© Thierno Saidou Barry, 2020
Effet de l’empilement des anodes de carbone pendant la
cuisson sur leur densification et sur leur résistivité
électrique
Mémoire
Thierno Saidou Barry
Maîtrise en génie des matériaux et de la métallurgie - avec mémoire
Maître ès sciences (M. Sc.)
Effet de l’empilement des anodes de carbone
pendant la cuisson sur leur densification et sur leur
résistivité électrique
Mémoire
Thierno Saidou Barry
Sous la direction de :
ii
Résumé
De nos jours, le seul procédé industriellement applicable pour la production de l’aluminium est connu sous le nom du procédé de Hall-Héroult. Le procédé utilise essentiellement des matériaux à base de carbone comme électrodes (anode et cathode). La productivité et l’efficacité énergétique du procédé sont étroitement liées à la qualité de l’anode (uniformité et stabilité des propriétés requises).
Dans ce projet, nous avons étudié différents paramètres pouvant influencer l’uniformité des propriétés finales des anodes lors de leur cuisson principalement par la détermination de la résistivité électrique. Le processus de cuisson est la dernière étape du procédé de fabrication des anodes. Il s’agit d’une étape très critique, car c’est ici que les anodes subissent les plus importantes transformations microstructurales leur conférant les propriétés requises à leur utilisation dans le procédé de Hall-Héroult. Pendant la cuisson, les anodes sont empilées dans un four et cuites suivant des profils de température prédéfinis. Cela entraine la génération de contraintes mécaniques dans les anodes, causées par l’empilement, combinées aux transformations thermochimiques, causées par le processus de cuisson. La conséquence de ce phénomène peut mener à une anisotropie au niveau des propriétés des anodes. L’hypothèse est que lors de la cuisson, les anodes supérieures peuvent générer des pressions externes sur les anodes inférieures, provoquant ainsi le réarrangement des particules de coke dans la structure interne de l’anode. Ce changement pourrait mener à la réduction de la distance entre les particules affectant possiblement la résistivité électrique.
Dans ce travail, la variation de la résistivité électrique d’une série d'anodes industrielles en fonction de leur position dans les fours de cuisson a été examinée dans un premier temps. Ensuite, à travers des travaux expérimentaux, menés en laboratoire, des échantillons d'anodes ont été fabriqués et cuits sous différentes pressions externes. Enfin, leur résistivité électrique a été déterminée afin d’établir une relation entre la force mécanique appliquée et la résistivité électrique.
iii
Abstract
Nowadays, the only industrially applicable process to produce aluminum is known as the Hall-Héroult process. The process essentially uses carbon-based materials as electrodes (anodes and cathodes). The productivity and energy efficiency of the process is closely linked to the quality of the anodes (uniformity and properties variations).
In this project, we studied different parameters that could influence the uniformity of the anode final properties by mainly determining their electrical resistivity. The baking process is the last step in the anode manufacturing process. This is a very critical step while the anodes undergo the most significant microstructural transformations giving them the properties required for their use in the Hall-Héroult process. During baking, the anodes are stacked in the furnace and baked according to predefined temperature profiles leading to the generation of mechanical stresses, due to stacking, combined with thermochemical transformations, due to the baking process. The consequence of this phenomena can lead to anisotropy in terms of anode internal properties. The hypothesis is that during baking, the upper anodes can exert an external pressure on the lower anodes, thus causing the rearrangement of the coke particles in the internal structure of the anode. This change could lead to a reduction in the distance between particles, possibly affecting the electrical resistivity.
In this work, the variations in the electrical resistivity of a series of industrial anodes as a function of their position in the baking furnace were first examined. Then, through experimental work carried out in the laboratory, anode samples were fabricated and baked under different external pressures. Finally, their electrical resistivity was determined to establish a relationship between the applied mechanical force and the electrical resistivity.
iv
Table des matières
1.
Résumé ... ii
Abstract ... iii
Table des matières ... iv
Liste des tableaux ... vii
Remerciements ... xii
Introduction ... 1
0.1 Production de l’aluminium ... 1
0.2 Procédés de production de l’aluminium ... 2
0.2.1 Procédé de Bayer ... 2
0.2.2 Procédé de Hall-Héroult ... 3
0.2.3 Structure et fonctionnement du procédé de Hall-Héroult ... 4
0.2.4 Efficacité énergétique du procédé de Hall-Héroult ... 5
0.3 Anode de carbone en industrie ... 6
0.3.1 Composition massique et microstructure ... 6
0.3.2 Processus de fabrication ... 7
0.3.3 Pré-classification de coke de pétrole calciné et mégots d’anodes ... 8
0.3.4 Mélange de la pâte d’anode ... 9
0.3.5 Mise en forme de la pâte d’anode ... 10
0.3.6 Cuisson des anodes ... 13
0.3.7 Structure des fours de cuisson ... 13
0.3.8 Rampe de cuisson ... 14
0.4 Problématique ... 15
Chapitre 1 : Revue de littérature ... 17
1.1 Propriétés physicochimiques de l’anode pendant la cuisson ... 17
1.1.1 Effet du traitement thermique... 18
1.1.2 Effet du mécanisme de pyrolyse du brai de goudron ... 19
1.1.3 Changement massique et volumétrique ... 20
1.1.4 Évolution des propriétés mécaniques lors de la cuisson ... 21
1.2 Résistivité électrique ... 24
1.2.1 Matériaux composites ... 24
v
1.2.3 Lit d’agrégats de coke ... 27
1.2.4 Relation entre la résistivité électrique et la force mécanique appliquée ... 28
1.3 Formulation de l’hypothèse ... 29
1.4 Objectifs du projet ... 30
1.5 Originalité du projet ... 31
Chapitre 2 : Matériaux et méthodes ... 32
2.1 Généralité ... 32
2.2 Partie 1 : Résistivité électrique des anodes industrielles ... 32
2.2.1 Méthode utilisant une sonde à quatre points ... 32
2.2.2 Méthode de Van der Pauw ... 36
2.2.3 Méthode de carottage et de coupe ... 38
2.2.4 Méthode de détermination de la densité apparente des carottes ... 39
2.3 Partie 2 : Échantillons d’anodes fabriqués au laboratoire ... 40
2.3.1 Préparation des matériaux de base ... 40
2.3.2 Mélange des matières premières ... 42
2.3.3 Processus de mise en forme de la pâte d’anode ... 43
2.3.4 Processus de cuisson ... 44
2.3.5 Méthode de cuisson utilisée ... 46
2.3.6 Description du four de cuisson et de la rampe de cuisson ... 47
2.3.7 Détermination de la résistivité électrique des échantillons ... 47
Chapitre 3 : Résultats et discussions sur les blocs d’anodes ... 49
3.1 Généralité ... 49
3.2 Résistivité électrique des blocs d’anode entier ... 49
3.2.1 Effet du processus de mise sur la résistivité électrique (différence des vibros) ... 49
3.2.2 Effet de l’empilement sur la résistivité électrique ... 51
3.2.3 Effet de l’empilement en fonction de la direction des mesures ... 53
3.2.4 Résistivité électrique en fonction de l'emplacement des tourillons ... 55
3.2.5 Résistivité électrique en fonction de la localisation des points mesurés ... 58
3.3 Échantillons d’anodes carottés ... 60
3.3.1 Résistivité électrique par rapport à la position des anodes dans le four ... 60
3.3.2 Densité cuite des carottes par rapport à la position des blocs d’anodes ... 61
3.4 Conclusion partielle... 63
Chapitre 4 : Résultats et discussion sur les échantillons fabriqués et cuits au laboratoire ... 65
vi
4.2 Caractéristique des échantillons avant et après cuisson ... 65
4.2.1 Pertes de hauteur, de diamètre et du volume des échantillons après la cuisson ... 66
4.2.2 Perte de masse et de densité des échantillons après la cuisson ... 69
4.2.3 Résistivité électrique des échantillons en fonction de la pression appliquée ... 71
4.3 Conclusion partielle... 72
Conclusion générale et recommandation ... 74
5.1 Conclusion ... 74
5.2 Recommandations ... 76
vii
Liste des tableaux
Tableau 0-1: Réactions de dissolution de l’alumine pendant l’électrolyse [14]. ... 5
Tableau 0-2: Performance du procédé de Hall-Héroult au fil des années [18]. ... 6
Tableau 0-3: Propriétés des anodes souhaitées pour la production de l’aluminium [28]. ... 8
Tableau 0-4: Distribution granulométrique pour la fabrication d’anode industrielle [29]. ... 9
Tableau 1-1: Changement des propriétés physicochimiques des anodes [38]. ... 17
Tableau 1-2: Effet de la température sur les propriétés mécaniques des échantillons d’anodes [49]. ... 22
Tableau 1-3: Variation de la résistivité électrique normalisée d’un lit de particules de coke en fonction du nombre de contacts, de la surface de contact par unité de volume et de la pression appliquée [57]. ... 29
Tableau 2-1: Nombre total de mesures en fonction de la position des anodes dans le four. ... 36
Tableau 2-2 : Distribution granulométrique et massique de la pâte d’anode [49]. ... 42
Tableau 2-3 : Propriétés et dimensions de l’acier utilisé pour appliquer une pression de 50 kPa. .. 46
Tableau 3-1: Résistivité électrique des anodes en fonction des vibro-compacteurs. ... 50
Tableau 3-2: Résistivité électrique des anodes en fonction de leur position dans les fours de cuisson et des vibro-compacteurs. ... 52
Tableau 3-3: Résistivité électrique des anodes en fonction de la direction des mesures et en fonction de leur position dans le four. ... 54
Tableau 3-4: Nombre de mesures en fonction de la position des anodes dans le four et de leurs tourillons. ... 57
Tableau 3-5: Nombre de mesures en fonction de la localisation des points mesurés sur les anodes et de leurs positions dans le four. ... 59
Tableau 3-6: Nombre total des mesures en fonction des échantillons carottés et en fonction de la position des anodes dans le four. ... 61
Tableau 3-7: Densité apparente des carottes obtenue avec la méthode géométrique et d’Archimède. ... 62
Tableau 4-1: Caractéristique des échantillons avant et après cuisson. ... 66
Tableau 4-2: Valeurs des pertes de diamètre, de hauteur, de volume et des valeurs de P. ... 67
Tableau 4-3: Valeurs des pertes de masse, de densité et des valeurs de P. ... 70
viii
Liste des figures
Figure 0-1 : Procédé Bayer pour extraire de l’alumine à partir du minerai de bauxite (adaptée de [9]).
