P a g e 1 | 90 Université de Lille Année Universitaire 2018/2019 Faculté de Pharmacie de Lille MEMOIRE
POUR LE DIPLOME D'ETUDES SPECIALISEES DE PHARMACIEN Soutenue publiquement le 27 Mai 2019 Par M. David MICHEL
conformément aux dispositions réglementaires en vigueur tient lieu de
THESE EN VUE DU DIPLOME D’ETAT DE DOCTEUR EN PHARMACIE _____________________________
ANALYSE ET GESTION DES DEVIATIONS QUALITE SUR UN SITE DE
PRODUCTION D’UN LABORATOIRE PHARMACEUTIQUE DE
FACONNAGE
_____________________________ Membres du jury : Président : Bertrand DECAUDIN, Doyen, Faculté de Pharmacie Lille Assesseur : Juergen SIEPMANN, Professeur des Universités, Faculté de Pharmacie Lille Membres Extérieurs : Anne-Lise WAUTELET, Responsable Assurance Qualité et Systèmes, Delpharm LilleP a g e 2 | 90 Université de Lille Président : Jean-Christophe CAMART Premier Vice-président : Damien CUNY Vice-présidente Formation : Lynne FRANJIÉ Vice-président Recherche : Lionel MONTAGNE Vice-président Relations Internationales : François-Olivier SEYS Directeur Général des Services : Pierre-Marie ROBERT Directrice Générale des Services Adjointe : Marie-Dominique SAVINA Faculté de Pharmacie Doyen : Bertrand DÉCAUDIN Vice-Doyen et Assesseur à la Recherche : Patricia MELNYK Assesseur aux Relations Internationales : Philippe CHAVATTE Assesseur à la Vie de la Faculté et aux Relations avec le Monde Professionnel : Thomas MORGENROTH Assesseur à la Pédagogie : Benjamin BERTIN Assesseur à la Scolarité : Christophe BOCHU Responsable des Services : Cyrille PORTA Liste des Professeurs des Universités - Praticiens Hospitaliers
Civ. NOM Prénom Laboratoire
Mme ALLORGE Delphine Toxicologie M. BROUSSEAU Thierry Biochimie
M. DÉCAUDIN Bertrand Pharmacie Galénique
M. DEPREUX Patrick ICPAL
M. DINE Thierry Pharmacie clinique Mme DUPONT-PRADO Annabelle Hématologie
Faculté des Sciences Pharmaceutiques et Biologiques de Lille 3, rue du Professeur Laguesse - B.P. 83 - 59006 LILLE CEDEX ( 03.20.96.40.40 - ! : 03.20.96.43.64 http://pharmacie.univ-lille2.fr
P a g e 3 | 90
M. GRESSIER Bernard Pharmacologie M. LUYCKX Michel Pharmacie clinique M. ODOU Pascal Pharmacie Galénique M. STAELS Bart Biologie Cellulaire
Liste des Professeurs des Universités
Civ. NOM Prénom Laboratoire
M. ALIOUAT El Moukhtar Parasitologie Mme AZAROUAL Nathalie Physique
M. BERTHELOT Pascal Onco et Neurochimie
M. CAZIN Jean-Louis Pharmacologie – Pharmacie clinique
M. CHAVATTE Philippe ICPAL
M. COURTECUISSE Régis Sciences végétales et fongiques M. CUNY Damien Sciences végétales et fongiques Mme DELBAERE Stéphanie Physique
M. DEPREZ Benoît Lab. de Médicaments et Molécules Mme DEPREZ Rebecca Lab. de Médicaments et Molécules M. DUPONT Frédéric Sciences végétales et fongiques M. DURIEZ Patrick Physiologie
M. FOLIGNE Benoît Bactériologie M. GARÇON Guillaume Toxicologie
Mme GAYOT Anne Pharmacotechnie Industrielle M. GOOSSENS Jean François Chimie Analytique
M. HENNEBELLE Thierry Pharmacognosie M. LEMDANI Mohamed Biomathématiques Mme LESTAVEL Sophie Biologie Cellulaire
M. LUC Gerald Physiologie
Mme MELNYK Patricia Onco et Neurochimie
M. MILLET Régis ICPAL
Mme MUHR – TAILLEUX Anne Biochimie
Mme PAUMELLE-LESTRELIN Réjane Biologie Cellulaire Mme PERROY Anne Catherine Législation
Mme ROMOND Marie Bénédicte Bactériologie Mme SAHPAZ Sevser Pharmacognosie M. SERGHERAERT Eric Législation
Mme SIEPMANN Florence Pharmacotechnie Industrielle M. SIEPMANN Juergen Pharmacotechnie Industrielle M. WILLAND Nicolas Lab. de Médicaments et Molécules
P a g e 4 | 90
Liste des Maîtres de Conférences - Praticiens Hospitaliers
Civ. NOM Prénom Laboratoire
Mme BALDUYCK Malika Biochimie
Mme GARAT Anne Toxicologie
Mme GOFFARD Anne Bactériologie
M. LANNOY Damien Pharmacie Galénique Mme ODOU Marie Françoise Bactériologie
M. SIMON Nicolas Pharmacie Galénique
Liste des Maîtres de Conférences
Civ. NOM Prénom Laboratoire
Mme ALIOUAT Cécile Marie Parasitologie M. ANTHERIEU Sébastien Toxicologie Mme AUMERCIER Pierrette Biochimie
Mme BANTUBUNGI Kadiombo Biologie cellulaire Mme BARTHELEMY Christine Pharmacie Galénique Mme BEHRA Josette Bactériologie
M BELARBI Karim Pharmacologie
M. BERTHET Jérôme Physique
M. BERTIN Benjamin Immunologie
M. BLANCHEMAIN Nicolas Pharmacotechnie industrielle M. BOCHU Christophe Physique
M. BORDAGE Simon Pharmacognosie
M. BOSC Damien Lab. de Médicaments et Molécules
M. BRIAND Olivier Biochimie
M. CARNOY Christophe Immunologie Mme CARON Sandrine Biologie cellulaire Mme CHABÉ Magali Parasitologie
Mme CHARTON Julie Lab. de Médicaments et Molécules
M CHEVALIER Dany Toxicologie
M. COCHELARD Dominique Biomathématiques Mme DANEL Cécile Chimie Analytique Mme DEMANCHE Christine Parasitologie Mme DEMARQUILLY Catherine Biomathématiques M. DHIFLI Wajdi Biomathématiques Mme DUMONT Julie Biologie cellulaire Mme DUTOUT-AGOURIDAS Laurence Onco et Neurochimie M. EL BAKALI Jamal Onco et Neurochimie
P a g e 5 | 90
M. FARCE Amaury ICPAL
Mme FLIPO Marion Lab. de Médicaments et Molécules Mme FOULON Catherine Chimie Analytique
M. FURMAN Christophe ICPAL
Mme GENAY Stéphanie Pharmacie Galénique M. GERVOIS Philippe Biochimie
Mme GOOSSENS Laurence ICPAL Mme GRAVE Béatrice Toxicologie
Mme GROSS Barbara Biochimie
M. HAMONIER Julien Biomathématiques
Mme HAMOUDI Chérifa Mounira Pharmacotechnie industrielle Mme HANNOTHIAUX Marie-Hélène Toxicologie
Mme HELLEBOID Audrey Physiologie M. HERMANN Emmanuel Immunologie M. KAMBIA Kpakpaga Nicolas Pharmacologie
M. KARROUT Youness Pharmacotechnie Industrielle Mme LALLOYER Fanny Biochimie
M. LEBEGUE Nicolas Onco et Neurochimie Mme LECOEUR Marie Chimie Analytique Mme LEHMANN Hélène Législation
Mme LELEU-CHAVAIN Natascha ICPAL
Mme LIPKA Emmanuelle Chimie Analytique Mme MARTIN Françoise Physiologie
M. MOREAU Pierre Arthur Sciences végétales et fongiques M. MORGENROTH Thomas Législation
Mme MUSCHERT Susanne Pharmacotechnie industrielle Mme NIKASINOVIC Lydia Toxicologie
Mme PINÇON Claire Biomathématiques
M. PIVA Frank Biochimie
Mme PLATEL Anne Toxicologie
M. POURCET Benoît Biochimie
M. RAVAUX Pierre Biomathématiques Mme RAVEZ Séverine Onco et Neurochimie Mme RIVIERE Céline Pharmacognosie
Mme ROGER Nadine Immunologie
M. ROUMY Vincent Pharmacognosie
Mme SEBTI Yasmine Biochimie
Mme SINGER Elisabeth Bactériologie Mme STANDAERT Annie Parasitologie
M. TAGZIRT Madjid Hématologie
M. VILLEMAGNE Baptiste Lab. de Médicaments et Molécules M. WELTI Stéphane Sciences végétales et fongiques
M. YOUS Saïd Onco et Neurochimie
M. ZITOUNI Djamel Biomathématiques
P a g e 6 | 90
Civ. NOM Prénom Laboratoire
M. HUGES Dominique Anglais
Mlle FAUQUANT Soline Anglais
M. OSTYN Gaël Anglais
Professeur Associé - mi-temps
Civ. NOM Prénom Laboratoire
M. DAO PHAN Hai Pascal Lab. Médicaments et Molécules M. DHANANI Alban Droit et Economie Pharmaceutique
Maîtres de Conférences ASSOCIES - mi-temps
Civ. NOM Prénom Laboratoire
M. BRICOTEAU Didier Biomathématiques Mme CUCCHI Malgorzata Biomathématiques M. FRIMAT Bruno Pharmacie Clinique
M. GILLOT François Droit et Economie pharmaceutique M. MASCAUT Daniel Pharmacie Clinique
M. ZANETTI Sébastien Biomathématiques M. BRICOTEAU Didier Biomathématiques
AHU
Civ. NOM Prénom Laboratoire
Mme DEMARET Julie Immunologie
Mme HENRY Héloïse Biopharmacie Mme MASSE Morgane Biopharmacie
P a g e 7 | 90
Faculté de Pharmacie de Lille
3, rue du Professeur Laguesse - B.P. 83 - 59006 LILLE CEDEX Tel. : 03.20.96.40.40 - Télécopie : 03.20.96.43.64 http://pharmacie.univ-lille2.frL’Université n’entend donner aucune approbation aux opinions
émises dans les thèses ; celles-ci sont propres à leurs auteurs.
