shock absorption tools (Di Landro et al., 2002). But with new demands for lightweight materials from industries (especially automotive), polymer foams came to mind as candidates. However, low properties are still issues and the idea of adding nano-particles was proposed as these will affect the foam structure and overall properties (Saha et al., 2008; Verdejo et al., 2008; Alavi Nikje and Mazaheri Tehrani, 2010; Yan et al., 2011; Liao et al., 2012). Besides mechanical properties, nano-fillers in foams can also improve other physical properties which will be discussed next.
17
1.4.4.1 Mechanical properties
Mechanical properties of polymer foams do not only depend on polymer property, but also on foam density and structure. For example, increasing relative density (relative properties are defined as foam properties divided by the property of the unfoamed sample), will generally increase the relative elastic modulus and strength of polymer foams (Chen et al., 2013). Relation between relative modulus and relative density of some polymers and composite foams is presented in Figure 1.9.
Indeed, nano-fillers because of their high mechanical properties compared to polymers, high aspect ratio and surface area, play an important role in mechanical improvement of foams. Their nano dimension is especially advantageous for foam structure as the thickness of the cell walls is in micron and submicron order. Nano-composite foams compared to their corresponding polymer foam, show noticeably improved properties. For instance, PVC nano-composite foams containing 3% wt. of Cloisite 30B, showed an increase of 17% and 25% in tensile and flexural (bending) strength compared to virgin PVC foams (Lee et al., 2004). In another study, PS/clay foams were compared to PS/talc and neat PS foams in terms of tensile moduli (see Figure 1.10). Reduced modulus (modulus divided by density) of PS foams increased with the addition of both clay and talc fillers, but less than the unfoamed PS. Among the PS foam samples containing talc, Cloisite 20A and MHABS (an in-situ modified clay with 2-methacryloyloxyethylhyhexadecyldimethyl ammonium bromide) which have similar densities, PS/MHABS foam has the highest reduced modulus. This sample showed a 31% reduction in density while giving up the reduced modulus about 19% compared to solid PS. But, PS/talc showed 29% weight reduction and simultaneously 43% reduction in modulus (Han et al., 2003).
18
Figure 1.9. Relation between relative modulus (Er) and relative density (rr) of some
polymers and composite foams (Chen et al., 2013).
Tensile properties were also studied in a nano-composite foam system consisting of PS and carbon nano-fibers (CNF) (Shen et al., 2005). As can be seen in Figure 1.11, all the foams have similar densities (0.6-0.7 g/cm3). In neat PS foam, the density was reduced by 37%
while tensile modulus decreased by about 40%. Addition of 1% CNF to the system led to tensile modulus increasing by 28%, while reduced tensile modulus showed an increase from 1.17 to 1.41 GPa.cm3/g. With increasing CNF up to 5%, the tensile modulus was comparable
to neat PS and due to relatively lower density of PS/5% CNF, the reduced tensile modulus showed an increase of 25% over the solid PS sample.
19
Figure 1.10. Properties of PS/5% clay nano-composite foams (Han et al., 2003).
Figure 1.11. Properties of PS and its nano-composite foam with different CNF content (Shen et al., 2005).
20
1.4.4.2 Acoustic properties
Another application of polymer foams is for sound insulation because of viscous friction/dissipation between polymeric chains which causes the sound energy to be dissipated in the form of heat (Gibson and Ashby, 1999).
Nano-fillers can enhance acoustic property of foams by increasing:
- frictions of polymer chains leading to heat dissipation in the matrix, - the strength of cell walls to increase sound wave scattering and echo,
or by decreasing cell size to increase tortuosity (Allard and Atalla, 2009). In a study by Lee and coworkers (Lee et al., 2012), nano-silica was used in polyurethane (PU) foam. The results showed that over a wide range of frequency, the acoustic properties of the foam improved by increasing nano-silica content.
1.4.4.3 Electrical properties
Some electrically conductive fillers like carbon nano-fibers, carbon nano-tubes (Ajayan et al., 1994) and graphene (Choi et al., 2010) can give electrical properties to composites and foams. Actually, they can create a pathway within cell walls for electron transfer and increase the electrical conductivity of the polymer foam (Xu et al., 2007). Electrical conductivity of the composite, foam structure and density are the three main parameters affecting the electrical conductivity of polymer foams.