... 3
Figure 0-2 : Cuve d’électrolyse de Hall-Héroult pour la production de l’aluminium (adaptée de [13]). ... 4
Figure 0-3 : Structure microscopique d’une anode de carbone (adaptée de [26]). ... 7
Figure 0-4 : Processus général de la fabrication de l'anode en carbone (Adaptée de [13]). ... 7
Figure 0-5 : Mécanisme d’interaction entre le brai et les agrégats de coke(Adaptée de [27]). ... 9
Figure 0-6 : Position des échantillons carottés dans l’anode (adaptée de [33]). ... 11
Figure 0-7 : Variation de la résistivité électrique entre des anodes fabriquées par deux procédés de mise en forme différents (a) et entre des anodes fabriquées par un même procédé de mise en forme (b)(adaptée de [35]). ... 12
Figure 0-8 : Vue de four de cuisson (a) et de l’empilement des anodes à l’intérieur du four couvert de coke de garnissage (b)[41]. ... 14
Figure 0-9 : Rampe de cuisson typique utilisée dans les fours industriels (open top ring furnaces) (Adaptée de [43]). ... 15
Figure 0-10 : Illustration visuelle d’un four de cuisson d’anodes: a) représente les alvéoles du four et b) l’empilement des anodes dans les alvéoles avec les pressions qui s’y appliques. La pression P1 est plus grande que la pression P2. ... 16
Figure 1-1 : Effet du taux de chauffage sur la variation de la résistivité électrique spécifique (a) et de la résistance à la flexion (b) des anodes cuites (adaptées de [37]). ... 18
Figure 1-2 : Effet de la température de cuisson finale sur la conductivité thermique (a); réactivité au CO2 (b) et à l’air (c) des anodes cuites (adaptées de [37]). ... 19
Figure 1-3 : Évolution de la température en fonction du taux de chauffage sur la pyrolyse du brai (adaptées de [46]). ... 20
Figure 1-4 : Évolution de la température en fonction de la perte de masse (a) et du changement volumétrique des échantillons d’anodes (adaptée de [47] et de [48]). ... 21
Figure 1-5 : Variation de la résistance ultime à la compression uniaxiale de l’anode de carbone, mesurée à température ambiante (TA) et à haute température, en fonction de la température de cuisson; (adaptée de [50]). ... 23
Figure 1-6 : Variation du module d’Young de l’anode de carbone, déterminé à température ambiante (TA) et à haute température, en fonction de la température de cuisson; (adaptée de [50]). ... 23
Figure 1-7 : Variation du coefficient de Poisson de l’anode de carbone, déterminé à température ambiante (TA) et à haute température, en fonction de la température de cuisson (adaptée de [50]). 24 Figure 1-8: Illustration de la résistivité électrique d’un lit de particules cubiques en fonction de la résistance de contact entre les particules (Rc) et la résistance du matériau d’une particule (Rm); (adaptée de [53]). ... 25
Figure 1-9 : Corrélation entre la résistivité électrique, la distance interparticulaire et l’épaisseur de brai à partir de l’analyse d’image (adaptée de [55]). ... 26
Figure 1-10 : Comparaison du nombre de contacts entre deux échantillons avec des concentrations de particules fines différentes. L’échantillon à gauche avait trois fois de fine que celui à droite (adaptée de [25]). ... 27
Figure 1-11: Résistance électrique spécifique de coke de charbon en fonction de la pression mécanique appliquée; (adaptée de [58]). ... 29
ix
Figure 1-12 : Schématisation de l’hypothèse du projet en fonction de la position des anodes dans les
alvéoles d’un four de cuisson industrielle. ... 30
Figure 2-1 : Schéma représentatif de la sonde à quatre points utilisés pour la détermination de la résistivité électrique. ... 33
Figure 2-2: Représentation descriptive de la localisation des mesures sur une face de l’anode : a) direction verticale et b) direction horizontale. P représente la localisation des points où les mesures ont été effectuées. ... 35
Figure 2-3: Position des anodes dans le four de cuisson. ... 36
Figure 2-4: Montage expérimental de Van der Pauw (adaptée de [62]). ... 37
Figure 2-5 : Localisation des échantillons carottés sur un bloc d’anode. ... 38
Figure 2-6: Procédure de carottage et de coupe des échantillons pour la méthode de Van der Pauw et photo de la scie utilisée. ... 39
Figure 2-7 : Méthode géométrique pour déterminer la densité apparente des carottes. ... 39
Figure 2-8: Instruments utilisés pour la classification et l’analyse granulométrique des particules de cokes. ... 41
Figure 2-9: Processus complet de la préparation des particules de cokes. ... 41
Figure 2-10 : Four, bol et malaxeur utilisés pour mélanger le coke avec le brai. ... 43
Figure 2-11 : Système de compaction utilisé pour la mise en forme des échantillons d’anodes : a) Vue d’ensemble et b) identification des constituants. ... 44
Figure 2-12: Position des anodes dans le four (a) et (b) masse et surface considérées pour calculer les pressions appliquées. ... 45
Figure 2-13: Méthode de cuisson des anodes... 47
Figure 2-14: Rampe de cuisson et four PYRADIA utilisés pour la cuisson des anodes [13, 27]. ... 47
Figure 2-15 : Montage quatre points pour mesurer la résistivité électrique. ... 48
Figure 3-1: Résistance et résistivité électrique des anodes par rapport aux vibro-compacteurs V1 et V2. ... 50
Figure 3-2 : Résistivité électrique des anodes selon leur position dans le four. Bleu : Anodes situées en haut du four (AH) ; Orange : Anodes situées au milieu du four (AM) ; Mauve : Anodes situées en bas du four (AB). ... 53
Figure 3-3: Résistivité électrique des anodes en fonction de la direction des mesures et en fonction de leur position dans le four : a) résistance électrique et b) résistivité électrique. Bleu : Anodes situées en haut du four (AH) ; Orange : Anodes situées au milieu du four (AM) ; Mauve : Anodes situées en bas du four (AB). ... 55
Figure 3-4 : Illustration schématique des localisations considérées en fonction de la localisation des tourillons dans les anodes. ... 56
Figure 3-5: Résistivité électrique des blocs d'anodes en fonction de la localisation des tourillons dans l’anode et de la position des anodes dans le four. Bleu : Anodes situées en haut du four (AH) ; Orange : Anodes situées au milieu du four (AM) ; Mauve : Anodes situées en bas du four (AB). ... 58
Figure 3-6 : Illustration de schématique des localisations considérées en fonction de la position des points mesurés sur une anode. ... 58
Figure 3-7 : Résistivité électrique des anodes en fonction de la localisation des points mesurés et de la position des anodes dans le four. Bleu : Anodes situées en haut du four (AH) ; Orange : Anodes situées au milieu du four (AM) ; Mauve : Anodes situées en bas du four (AB). ... 60
Figure 3-8 : Résistivité électrique des blocs d’anodes en fonction de leur position dans le four. Bleu : Anodes situées en haut du four (AH) ; Orange : Anodes situées au milieu du four (AM) ; Mauve : Anodes situées en bas du four (AB). ... 61
x
Figure 3-9: Densité apparente cuite des carottes en fonction de la position des blocs d’anodes dans
le four : a) méthode géométrique et b) méthode d’Archimède. Bleu : Anodes situées en haut du four (AH) ; Orange : Anodes situées au milieu du four (AM) ; Mauve : Anodes situées en bas du four (AB)... 63
Figure 4-1 : Effet de la pression sur les pertes de hauteur (a), de diamètre (b) et de volume (c) des
échantillons d’anode cuits. ... 68
Figure 4-2: Effet de la pression appliquée sur les pertes de densité (a) et de masse (b) des échantillons
cuits. ... 70
xi
xii
Remerciements
Tout d’abord, je voudrais adresser mes sincères remerciements à mes parents et à ma femme pour leur soutien moral, encouragements, fidélité et compréhension qu’ils ont eus à mon égard. Je m’estime très heureux de me sentir toujours près de vous malgré la distance. Je profite aussi pour remercier très chaleureusement le Professeur Houshang Alamdari pour m’avoir accepté dans son groupe de recherche en me confiant ce projet de maitrise. Sa générosité, sa technique d’encadrement, son appui financier et moral sont les bases de ma réussite. Dans le même ordre, je remercie profondément Donald Picard, Guillaume Gauvin, Hugues Ferland et Hicham Chaouki. Leur personnalité, leur qualité d’analyse, leur disponibilité et leur écoute ont joué un rôle très important sur la réussite de ce travail. Mes remerciements vont aussi au Professeur Mario Fafard et au Professeur Carl Duchesne pour leurs disponibilités et conseils tout au long de ce projet. De plus, je remercie Donald Ziegler, Julien-Lauzon Gauthier, Jayson Tessier et Ryan Soncini d’Alcoa pour leur collaboration, leur conseil, leur soutien technique et matériel.