P a g e 8 | 90
REMERCIEMENTS
Cette thèse est le fruit de mes années d’études à la faculté de Pharmacie de Lille, d’une année de Master à la Faculté de Pharmacie de Strasbourg, et de mes expériences en qualité dans des industries pharmaceutique.
Il est difficile de commencer ces remerciements tant le nombre de personnes à remercier me paraît important après toutes ces années d’études et de stage… et parce que pour moi la beauté du métier de pharmacien d’industrie est dans les belles rencontres.
Je commencerai donc par remercier chacun des membres de ce jury.
Merci à Mme. Anne-Lise WAUTELET, Responsable Assurance Qualité Systèmes chez Delpharm, d’avoir accepté de juger ce travail.
Il me semblait difficile qu’il en soit autrement, puisque tu as vu naitre ma vocation de Pharmacien il y a maintenant presque 5 ans au cour de mon alternance.
Notre collaboration amicale est un soutient quotidien dans les moments de doute. Tu fais partie de ces collègues rares avec qui tout est simple, merci encore pour tout Anne-Lise.
C’est également Monsieur le Docteur Decaudin, Doyen de la Faculté de Pharmacie de Lille 2 que je tiens particulièrement à remercier pour m’avoir fait l’honneur de présider mon jury de thèse mais encore plus pour ces petits conseils qui m’ont permis d’en arriver où je suis aujourd’hui.
Quant a Monsieur Jurgen Siepmann, Professeur de la faculté Pharmacie de Lille 2, merci pour l’intérêt que vous avez manifesté pour ma thèse. Votre accompagnement scientifique lors de mes cours de galénique. Ceux ci ne m’ont pas endormis !
Mes années d’études m’ont fait voyager de Lille à Strasbourg, puis à Tel Aviv chez TEVA.
Je tiens particulièrement à remercier tous les membres de ma famille ainsi que mon beau père qui m’ont permis de me faciliter une logistique parfois pesante.
Je remercie de tout cœur ma mère et mon père pour m’avoir permis de faire mes études, de leurs soutient pendant durant ces dernières années dans mon insertion dans le monde professionnel. Ils m’ont transmis un sens critique et une ouverture d’esprit qui m’ont permis d’évoluer au sein des différentes entreprise, mais aussi de rédiger cette thèse.
A ma sœur et mes petits frères qui ont su m’apporter des rires et de la joie aux moments difficiles durant ces années.
Enfin un grand merci aux différentes sociétés pharmaceutique comme TEVA (Petah tikva), GSK (Rixensart) ou Celgène (Couvet/Boudry) pour m’avoir permis de confronter mes connaissance pharmaceutique théoriques avec les réalités du terrain.
P a g e 9 | 90
I. INTRODUCTION 13
II. LA QUALITE SUR LE SITE DE PRODUCTION D’UN FACONNIER 14
A. LE FACONNIER 14
1. FONCTIONNEMENT 14
2. RECLAMATIONS & AUDITS 17
Réclamation 17
a.
Les Audits 17
b.
B. LA QUALITE SUR UN SITE DE PRODUCTION 19
1. LA QUALITE 19
2. LE SITE DE PRODUCTION 20
C. L’ASSURANCE QUALITE 23
D. MANAGEMENT DE LA QUALITE ET REVUE DE DIRECTION 25
1. Le management de la Qualité 25
2. La revue de direction 26
III. ANALYSE DE RISQUES ET GESTION DES DEVIATIONS QUALITE 29
A. ANALYSE DE RISQUE 29
1. Analyse de risques 29
2. Les outils de l’analyse de risques 30
FTA : Fault Tree Analysis 30
a.
HACCP : Hazard Analysis and Critical Control Point 31 b.
AMDEC : Analyse des mode de défaillances, de leurs effets et leurs criticité. 32 c.
B. GESTION DES DEVIATIONS 34
1. Déviations 34
Notification qualité 34
a.
2. Analyse des déviations 36
Initiation de la déviation et amélioration 36 a.
Investigation root cause et outils qualité 38 b.
Evaluation de la criticité 44
c.
3. CAPA : Corrective Action Préventive Action 48
4. Etude de cas 53
a. Contexte et problématique de l’étude 53 b. Répartition des NQ/NRTQ en fonction de leurs cotations 55 c. Répartition des NQ/NRTQ par catégorie 57 d. Proposition: déclenchement des CAPA avec seuil >3 62 IV. PREVENIR LA NON QUALITE ET METTRE EN PLACE UNE BOUCLE
D’AMELIORATION CONTINUE. 70
A. MAITRISER LA NON QUALITE 71
1. Hiérarchisation des solutions 71
P a g e 10 | 90
3. La méthode de PERT 73
4. Efficacité des actions 74
Les indicateurs 74
a.
Tableau de bord 75
b.