1.4.4.4 Thermal insulation
One main application of foams is for thermal insulation, mostly for appliances, construction and motor vehicles to optimize energy efficiency. The effective thermal conductivity of polymer foams mainly depends on the heat flow in the cell gas and radiative heat transfer (Loeb, 1954). Adding nano-fillers into a foam, for an optimum content, will increase cell density and decrease cell size, therefore leading to lower diffusion of the heat flux.
21
1.4.4.5 Thermal stability
Fillers can also improve the thermal stability of polymer composite foams. Three explanation were suggested for this enhancement as follow:
1- Presence of nano-fillers might delay the degradation of products, hindering further degradation.
2- Lower degradation rate of polymer chains near nano-fillers.
3- Improved heat dissipation in the matrix due to higher thermal conductivity of nano-composite producing less “hot spots”; i.e. localized high temperature (Chen et al., 2013).
1.5 Thesis objectives and organization
Although several studies have been done on natural fiber based composites and foams, there are still very few works on NCC composites and foams, especially when produced via melt blending. There is even less information on hybrid systems based on NCC. So one of the main objective of this work is to study the potential of NCC to improve the morphology and mechanical properties of microcellular foams. In particular, comparison between polar and non-polar matrices is performed to increase potential commercial applications.
To address these issues, this thesis tries to understand the behavior of NCC as a new material in different structures. Therefore, the objectives can be described as:
1. Production and characterization (morphology and dynamic mechanical thermal) of NCC based nano-composites via industrial based processes like extrusion and injection molding.
2. Combination of NCC with maple wood flour to produce a multi-scale hybrid system and to characterize the properties of the resulting samples.
3. Complete characterization of NCC based microcellular foams from a morphological (density, thickness of skin and foamed core, cell size, cell density) and mechanical (tension, flexion, and impact) point of view.
22
4. Comparison between polar (Nylon 6) and non-polar (PP) matrices to determine the effect of NCC while being used in materials having opposite nature.
This dissertation consists of six main chapters:
In the first chapter, a brief introduction on natural fiber based composites, their properties, processing, and application was presented. Nanocrystalline cellulose (NCC) was introduced as a potential reinforcing/nucleating agent. Two main thermoplastics with different nature (polar and non-polar) were highlighted in this work. Finally, nano-composite foams, processes, properties and their industrial applications were explained according to the scope of this work.
The second chapter is devoted to investigate the feasibility of reinforcing a polar matrix (Nylon 6) with NCC through melt blending (extrusion + injection). The effect of NCC concentrations on the morphological and dynamic mechanical thermal properties of Nylon 6 is reported.
Chapter three studies the idea of using more than one reinforcing agent in a composite system to produce a hybrid composite. This time, besides different types of fibers, multi-scale fibers were used. Maple wood flour in micron size and NCC in nano size were used via extrusion coupled with compression molding to see their effect on the mechanical and morphological properties of PP.
Chapter four introduces the foaming part of this project. For the first time, nano-composite foams of NCC and Nylon 6 with different processing conditions (filler and foaming agent content and mold temperature) were prepared via melt compounding processes. A complete morphological (layer thickness, cell size and density), physical and mechanical analyses were done on the samples to determine the effect of those parameters, especially NCC, on foam structure and properties.
In chapter five, as a comparison with a polar matrix (Nylon 6) is made as all the composites and foams were initially prepared and characterized using PP as a non-polar matrix. The effect of NCC along with foaming agent content and mold temperature on the morphological,
23
physical and mechanical properties of PP samples via melt compounding processes were investigated.
Finally, the sixth chapter presents a general conclusion recalling briefly the main results of this study and presents some recommendations for future works.
25
Chapter 2
Effect of nanocrystalline cellulose on morphological,
thermal and mechanical properties of Nylon 6
composites
Hajar Yousefian and Denis Rodrigue, Polymer Composites, First published online: 28 Nov. 2014, DOI: 10.1002/pc.23316.