Par ailleurs, je remercie Alcoa, le Conseil de recherches en sciences naturelles et en génie du Canada (CRSNG), Mitacs-Accélaration et le Centre de recherche sur l’aluminium−REGAL pour leur soutien financier dans le cadre du programme de recherche et de développement R&D-Anode et de la chaire de recherche industrielle (MACE3). Je remercie aussi l’Université Laval pour m’avoir admis et pour la bourse d’excellence qui m’a été octroyée dans le cadre de mes études graduées. Cela a été un grand plaisir pour moi de venir étudier au Canada. Finalement, je tiens à remercier très profondément Geoffroy Rouget, Asem Hussein, Anwar Baiteche, Zahraa Kansoun, Roozbeh Mollaabbasi, Mounir Baiteche, Daniel De Araujo Costa Rodrigues, Adéline Paris, Denis Mutel, Keven Turgeon, Tohid Naseri, Cyrus Talebpour et tout(e)s mes collègue(e)s du département de génie des mines, de la métallurgie et des matériaux pour leur disponibilité, aide, amitié, encouragements et respect que nous avons partagés ensemble. Vos personnalités me tiennent à cœur. À cette même occasion, je veux remercier aussi très sincèrement Vicky Dodier, Andrée Lord et
xiii
Nathalie Moisan pour leur aide et disponibilité que cela soit au secrétariat ou dans les laboratoires du département.
1
Introduction
0.1
Production de l’aluminium
L’aluminium (Al) est le métal le plus abondant de l’écorce terrestre et le troisième élément après l’oxygène et le silicium. Il représente en moyenne 8 % de la masse des matériaux de la surface solide de la planète. Malgré son abondance dans la croûte terrestre c’est seulement après les découvertes successives du procédé de Hall-Héroult en 1886 et du procédé de Bayer en 1887 que la production industrielle de l’aluminium a connu des développements majeurs. Ces découvertes, accompagnées par l’exploration et la mise en valeur d’importantes ressources de minerai d’aluminium connu sous le nom de bauxite en Afrique de l’Ouest et en Australie, révolutionnèrent l’industrie de l’aluminium [1]. Aujourd’hui, l’aluminium est produit dans beaucoup de pays industrialisés. La Chine, la Russie, le Canada, l’Inde et les Émirats Arabes Unies sont les plus grands producteurs [2]. En 2018, la production mondiale de l’aluminium primaire était de 60 Mt, soit presque le double de la production de 2008 [3].
Les propriétés distinctives de l’aluminium à savoir la faible densité, la malléabilité, la résistance à la corrosion atmosphérique, la bonne conductibilité électrique et l’abondance naturelle font de lui le métal non-ferreux le plus utilisé dans le monde [4]. C’est un métal versatile avec un cycle de recyclabilité presque illimité, lui conférant ainsi une position avantageuse au niveau du développement durable. Aujourd’hui, ce métal est utilisé presque dans tous les secteurs de notre vie au quotidien notamment dans les secteurs de construction (33 %), du transport (28 %), de l’électricité (18 %), de la machinerie (10 %), des biens de consommation durables (4 %), de l’emballage (2 %) et autres (5 %) [5].
2
0.2
Procédés de production de l’aluminium
L’aluminium à cause de sa nature très réactive n’existe pas à l’état naturel. On le retrouve généralement combiné dans des minéraux sous forme d’oxyde (sous forme d’alumine dans la bauxite) ou de silicates (dans les argiles) [6]. Pour extraire de l’aluminium à partir de ces minerais, plusieurs procédés ont été développés [7]. Parmi ces procédés, seuls deux procédés sont industriellement applicables. Ce sont, le procédé de Bayer qui permet de produire de l’alumine (Al2O3) à partir de la bauxite (principalement composé d’alumine, de
silice, d’oxydes de fer et de dioxydes de titane) et le procédé de Hall-Héroult qui permet ensuite d’extraire l’aluminium de l’alumine.
0.2.1 Procédé de Bayer
Le procédé de Bayer est un procédé hydrométallurgique qui consiste à dissoudre de l’alumine contenue dans la bauxite préalablement concassée, broyée et classifiée, dans une solution de soude caustique par digestion à des températures allant jusqu’à 270 °C dépendamment de la technologie [8]. Au cours du procédé, le minerai de bauxite est attaqué par une solution de soude caustique pour former un composé complexe d’aluminate de sodium et de la boue rouge. La formation de la boue rouge est due à la présence des oxydes insolubles comme les oxydes de fer et les silicates dans la composition chimique de la bauxite. Pour séparer l’aluminate de sodium de la boue rouge, un procédé de décantation est appliqué. Après cette étape, la solution est séparée et l’aluminate de sodium est précipité jusqu’à l’obtention de trihydrate d’alumine qui sera par la suite filtré.
Un processus d’évaporation est utilisé pour récupérer la soude caustique restante. L’étape suivante du procédé de Bayer est la calcination. Cette étape est réalisée à de très hautes températures (1200 – 1300 °C) pour évaporer l’eau et transformer le trihydrate d’aluminium en un produit final qui est l’alumine [8]. Un diagramme simplifié du procédé de Bayer est présenté à la Figure 0-1.
3
Figure 0-1 : Procédé Bayer pour extraire de l’alumine à partir du minerai de bauxite (adaptée de [9]).
0.2.2 Procédé de Hall-Héroult
Le procédé de Hall – Héroult a été inventé par Charles Martin Hall aux États-Unis et de Paul Louis Toussaint Héroult en France. Ils produisirent individuellement et simultanément en 1886 de l’aluminium pur par un procédé d’électrolyse contenu dans une cellule d’électrolyse. Ils réalisèrent l’électrolyse de l’aluminium par le passage d’un courant électrique à travers des électrodes à base de carbone submergées dans un bain d’électrolyte fondu, composé essentiellement d’alumine et de cryolite à une température de 960 °C [10]. Aujourd’hui, le procédé a plus de 130 ans d’existence et reste industriellement le seul procédé économique pour la production d’aluminium à partir de l’alumine [11].
4
0.2.3 Structure et fonctionnement du procédé de Hall-Héroult
L’électrolyse de l’aluminium par le procédé de Hall-Héroult est un exemple typique du concept d’une cellule électrochimique. La cellule d’électrolyse est constituée essentiellement d’un caisson en acier, d’anodes en carbone (anode de Søderberg cuite en continu ou anode précuite), d’un électrolyte (cryolite fondue), d’un bain d’aluminium liquide, d’un caisson en acier revêtu récipient revêtu de carbone (cathode) pour contenir le métal et l’électrolyte, et d’un système de collecte de gaz pour empêcher les vapeurs de la cellule de s’échapper dans l’atmosphère (voir Figure 0-2) [12].