B. PREVENIR LA NON QUALITE et ENTRER DANS LA BOUCLE D’AMELIORATION
CONTINUE 77
1. Structurer la demarche et anticipé : 77
2. Notion Six Sigma : 77
3. DMAIC 79
4. Identifier et traiter les presque incident et eviter les pieges. 81 C. Amélioration continue au quotidien 83
1. KAIZEN 83
2. PDCA 83
P a g e 11 | 90
Liste des figures
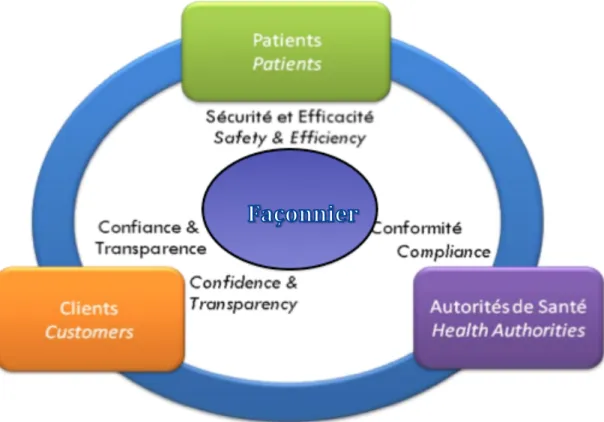
Figure 1: Engagement du façonnier avec le client/ Patient/ Autorité de santé 16 Figure 2: Opérateur en zone de production 20
Figure 3: 5M 22
Figure 4: Organigramme d’un département qualité 24 Figure 5: Exemple d’application de la revue par la direction des performances du procédé et de la qualité du produit tout au long du cycle de vie du produit 28 Figure 6: détaille du processus FTA simplifié 30
Figure 7: Principe HACCP 31
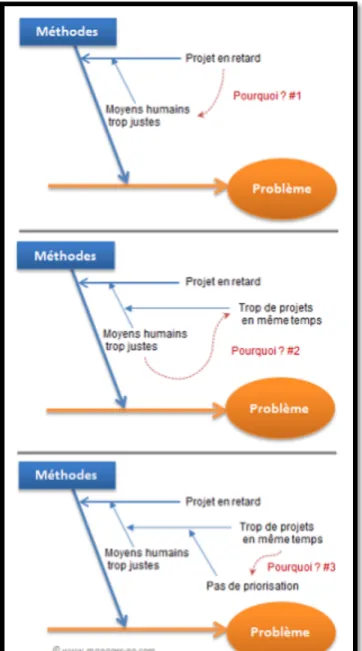
Figure 8: Exemple de cotation AMDEC 33 Figure 9: Différence entre les NQNRTQ et NQRTQ 34 Figure 10: Detail de la méthode QQOQCCP 38 Figure 11: Méthode des 5 « pourquoi » 41
Figure 12: Diagramme d’Ishikawa: 42
Figure 13: Diagramme Ishikawa couplé aux 5 « M » 43 Figure 14: Exemple d’un système AMDEC 45 Figure 15: Exemple de criticité liée à la cotation 45
Figure 16: Diagramme de Pareto 47
Figure 17: Source de CAPA 49
Figure 18: Flux des NQ 51
Figure 19: Assurance Qualité et Notification Qualité 52 Figure 20: Méthodologie cotation NQ 54
Figure 21: Cote des 255 NQ/NRTQ 55
Figure 22: Catégories dominantes NQ/NRTQ 57 Figure 23: Cote/écart documentaire 58 Figure 24: Cote/rendement hors normes 58 Figure 25: Cote/Contrôle en cours non conforme(CCNC). 59 Figure 26: Cote/Dysfonctionnement équipement 60 Figure 27: Fonctionnement en mode dégradé 60 Figure 28: Catégories dominantes de la cote 3 (Investigation CAPA) 62
Figure 29: Gravité 3 (image) 63
Figure 30: Fréquence 3 (1x/semaine) 64
Figure 31: Gravité 6 (patient) 64
Figure 32: Fréquence 2 (1x/mois) 65
Figure 33: Cotes Dominantes Des NQ/RTQ 66 Figure 34: Cotation de la gravité avant modification 67 Figure 35: Cotation de la gravité avant modification 68 Figure 36: choix des solutions en fonction des côtes 72 Figure 37: illustration méthode de GANTT 73 Figure 38: illustration de la méthode de PERT 73 Figure 39: Exemple de démarche d’amélioration 76 Figure 40: Illustration six sigmas process 78
Figure 41: DMAIC illustré 80
Figure 42: Pyramide des presque incident 81
Figure 43: Principe PDCA 84
P a g e 12 | 90
ABREVIATION
ICH: International Conference of Harmonisation
FDA: Food and Drug Administration CFR Code of Federal Rules EMA : European Medicines Agency
ANSM : Agence Nationale de Sécurité des Médicaments et des produits de Santé
SOP: Procedure Opératoire Standard AQ : Assurance Qualité
BPF / GMP: Bonnes Pratiques de Fabrication/Good Manufacturing Pratice CAPA / CAPA : Actions Correctives et Préventives
AFNOR: Association Francaise de Normalisation AMM: Autorisation de Mise sur le Marché
ISO: International Organization for Standardization WHO: World Health Organization
PIC: Pharmaceutical Inspection Convention RDD: Revue De Direction
SMQ: Système Management Qualité FTA: Fault tree Analysis
HACCP: Hazard Analysis Critical Control Point
AMDEC: L'Analyse des modes de défaillance, de leurs effets et de leur criticité
NQ: Notification qualité
RTQ: Relevant to quality (relatif à la qualité)
NRTQ: Non Relevant to Quality (non relatif à la qualité) QQOQCCP: Quoi, Qui, Où, Quand, Comment, Combien, Pourquoi PERT: program evaluation and review technique
DMAIC: Define, Measure, Analyze, Improve and Control PDCA: Plan Do Check Act
P a g e 13 | 90
I. INTRODUCTION
Le contexte actuel pousse l’industrie pharmaceutique à accroitre sa productivité et son innovation afin de garantir une bonne compétitivité.
Certaines vont opter pour la sous traitance, leur permettant ainsi de développer et fabriquer leurs produits tout en gardant le monopole juridique et commercial.
En effet, le façonnier est capable de fournir un service complet afin de répondre aux besoins de ses clients ; en offrant transparence et adaptation aux délais et quantités. Le façonnier doit répondre aux mêmes exigences éthiques et règlementaires que l’industrie pharmaceutique, à savoir garantir la qualité du médicament.
Ces industries sont axées sur 3 principes que sont, la maitrise de la chaine de production de la mise en forme galénique à la distribution, le suivi des évolutions de la règlementation qualité à travers le monde et la culture industrielle du personnel définissant l’image de l’entreprise.
Cette obligation éthique de l’industrie envers les utilisateurs l’oblige à mettre en place un système d’assurance de la qualité à tous les niveaux de l’entreprise : du développement à la libération du médicament.
Ce service est responsable des activités permettant de donner une confiance appropriée en ce qu’une entité satisfera aux exigences « qualité ».
Les déviations sont des outils utilisés par ce service afin de garantir la traçabilité de tout écart ayant lieu autant au niveau process que documentaire.
Afin de mieux comprendre le fonctionnement de l’assurance de la qualité chez le façonnier, cette thèse s’articulera en trois parties.
La première partie reprendra de manière générale ce qu’est la qualité et comment la garantir.
La deuxième partie détaillera de manière plus précise l’analyse et la gestion des déviations qualité, illustrée par un cas pratique réalisé chez DELPHARM.
Enfin la troisième partie présentera la mise en place d’une boucle d’amélioration continue dans le but de prévenir la non qualité.
P a g e 14 | 90
II. LA QUALITE SUR LE SITE DE PRODUCTION D’UN FACONNIER
A. LE FACONNIER
Définition selon l’AFNOR :
« La sous traitance est définie comme l’opération par laquelle un entrepreneur confie par un traité, et sous sa responsabilité, à une autre personne appelé sous-traitant, tout ou une partie de l’exécution du contrat d’entreprise ou du marché public conclu avec le maitre de l’ouvrage »
Le façonnier est, du point de vue juridique, celui qui intervient pour la fabrication de la spécialité pharmaceutique, au profit de l’exploitant du médicament, qui à son tour, se chargera de commercialiser ladite fabrication.
Le façonnier est capable de fournir un service complet dans un large spectre de technologies pharmaceutiques afin de répondre aux besoins de ses multiples clients. Il garde un esprit de service client, transparence et adaptation permanente aux délais et aux quantités tout en maintenant un niveau de rentabilité suffisant pour assurer le développement économique de la société.
1. FONCTIONNEMENT
La sous-traitance peut intervenir à des stades différents de la production de médicaments, et aboutir, de ce fait, à des situations complexes et variées en fonction des tâches et des responsabilités qui pourront être confiées au façonnier.
Une entreprise de façonnage est une entreprise de fabrication industrielle du médicament, elle doit donc assurer :
• L’achat des matières premières et des Articles De Conditionnement • Les opérations de production (Fabrication et Conditionnement) • Le contrôle Qualité
• Le stockage
• La libération des lots
La responsabilité de la libération est définie via le contrat Qualité établi entre le façonnier et le donneur d’ordre. Ce contrat doit être en conformité avec le dossier d’Autorisation de Mise sur le Marché (AMM).
• Gestion des déviations.
• Réclamations en partenariat étroit avec nos clients ;
• Gestion de la vie du produit (revues Qualité produit, propositions d’amélioration et stabilités) ;
P a g e 15 | 90
• Amélioration continue par le management des actions correctives et préventives.
Même si le façonnier n’est pas exploitant, il conserve une responsabilité lors de la mise sur le marché du médicament fabriqué.
C’est pourquoi l’entreprise doit veiller aux respects des Bonnes Pratiques de Fabrication (BPF) et des exigences règlementaires des Pays pour lesquels sont destinés la vente ces médicaments.
Le sous-traitant réalise ses profits grâce à plusieurs axes :
-Premièrement, il va intervenir sur le processus de transformation en favorisant de manière proactive les axes d’amélioration continue et d’optimisation des process. Le but étant d’appréhender au mieux les exigences des partenaires afin d’apporter la réponse la plus adaptée.
-Deuxièmement Il doit optimiser au mieux ses capacités humaines et techniques afin d’offrir la flexibilité et la réactivité pour fournir les meilleurs services.
-Dernièrement Il cherchera donc à charger leurs usines et maintenir des coûts de fabrication compétitifs, en spécialisant les sites de production pour créer un effet de volume par exemple.
Le modèle d'activité des façonniers s'appuie sur trois piliers : la capacité à capturer de nouveaux produits, la couverture géographique et la constitution de niches rentables
Le façonnier à la différence de l’industrie pharma possède 3 clients.
Le premier est le donneur d’ordre qui va s’assurer que le médicament est produit selon les exigences règlementaires et qu’il est d’une bonne qualité car il reste producteur de la spécialité produite. Le 2e est le patient à qui s’adresse la spécialité,
pour lequel il faut garantir la qualité la sécurité et l’efficacité du médicament prescrit. Le 3e est l’autorité de santé qui vérifie que les règles de production et de contrôle.
Le taux de satisfaction client est un élément indispensable pour la réputation du façonnier et l’aide à se démarquer des sous-traitants concurrents.