26
Résumé
Dans cette étude, des nano-composites à base de Nylon 6 et de cellulose nanocristalline (NCC) ont été préparés par un procédé de moulage à l’état fondu. Ensuite, les propriétés morphologiques, thermiques et mécaniques ont été analysées pour des concentrations de NCC entre 0 et 7% en poids. Les analyses morphologiques ont montré une différence de rugosité des surfaces fracturées entre le Nylon 6 et ses nano-composites causée par la présence de la NCC. Les résultats mécaniques ont montré que les propriétés optimales ont été obtenues à 3% de NCC ce qui pourrait être liée à une bonne dispersion de la NCC à de faibles concentrations avec une bonne liaison Nylon-NCC. Dans l'ensemble, les modules de flexion (41%) et de traction (24%), ainsi que la contrainte maximale en traction (11%) ont été augmentés avec 7% de NCC. Cependant, l’élongation à la rupture et la résistance à l’impact ont diminué avec l'addition de la NCC. Enfin, la densité et la dureté ont montré une faible augmentation de 5 et 3%, respectivement.
27
Abstract
In this study, nano-composites based on Nylon 6 and nanocrystalline cellulose (NCC) were prepared by melt compounding. Then, morphological, thermal and mechanical properties were analyzed for NCC content between 0 and 7% wt. Morphological analysis showed different roughness in fractured surface of neat Nylon and its nano-composites caused by the presence of NCC. Mechanical results showed that the optimum properties were obtained at 3% NCC which could be related to relatively good NCC dispersion at low concentrations with good Nylon-NCC bonding. Overall, flexural (41%) and tensile (24%) moduli, as well as tensile strength (11%) were increased up to 7% of NCC. However, elongation at break and impact strength decreased with NCC addition. Finally, density and hardness showed only a small increase of 5 and 3%, respectively.
28
2.1 Introduction
Reinforcement of polymers with fibers such as aramid, carbon and glass has been widely used in the past to produce high performance composites. While these composites exhibit good properties such as high strength and heat resistance, they are also expensive to produce, difficult to recycle and not biodegradable (Shanks et al., 2004). So natural fibers, as their replacement, were established because of various environmental, economic and performance issues. Natural fillers are cost effective and renewable compared to their synthetic counterparts, without compromise on performance (Puglia and Kenny, 2009; Njuguna et al., 2011).
Cellulose-based plant fibers obtained from cotton, flax, hemp, jute, sisal, kenaf and coir have been successfully incorporated into polymer composites. Cellulose fibers are nontoxic, biodegradable and recyclable. They also exhibit high specific strength and stiffness allowing the production of low density composites (Shanks et al., 2006; Panaitescu et al., 2007; Zampaloni et al., 2007). However, they have limitations related to high moisture absorption and thermal stability. In recent years, it was found that acid hydrolysis of cellulose fibers yields defect-free, rod like crystalline particles named nanocrystalline cellulose or NCC. Besides good physical and chemical properties, NCC have low density, nano scale dimension and unique morphology making it one of the best reinforcing agent for nano-composites (Habibi and Dufresne, 2009). To date, NCC has been used in different polymer matrices, such as polyethylene (Menezes et al., 2009), polymethylmethacrylate (Liu et al., 2010), polypropylene (Gray, 2008), polyvinyl alcohol (Shweta et al., 2008), polystyrene (Capadona et al., 2007), and poly (lactic acid) (Mathew et al., 2006). But very few of these works used melt blending to prepare NCC nano-composites. Mathew et al. (Mathew et al., 2006) and Menezes et al. (Menezes et al., 2009) used extrusion for polylactic based NCC nano-composites and low density polyethylene filled with modified NCC (with organic acid chlorides)/nano-composite (0-15% wt. NCC content). The main challenges in melt processing are thermal stability and dispersion. Thermal stability of NCC, especially when applied to thermoplastics, is very important because the processing temperature often exceeds 200⁰C (Wang and Huang, 2007). So, NCC thermal stability should be considered and studied. The NCC used in this work was claimed to have high thermal stability with
29
degradation starting around 290⁰C. This high temperature allows NCC to be processed with several thermoplastics (Landry et al., 2011).
