2006 — Simulation de la forge d'alliage biphasé par la méthode des automates cellulaires
Texte intégral
Figure
![Figure 2 Observation microscopique de deux macrozones dans une billette de l'IMI 834 entraînant la rupture prématurée de l'alliage [3]](https://thumb-eu.123doks.com/thumbv2/123doknet/7490524.224427/24.915.210.765.639.807/figure-observation-microscopique-macrozones-billette-entraînant-rupture-prématurée.webp)
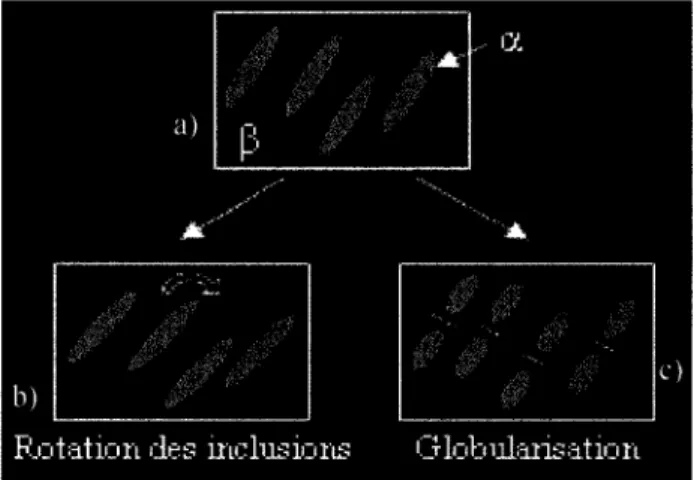
![Figure 5 Les trois étapes de la mise en forme de l'IMI 834 par traitements thermomécaniques [8]](https://thumb-eu.123doks.com/thumbv2/123doknet/7490524.224427/29.915.318.661.722.946/figure-étapes-mise-forme-imi-traitements-thermomécaniques.webp)
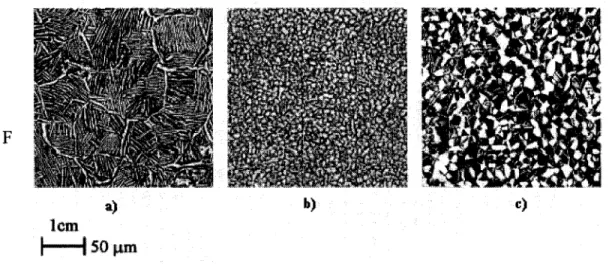
![Figure 19 Microstructure après déformation à Tdér= 1060 °C,t = 1 s· 1 , e = 1, un taux de refroidissement de 5 °C/s et un temps de maintien de 15 min [27]](https://thumb-eu.123doks.com/thumbv2/123doknet/7490524.224427/55.915.282.653.301.575/figure-microstructure-déformation-tdér-taux-refroidissement-temps-maintien.webp)
![Figure 20 Microstructure équiaxe après déformation à Tdéf= 1000 °C, 8 = 1 s- 1 , s = 1 , un taux de refroidissement de 1 °C/s et un temps de maintien de 15 min [27]](https://thumb-eu.123doks.com/thumbv2/123doknet/7490524.224427/56.915.279.655.673.962/figure-microstructure-équiaxe-déformation-tdéf-refroidissement-temps-maintien.webp)
![Figure 21 Microstructure équiaxe après déformation à Tdér= 975 °C, 8 = 1 s- 1 , 6 = 1, un taux de refroidissement de 1 °C/s et un temps de maintien de 15 min [27]](https://thumb-eu.123doks.com/thumbv2/123doknet/7490524.224427/57.915.288.672.177.466/figure-microstructure-équiaxe-déformation-tdér-refroidissement-temps-maintien.webp)
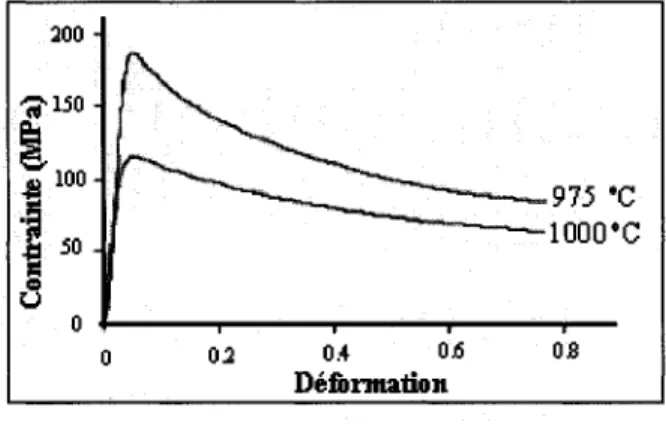
![Figure 23 Courbes contrainte-déformation de l'IMI 834 dans le domaine fJ pur [27]](https://thumb-eu.123doks.com/thumbv2/123doknet/7490524.224427/61.915.229.758.196.492/figure-courbes-contrainte-déformation-imi-domaine-fj-pur.webp)
Documents relatifs
Tracer les droites où se trouvent tous les points situés à 3 cm de (d).. Hachurer la zone où l’usine peut
A CTIVITÉ : Angles alternes-internes et angles correspondants (xx’) et (yy’) sont deux droites parallèles.. Nommer puis mesurer tous les angles de
A partir d'une régle locale, Emergence d'un comportement global (synchronisation).. D'abord exemple
Avec cette phrase qui n’a pas été relevée par les grands médias, il apporte, de fait, une vraie recon- naissance pour l’Agriculture de Conservation et son intérêt pour
À l’inverse, les itinéraires AC conservent beaucoup mieux cette fertilité et même la déve- loppent quitte à être un peu court en disponibilité à l’installation des cultures
Cette belle histoire n’est cependant pas terminée et maintenant que nous avons réussi à construire un socle solide, il est urgent d’assurer le vrai basculement pour une part
Alors en matière d’agriculture, ne gâchons pas cette chance d’autant plus que l’approche, les concepts et la cohérence, qui sont développés avec l’agricul- ture
d’étrangers travaillent dans les exploitations céréalières et d’élevage, faisant face à la concurrence interna- tionale grâce à leur efficacité et à leurs