P a g e 16 | 90
P a g e 17 | 90
2. RECLAMATIONS & AUDITS
Réclamation a.
Une réclamation traduit la manifestation par le client d'une insatisfaction concernant un produit ou un service offert par une entreprise ou une organisation publique. On entend par insatisfaction, la notion du mécontentement engendré par le défaut, la défaillance ou l'insuffisance d'un produit ou bien le dysfonctionnement d'un service.
La réclamation est donc un indicateur essentiel pour l'entreprise qui veut améliorer la fourniture de produits et services de qualité à sa clientèle.
Bien gérée, la réclamation peut devenir un outil efficace de connaissance non seulement des dysfonctionnements de l'entreprise, mais également un outil au service de la veille commerciale et concurrentielle. Il devient ainsi un élément du système d'information marketing et qualité apportant des suggestions pour l'amélioration et la création de nouveaux produits
Traitement des réclamations :
Chaque réclamation pour défaut de qualité est transmise au service Assurance Qualité. A la réception de celle-ci, le responsable AQ déclenche une nouvelle revue de la documentation de lot et fait procéder à des investigations complémentaires en liaison avec les services concernés.
Les réclamations sont classées selon leur gravité en type I à IV. Le délai de traitement de la réclamation est fonction de la classe de risque attribuée à celle-ci.
« Pour les réclamations ayant un risque possible pour la vie ou la santé du patient un rapport préliminaire doit être disponible sous 2 jours ouvrés. La réclamation doit être close au plus tard sous 30 jours calendaires.
Pour les autres réclamations ne mettant pas en jeu la santé du patient, la réclamation doit être close sous 30 jours calendaires. Si ce délai ne peut être respecté un rapport intermédiaire doit être adressé au site émetteur. »
Les Audits b.
La préparation des audits fournisseurs, des audits clients et des inspections réglementaires :
Les normes ISO définissent un audit comme un «examen indépendant en vue de déterminer si les activités et résultats satisfont aux dispositions préétablies et si ces dispositions sont mises en œuvre de façon efficace pour atteindre les objectifs.
P a g e 18 | 90
L’audit est donc un outil qualité qui participe à la garantie de la qualité pharmaceutique du médicament.
Les objectifs sont donc :
De s’assurer du respect des bonnes pratiques
De vérifier le bon fonctionnement et l’efficacité du système d’assurance qualité De proposer des mesures correctives si nécessaire.
Il se compose notamment de :
La réunion d’ouverture avec présentation de l’entreprise La visite des installations
La revue du système qualité et des procédures
L’étude des documents opérationnels et des enregistrements
Outre les inspections réglementaires effectuées par les autorités sanitaires (ANSM en France) chez tous les fabricants de médicaments, de nombreux audits clients sont également effectués du fait du statut de façonnier.
Les audits externes sont réalisés dans un cadre qui peut être contractuel, ou qui peut le devenir, entre le client (ou le futur client), et l'organisme qui va concourir à la satisfaction du client. Ainsi, c'est le client qui est initiateur de l'audit, c'est lui qui va impulser le processus et encourager l'organisme à accepter l'audit, donc le jeu de questions-réponses. Le rapport d'audit sera porté à la connaissance du client, donc en externe de l'organisme.
Les audits internes sont faits à partir d'une volonté interne d'auditer sa propre organisation. C'est donc l'organisme, indépendamment d'un client, qui décide de faire effectuer un audit dit "interne", même s'il est mené avec des auditeurs externes à l'organisme. Le rapport d'audit est diffusé en interne ; il traduit la volonté de s'améliorer soi-même. Cette pratique est fortement recommandée, voire imposée par les nouvelles normes ISO.
Un audit est de ce fait l'examen indépendant d'un organisme, d'un fournisseur, en vue d'améliorer la confiance de son client et des autres parties intéressées
Les rapports d’audits font partie des informations à délivrer au donneur d’ordre et traité par l’assurance qualité.
Lorsque l’ensemble des investigations a été réalisé, le membre de l’Assurance Qualité rédige un « statement » (rapport d’investigation) avec le Responsable du Département concerné et le transmet au Responsable Assurance Qualité pour acceptation. Ce « statement » est adressé au client.
Chaque réclamation a un impact sur l’image de la société, son chiffre d’affaire et représente un risque pour la santé du patient. Les audits représentent une démarche proactive pour anticiper les futures réclamations et sont donc nécessaires pour maintenir l’image de la société.
P a g e 19 | 90
B. LA QUALITE SUR UN SITE DE PRODUCTION
Selon la norme AFNOR ISO 8402, la qualité est « l’ensemble des caractéristiques d’un produit ou d’un service qui lui confère l’aptitude à satisfaire des besoins exprimés ou implicites », suivant les attentes clients.
1. LA QUALITE
Globalement, la qualité s’organise autour d’un ensemble cohérent d’actions, qu’une entreprise va mettre en place pour atteindre ses objectifs de satisfaction client.
Elle est présente à toutes les étapes de la vie des médicaments et implique la participation de chacun à tous les niveaux de l’entreprise.
De nombreux référentiels existent et régissent cette qualité requise comme par exemple les BPF, ISO, PIC, WHO permettant d’avoir des repères sur la marche à suivre pour garantir la sécurité des médicaments. Cependant ces référentiels évoluent et nécessitent que l’industrie forme de manière continue ces employés afin d’éviter des coûts générés par le non suivi de certaines normes ou certaines mises à jour.
De nos jours « faire bien du premier coup » représente un impératif pour garantir les compétitivités. L’industrie pharmaceutique dédie un service garantissant cette qualité, on parle du département qualité dans lequel on retrouve :
Contrôle Qualité : en charge des analyses de contrôle sur les matières premières, les articles de conditionnements et les produits finis
Validation : chargée d’établir la preuve en conformité avec les principes de bonnes pratiques de fabrication, que la mise en œuvre ou l’utilisation de tout processus, procédure, matériel, matière première, article de conditionnement ou produit, activité ou système, permet réellement d’atteindre les résultats escomptés.
Qualification des équipements ou des systèmes : Démontrer que ces derniers fonctionnent correctement et donne réellement le résultat attendu.
Assurance Qualité : ayant pour mission de garantir que les médicaments fabriqués sont de la qualité requise pour l’usage auquel ils sont destinés. L’assurance qualité est un large concept qui couvre tout ce qui peut individuellement ou collectivement influencer la qualité d’un produit
Gestion Documentaire : chargée de fournir une documentation complète, disponible et régulièrement mise à jour afin d’assurer une traçabilité correcte.
Ces départements participent à la libération pour le marché des produits finis.
Puis la personne qualifiée prend la responsabilité de libérer le produit en se basant sur :
• La revue des dossiers de lots • Les résultats analytiques ; • L’évaluation des déviations.
P a g e 20 | 90
2. LE SITE DE PRODUCTION
Le site de production d’un laboratoire ou façonnier pharmaceutique est le lieu ou sont produites les différentes spécialités de ce laboratoire. Il est composé de différentes lignes de production encadrées par plusieurs services.
Ces lignes de production sont celles qui vont permettre au labo de transformer ses matières premières en produits finis via différents traitements et activités. Elles sont contrôlées par des services transversaux tel que l’assurance qualité qui veille au maintien de la qualité à travers toutes les activités de production.
Ces lignes de production ou plusieurs opérateurs travaillent souvent en tournus de 8h, sont soumises à des règles qualité qui visent à assurer la qualité, la robustesse et la répétabilité des opérations.
Et tout écart en rapport aux procédures qualité mises en place par la société est remonté afin de garder un contrôle sur les évènements survenant pendant la fabrication du produit afin de pouvoir réagir au plus vite.
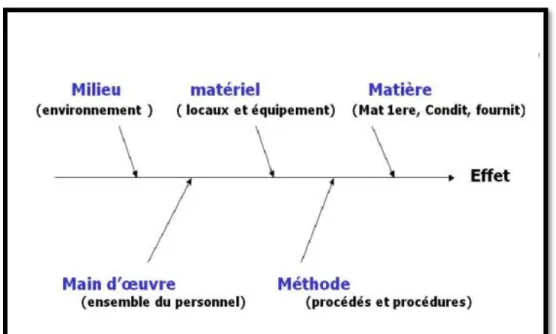
Pour allier fabrication du produit et qualité du produit la majorité des sites de production fonctionne en utilisant des outils qualités comme les 5M permettant une vision au sens large
Exemple : Une activité de production : pesée des matières premières
La qualité intervient à chaque étape de la production du médicament, que ce soit au niveau matériel, environnement, ou main d’œuvre.