Engineering thermoplastics are interesting materials with wide industrial applications developed over the last decades (Unal and Mimaroglu, 2004; Kumar et al., 2006; Segatelli et al., 2010). Among these thermoplastics, Nylon 6, because of its easy processing, resistance to high temperatures, oils and corrosive chemicals, high tensile strength and modulus, as well as attractive surface appearance is a well-known engineering thermoplastic. Nylon 6 has been used in a variety of applications such as packaging and automotive, but must compete with other materials like metals (Johnson et al., 2004; Graff, 2005). So, to improve Nylon 6 mechanical properties, reinforcement must be added. However, very limited works about melt blending of Nylon 6 composites with natural fibers has been reported because of its high melting point (around 220⁰C). In order to have highly improved properties for Nylon 6/natural fiber composites, some modifications must be done while processing the materials. Santos et al. (Santos et al., 2007) used NaOH and N2 plasma treatment as fiber modifications
to enhance the final composite mechanical properties. Jacobson et al. (Jacobson et al., 2001) suggested pelletization, prehydrolization and mercerization to reduce fiber degradation during melt blending. Introducing halide salts to Nylon 6 was another way of reducing the melting temperature of Nylon 6 (Xu et al., 2000). Controlling the extrusion parameters (temperature, screw speed, and cooling rate) was another way to decrease the probability of fiber degradation (Jacobson et al., 2001). Finally, compression molding, as an alternative for extrusion, has been used for Nylon 6/natural fiber composites (McHenry and Stachurski, 2003; Xu, 2008). Despite lower thermal and mechanical degradation, presence of voids in the final composites decreased the products’ mechanical properties.
Since NCC, due to its high crystallinity, has a higher degradation temperature than natural fibers composed of cellulose, hemicellulose, lignins and resins, the objective of this work is to apply NCC as a new reinforcing agent for Nylon 6. The work includes the effect of NCC content on morphological, thermal and mechanical properties. Also, since NCC and Nylon 6 have similar nature (polar), it is believed that good dispersion and adhesion (compatibility between both phases) can occur. This is why no coupling agent or NCC surface treatment was used as a first step.
30
2.2. Experimental
2.2.1. Material
As the matrix, Nylon 6 (resin natural lubricated monofilament extrusion grade CLM200-001-G, Firestone, Canada) with a density of 1.10 g/cm3 and a melting temperature of 220⁰C was
used. The NCC was provided by FPInnovations’NCC pilot plant which is produced by acid hydrolysis of a commercial bleached softwood Kraft pulp. The degradation temperature of this grade is 290⁰C and crystallinity of around 78% has been reported (Landry et al., 2011).
2.2.2. Sample Preparation
Before blending, Nylon 6 and NCC were dried at 70⁰C for 24 h. To prepare the nano-composites, a Haake twin-screw extruder Rheomex PTW 16 OS, L/D: 25 was used with a die diameter of 3.2 mm. The flow rate was fixed at 0.4 kg/h and the temperature profile was set at 220, 220, 220, 215, 215, 210⁰C from the feed hopper to the die. To get good dispersion, a first step was realized by producing a 10% wt. NCC masterbatch in Nylon 6. Then, the masterbach was pelletized and diluted with virgin Nylon 6 to produce NCC nano-composites with selected contents (see Table 2.1). Finally, the nano-composites were injection molded in a laboratory machine Nissei PS60E9ASE (Japan). The injection temperature was set at 230⁰C with a mold temperature of 30⁰C. The mold has four cavities, two dumbbell shapes (width, length and thickness of narrow section of: 6.25, 33, and 3.14 mm, overall width and length of: 19 and 113 mm), and two rectangular bars (width and thickness of 12.45 and 3.14 mm with two lengths of 80 and 125 mm).
31
2.2.3. Characterizations
2.2.3.1. Morphology
For morphological studies, a scanning electron microscope (SEM) JEOL JSM 840A was used. The samples were first frozen in liquid nitrogen and then broken in order to be coated with Pd/Au prior to observation. Atomic force microscope (AFM) was also applied for morphological studies. A Nano scope III Multimode AFM (Digital Instruments (DI), Santa Barbara, CA) operated in tapping mode was used to capture images at ambient conditions. A J-scanner was used (maximum scan size: 130 × 130 µm2, min scan size: 500 × 500 nm2) with
NSC15\AlBS silicon standard probes (Mikromasch, USA). The scan rate varied from 0.3 to 2.5 Hz depending on the scanned image size (from 100 × 100 µm down to 10 × 10 µm). The free oscillation amplitude was set to 2.0 V and the amplitude set point was between 1.3 and 1.6 V to track the surface. Height, amplitude and phase images were collected simultaneously. At least three samples were used for each AFM and SEM observation.