L’électrolyse y est réalisée à l’aide de cathodes de carbone, placées dans la partie inférieure du caisson, et d’anodes partiellement immergées dans la cryolite. Les anodes sont connectées par des barres conductrices de courant. Un courant continu d’une intensité de 200 kA à plus de 500 kA (dépendamment des technologies) est appliqué et une densité de courant à la cathode variant autour de 0,7 A/cm2 circule dans chaque cellule. L'anode et le bain métallique étant séparés d'environ de 4 cm; la cellule fonctionne de manière que la paroi latérale en carbone soit protégée par une couche de cryolite gelée et que la surface supérieure du bain soit normalement recouverte d’une croûte d’alumine [12].
Figure 0-2 : Cuve d’électrolyse de Hall-Héroult pour la production de l’aluminium (adaptée de [13]).
5
L’anode, le bain d’électrolyte et la cathode étant connectés en série, le courant électrique entre dans la cuve à partir des anodes pour alimenter tout le système et sort à la cathode. Le mécanisme de dissolution s’explique par les réactions des ions positifs avec la cathode pour former un produit réduit et les électrons d’ions négatifs réagissent avec l’anode pour former un produit oxydé. Les réactions de dissolution de l’alumine pendant l’électrolyse sont présentées dans le Tableau 0-1.
Tableau 0-1: Réactions de dissolution de l’alumine pendant l’électrolyse [14].
Réactions Mécanismes No
Cathode Al(bain)3+ + 3e− → Al
(liquide) (1)
Anode C + 2O2− → CO
2+ 4e− (2)
Complète Al2O3 (solide)+ 3C(solide)→ 2Al(liquide)+ 3CO2(gaz) (3)
Cependant, la dissolution de l’alumine dans le bain de cryolite est un processus complexe. Ce processus est généralement caractérisé par un mélange de divers types d'entités ioniques, allant de simples cations alcalins à de gros ions fluoroaluminates et oxyfluoro-aluminates [14]. Selon Haverkamp et Welch [15] la structure de cryolite-alumine dans le bain d’électrolyte a un ratio de cryolite (NaF/AlF3) de 2,4 avec 5 % de CaF et les espèces
prédominantes d’alumine dissoutes sont Al2O2F62− et Al2O2F42− en quantités approximativement égales.
0.2.4 Efficacité énergétique du procédé de Hall-Héroult
Bien que la production mondiale de l’aluminium soit en croissance continue, les défis majeurs de l’industrie sont de réduire ses émissions de gaz à effet de serre et sa consommation élevée d’énergie, notamment pendant l’électrolyse de l’aluminium. En 2007, Worrell et al. [16] classaient l’industrie de l’aluminium comme la deuxième industrie qui consomme plus d’énergie à l’échelle mondiale. Les alumineries émettent 5 – 20 tonnes de CO2 [17] et
consomme 70,6 GJ d’énergie par tonne d’aluminium produite dont 49,0 GJ sont liés directement au procédé de Hall-Héroult [16]. Ce dernier est le procédé qui consomme plus d’énergie dans tout le processus de production de l’aluminium. Depuis le début de son application dans l’industrie en 1914, plusieurs inventions ont été adoptées pour réduire cette
6
consommation d’énergie (voir [18]). Ces inventions ont abouti à une diminution considérable de la consommation d’énergie spécifique avec une augmentation de la quantité d’aluminium produite (Tableau 0-2).
Tableau 0-2: Performance du procédé de Hall-Héroult au fil des années [18].
Année Intensité du courant (kA) kg Al/jour Efficacité énergétique (%) Volt/cuve DC kWh/kg Al 1914 10 59 73,3 8,00 32,53 2000 300 2308 95,6 4,20 13,10
Par ailleurs, même si ce succès a joué un rôle important sur l’amélioration de la performance du procédé, il reste jusqu’à présent un procédé très énergivore. Pour évaluer l’efficacité énergétique du procédé de Hall-Héroult, l’une des propriétés importantes à connaître est la résistivité électrique de l’anode de carbone utilisée. Selon Mannweiler et Keller [19], l’anode est l’un des composants les plus critiques de la technologie de réduction de l’aluminium.
0.3
Anode de carbone en industrie
0.3.1 Composition massique et microstructure
L’anode de carbone est principalement constituée de particules de coke de pétrole calcinées, de mégots d’anodes recyclés et de brai de goudron cokéfié. En industrie, les anodes sont constituées approximativement de 65 % de coke de pétrole calciné, 20 % de mégots d’anodes recyclés et 15 % de brai de goudron [20]. Les cokes de pétrole calcinés et les mégots d’anodes recyclés représentent la concentration de carbone dans le matériau. Ils sont répartis en trois fractions granulométriques (grosse, moyenne et fines) tandis que le brai de goudron sert de liant pour former la matrice liante [21]. Plusieurs chercheurs, compte tenu de la composition massique et du mécanisme d’interaction entre le brai et le coke, considèrent l’anode comme un matériau granulaire composite poreux et diphasique dont une phase dispersée (agrégats) et une phase continue (matrice liante) [22-25]. Un schéma de la structure microscopique d’une anode est représenté à la Figure 0-3.
7
Figure 0-3 : Structure microscopique d’une anode de carbone (adaptée de [26]). 0.3.2 Processus de fabrication
Le processus de fabrication des anodes est constitué de quatre étapes principales. Ces étapes sont : (1) la pré-classification des particules de coke de pétrole calciné et des mégots d’anodes; (2) le préchauffage et le mélange des particules de coke avec le brai pour obtenir la pâte d’anode; (3) la mise en forme de la pâte par vibro-compaction ou par compaction et (4) la cuisson (Figure 0-4). Chacune de ces étapes joue un rôle important sur l’obtention d’anode de haute qualité conforme aux exigences du procédé de Hall-Héroult [27]. Les propriétés ciblées des anodes sont présentées dans le Tableau 0-3.
8
Tableau 0-3: Propriétés des anodes souhaitées pour la production de l’aluminium [28].
Propriété de l’anode Unité Valeur typique Écart type typique Méthode ou norme Masse volumique verte g/cm 3 1,55 – 1,65 0,03 Dimensionnement Masse volumique cuite g/cm 3 1,50 – 1,60 0,03 ISO N 838
Perte de masse après
cuisson % 4,5 – 6,0 0,05 Dimensionnement
Résistivité électrique
spécifique Ωµm 50 – 60 5 ISO N 752
Perméabilité à l’air nPm 0,5 – 2,0 1,5 RDC 145
Résistance à la
compression MPa 40 – 50 8 DIN 51910
Résistance à la
flexion MPa 8 – 14 4 ISO N 848
Module d’élasticité
statique GPa 3,5 – 5,5 1 RDC 150
Module d’élasticité
dynamique GPa 6 – 10 2 Analyse modale
Coefficient d’expansion thermique 10-6/K 3,7 – 4,5 0,5 RDC 158 Énergie de rupture J/m2 250 - 350 100 RDC 148 Conductivité thermique W/mK 3,0 – 4,5 1,0 ISO N 813
0.3.3 Pré-classification de coke de pétrole calciné et mégots d’anodes
Le coke de pétrole est un sous-produit des raffineries de pétrole et est obtenu par décomposition thermique et polymérisation de résidus de distillation du pétrole brut [28]. Quant aux mégots d’anodes, ils sont obtenus par recyclage des résidus d’anodes non consommés pendant le procédé d’électrolyse [27]. Le coke de pétrole et les mégots ne peuvent pas être utilisés directement dans le processus de fabrication. Un processus de pré-classification est nécessaire. Ce processus implique le concassage et le tamisage des particules afin d’obtenir la distribution granulométrique souhaitée. Un exemple de distribution granulométrique pour la fabrication typique d’anodes est présenté dans le Tableau 0-4.
9
Tableau 0-4: Distribution granulométrique pour la fabrication d’anode industrielle [29]. Agrégats secs Tailles des particules
(US Mesh) Tailles des particules (mm) Coke calciné Grossière − 1 4⁄ 𝑖𝑛 + 28 −6,35 + 711,2 Intermédiaire −28 + 100 −711,2 + 2540 Fine −100 −2540 Mégots d’anode 𝑚𝑎𝑥 1 𝑖𝑛 max 25,4
0.3.4 Mélange de la pâte d’anode
Le mélange est l’étape qui succède le processus de classification. Dans cette étape, les particules de coke et les mégots sont mélangés avec le brai de goudron dans des malaxeurs. Le brai est un polymère à base d’hydrocarbures aromatiques d’une allure solide à température ambiante et liquide à des températures supérieures à son point de ramollissement [30, 31]. Les particules doivent être préalablement préchauffées à des températures supérieures au point de ramollissement du brai (110 °C – 115 °C) pour éviter son durcissement [29].