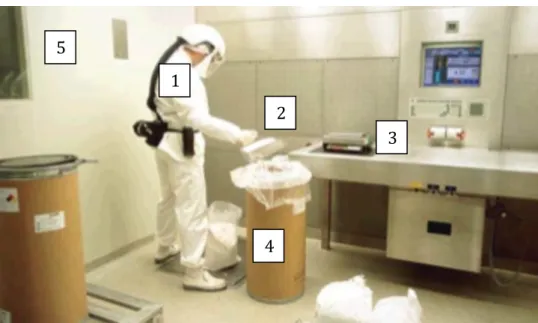
Figure 2: Opérateur en zone de production
1 : Main d’œuvre : formation, qualification, déviation 2 : Matériel : équipement, habillage
3 : Méthode : pesée, compliance 4 : Matière : API, excipient,
5 : Milieu : particule, bactérie, virus 1
4
3 5
P a g e 21 | 90
- Main d’œuvre (1) : Qualifiée et formée au minimum aux bonnes pratiques de fabrication et documentaire. L’objectif de qualité engage la responsabilité de la direction de l'entreprise et du pharmacien responsable. Elle requiert la participation et l'engagement du personnel dans les différents départements et à tous les niveaux de l'entreprise.
Le fabricant doit disposer, sur chaque site de fabrication, d'un personnel qualifié et en nombre suffisant pour mener à bien toutes les tâches qui lui incombent. Les responsabilités individuelles doivent être clairement comprises par les intéressés et mises par écrit. Tous les membres du personnel doivent être conscients des principes de bonnes pratiques de fabrication qui les concernent ; il convient d'assurer leur formation initiale et continue et notamment de donner les instructions d'hygiène en rapport avec l'activité exercée
- Machine (2): Elles doivent être situées, conçues, construites, adaptées et entretenues de façon à convenir au mieux aux opérations à effectuer, Leur conception et leur utilisation doivent tendre à minimiser les risques d’erreurs et à permettre un nettoyage et un entretien facile en vue d’éviter les contaminations et, de façon générale, toute atteinte à la qualité des produit
- Matiéres (4): Elles sont prêtes à être transformées et les articles sont contrôlés avant et après leurs transformations pour réduire le risque de dérive sur la qualité du produit.
Les spécifications, dûment approuvées et datées, doivent être établies pour toutes les matières premières et les articles de conditionnement. Les dispositions sont prises pour que la fabrication, l’approvisionnement et l’utilisation des matières premières et des articles de conditionnement soient corrects,
Le contrôle de la qualité s’exerce sur l’échantillonnage, les spécifications, le contrôle des matières premières et des articles.
- Milieu (5) : C’est à dire l’environnement des zones de production est contrôlé et c’est un point primordial pour la production de médicaments tels que les vaccins et autres produits stériles.
Les locaux doivent être situés, conçus, construits, adaptés et entretenus de façon à convenir au mieux aux opérations à effectuer. Leur plan, leur agencement, leur conception et leur utilisation doivent tendre à minimiser les risques d’erreurs et à permettre un nettoyage et un entretien facile en vue d’éviter les contaminations et, de façon générale, toute atteinte à la qualité des produits
P a g e 22 | 90
- Méthode (3) : De bons documents sont un élément essentiel du système d'assurance de la qualité. Des écrits clairs évitent les erreurs inhérentes aux communications verbales et permettent de retracer l'historique d'un lot.
Les spécifications, les formules de fabrication, les instructions de fabrication et de conditionnement, les procédures et les relevés, comptes rendus et enregistrements couvrant les différentes opérations de fabrication ne doivent pas contenir d'erreurs et doivent être disponibles par écrit et tenus à jour. La lisibilité des documents est d'importance capitale.
P a g e 23 | 90
C. L’ASSURANCE QUALITE
L’assurance qualité représente l’« Ensemble des activités préétablies et systématiques mises en œuvre dans le cadre du système qualité et démontrées en tant que besoin pour donner la confiance appropriée en ce qu’une entité satisfera aux exigences pour la qualité. » (ISO 8402)
C’est une notion qui couvre tous les éléments (individuels ou collectifs) qui influent sur la qualité d’un produit.
Elle regroupe ainsi toutes les mesures prises pour garantir qu’un médicament est sûr, efficace et de qualité depuis l’étape de sa mise au point jusqu’à son utilisation par le patient.
Globalement, celle-ci intègre une démarche qui vise à donner la confiance appropriée au client que le produit ou le service fourni satisfera ses besoins.
On retrouve le guide ICH Q10 (Systèmes Qualités Pharmaceutiques) qui est la clef de voûte de la trilogie ICH Q8 (Pharmaceutical Development), ICH Q9 (Quality Risk Management) et ICH Q10 puisqu’elle fait évoluer les exigences BPF européennes d’une « gestion de la qualité » vers un « système de management de la qualité » (Système Qualité Pharmaceutique dans ICH Q10), d’une vision produit vers une vision produit et processus, de la détection et prévention vers le pilotage.
La mise en place d’ICH Q 10 permet d’atteindre 3 objectifs principaux qui sont d’avoir un produit de qualité ; établir et maintenir le contrôle et enfin faciliter l’amélioration continue
Les Activités principales de l’assurance qualité selon ses référentiels sont : La coordination de l'élaboration des outils d'assurance qualité
La rédaction des procédures qualité
Le contrôle de l'application des procédures et de la réglementation en matière de qualité
La mise en œuvre des audits qualité des études et des systèmes de production L’organisation et planification des audits qualité en fonction des différents
services concernés
L’approbation et suivi de la mise en œuvre d'actions qualité, préventives ou correctives
Le contrôle et exploitation des audits qualité
La mise en place et contrôle des indicateurs du tableau de bord qualité La proposition et gestion de projets ou d'améliorations de la qualité L’animation de méthodes et d'outils qualité (cercles de qualité) La sensibilisation et formation des services concernes a la qualité les réponses aux questions interne et externe concernant la qualité
P a g e 24 | 90
Exemple d’activité : L’auto-inspection ou Audit interne.
Pour le service d’Assurance Qualité, ce rôle est essentiel. Les membres du service AQ procèdent régulièrement à des auto-inspections flash (une fois par semaine). Cela consiste à choisir une ligne de production au hasard et à se rendre sur celle-ci de manière inopinée, le but étant de vérifier que les Bonnes Pratiques de Fabrication (BPF) sont respectées par les opérateurs.
Durant cette inspection, les points positifs et négatifs sont relevés et sont transmis aux responsables concernés. Ces derniers sont chargés de mettre d’éventuelles actions correctives en place en cas de non-respect des BPF.
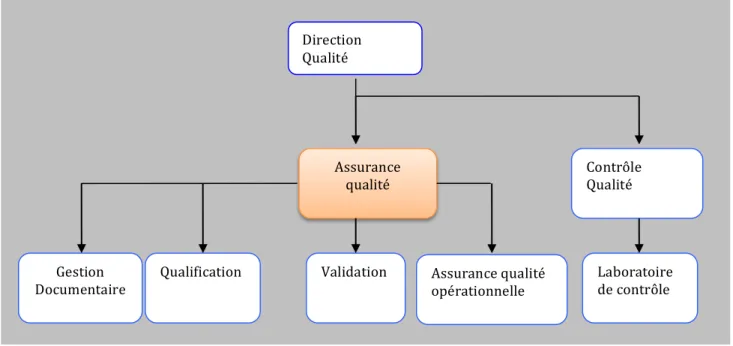
Figure 4: Organigramme d’un département qualité Direction Qualité Contrôle Qualité Assurance qualité Validation Gestion Documentaire Qualification Laboratoire de contrôle Assurance qualité opérationnelle
P a g e 25 | 90
D. MANAGEMENT DE LA QUALITE ET REVUE DE DIRECTION
On entend par management de qualité, la gestion et l’organisation des services qualités autour d’axes définis par les normes ISO et permettant d’obtenir des certifications.
1. Le management de la Qualité
La certification ISO est un gage de confiance dans les relations client sous traitant et demontre l’engagement des entreprises à satisfaire leurs clients et à fournir des produits et services conformes à leur exigences.
Le management de la qualité s’articule autour de differents axes principaux définis dans la norme ISO 9001 .
Le premier axe est l’orientation client c’est-à-dire satisfaire aux exigences des clients et s’efforcer d’aller au-delà de leurs attentes qui influencent autant la satisfaction client que l’image de la société.
Le deuxieme axe concerne le Leadership qui explique qu’à tous les niveaux, les dirigeants établissent la finalité et les orientations et créent des conditions dans lesquelles le personnel est impliqué pour atteindre les objectifs qualité de l’organisme.
Le troisième se concentre sur l’implication du personnel en exposant qu’un personnel competent, habilité et impliqué à tous les niveaux de l’organisme est essentiel pour améliorer sa capacité à créer et fournir de la valeur.
Ensuite l’ISO 9001 définit une approche processus dans le sens ou, lorsque les activités sont comprises et gérées comme des processus corrélés fonctionnant comme un système cohérent, des résultats cohérents et prévisibles sont obtenus de manière plus efficace.