Table 2.1. Compositions of the nano-composites produced with coding.
Sample Composition (% wt.) NCC Nylon 6 Nylon 6-0 0 100 Nylon 6-1 1 99 Nylon 6-3 3 97 Nylon 6-5 5 95 Nylon 6-7 7 93
2.2.3.2. Tension
The tensile properties were measured using an Instron model 5565 universal testing machine (Instron, USA) with a 5000 N load cell. Dog bone samples were directly produced by injection molding according to ASTM D638 (type IV). Crosshead speed of 10 mm/min was used at room temperature. Reported values of Young’s modulus, tensile strength and elongation at break were based on the average of at least five samples.
32
2.2.3.3. Flexion
Flexural tests were performed at room temperature using a crosshead speed of 2 mm/min on an Instron universal tester model 5565 with a 50 N load cell according to ASTM D790. Sample dimensions were 125 × 12.7 × 3 mm3 and the span length was fixed at 60 mm. At
least five samples were used to report the average and standard deviation.
2.2.3.4. Dynamic Mechanical Thermal Analysis (DMTA)
The behavior of the nano-composites was measured on a dynamic mechanical analyzer (DMA) RSA3 (TA Instrument, New Castle, DE). Rectangular samples (45 × 12 × 3 mm3)
were analyzed in the linear viscoelastic range of the materials through temperature ramps at a deformation of 0.02% and a frequency of 1 Hz for temperatures between 40 and 130⁰C. The reported data are the average of at least three measurements.
2.2.3.5. Impact
Charpy impact strength test was done on a Tinius Olsen (USA) testing machine model Impact 104 operating with a pendulum weight of 242 g (1.22 J). The arm length was 279 mm leading to an impact speed of 3.3 m/s. Rectangular samples (60 × 10.15 × 3 mm3) with “V” notch
produced by an automatic sample notcher model ASN (Dynisco, USA), at least 24 h before testing, were prepared according to ASTM D6110. All the tests were performed at room temperature and the results are the average of at least five measurements.
2.2.3.6. Density and Hardness
Density measurements were performed using a gas pycnometer (nitrogen) model Ultrapyc 1200e (Quantachrome Instruments, Boynton Beach, FL). For each sample, the test was repeated five times. Hardness of each sample was measured according to the shore D scale (thermoplastics) and the reported values are the average of at least ten measurements.
33
2.3. Results and Discussion
2.3.1. Morphology
SEM images of NCC powder, neat Nylon 6 and their composites at different NCC concentrations are presented in Figure 2.1. Figure 2.1a shows that NCC agglomerations of different sizes can be seen in the initial material, which is the result of hydrogen bonding between the particles. As a process issue, these agglomerates need to be broken to obtain good dispersion. But, on a mechanical side, hydrogen bonds among the particles in composites are important because they can form particle networks and create a pathways for stress propagation improving mechanical properties (Favier et al., 1995; Habibi et al., 2010; Mahi and Rodrigue, 2012). The fractured surface of Nylon 6-0 (Figure 2.1b) seems to have a different roughness (texture) compared to Nylon 6-7 (Figure 2.1c) which was quantified by AFM (see Figure 2.2 where different roughness on the fractured surfaces were shown by white arrows). Since cellulosic particles provide different crack paths, which are visible in high resolution SEM of Nylon 6-7 (Figure 2.1d), increased roughness can probably be related to higher energy dissipation in fracturing the nano-composites (Marcovich et al., 2006). From these images and data (Table 2.2), the average roughness increased from 16.3 nm to 20.8 for Nylon 6-0 to Nylon 6-3 and then leveled off at higher NCC content. The same trend was observed for mechanical properties (especially tension) as presented in the next section.
34
Figure 2.1. SEM images of (a) NCC powder, (b) Nylon 6-0 and (c, d) Nylon 6-7 at different magnifications.