Le brai joue un rôle important dans la fabrication des anodes. Son rôle est d'agir comme matrice liante entre les agrégats de cokes pour créer une liaison solide entre eux, mais aussi permet de réduire la porosité des agrégats en pénétrant dans leurs pores pendant le mélange [27]. Le mécanisme d’interaction entre le brai et les agrégats est présenté à la Figure 0-5.
Figure 0-5 : Mécanisme d’interaction entre le brai et les agrégats de coke(Adaptée de [27]).
10
Pour obtenir une telle interaction, le mélange doit être réalisé à une température supérieure au point de ramollissement du brai. Généralement, cette température doit être contenue dans la plage allant de 155 °C à 180 °C [29]. À cette température l’interaction entre le brai et les agrégats est beaucoup plus efficace [32]. D’autres paramètres importants tels que la concentration du brai et le temps de mélange influencent la qualité des anodes. Lorsque la concentration de brai est faible, les anodes possèdent des propriétés mécaniques insuffisantes conduisant à une défaillance de l’anode dans les cuves et une résistivité électrique élevée en raison d’un mauvais contact entre les particules de cokes [29]. Lorsque la concentration de brai est élevée, ceci entraîne une perte de masse élevée, du rétrécissement et la formation de fissures pendant la cuisson en raison de la libération des composés volatils contenus dans le brai. Cela peut également causer le collage des matériaux de garnissage sur les anodes pendant la cuisson et la déformation des tourillons [29].
L’effet du temps et de la température du mélange sur les propriétés des échantillons d’anodes fabriqués en laboratoire obtenues à partir de recettes et d’un mélangeur différents de ceux utilisés en usine a été investigué par Azari [27]. Selon l’auteur, pour les intervalles de temps et de température investigués, les meilleures conditions de mélange du brai avec les particules de cokes étaient de 10 min et de 178 °C, respectivement.
0.3.5 Mise en forme de la pâte d’anode
La mise en forme de l’anode consiste à effectuer un processus de compaction ou de vibro-compaction de la pâte d’anode obtenue après le mélange. Pendant cette étape, la pâte d’anode est déchargée dans des moules préalablement préchauffés à des températures supérieures au point de ramollissement du brai. Cette étape est aussi importante pour la détermination de la qualité de l’anode. Un processus de mise en forme efficace permet d’obtenir des anodes de densité plus uniformes et de hautes qualités. Par ailleurs, cette étape a des conséquences sur l’homogénéité des propriétés des anodes. Rørvik et Lossius [33] à l’aide d’une analyse de tomodensitométrie à rayons X révèlent la présence de l’anisotropie structurale sur des échantillons carottés à partir des blocs d’anodes mise en forme par vibro-compaction. Les carottes ont été prélevées dans une même anode à des positions différentes notées par haut, milieu et bas (voir Figure 0-6).
11
Figure 0-6 : Position des échantillons carottés dans l’anode (adaptée de [33]).
Les résultats de l’analyse de tomodensitométrie à rayons X des carottes montrent une anisotropie importante et la présence de fissures dans les échantillons du milieu par rapport à ceux du haut et du bas (voir [33]). Selon les auteurs, la source de cette différence est l’effet de la mise en forme des anodes par vibro-compaction. Ils expliquent que pendant cette étape, le vibro-compacteur est incapable de compresser l’anode de manière homogène, générant des gradients de pressions et des déformations dans l’anode. Ainsi, si la compaction est très intense, le mouvement de la pâte au milieu de l’anode peut être plus important, créant un plus grand défi à la cohésion de la matrice liante [33]. Aussi, pendant la cuisson, une zone où l’anode est plus dense peut empêcher les volatiles du brai de s’échapper facilement et par conséquent provoquer une accumulation de pression élevée au milieu de l’anode [33].
D’autre part, Rebaine et al. [34] ont étudié l’influence de la mise en forme des blocs d’anodes par trois différents vibro-compacteurs sur les propriétés finales des échantillons carottés à partir des blocs d’anodes. Leurs résultats montraient une légère différence entre les propriétés de ces anodes, causée par l’effet du type de vibro-compacteur. Selon les auteurs, les caractéristiques du vibro-compacteur utilisé pendant le processus de formage ont un impact sur les propriétés des anodes et les anodes formées avec différents vibro-compacteurs peuvent avoir des propriétés différentes même si elles sont formées avec la même pâte. Dans un même contexte, ces études [35, 36] menées à l’aide d’un instrument de mesure non destructif de la résistivité électrique (Instantaneous Measurement of Anodic Electrical Resistance – MIREA) démontrent l’effet de la mise en forme (compaction ou vibro-compaction) et l’effet de la mise en forme par différentes usines de production sur la variation
12
de la résistivité électrique d’une série d’anodes industrielles. La Figure 0-7a présente la différence de la mise en forme par compaction (press) et par vibro-compaction (vibro) sur la résistivité électrique des anodes. La Figure 0-7b) présente la différence de la résistivité électrique d’une série d’anodes fabriquées par la même usine de production et cuites dans une même alvéole.
Figure 0-7 : Variation de la résistivité électrique entre des anodes fabriquées par deux procédés de mise en forme différents (a) et entre des anodes fabriquées par un même
13 0.3.6 Cuisson des anodes
La cuisson est la dernière étape du processus de fabrication des anodes. Cette étape est la plus cruciale de tout le processus, car c’est seulement après cette étape que les propriétés finales des anodes sont déterminées. Selon Fischer et Keller [37], les objectifs de la cuisson des anodes sont entre autres : d’augmenter leurs propriétés mécaniques, d’augmenter leur résistance à l’attaque du CO2 pendant l’électrolyse, de diminuer leur
résistivité électrique spécifique et de modérer leur conductivité thermique afin de réduire le risque de brûlure à l’air. Toutes ces caractéristiques ont une influence directe sur la productivité et la consommation d’énergie du procédé d’électrolyse.
0.3.7 Structure des fours de cuisson
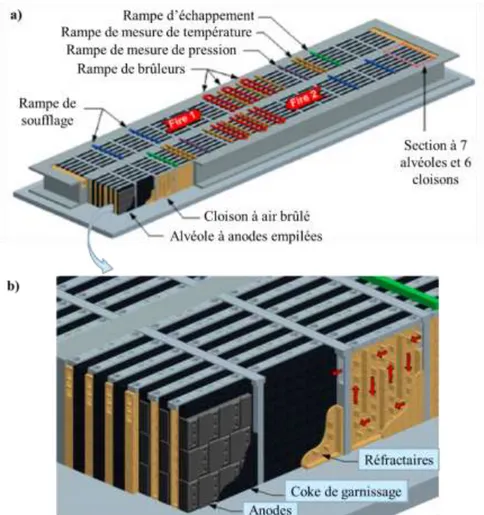
La cuisson des anodes est effectuée à l’intérieur des fours de cuisson du type « Open top ring furnace » (Figure 0-8a). Ce sont des échangeurs de chaleur à haute température appliquant un chauffage indirect par les gaz de combustion provenant de combustibles fossiles et de la combustion des substances volatiles libérées par les anodes [38, 39]. La partie interne des fours est constituée de briques réfractaires séparées en de différentes chambres constituées d’alvéoles. Ils contiennent une trentaine de chambres réparties en six alvéoles; leur capacité est de 108 anodes par chambre, dont 18 anodes par alvéoles dépendamment de la technologie [40]. Les anodes vertes issues du processus de mise en forme préalablement refroidies et prêtent pour la cuisson sont empilées dans les alvéoles puis recouvertes de cokes de garnissage et cuites sur un cycle avoisinant les deux semaines (Figure 0-8b). Le rôle principal des cokes de garnissage est d’empêcher l’oxydation des anodes.
14
Figure 0-8 : Vue de four de cuisson (a) et de l’empilement des anodes à l’intérieur du four
couvert de coke de garnissage (b)[41].