Le cinquième point concerne l’amélioration continue, puisque elle est essentielle pour qu’un organisme conserve ses niveaux de performance ainsi qu’une bonne réactivité face à toute variation de contexte interne et externe tout en créant des opportunités.
Enfin, La prise de décision fondée sur des preuves peut être un processus complexe et elle comporte toujours une certaine incertitude. Elle implique souvent de multiples types et sources de données d’entrée, ainsi que leur interprétation qui peut être subjective. Il est important de comprendre les relations de cause à effet et les conséquences involontaires possibles. L’analyse des faits, des preuves et des données conduit à une plus grande objectivité et à une plus grande confiance dans la prise de décision.
Le dernier point est celui du management des relations avec les parties interessées tel que les fournisseurs par exemple. En effet Les parties intéressées ont une influence sur les performances d’un organisme. Des performances durables sont plus susceptibles d’être obtenues lorsque l’organisme gère ses relations avec toutes les parties intéressées de manière à optimiser leur impact sur ses performances. La
P a g e 26 | 90
gestion des relations avec ses réseaux de prestataires et de partenaires a une importance particulière
Une attention particulière est apportée aux points suivants : • Système documentaire
• Qualification et formation du personnel
• Conception, maintenance et utilisation des locaux et des équipements • Qualification, validation et maitrise des changements
• Gestion des fournisseurs (qualification, audits et cahiers des charges) • Gestion des déviations
• Réclamations en partenariat étroit avec nos clients
• Gestion de la vie du produit (incluant les revues Qualité produit, les propositions d’amélioration et les stabilités)
• Inspections réglementaires, audits clients et auto-inspections
• Amélioration continue par le management des actions correctives et préventives.
2. La revue de direction
« La Direction doit, à intervalles planifiés, revoir le système de management de la qualité de l'organisme pour assurer qu'il demeure pertinent, adéquat et efficace. Cette revue doit comprendre l'évaluation des opportunités d'amélioration et du besoin de modifier le système de management de la qualité, y compris la politique qualité et les objectifs qualité. »
(ISO 9001 : 2008 – chapitre 5.6)
En effet, la Direction doit réaliser des revues régulières du SMQ pour s’assurer qu’il demeure pertinent, adéquat et efficace. Ces revues s’effectuent généralement avec l’encadrement de l’entreprise, à l’occasion de réunions spécifiques qui permettent de faire un point global sur une période donnée (une à deux fois par an). L’objectif principal étant de vérifier si les actions, les dispositions mises en œuvre sur la période de référence répondent à la politique de l’organisme.
Selon les exigences de l’ISO 9001, la revue de direction doit concerner au minimum : - Les résultats d’audits
- Les retours d’informations des clients (niveau de satisfaction, besoins, attentes, réclamations, …)
- Le fonctionnement des processus et la conformité du produit (résultats des activités de surveillance et de mesure, tableau de bord, évolution des non conformités, …)
- L’état des actions correctives et préventives (bilan des actions menées : types d’actions, types de problèmes traités, origine des actions, …)
P a g e 27 | 90
- Les actions issues des précédentes RDD (état d’avancement des actions décidées lors des RDD antérieures dans la même logique que pour le suivi des réunions « classiques » : qui ? quoi ? quand ? etc.) - Les changements pouvant affecter le SMQ (bilan et analyse des
modifications apportées à l’organisation, nouveaux marchés, évolutions réglementaires et normatives, nouvelles technologies et procédés, nouveaux matériels, stratégie commerciale, évolution des moyens humains, …) La liste n’est pas exhaustive et peut être complétée.
- Les recommandations d’amélioration (émanant des collaborateurs, des auditeurs internes ou externes, ou de toute autre partie intéressée, …)
- L’évaluation des opportunités d’amélioration (résultant de l’analyse des données)
- La pertinence et l’efficacité du SMQ
La Direction et les participants de la revue doivent donc évaluer les nouveaux besoins et statuer sur la nécessité de modifier le SMQ, de faire évoluer la politique et les objectifs qualité.
Lors que les droits de propriété d’un produit sont modifiés (par exemple, par le biais d’acquisitions),
La direction doit considérer la complexité de ce changement et s’assurer que :
- Les responsabilités sont définies pour toutes les entreprises impliquées ;
- L’information nécessaire a bien été transférée.
Revue de la direction sur la performance du procédé et la qualité du produit
La revue de direction doit offrir l’assurance que la performance du procédé et la qualité du produit sont présents et maîtrisées tout au long du cycle de vie. Elle peut être envisagée sous la forme d’une série de revues faites à différents niveaux de management dès lors qu’elle intègre des processus de communication et de remontée des informations, relatives à des problématiques qualité, à la direction.
P a g e 28 | 90
Figure 5: Exemple d’application de la revue par la direction des performances du procédé et de la qualité du produit tout au long du cycle de vie du produit
Concernant la gestion des activités sous-traitées :
Le système qualité pharmaceutique (parmi lequel les responsabilités de la direction décrites au sein de cette section) s’applique au contrôle et à la revue de toutes les activités sous-traitées, ainsi qu’à la qualité des composants achetés. L’entreprise pharmaceutique doit s’assurer, du fait de sa responsabilité finale, de la mise en place des processus nécessaires au contrôle des activités sous traitées et de la qualité des composants achetés.
Ces processus doivent intégrer la question du risque qualité :
- Evaluer, avant tout externalisation d’une opération ou sélection d’un fournisseur, l’aptitude et les compétences de l’éventuel contractant à exercer l’activité ou à fournir les composants, au travers d’une chaîne de décision bien définie (par exemple, par des audits, une qualification, une évaluation du composant) ;
- Définir les responsabilités et les processus de communication pour les activités mises en jeu entre les parties impliquées. En ce qui concerne la sous-traitance, cela doit faire l’objet d’un accord écrit entre le donneur d’ordre et le sous-traitant ;
- Surveiller et examiner la performance du contractant et la qualité des composants achetés au fournisseur. Identifier et mettre en œuvre toute amélioration qui serait nécessaire ;
- S’assurer de l’origine de tous les composants et matières premières réceptionnés afin de s’assurer qu’ils proviennent d’une chaîne d’approvisionnement agréée.
Le sous-traitant peut utiliser différents moyens et outils à disposition pour s’aligner aux exigences réglementaires et garantir la qualité de ses produits.
Ainsi nous détaillerons les manières d’analyser et d’anticiper de potentiel risques qualité tout en mettant en place un système d’amélioration continue permettant de diminuer les coûts de la non qualité.
L’objectif est de proposer un service de qualité moins cher et donc plus attractif en gardant un haut niveau de satisfaction client.
P a g e 29 | 90
III. ANALYSE DE RISQUES ET GESTION DES DEVIATIONS QUALITE
Lors de la mise en place d’une ligne de production ou d’un process il convient de dérouler des analyses de risques afin d’anticiper tout problème ayant un impact sur la qualité du produit fini.
Or, il est très difficile d’anticiper tout ce qu’il peut se passer lors de la production d’un produit pharmaceutique, et de respecter en même temps les exigences règlementaires de production de la spécialité pharmaceutique.
Il faut donc mettre en place des systèmes permettant de contrôler les activités pouvant présenter un impact potentiel sur la qualité produit fini.
Les entreprises pharmaceutiques doivent planifier et exécuter un système de surveillance de la performance du procédé et de la qualité du produit, et ce, afin de s’assurer du maintien d’une phase de maîtrise. Un système efficace de surveillance fournit l’assurance de l’aptitude à fabriquer un produit de qualité attendu et permet d’identifier les secteurs pouvant faire l’objet d’amélioration continue.
A. ANALYSE DE RISQUE
1. Analyse de risques
« Le risque est inversement proportionnel à la connaissance »
Le Risque : Danger, inconvénient plus ou moins probable auquel on est exposé (Larousse).
Lors du commissioning d’une ligne de production l’assurance qualité va dérouler une analyse de risques afin d’anticiper les dysfonctionnements pouvant avoir un impact sur la qualité du produit fini, le but étant d’assurer la sécurité des installations, des produits ainsi que celle des personnes.
Toute activité organisationnelle, humaine et, de manière générale tout changement implique des risques qu’il convient de gérer et de maitriser pour assurer la pérennité d’une organisation. Mettre en place un processus de management du risque est essentiel pour faciliter la prise de décision (principe ICH Q9). Ce processus doit être appuyé par des outils d’aide à l’analyse des risques qui définiront les actions à entreprendre pour permettre l’atteinte des objectifs de l’organisme.
L’analyse de risque est donc une Méthode documentée décrivant le processus utilisé pour maitriser le risque qualité, à venir ou rétrospectivement.
P a g e 30 | 90
L’analyse de risque fait partie intégrante du système qualité du site et fait donc l’objet d’une revue périodique qui doit inclure la reconsidération des décisions prises dans le cadre d’une analyse de risque.