0.3.8 Rampe de cuisson
La cuisson est réalisée suivant trois grandes étapes (préchauffage, chauffage et refroidissement) réparties entre 10 à 15 sections, soit 3 sections pour le préchauffage, 3 sections pour le chauffage et 4 à 9 sections pour le refroidissement [39]. La cuisson des anodes commence à température ambiante jusqu’à atteindre 600 °C qui marque la fin de la phase de préchauffage [39]. C’est l’étape la plus critique, car c’est au cours de celle-ci que les substances volatiles de nature différente se dégagent. Holden et al. [42] classent ces substances en hydrocarbures condensables (hydrocarbures aromatiques polycycliques – HAP) et en hydrocarbures non condensables (méthane et hydrogène). Pendant le cycle de chauffage, le brai se carbonise et ainsi les anodes acquièrent les propriétés mécaniques désirées. À cette étape, la température peut augmenter jusqu’à 1100 °C – 1300 °C (voir Figure
15
0-9). Les anodes sont ensuite refroidies avant leur utilisation dans les cellules d’électrolyse [39].
Figure 0-9 : Rampe de cuisson typique utilisée dans les fours industriels (open top ring furnaces) (Adaptée de [43]).
0.4 Problématique
Aux fins d’amélioration continue de l’efficacité énergétique et de la productivité du procédé de Hall-Héroult, l’utilisation des anodes ayant des propriétés finales uniformes est primordiale [19]. Cependant, atteindre cet objectif dans les alumineries est un grand défi, car ceci demande des investigations avancées sur tous les paramètres pouvant influencer le processus de fabrication et la qualité des anodes. De nos jours, plusieurs investigations réalisées à cet effet ont permis de connaître certains de ces paramètres. La plupart de ces études ont rapporté que la non-uniformité des propriétés finales des anodes peut être due à la variation des propriétés des matières premières [27], à l’effet du processus de mise en forme (vibro-compaction/compaction et différence d’usine de production) [34-36]; ou encore à l’effet du processus de cuisson (non-uniformité des températures de cuisson) [39, 44]. Toutefois, ces avancées n’ont pas permis de résoudre totalement le problème de non-uniformité des propriétés finales des anodes dans les alumineries.
Un problème qui a attiré récemment l’attention sur l’inhomogénéité des propriétés des anodes est l’effet de leurs empilements dans les fours pendant la cuisson. Pendant cette
16
étape, les anodes sont empilées les unes sur les autres et cuites suivant des profils de température prédéfinis. L’empilement (génération de contraintes mécaniques) combiné au processus de cuisson (thermochimique) peut mener à l’anisotropie des propriétés internes des anodes. Nous pensons que lors de la cuisson, les anodes placées en haut peuvent générer des pressions externes sur les anodes placées en bas de l’alvéole du four, provoquant ainsi la déformation de ces dernières et le réarrangement des particules de coke dans leur structure interne. Ce changement pourrait mener à la réduction de la distance entre les particules affectant possiblement l’uniformité des propriétés finales des anodes sous pression (voir Figure 0-10).
Figure 0-10 : Illustration visuelle d’un four de cuisson d’anodes: a) représente les alvéoles du four et b) l’empilement des anodes dans les alvéoles avec les pressions qui s’y
17
Chapitre 1 : Revue de littérature
1.1 Propriétés physicochimiques de l’anode pendant la cuisson
Les paramètres susceptibles d’influencer les propriétés physiques et chimiques des anodes pendant leur processus de cuisson sont de diverses nature. Les paramètres les plus connus sont l’effet du traitement thermique (non-uniformité des températures à l’intérieur des anodes, taux de chauffage, température de cuisson finale, durée du palier de cuisson) et le mécanisme de carbonisation de brai. Hurlen et Naterstad [38] résument l’évolution des propriétés physicochimiques des anodes cuites comme suit (voir Tableau 1-1).
Tableau 1-1: Changement des propriétés physicochimiques des anodes [38]. Temp. (°C) Changement physicochimique Conséquences
0 – 200
Expansion thermique du brai. Libération des tensions causées
par le procédé de formulation et/ou le refroidissement.
Diminution de la densité. Légère libération de la connectivité entre les
agrégats.
150 – 350
Redistribution du brai dans les pores des agrégats dus à
l’expansion du brai. Post-imprégnation des agrégats.
Effet d'affaissement/de déformation des tourillons. Perméabilité, résistance mécanique et résistivité
affectée. 350 – 450 Libération légère des volatiles
contenus dans le brai.
Légère diminution de la densité d’enrobage des agrégats.
450 – 600
Cokéfaction :
Transition du brai de la forme plastique en matrice solide. Libération de la majorité des
volatiles non cokéfiés.
Tensions dilatométriques dues aux gradients thermiques entraînant
l’expansion et la contraction.
600 – 900
Post-cokéfaction : Libération des volatiles lourds.
Recuit des tensions.
Aucun effet particulier lié au taux de chauffage ordinaire.
900 – 1200
Réorientation et croissance cristalline du liant cokéfié ainsi
que des agrégats les moins calcinés
Tensions dilatométriques par contraction. Apparition de fissures
macroscopiques si le niveau de calcination moyen précédent est largement dépassé (˃l00 °C) pour le
18 1.1.1 Effet du traitement thermique
Fisher et Keller [37] ont étudié l’effet du taux de chauffage, l’effet de la température de cuisson finale et l’effet de la durée du palier thermique pendant lequel la température de cuisson désirée est atteinte sur les propriétés physiques et chimiques des anodes cuites. Leurs résultats montrent une augmentation de la résistivité électrique spécifique et une diminution de la résistance à la flexion en fonction du taux de chauffage lors de la cuisson des anodes (voir Figure 1-1). Selon les auteurs, ceci est dû à la libération de substances volatiles légères entraînant ainsi la formation de pressions internes dans le volume des anodes et la propagation des fissures. En ce qui concerne la température finale de cuisson et du temps de cuisson, ils expliquent qu’une température de cuisson finale trop basse ou un temps de cuisson trop court conduit à une combustion sélective de l'air et du CO2 des anodes ayant
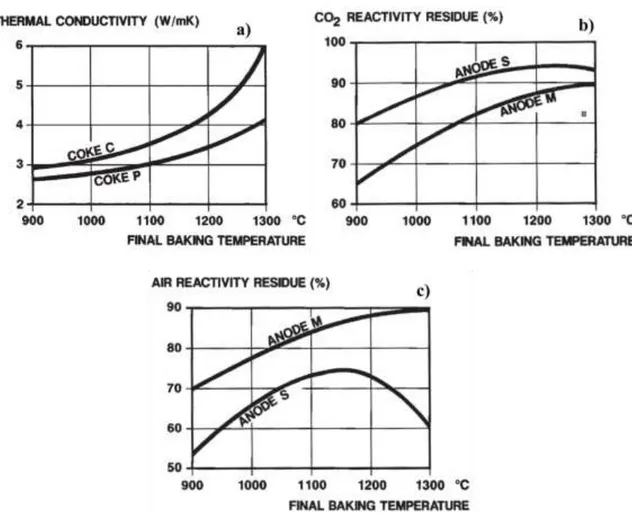
pour conséquence de détériorer les niveaux de réactivité de celles-ci. Ils révèlent aussi qu’une température finale de cuisson trop élevée influence la cristallinité du liant cokéfié et les particules de cokes. Cet effet a pour conséquence d’augmenter drastiquement la conductivité thermique ainsi que la réactivité à l’air et au CO2 de l’anode (voir Figure 1-2).
Figure 1-1 : Effet du taux de chauffage sur la variation de la résistivité électrique spécifique (a) et de la résistance à la flexion (b) des anodes cuites (adaptées de [37]).
19
Figure 1-2 : Effet de la température de cuisson finale sur la conductivité thermique (a);
réactivité au CO2 (b) et à l’air (c) des anodes cuites (adaptées de [37]).
1.1.2 Effet du mécanisme de pyrolyse du brai de goudron
Le mécanisme de pyrolyse du brai pendant la cuisson est un phénomène complexe et demande des études approfondies pour comprendre son effet sur les propriétés finales des anodes [45]. Dans la littérature un nombre important de manuscrits a été publié dans cette optique. À titre d’exemple nous citons le manuscrit de Tremblay et Charrette [46] qui décrit la cinétique de dégagement des matières volatiles lors de la pyrolyse en fonction du taux de chauffage de différents échantillons d’électrodes de carbone. Leurs résultats obtenus à partir des analyses thermogravimétriques révèlent que le dégagement des matières volatiles se présente en deux groupes dépendamment de la température et du taux de chauffage (Figure 1-3). Ces groupes sont caractérisés par la formation de matières condensables (hydrocarbures aromatique procycliques) lorsque la température varie entre 150 °C et 550 °C et la formation des substances non condensables (l’hydrogène et le méthane) lorsque la température varie entre 550 °C et 950 °C. Selon les auteurs, cette particularité est due à la présence d’une zone
20
de transition entre 400 °C et 600 °C au cours de laquelle le brai qui est liquide entre 150 °C et 400 °C passe à l’état solide.