2. Les outils de l’analyse de risques
La maitrise d’un processus consiste à surveiller les différentes composantes contribuant à un service à forte valeur ajouté et ceci pour la satisfaction de vos clients.
Pour ce faire, il existe de nombreuses méthodes d’analyse de risque.
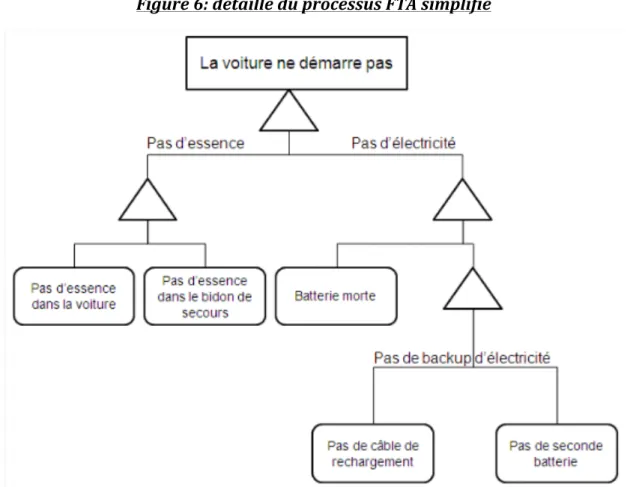
FTA : Fault Tree Analysis a.
Cette méthode d'analyse est principalement utilisée dans le domaine de l'ingénierie de la sécurité et l'ingénierie de la fiabilité pour déterminer la probabilité d'un accident ou d'un niveau de sécurité système particulier (fonctionnel) : l'échec.
Elle permet aussi de décrire de manière déductive les combinaisons possibles de choix et qui donnent lieu à une défaillance.
L’arbre des défaillances permet de creuser jusqu'à la cause racine d’une défaillance en se demandant comment la défaillance est survenue.
Figure 6: détaille du processus FTA simplifié
Une fois la cause racine identifiée, l’assurance qualité proposera des actions de remédiation pour éradiquer ou réduire la défaillance.
P a g e 31 | 90
HACCP: Hazard Analysis and Critical Control Point b.
Considéré comme un incontournable, l'HACCP est à la base de toutes les normes de sécurité des produits alimentaires. Validé par des instances scientifiques, législatives et industrielles, il a été établi à l'origine pour garantir la sécurité des aliments des astronautes américains.
Figure 7: Principe HACCP
Il permet en effet d'identifier, d'évaluer et de maîtriser les dangers qui menacent la salubrité des aliments, depuis la réception des intrants jusqu'à la distribution des produits. L'HACCP vise à atténuer voire éliminer les dangers avant qu'ils ne se réalisent, plutôt que de nettoyer les dégâts à la suite d'un incident. Cette méthode répond aux trois questions suivantes :
- Quels dangers peuvent affecter la salubrité du produit et la sécurité du consommateur?
- À quels moments ces dangers surviennent-ils? - Comment atténuer voire éliminer ces dangers?
L'HACCP s'intéresse aux 3 classes de dangers pour l'hygiène des aliments: - les dangers biologiques (virus, bactéries...)
P a g e 32 | 90
- les dangers physiques (bois, verre...).
Identifier les dangers de contamination, déterminer à quels moments ils surviennent et mettre en place les mesures pour éliminer ces dangers de manière efficace. Devenu un incontournable dans le contrôle des dangers affectant la salubrité des aliments, l'HACCP est un outil de gestion des dangers qui contribue à améliorer la compétitivité et la performance de l'entreprise. Axé sur l'adoption de bonnes pratiques, il concerne les producteurs, transformateurs, distributeurs et fournisseurs en agroalimentaire.
Cependant cet outil est à présent et très largement utilisé dans l’industrie pharmaceutique avec pour objectif l’identification et la maitrise des risques de contamination physique, chimique et microbiologique des produits de santé.
L’utilisation de cet outil est intéressant pour une évaluation des risques de contamination sur un procédé et pour mettre en évidence les points de contrôle non critiques.
AMDEC : Analyse des modes de défaillances, de leurs c.
effets et leur criticité.
AMDEC : Analyse des modes de défaillance et de criticité.
Cette méthode sert à évaluer de façon méthodique et factuelle les défauts qui pourraient apparaitre dans l’utilisation d’un moyen, un produit, ou l’application d’un processus.
En effet il s’agit d’un outil couramment utilisé en parallèle de l’analyse de risques car il permet de fiabiliser un produit ou processus.
La méthode AMDEC a pour objectif :
- d'identifier les causes et les effets de l'échec potentiel d'un procédé ou d'un moyen de production.
- d'identifier les actions pouvant éliminer (ou du moins réduire) l'échec potentiel.
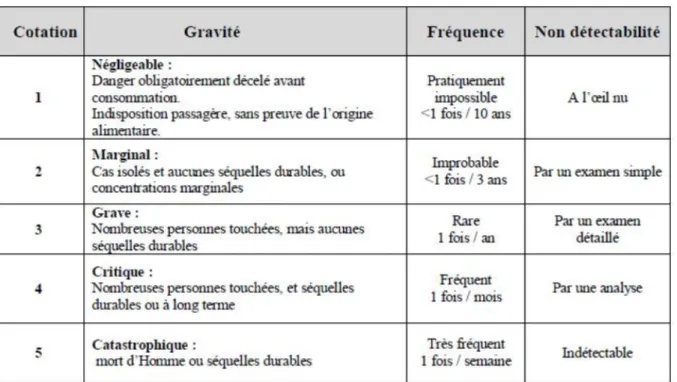
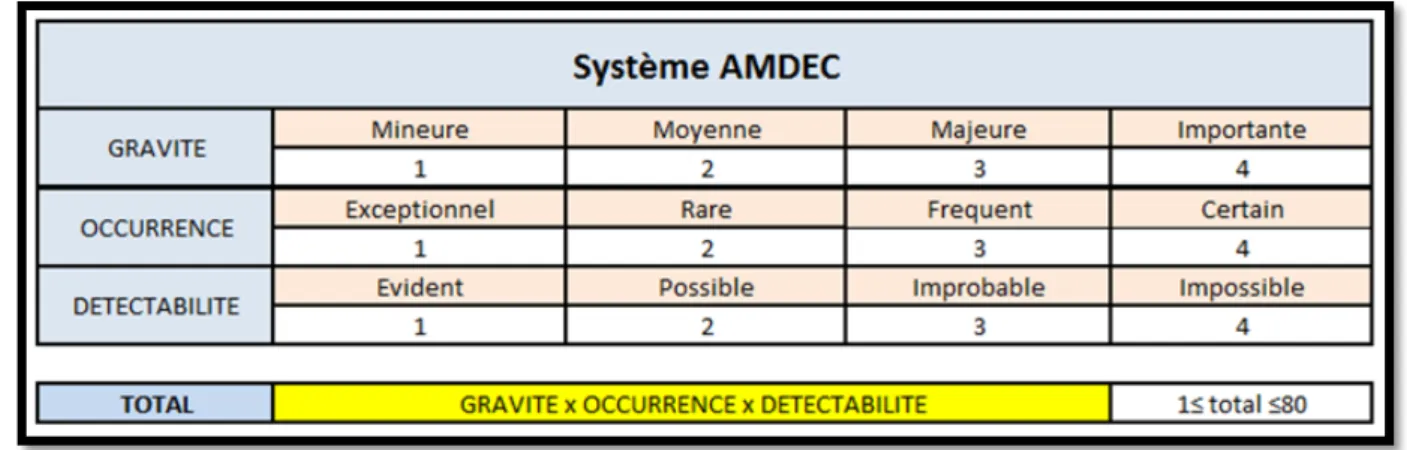
Concrètement l’AMDEC nous apporte un moyen d’attribuer une cotation de la criticité des défaillances au moyen de trois paramètres qui sont la gravité, la détectabilité et l’occurrence.
Par gravité on entend l’importance de l’effet sur la qualité du produit, la productivité, ou la sécurité.
La fréquence concerne la période à laquelle la défaillance est susceptible de se reproduire.
La détectabilité représente l’efficacité du système à détecter la défaillance. On définit la criticité par le résultat de gravité, fréquence et détectabilité.
Le service qualité définit ensuite le seuil de criticité tolérable c’est-à-dire qu’au-dessus de ce seuil une action corrective sera envisagée.
P a g e 33 | 90
La finalité de cette méthode est de mettre en place des plans d’actions préventifs visant à éliminer ou réduire les risques liés à la sécurité de l’utilisateur, à la non qualité, à la perte de productivité, à l’insatisfaction des clients.
Chaque organisme définit lui-même son échelle de cotation et la valeur de criticité à partir de laquelle des actions sont menées.
Figure 8: Exemple de cotation AMDEC
Dans cet exemple, un risque grave (coté 3), fréquent (coté 4) et indétectable (coté 5) cumulera le score de 3x4x5 soit 60.
Ce score est ensuite comparé à la valeur de criticité pour déterminer si une action doit être mise en place.
L’analyse risque est fréquemment utilisé dans l’industrie pharma et agroalimentaire pour les points concernant :
- Gestion de la documentation (revue de la réglementation applicable). - Formation
- Audits/Inspections - Product Quality Review - Change Management : - Développement :
- Gestion des équipements, locaux et utilités - Gestion des articles
P a g e 34 | 90
B. GESTION DES DEVIATIONS
1. Déviations
Définition : Ecart par rapport à une instruction approuvée ou à un standard établi.
Notification qualité a.
La notification qualité ou écart qualité correspond à une différence ou un écart entre un paramètre relevé et ses exigences définies. Cet écart présente un possible impact sur la qualité du (des) produit(s).
Comme par exemple :
- tout écart par rapport aux instructions ou aux procédures, - tout écart significatif par rapport au rendement attendu,
- tout écart dans le procédé et tous les défauts observés dans le produit, - tout résultat hors normes, non-respect des BPF/cGMP, réclamation.
Un écart qualité permet de transmettre une information qualité concernant un produit ou son environnement de production au service qualité.
P a g e 35 | 90
Il y 2 catégories de notifications qualité, celles qui pourraient avoir un impact sur la qualité du produit et celles qui ne représente pas de risque pour la qualité, sécurité du produit.
• Quality relevant (QR) ou Impact qualité= déviation=NQRTQ
Une Notification Qualité a un impact qualité possible quand on ne peut exclure avec certitude qu’elle affecte la qualité d’un produit ou son environnement de production.
• Not Quality Relevant ou Sans Impact=NQNRTQ
Une Notification Qualité n’a pas d’impact qualité quand on peut exclure avec certitude qu’elle affecte la qualité d’un produit ou son environnement de production.
Un rapport est généré pour chaque déviation (notification qualité avec impact qualité) et envoyé à l’attention client avec les autres documents de libération.
La gestion des déviations est sous l’entière responsabilité de l’Assurance Qualité. Le service décide des droits d’accès au système de prise en charge des Notification Qualité pour tous les utilisateurs et prend les décisions relatives aux demandes d’autorisation de modifications / ajouts / suppressions d’informations enregistrées dans l’application (références, déviations, enregistrements d’objets).
Tout écart est donc notifié via une notification qualité. Si la notification qualité remet en question la qualité du produit (RTQ) alors une investigation documentée est réalisée dans les 48h.
Est appelé déviation toute notification qualité ayant un impact probable sur la qualité du produit.
Tous les services au sein de l’entreprise excepté le développement sont des sources génératrices de NQs/déviations. Le service émetteur initie la NQ en décrivant le problème survenu puis effectue les investigations nécessaires à la recherche de la cause du problème. Ensuite il faut qu’il propose une classification : « d’impact qualité » ou « avec impact possible » ou « sans impact ». Dans le cas d’un impact qualité il doit suggérer des actions (correctives, immédiates, différées ou préventives) en fonction de la classification puis transmet l’information à l’assurance qualité.
Une fois la NQ reçue, l’assurance qualité participe aux investigations avec le service émetteur et confirme l’origine du problème. Il faut confirmer le statut et rédiger le rapport de déviation pour informer le client dans le cas d’une notification qualité avec « impact qualité ». Elle doit ensuite décider des actions à réaliser en accord avec l’auteur de la NQ et diffuser les actions destinées aux services concernés. L’assurance qualité doit aussi assurer le suivi des actions et déclencher des réunions de service sur les actions relatives aux NQs.
P a g e 36 | 90
2. Analyse des déviations
Michel est un opérateur travaillant en zone de production dans un laboratoire pharmaceutique. Son rôle est de filtrer un semi fabricant permettant par la suite de produire un médicament administrable par voie sous cutanée. Or lors de son opération de filtration, il remarque que le liquide à filtrer s’écoule sur le sol. Il arrête donc son opération immédiatement.
L’opérateur est ici face à un écart non planifié ayant un impact potentiel sur la qualité du produit. Toute personne qui détecte un écart, doit émettre une NQ et alerter son hiérarchique.
Michel, est un opérateur bien formé et sensibilisé à la qualité sur un site de production, il va donc initier une notification qualité.
Initiation de la déviation et amélioration a.
i. Initiation de la déviation
En effet, la première étape d’une notification qualité est la description de l’événement. Elle se doit d’être la plus exacte et exhaustive possible afin de mettre en relief le réel évènement et de minimiser les détails inutiles.
Les NQ sont rédigées par la personne qui a remarqué l’anomalie, et portent un numéro unique assurant la traçabilité documentaire.
Selon la partie 2 des BPF : « tout écart aux procédures établies doit être documenté et expliqué. Les écarts critiques doivent faire l’objet d’une enquête qui doit être documentée de même que ses conclusions. »
Lorsque la description est complète, le service qualité doit, investiguer sur l’événement afin de valider, compléter la NQ et de confirmer l'origine du problème si elle est évidente.
Une action est mise en œuvre dans l’immédiat afin de diminuer au maximum les risques potentiels lié à l’écart survenu, il s’agit de l’action de remédiation immédiate. Action immédiate: Action visant à éliminer sans délai la cause d’une non-conformité ou d’une autre situation anormale détectée.
Dans notre cas, L’action de remédiation de Michel est de couper l’arrivée de produit au filtre afin d’éviter d’aggraver la fuite.
P a g e 37 | 90
ii. Amélioration
L’initiation de la déviation est optimisée grâce à la mise en place de Template pour aider les initiateurs de déviations à assurer l’exhaustivité des informations à savoir :
-Date de détection et d’occurrence -Matériel ou Process impacté
-Actions Immédiates mise en œuvre -Evaluation de l’impact GMP
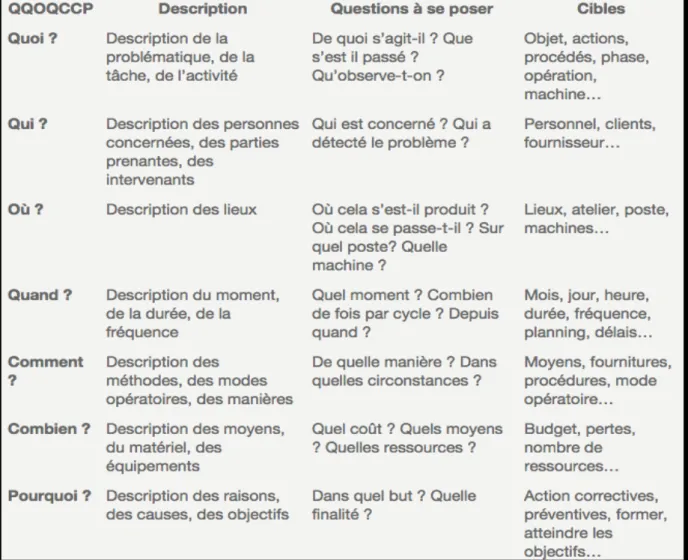
Le QQOQCCP est un outil qualité actuel le très utilisé afin d’optimiser au mieux cette étape. Cette méthode utilise une série de questions permettant de décrire au mieux l’évènement non planifié et met en avant les informations utiles. De plus elle permet d’éviter de passer à côté de certains détails pouvant avoir un impact sur le produit fini.
Les autres options consistent à améliorer l’accompagnement pour remplir la déviation.
En effet, certaines personnes, nouvellement arrivées par exemple, ne connaissent pas la méthode à utiliser ni l’attitude à avoir en cas de déviation ce qui peut générer un manque de traçabilité et une mauvaise documentation de l’évènement ainsi qu’un manque de communication etc.
Pour pallier les problèmes liés à ces différentes possibilités il est possible d’améliorer les formations telles que la présentation des BPF, des BPD, et qualité afin de sensibiliser les différentes personnes sur l’importance de remonter de façon claires les problématiques rencontrées sur le terrain.
La possibilité de faire des suivis sous forme de parrainage par exemple pour accompagner l’opérateur débutant à l’initiation des déviations. Les sensibiliser à se questionner sur l’impact probable que cet écart peut avoir au niveau du produit et comment l’éviter.
P a g e 38 | 90
Figure 10: Detail de la méthode QQOQCCP
Investigation root cause et outils qualité b.
i. Investigation root cause
En soi l’investigation consiste à reprendre les différents éléments de la description initiale du problème et à les approfondir dans le but de savoir ce qui s’est réellement passé.
Root cause (cause racine) :
Lorsque l’investigation confirme que tous les éléments sont pris en compte dans la notification qualité, il faut évaluer l’impact de cet événement sur la qualité du produit fini ou sur le process de production
En effet, le service émetteur de la NQ doit identifier la cause de l’écart, en évaluer les conséquences, proposer un statut (Impact possible / Pas d’impact), déclencher des