Figure 1-3 : Évolution de la température en fonction du taux de chauffage sur la pyrolyse du brai (adaptées de [46]).
1.1.3 Changement massique et volumétrique
Dans le même contexte, Kocaefe et al. [47] montrent que la pyrolyse du brai est le paramètre principal influençant la perte de masse pendant la cuisson de différents échantillons d’anodes cuites soit avec les mêmes conditions de cuisson ou soit avec des conditions de cuisson différentes. Leurs résultats sont présentés à la Figure 1-4a. Les anodes 1 à 4 étaient cuites avec le même taux de chauffage. La température de cuisson finale des anodes 1 et 3 était identique tandis que l’anode 5 avait été cuite avec un taux de chauffage plus faible. Quant à l’anode 4, elle avait la température de cuisson la plus élevée que les autres anodes.
Le changement volumétrique des anodes est aussi en relation avec l’évolution des températures et la volatilisation du brai. Chmelar et al. [48] ont analysé la dilatation thermique des échantillons d’anodes crues en fonction de la température par un dilatomètre vertical. Les échantillons contenaient en masse 15 % de brai et la température des tests était entre 60 °C et 950 °C. Leurs résultats sont présentés à la Figure 1-4b. Ils expliquent qu’au
21
début de la cuisson, soit à température initiale 100 – 300 °C, les échantillons sont en forte expansion en raison de la libération des substances volatiles du liant piégées dans les pores fermés. À 400 °C, une légère augmentation de l’expansion se produit due à l’élimination du brai restant dans les pores des agrégats de coke. Le rétrécissement de la hauteur débute à 450 °C et continu jusqu’à la fin de la cuisson. Les causes sont expliquées par la transition de l’échantillon de l’état plastique à l’état solide, la libération des substances volatiles non cokéfiées (méthane, hydrogène) après la cokéfaction.
Figure 1-4 : Évolution de la température en fonction de la perte de masse (a) et du changement volumétrique des échantillons d’anodes (adaptée de [47] et de [48]). 1.1.4 Évolution des propriétés mécaniques lors de la cuisson
Zaglafi [49], dans le but de comprendre l’évolution des propriétés thermomécaniques des échantillons d’anode crue (de diamètre 5 cm et de hauteur 10 cm) pendant des essais de compression uniaxiale, a révélé que la résistance à la rupture et le module d’Young de ce matériau variaient en fonction du niveau de cuisson et du changement de phase du brai de goudron (Tableau 1-2). Selon l’auteur, ces propriétés diminuent progressivement jusqu’au moment où le brai de goudron atteint sa température de cokéfaction. Après cette température, le matériau devient rigide et le module d’Young augmente.
22
Tableau 1-2: Effet de la température sur les propriétés mécaniques des échantillons d’anodes [49].
Température de cuisson (°C)
Température du
test (°C) Résistance (MPa) E (GPa)
25 25 27,0 2,9
200 175 19,7 1,2
400 400 20,6 1,5
600 600 52,7 2,8
1100 1100 62,6 2,8
De plus, Kallel [50] a effectué des essais mécaniques à température ambiante et à chaud (différentes températures) sur des échantillons d’anodes industrielles crues, partiellement cuites et complètement cuites. Il observe sur les échantillons des déformations axiale et radiale permanentes en fonction des contraintes appliquées et de la température. Les déformations étaient beaucoup plus sensibles à l’augmentation de la température due à l’effet du ramollissement du brai. Selon lui, lorsque la température du test devient supérieure au point de ramollissement du brai, la viscosité de la pâte d’anode crue commence à diminuer et soudainement les propriétés mécaniques, à savoir la limite en compression (résistance ultime), le module d’Young et le coefficient de Poisson de l’échantillon, diminuent en conséquence. Les résultats adaptés de [50] sont présentés aux figures ci-dessous.
23
Figure 1-5 : Variation de la résistance ultime à la compression uniaxiale de l’anode de carbone, mesurée à température ambiante (TA) et à haute température, en fonction de la
température de cuisson; (adaptée de [50]).
Figure 1-6 : Variation du module d’Young de l’anode de carbone, déterminé à température ambiante (TA) et à haute température, en fonction de la température de cuisson; (adaptée
24
Figure 1-7 : Variation du coefficient de Poisson de l’anode de carbone, déterminé à température ambiante (TA) et à haute température, en fonction de la température de
cuisson (adaptée de [50]).
1.2
Résistivité électrique
1.2.1 Matériaux composites
Les anodes sont un exemple typique de matériau dont le comportement électrique est presque identique à celui d’un matériau composite. Dans le cas de matériau composite constitué de particules dispersées dans une matrice de polymère continue, la résistivité électrique est la combinaison des résistances individuelle des particules et de leur nombre de contacts [51]. D’après Celzard et al. [51], la source de la résistance de contact entre les particules peut avoir deux origines dépendamment du matériau. La première concerne spécifiquement les poudres métalliques enrobées par des films minces d’oxydes où le contact de résistance est élevé. La seconde est due à l’étroitesse du chemin conducteur aussi dû à la petite surface de contact entre deux particules dans un matériau composite. Holm [52] a défini cette dernière source comme la théorie de la résistance de constriction et que cela se produit au contact des particules puis devient plus important compte tenu du fait que les contacts ne sont pas parfaits à l’échelle microscopique.
Holm [52] résume donc la résistance de contact totale d’un matériau composite comme la somme de la résistance de constriction et de la résistance du chemin conducteur
25
où la résistance de constriction est la résistance du matériau en général. Eidem et al. [13], à l’aide d’un modèle de lit de particules de coke dans lequel le courant circule uniformément sur une section transversale du lit (𝐴 × 𝐵 × 𝐻), résument la résistance totale comme la somme de la résistance du matériau et la résistance de contact (voir Équation 4). Le lit de coke était constitué d’un nombre p de conducteurs parallèle dont chacun est constitué de n particules supposées en série (Figure 1-8).
𝑅𝑡𝑜𝑡 = 𝑅𝑚𝑎𝑡é𝑟𝑖𝑎𝑢 + 𝑅𝑐𝑜𝑛𝑡𝑎𝑐𝑡 (4)
Figure 1-8: Illustration de la résistivité électrique d’un lit de particules cubiques en fonction de la résistance de contact entre les particules (Rc) et la résistance du matériau
d’une particule (Rm); (adaptée de [53]).
Cependant, la corrélation entre la résistivité électrique d’un tel matériau à sa microstructure est généralement difficile, car la répartition des particules conductrices de la matrice n’est pas uniforme et le nombre moyen de contacts électriques peut varier de manière difficilement prévisible [54]. Pour obtenir une prédiction de la résistivité électrique de tels matériaux, plusieurs approximations et théorèmes ont été adoptés. Parmi ces théorèmes, les auteurs [54] mentionnent que le théorème de percolation (percolation theory), le théorème d’effectif média (effective media theory) et le théorème de général effectif média (general effective media theory) représentent bien la résistivité électrique de ces matériaux [54]. Dans le cas des anodes de carbone, Rouget [26] explique que le théorème de percolation (voir [51, 54]) semble être le mieux adapté pour expliquer le comportement électrique des anodes.
26 1.2.2 Anode de carbone
Le mécanisme de comportement de la résistivité électrique des anodes n’a pas été largement publié dans la littérature. Les quelques travaux soulignent son importance sur la détermination des propriétés physiques des anodes crues telles que leur homogénéité, densité apparente et résistivité électrique [26, 55]. Pour les anodes cuites, il n’y a aucune publication à cet effet. Au contraire, il existe un nombre important de travaux qui ont étudié l’effet de la variation de la distance de contact entre les particules sur la résistivité électrique de matériaux constitués soit seulement d’un lit de coke ou soit le mélange d’agrégats de coke avec une matrice continue non conductrice.
Rørvik et al. [55] a étudié l’effet de la variation de la liaison entre la matrice liante et les agrégats de coke sur la résistivité électrique des anodes de carbone non cuites. Ils ont réalisé leur analyse sur une couche de matrice liante de distance minimale inférieure à 10 μm. Leurs résultats ont montré que la résistivité électrique des anodes varie réciproquement en fonction du volume de répartition minimale de l’épaisseur de la couche de brai et de la distance inter-particulaire respective (voir Figure 1-9).
Figure 1-9 : Corrélation entre la résistivité électrique, la distance interparticulaire et
27 1.2.3 Lit d’agrégats de coke
Pour aborder ce sujet, nous prendrons comme références de base les travaux de Eidem et al. [53, 56]; Rouget et al. [57] et Majidi et al. [25]. Tous les trois ont utilisé la Méthode des Éléments Discrets (MED) pour modéliser la résistivité électrique d’un lit de coke en fonction du nombre de contacts par unité de volume et du rayon de contact moyen entre les particules. Ils ont souligné que l'utilisation de la modélisation MED est un outil efficace pour estimer le rayon moyen de la zone de contact entre les particules de coke, car il est impossible de déterminer celui-ci expérimentalement. Leurs résultats ont montré que la résistivité électrique change en fonction du nombre de contacts et du diamètre de contact entre les particules.
D’après Eidem et al. [53, 56], le nombre de contacts entre les particules dépend aussi de leurs tailles et augmente lorsque la taille des particules est petite et vice-versa. Majidi et al. [25] ont modélisé séparément deux échantillons constitués d’un mélange de particules fines et de grosses particules. Le premier échantillon avait une concentration de fines trois fois plus élevée que le second. Ils ont constaté que le nombre de contacts entre les particules par unité de volume est plus élevé dans le premier échantillon à cause de la forte concentration de fines (voir Figure 1-10).
Figure 1-10 : Comparaison du nombre de contacts entre deux échantillons avec des concentrations de particules fines différentes. L’échantillon à gauche avait trois fois de fine
28
1.2.4 Relation entre la résistivité électrique et la force mécanique appliquée
Holm [52] dans son livre intitulé « théorème de contact électrique » a expliqué de façon très détaillée et simple, la relation qui existe entre une force mécanique appliquée et la résistivité électrique d’un matériau. Il résume que la surface de contact de ce matériau est proportionnelle à la force mécanique appliquée (𝐅𝐨𝐫𝐜𝐞 𝐦é𝐜𝐚𝐧𝐢𝐪𝐮𝐞 𝐚𝐩𝐩𝐥𝐢𝐪𝐮é𝐞 ∝ 𝐬𝐮𝐫𝐟𝐚𝐜𝐞 𝐝𝐞 𝐜𝐨𝐧𝐭𝐚𝐜𝐭). Il explique que lorsque les particules sont déformables, l’action d’appliquer une force sur la surface du matériau peut entraîner sa compaction et, en conséquence, entraîner de façon aléatoire la réduction de la distance qui existe entre les particules (rapprochement des particules) et augmenter la surface totale des contacts entre elles. Il mentionne que, l’effet d’augmenter la surface totale de contact conduit à la diminution de la résistivité électrique du matériau.
Dans la littérature, des chercheurs comme Buryak [58] et Rouget et al. [57] se sont intéressés à déterminer l’effet de forces mécaniques sur la résistivité électrique de matériaux carbonés. Leurs résultats s’inscrivent dans la même logique que le théorème de Holm. Buryak [58] a observé l'effet de la pression appliquée sur la variation de la résistivité électrique d’un lit de particules de coke charbonnée. La taille des particules était ≤ 20 mm et les pressions appliquées étaient dans l’intervalle de 0 kPa à 40 kPa. Ses résultats sont présentés à la Figure 1-11. De la même façon, Rouget et al. [57] ont comparé la résistivité électrique de plusieurs lits de particules de coke compactées sous des pressions différentes. Ils ont montré que la résistivité électrique de tous ces matériaux diminue en fonction de l’augmentation de la pression, qui se traduit par l’augmentation du nombre de contacts et de la surface de contact (Tableau 1-3).
29
Figure 1-11: Résistance électrique spécifique de coke de charbon en fonction de la pression mécanique appliquée; (adaptée de [58]).
Tableau 1-3: Variation de la résistivité électrique normalisée d’un lit de particules de coke en fonction du nombre de contacts, de la surface de contact par unité de volume et de la
pression appliquée [57]. Pression (MPa) Nombre de contacts par unité de volume (mm-3) Surface de contact par unité
de volume (mm2/mm3) Rayon de contact moyen (mm) Résistivité électrique (µΩ‧m) 0,5 2,16 0,01374 0,0871 507,3 1 2,99 0,02748 0,1043 348,8 2 3,13 0,03052 0,1141 235,9 2,5 3,41 0,04213 0,1196 213,5 3 3,54 0,03620 0,1292 195,2 4 4,89 0,05981 0,1416 171,9
1.3 Formulation de l’hypothèse
Dans le cadre de ce projet, le concept du théorème de contact électrique établi par Holm [52] a été adopté pour formuler notre hypothèse. Nous avons à faire à des matériaux qui susceptibles de se déformer pendant le processus de cuisson sous l’effet de traitement thermique, de la pyrolyse du brai et de forces mécaniques. La déformation aurait pour conséquence d’engendrer de l’anisotropie structurale sur les anodes tout en diminuant la
0 10 20 30 40 50 60 0 10 20 30 40 R ésis tanc e Ele ctrique S pe cifique (k Ω ∙mm ²/m ) Pression (kPa)
30
distance de contacts entre les agrégats de coke causée par le changement de phase du brai et l’effet de la force mécanique. Ainsi, dépendamment de la position des anodes dans le four, celles soumises à une plus grande force mécanique pourraient avoir une résistivité électrique plus basse dans la direction d’application de la force. Ceci pourrait expliquer l’inhomogénéité de la résistance électrique des anodes et donner une piste de solution pour remédier à ce problème. L’hypothèse du projet est schématisée à la Figure 1-12.
Figure 1-12 : Schématisation de l’hypothèse du projet en fonction de la position des anodes dans les alvéoles d’un four de cuisson industrielle.
1.4 Objectifs du projet
Ce projet vise à révéler l’effet de contraintes mécaniques additionnelles sur les anodes pendant leur cuisson causée par l’effet de leur empilement. Pour y arriver, nous nous sommes basés sur la méthode expérimentale de détermination de la résistivité électrique pour en conclure sur l’uniformité des propriétés finales des anodes. La méthode de détermination de la résistivité électrique est une méthode simple, efficace et rapide à réaliser [59].
Le projet est divisé en deux étapes principales. Dans la première étape, des inspections directes ont été réalisées sur une série de blocs d’anodes cuites provenant directement de l’usine de production. Les anodes ont été fournies par notre partenaire industriel (Alcoa
![Figure 0-1 : Procédé Bayer pour extraire de l’alumine à partir du minerai de bauxite (adaptée de [9])](https://thumb-eu.123doks.com/thumbv2/123doknet/2885348.73463/17.918.191.696.112.690/figure-procédé-bayer-extraire-alumine-minerai-bauxite-adaptée.webp)
![Figure 0-2 : Cuve d’électrolyse de Hall-Héroult pour la production de l’aluminium (adaptée de [13])](https://thumb-eu.123doks.com/thumbv2/123doknet/2885348.73463/18.918.149.745.675.946/figure-cuve-électrolyse-hall-héroult-production-aluminium-adaptée.webp)
![Figure 0-4 : Processus général de la fabrication de l'anode en carbone (Adaptée de [13])](https://thumb-eu.123doks.com/thumbv2/123doknet/2885348.73463/21.918.203.720.682.1026/figure-processus-général-fabrication-anode-carbone-adaptée.webp)
![Figure 0-9 : Rampe de cuisson typique utilisée dans les fours industriels (open top ring furnaces) (Adaptée de [43])](https://thumb-eu.123doks.com/thumbv2/123doknet/2885348.73463/29.918.195.723.185.444/figure-rampe-cuisson-typique-utilisée-industriels-furnaces-adaptée.webp)
![Figure 1-1 : Effet du taux de chauffage sur la variation de la résistivité électrique spécifique (a) et de la résistance à la flexion (b) des anodes cuites (adaptées de [37])](https://thumb-eu.123doks.com/thumbv2/123doknet/2885348.73463/32.918.158.780.603.840/figure-chauffage-variation-résistivité-électrique-spécifique-résistance-adaptées.webp)
![Figure 1-3 : Évolution de la température en fonction du taux de chauffage sur la pyrolyse du brai (adaptées de [46])](https://thumb-eu.123doks.com/thumbv2/123doknet/2885348.73463/34.918.283.638.183.543/figure-évolution-température-fonction-taux-chauffage-pyrolyse-adaptées.webp)
![Figure 1-4 : Évolution de la température en fonction de la perte de masse (a) et du changement volumétrique des échantillons d’anodes (adaptée de [47] et de [48])](https://thumb-eu.123doks.com/thumbv2/123doknet/2885348.73463/35.918.136.799.347.583/figure-évolution-température-fonction-changement-volumétrique-échantillons-adaptée.webp)
![Tableau 1-2: Effet de la température sur les propriétés mécaniques des échantillons d’anodes [49]](https://thumb-eu.123doks.com/thumbv2/123doknet/2885348.73463/36.918.133.758.160.439/tableau-effet-température-propriétés-mécaniques-échantillons-anodes.webp)